Патенты с меткой «прокатки»
Устройство для поперечно-клиновой прокатки
Номер патента: U 9493
Опубликовано: 30.08.2013
Автор: Шалашный Сергей Владимирович
МПК: B21H 1/18
Метки: устройство, поперечно-клиновой, прокатки
Текст:
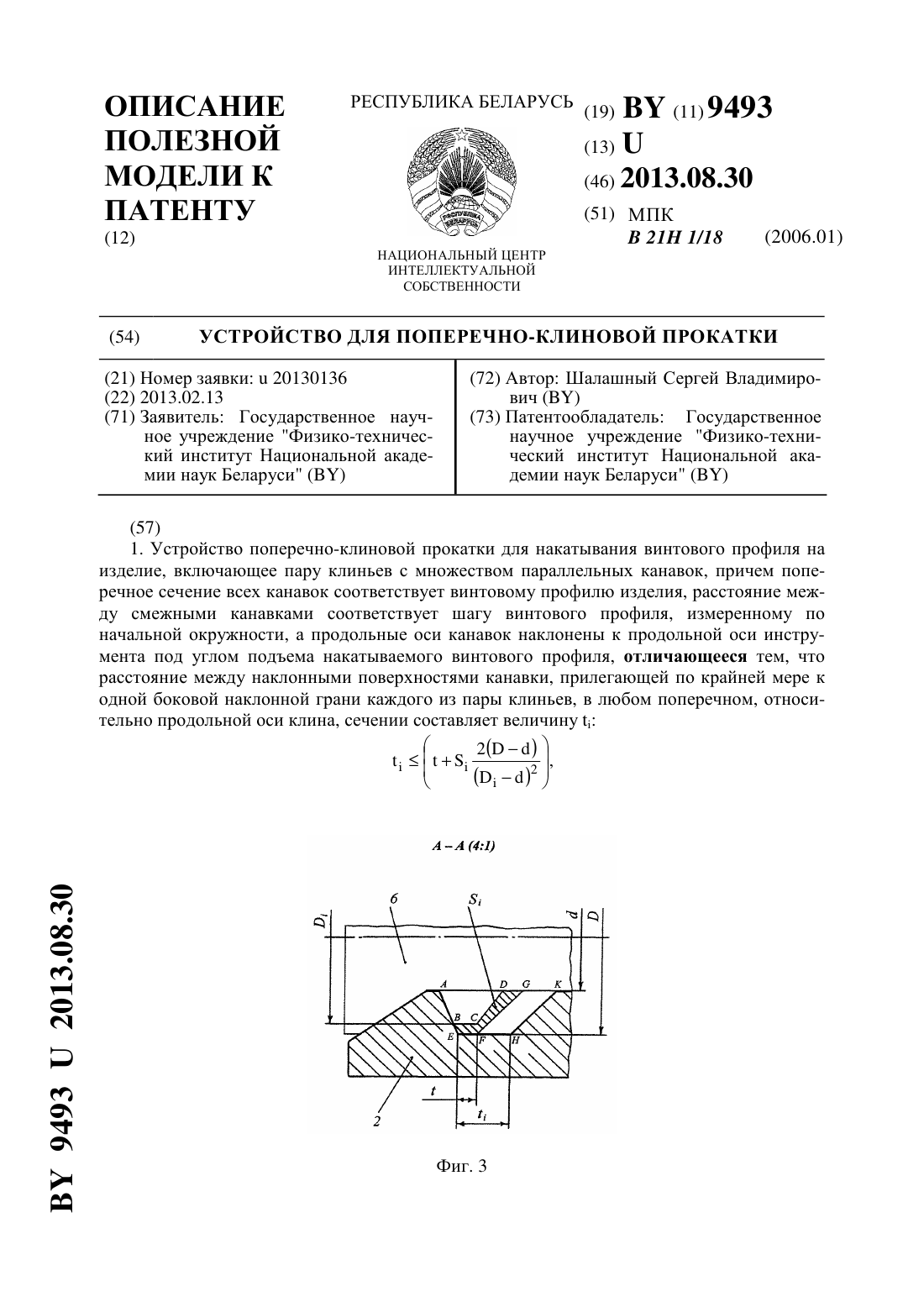
...увеличение площади контакта приводит к некоторому охлаждению прокатываемого изделия, что также способствует его качественному калиброванию. На фиг. 1 показана заготовка для прокатки изделия на фиг. 2 - один из пары клиньев и вставка на фиг. 3 - сечение А-А на фиг. 2 на фиг. 4 - прокатанное изделие на фиг. 5 второй из пары клиньев и вставка на фиг. 6 - сечение Б-Б на фиг. 5. В заявляемом техническом решении в качестве примера...
Стан для продольно-поперечной прокатки
Номер патента: U 9241
Опубликовано: 30.06.2013
Авторы: Давидович Людмила Михайловна, Киселев Дмитрий Александрович, Давидович Александр Николаевич, Лемеза Алексей Анатольевич
Метки: прокатки, стан, продольно-поперечной
Текст:
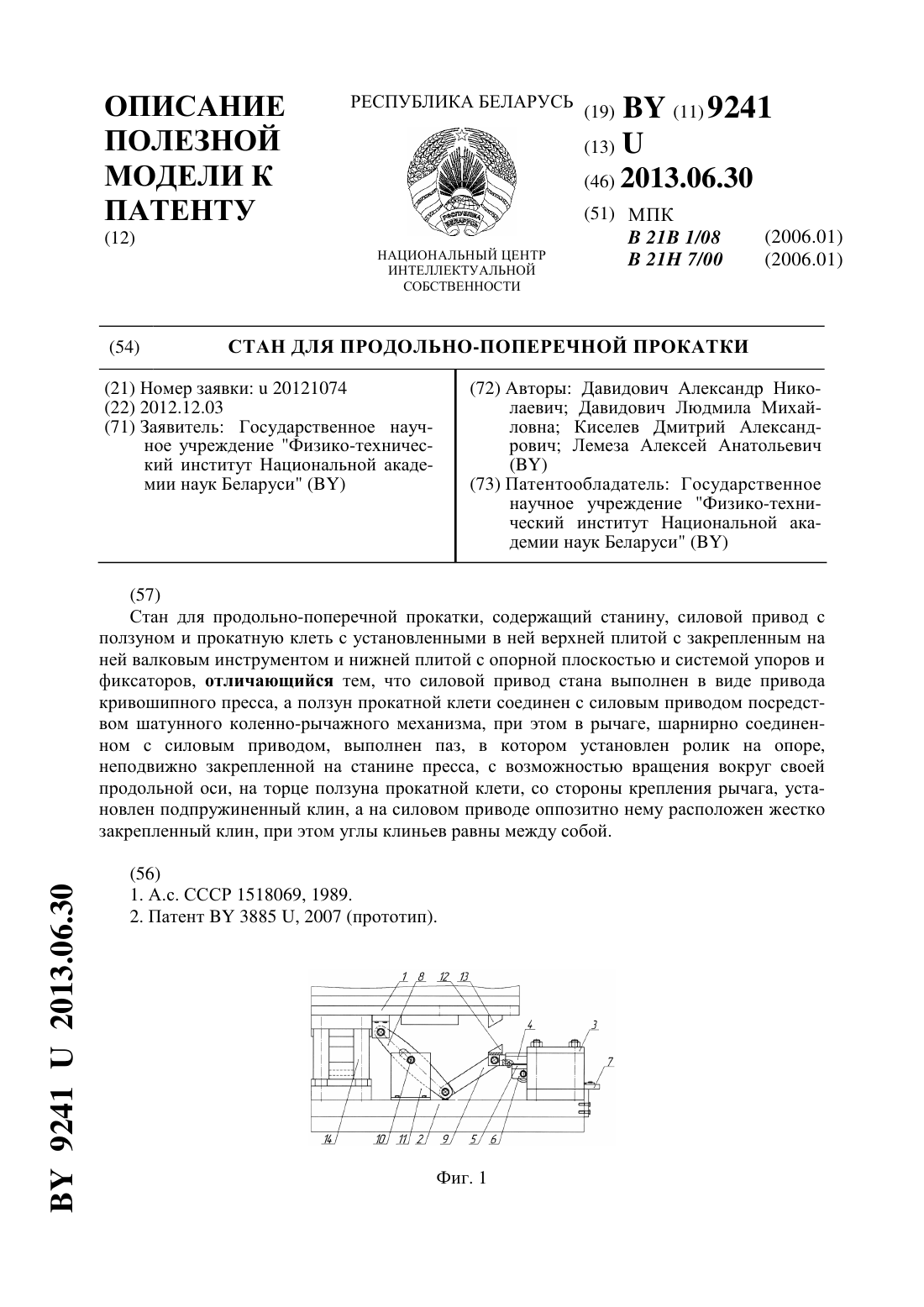
...операции. Заявляемое техническое решение предусматривает расширение технических возможностей прокатного стана по сравнению с прототипом за счет того, что в качестве силового привода используется механический привод кривошипного пресса, который позволяет развивать усилие большее, чем стандартный гидропривод, а клеть располагается на станине пресса и может использоваться совместно со штамповой оснасткой, что позволит производить...
Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий
Номер патента: U 9308
Опубликовано: 30.06.2013
Авторы: Киселев Дмитрий Александрович, Лемеза Алексей Анатольевич, Давидович Людмила Михайловна, Давидович Александр Николаевич
Метки: подвижной, стан, плитой, прокатки, продольно-поперечной, изделий, нижней
Текст:
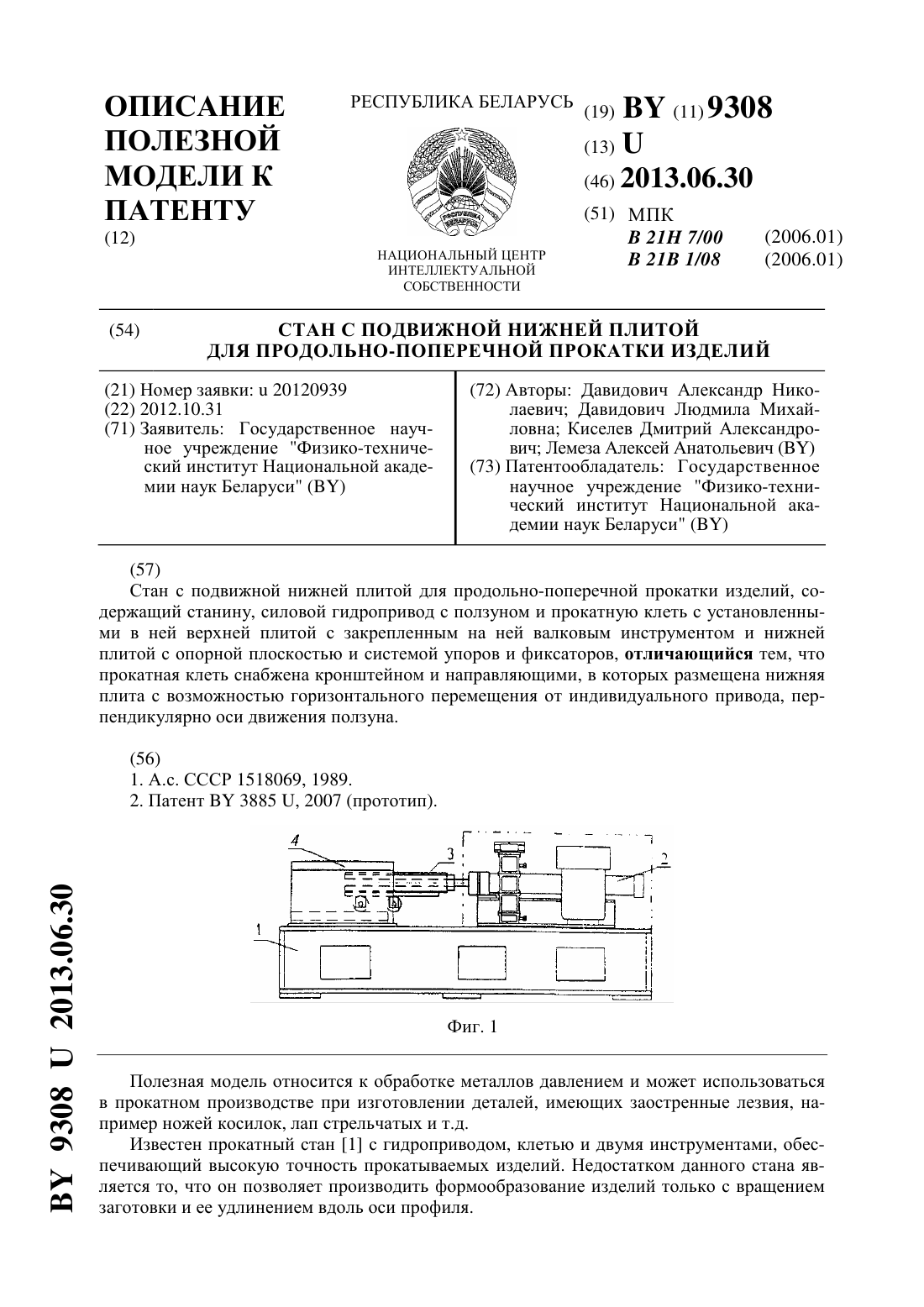
...заготовки и ее переустановки на переходах прокатки, а привод перемещения плиты обеспечивает быструю доставку заготовки на позицию прокатки. Сущность заявленного технического решения состоит в обеспечении быстрой перезагрузки заготовки и ее доставки в рабочую зону. Заявляемое техническое решение предусматривает выдвижение плиты из прокатной клети с целью обеспечения широкого доступа оператору для быстрой установки заготовки и ее...
Устройство для поперечной прокатки
Номер патента: U 9230
Опубликовано: 30.06.2013
Автор: Шалашный Сергей Владимирович
МПК: B21H 1/18
Метки: поперечной, прокатки, устройство
Текст:
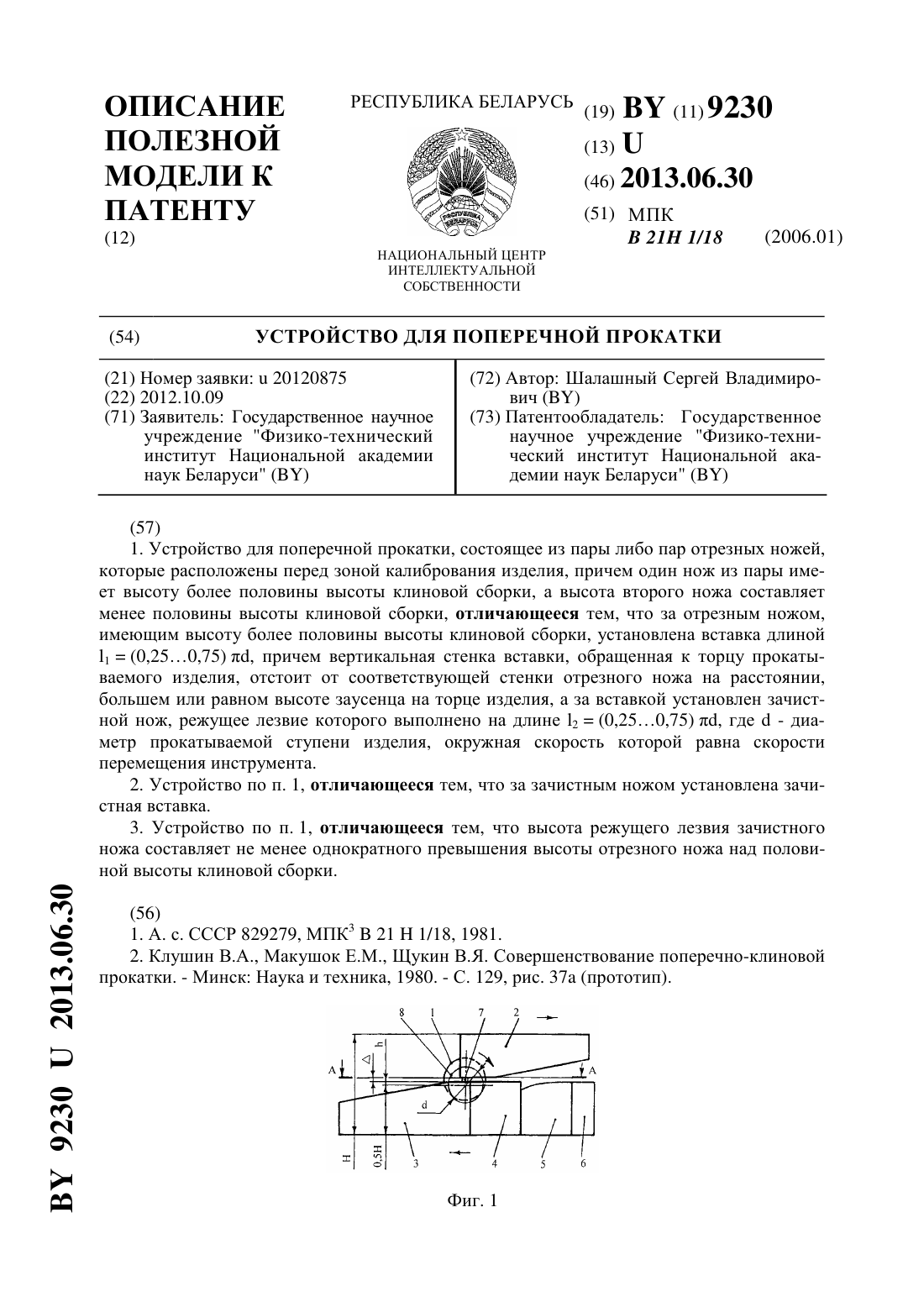
...по которой перемещается заусенец при вращении изделия. За зачистным ножом располагается зачистная вставка, которая позволяет продлить срок эксплуатации зачистного ножа без снижения качества процесса отрезания заусенца. Вставка, расположенная за отрезным ножом, и зачистной нож имеют длины 1(0,250,75)и 2(0,250,75)соответственно. Оптимальные длины данных элементов, исходя из кинематики перемещения заусенца, составляют 10,5 и 20,5 соответственно....
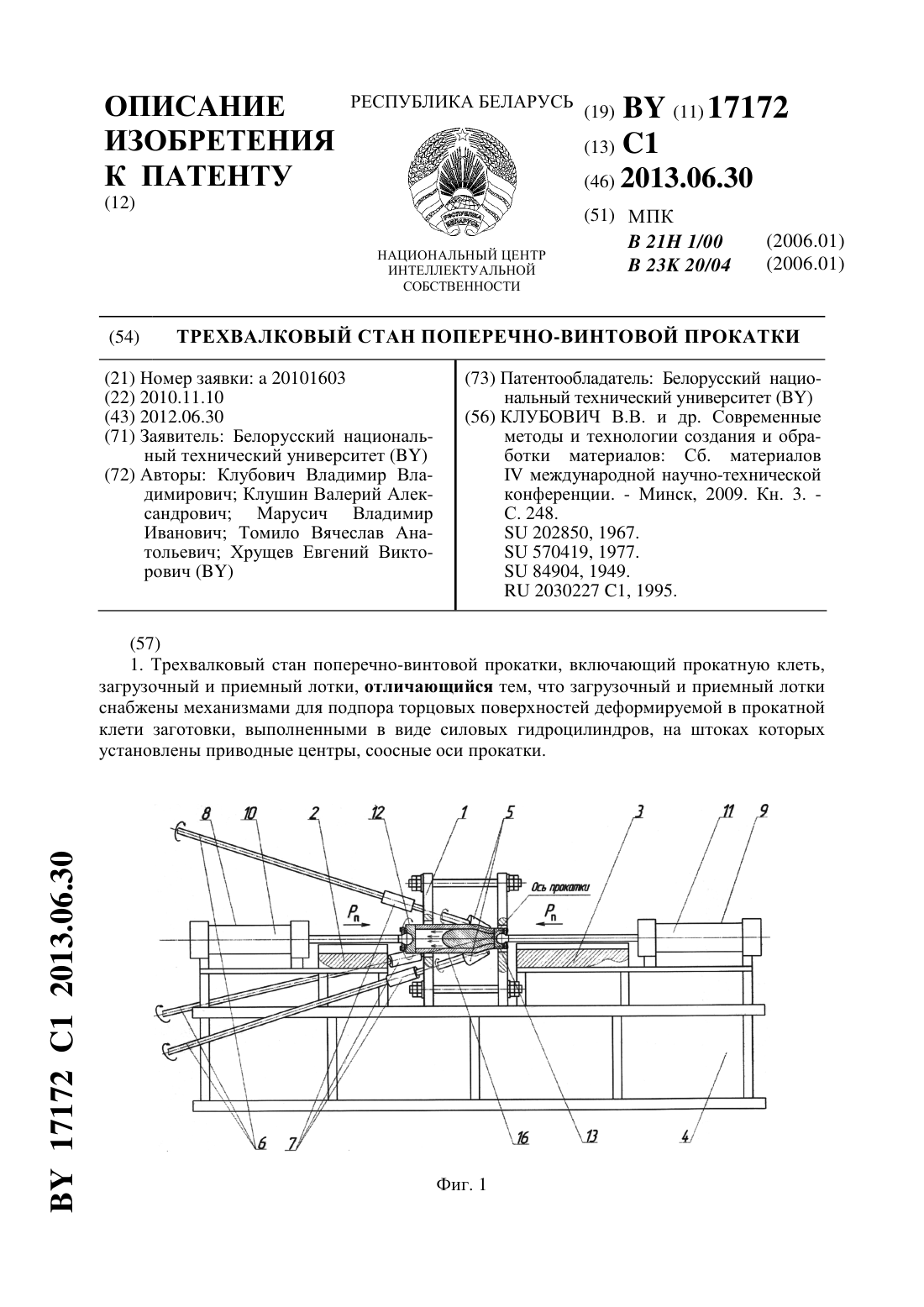
Трехвалковый стан поперечно-винтовой прокатки
Номер патента: 17172
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Томило Вячеслав Анатольевич, Хрущев Евгений Викторович, Клубович Владимир Владимирович, Марусич Владимир Иванович
МПК: B23K 20/04, B21H 1/00
Метки: стан, поперечно-винтовой, прокатки, трехвалковый
Текст:
...валков). Привод 6 рабочих вал 3 17172 1 2013.06.30 ков 5 состоит из трех мотор-редукторов с асинхронными двигателями и планетарными понижающими редукторами (на фигурах не показано). Приводные валы привода 6 соединены с хвостовиками рабочих валков 5 скользящими муфтами 7, допускающими осевое перемещение валков при регулировке межвалкового зазора. Загрузочный лоток 2 и приемный лоток 3 (фиг. 1) соответственно снабжены механизмами 8 и 9 для...
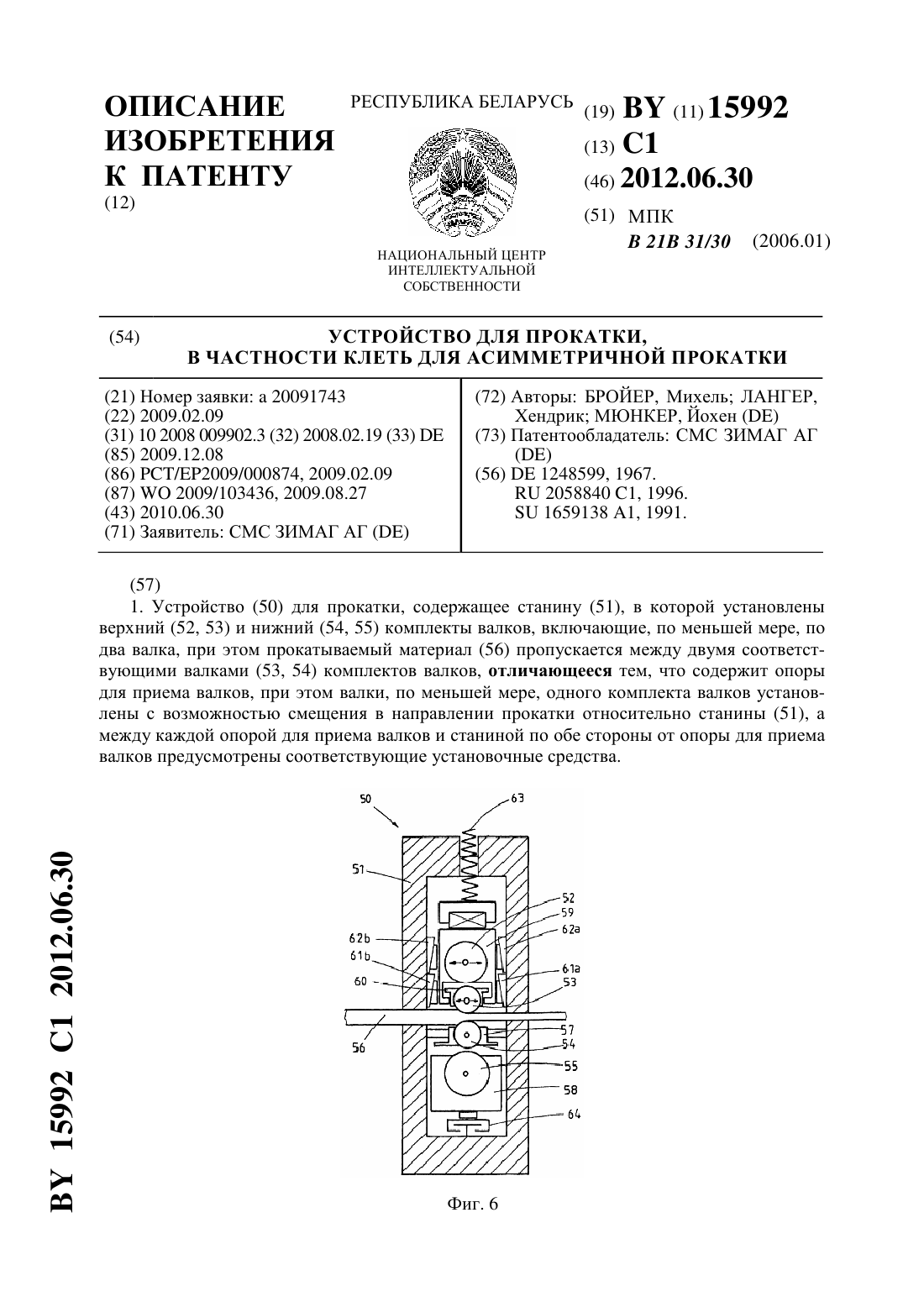
Устройство для прокатки, в частности, клеть для ассиметричной прокатки
Номер патента: 15992
Опубликовано: 30.06.2012
Авторы: БРОЙЕР, Михель, МЮНКЕР, Йохен, ЛАНГЕР, Хендрик
МПК: B21B 31/30
Метки: частности, прокатки, устройство, ассиметричной, клеть
Текст:
...оси валков комплектов валков были направлены параллельно друг другу. Кроме того, может быть предпочтительно, чтобы валки, в частности рабочие валки обоих комплектов валков, приводились во вращение с разными числами оборотов или окружными скоростями валков. Предпочтительно если разница в числе оборотов находится в интервале между 1 и 20 , предпочтительно, между 5 и 10 . Также предпочтительно, чтобы устанавливаемое смещение валков между...
Стан для продольно-поперечной прокатки изделий с заостренными лезвиями

Номер патента: U 7980
Опубликовано: 28.02.2012
Авторы: Киселев Дмитрий Александрович, Анищик Владимир Михайлович, Давидович Людмила Михайловна, Давидович Александр Николаевич
МПК: B21B 1/08
Метки: продольно-поперечной, изделий, заостренными, стан, прокатки, лезвиями
Текст:
...решение предусматривает формообразование затылованной части лезвия, которая дает возможность производить перезаточку лезвий при эксплуатации деталей, кроме того, образование затылованной части на лезвиях ножей кормоуборочной техники позволит повысить качество среза кормовой массы и снизить энергоемкость процесса среза. Заявляемое техническое решение поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны...
Устройство для продольной прокатки металлов

Номер патента: U 7771
Опубликовано: 30.12.2011
Авторы: Капцевич Вячеслав Михайлович, Андрушевич Андрей Александрович, Кудравец Кирилл Михайлович, Давыдов Михаил Владимирович
МПК: B21B 21/00, B21C 37/00
Метки: прокатки, металлов, продольной, устройство
Текст:
...Это затрудняет эксплуатацию и обслуживание прокатного стана, повышаются трудозатраты на фиксацию и ориентацию заготовок в технологическом процессе. Задачей полезной модели является совершенствование конструкции устройства, повышение удобства обслуживания и техники безопасности при проведении продольной прокатки металлов. Технический результат достигается тем, что устройство для продольной прокатки металлов, включающее привод, станину,...
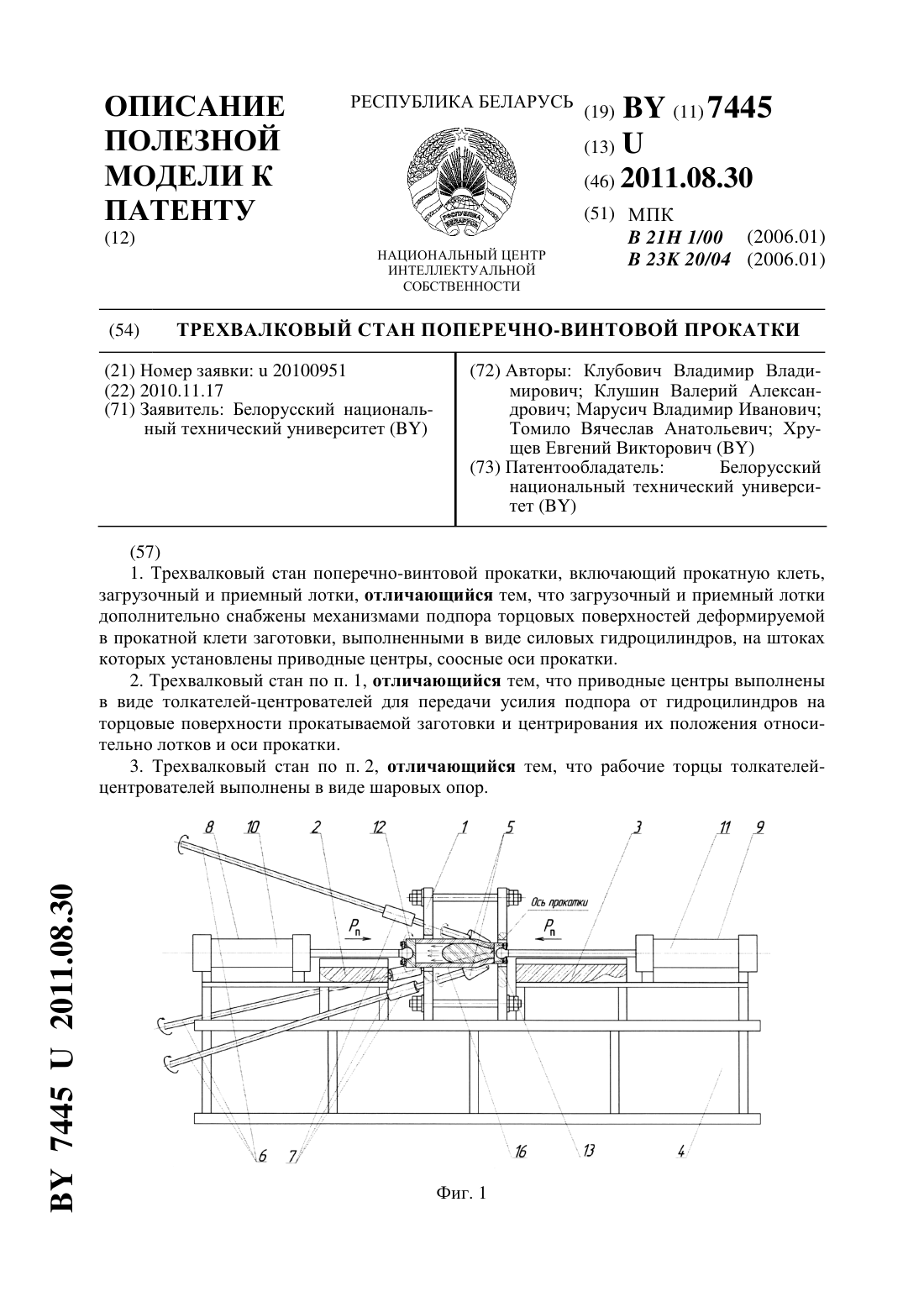
Трехвалковый стан поперечно-винтовой прокатки
Номер патента: U 7445
Опубликовано: 30.08.2011
Авторы: Марусич Владимир Иванович, Клушин Валерий Александрович, Хрущев Евгений Викторович, Томило Вячеслав Анатольевич, Клубович Владимир Владимирович
МПК: B23K 20/04, B21H 1/00
Метки: прокатки, стан, трехвалковый, поперечно-винтовой
Текст:
...более пластичного материала, за пределы торцовой поверхности плакирующего слоя. Для лучшего понимания полезной модели ее поясняют чертежами, где фиг. 1 - общий вид трехвалкового стана поперечно-винтовой прокатки фиг. 2 - увеличенный вид загрузочного лотка с механизмом подпора фиг. 3 - увеличенный вид приемного лотка с механизмом подпора фиг. 4 - видпо фиг. 2. Трехвалковый стан поперечно-винтовой прокатки (фиг. 1) включает прокатную клеть...
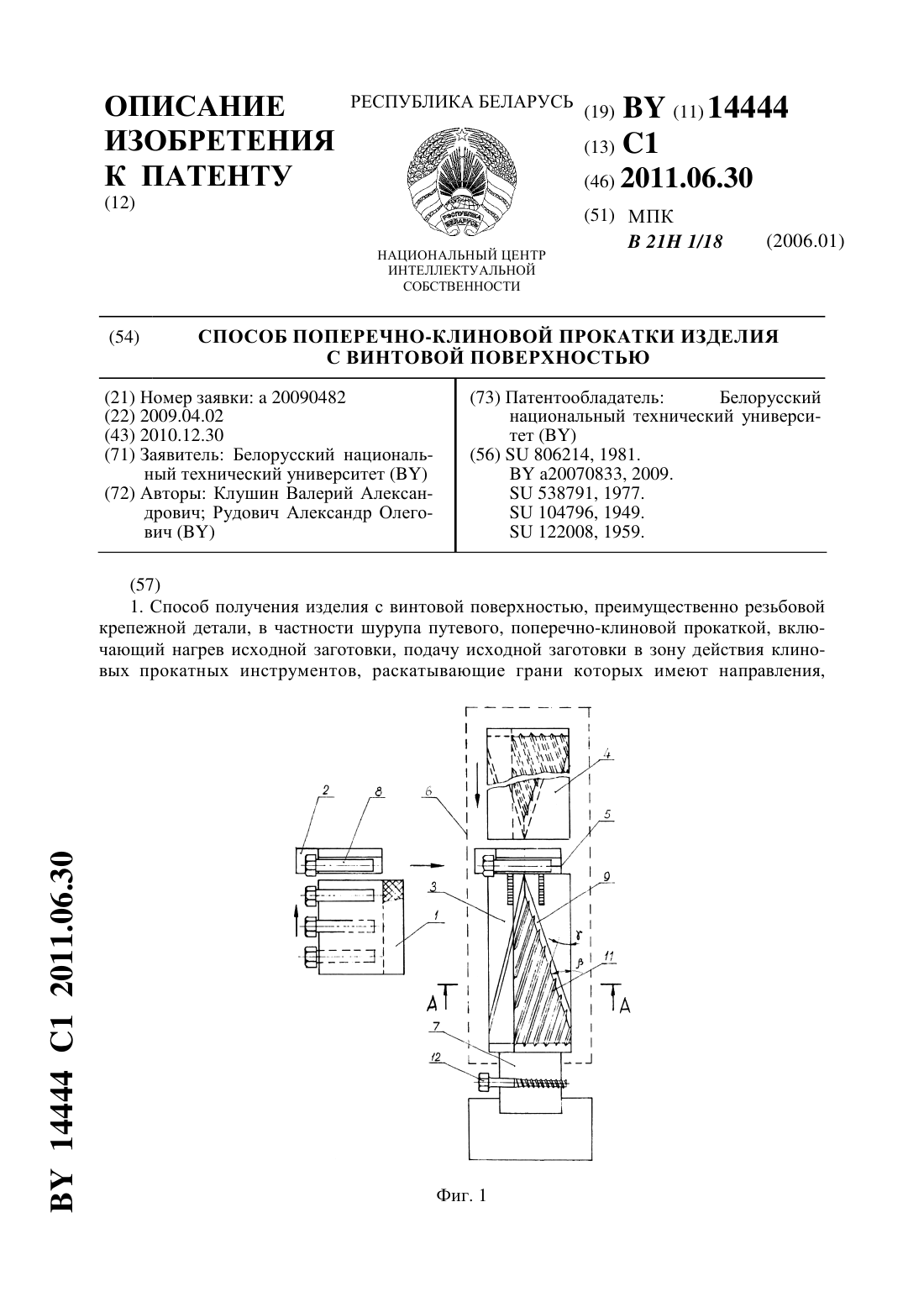
Способ поперечно-клиновой прокатки изделия с винтовой поверхностью
Номер патента: 14444
Опубликовано: 30.06.2011
Авторы: Рудович Александр Олегович, Клушин Валерий Александрович
МПК: B21H 1/18
Метки: винтовой, способ, прокатки, поверхностью, поперечно-клиновой, изделия
Текст:
...отношение диаметра исходной заготовки к внутреннему диаметру образуемой винтовой поверхности. В способе раскатку выполняют со скоростью перемещения очага деформации, большей или равной скорости формообразования винтовой поверхности, за счет выполнения 14444 1 2011.06.30 раскатывающих граней с углом заостренияклиновых прокатных инструментов, большим или равным углу наклонаобразуемой винтовой поверхности. Отличительные признаки и технический...
Инструмент плоской поперечно-клиновой прокатки

Номер патента: U 6814
Опубликовано: 30.12.2010
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: плоской, поперечно-клиновой, инструмент, прокатки
Текст:
...выполнены коническими с расширением к рабочей поверхности вставок, причем конусность отверстий выполнена от нуля до 110. На фиг. 1 показана схема соединения вставки с обоймой в предлагаемом инструменте плоской поперечно-клиновой прокатки. На фиг. 2 показана схема соединения вставки с обоймой в предлагаемом инструменте, где отверстия во вставках выполнены коническими 2 68142010.12.30 с расширением к рабочей поверхности вставок. На фиг. 3...
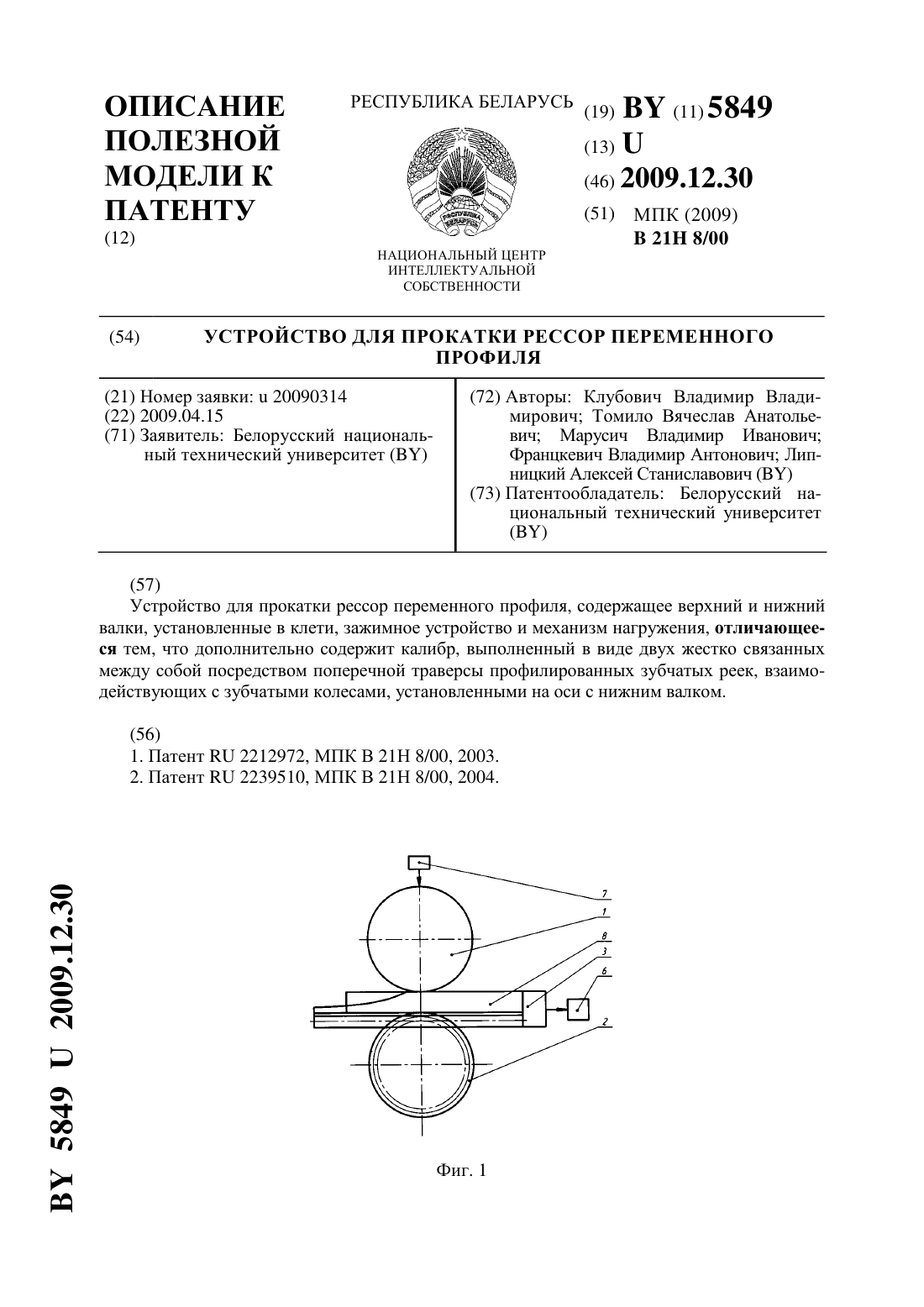
Устройство для прокатки рессор переменного профиля
Номер патента: U 5849
Опубликовано: 30.12.2009
Авторы: Францкевич Владимир Антонович, Липницкий Алексей Станиславович, Клубович Владимир Владимирович, Томило Вячеслав Анатольевич, Марусич Владимир Иванович
МПК: B21H 8/00
Метки: профиля, рессор, устройство, прокатки, переменного
Текст:
...рессорных полос, вскрывая микротрещины, являющиеся концентраторами напряжений, уменьшающими долговечность рессорных полос. Задачей предложенной полезной модели является стабилизация процесса прокатки и повышение качества готовых изделий. Поставленная задача решается за счет того, что устройство для прокатки рессор переменного профиля, содержащее верхний и нижний валки, установленные в клети, зажимное устройство, механизм нагружения, и...
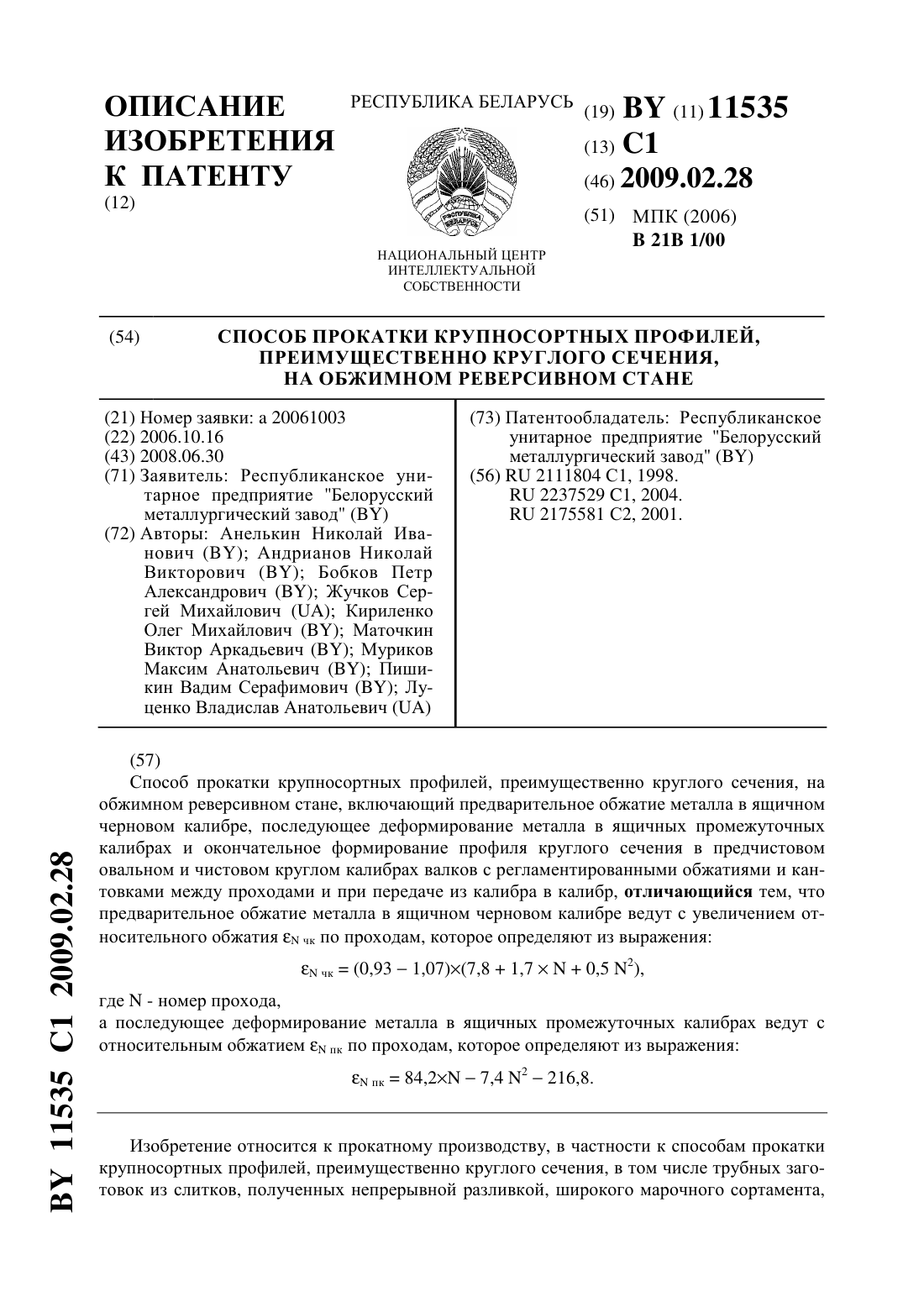
Способ прокатки крупносортных профилей, преимущественно круглого сечения, на обжимном реверсивном стане
Номер патента: 11535
Опубликовано: 28.02.2009
Авторы: Бобков Петр Александрович, Муриков Максим Анатольевич, Жучков Сергей Михайлович, Анелькин Николай Иванович, Пишикин Вадим Серафимович, Луценко Владислав Анатольевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Кириленко Олег Михайлович
МПК: B21B 1/00
Метки: обжимном, прокатки, стане, профилей, сечения, круглого, реверсивном, преимущественно, крупносортных, способ
Текст:
...проходе величина обжатия металла при прокатке в этом же калибре может быть уже 12,214,1 , а в третьем и четвертом проходах обжатие можно увеличить до 16,1-18,6 и 21,0-24,2 соответственно. В то же время в последующих проходах в процессе деформирования металла в ящичных промежуточных калибрах величина относительного обжатия в соответствии с полученной зависимостью должна в первых двух проходах увеличиваться (соответственно 19 и 22 ), а...
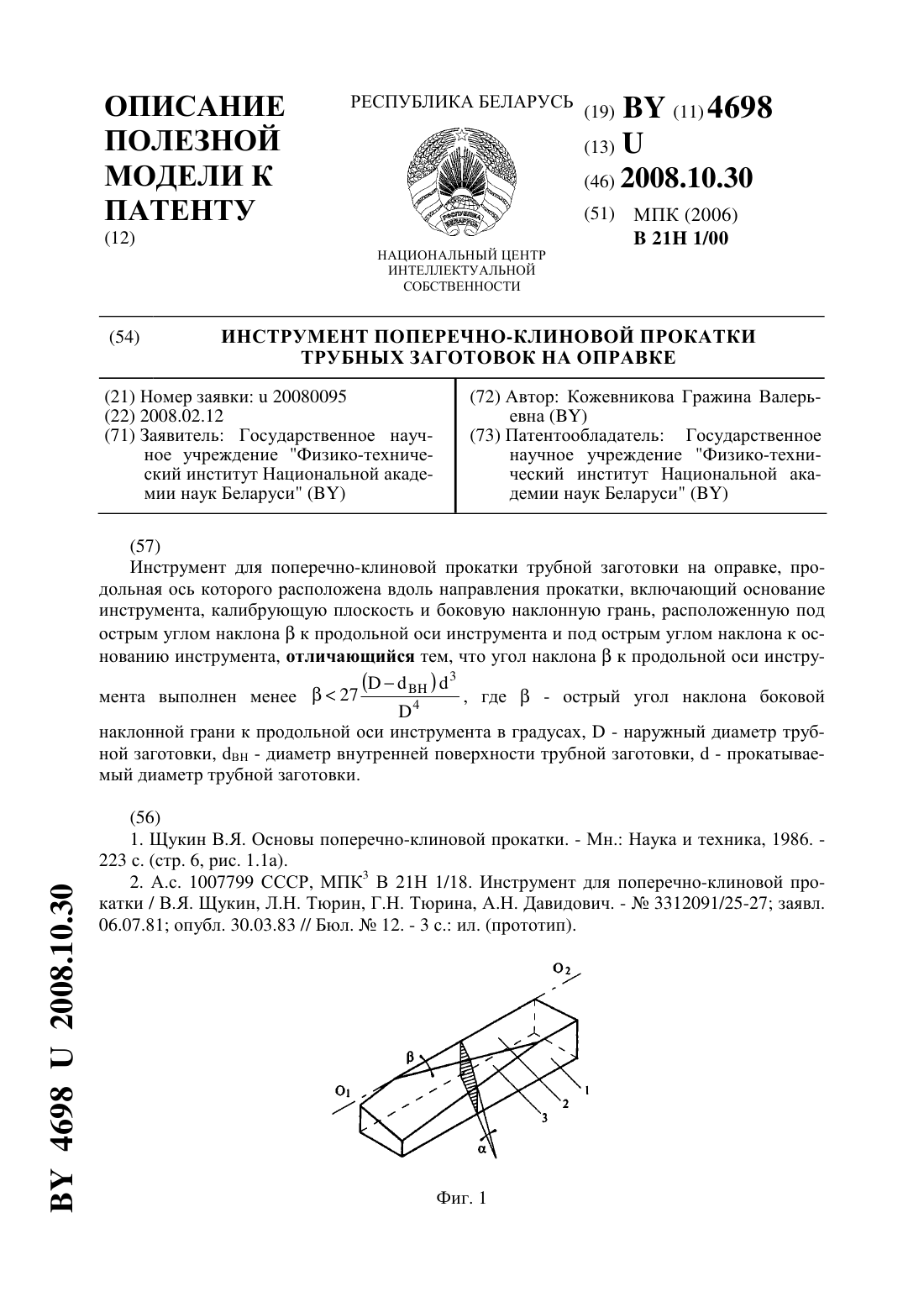
Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
Номер патента: U 4698
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: инструмент, поперечно-клиновой, оправке, трубных, заготовок, прокатки
Текст:
...обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак...
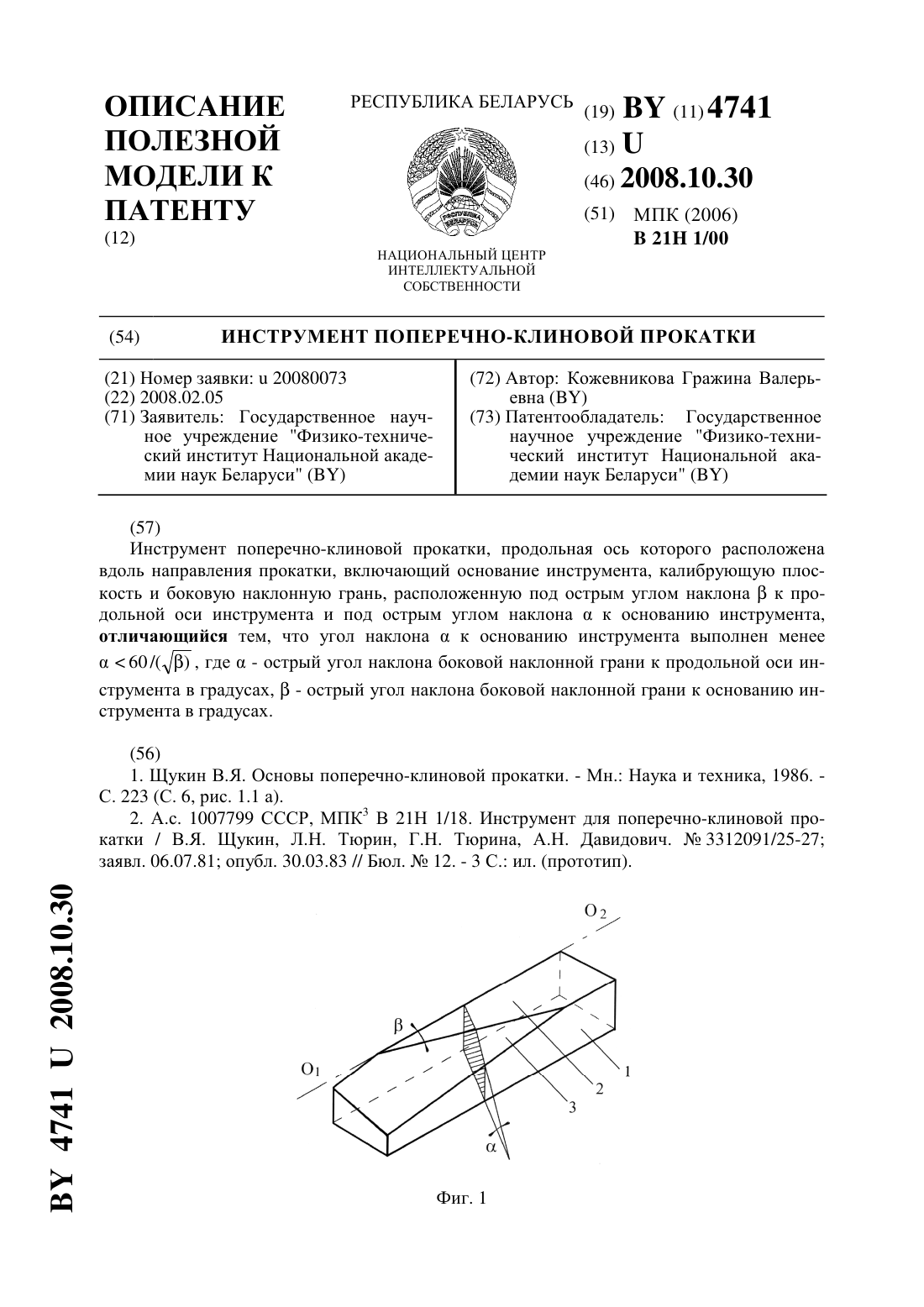
Инструмент поперечно-клиновой прокатки
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: поперечно-клиновой, прокатки, инструмент
Текст:
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
Стан поперечно-клиновой прокатки нагретых заготовок
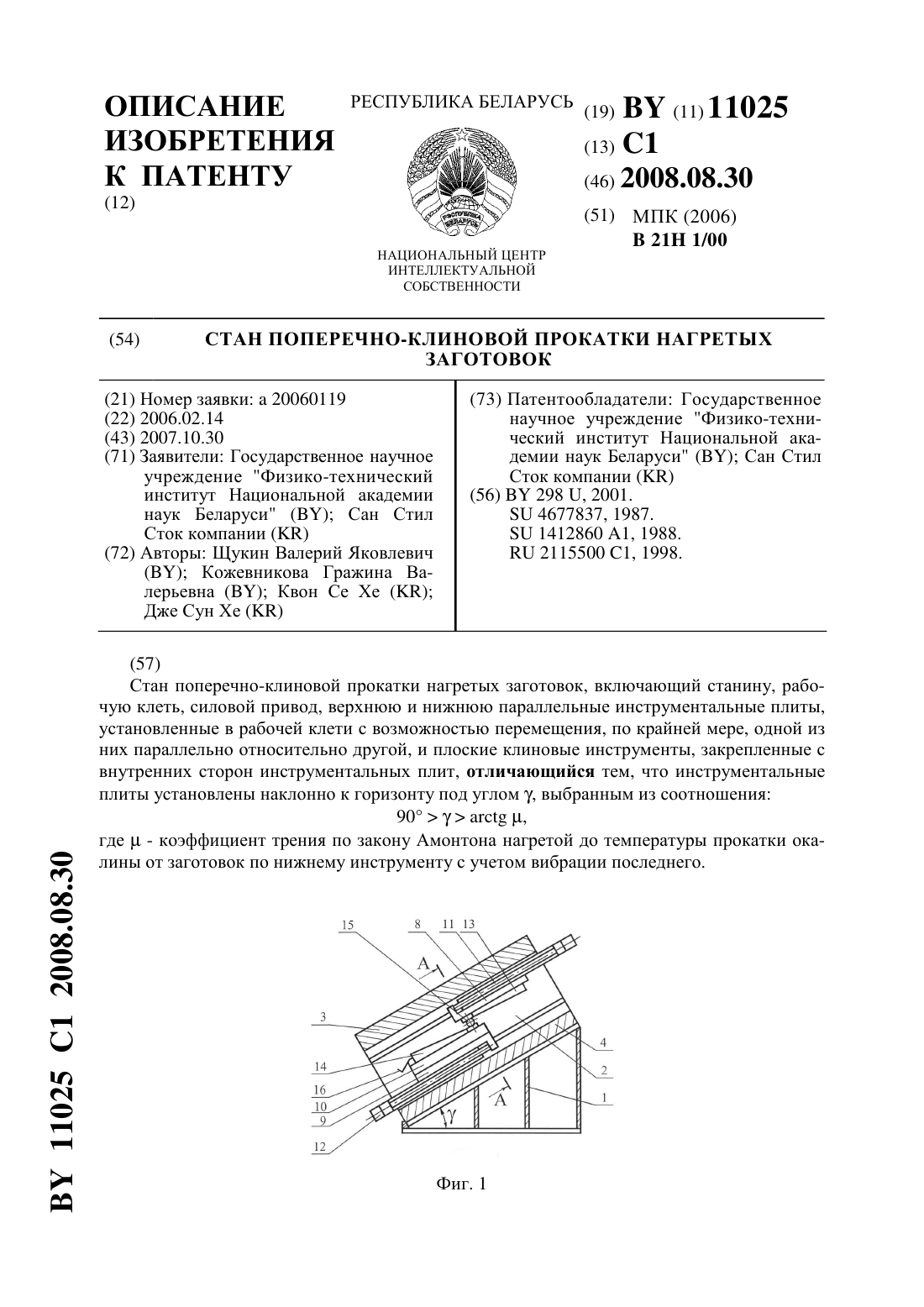
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Щукин Валерий Яковлевич, Дже Сун Хе, Квон Се Хе, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: нагретых, стан, поперечно-клиновой, заготовок, прокатки
Текст:
...действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2...
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: нагретых, стан, заготовок, прокатки, поперечно-клиновой
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
Стан поперечно-клиновой прокатки с плоским инструментом

Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Дже Сун Хе, Суша Николай Викентьевич, Квон Се Хе, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: стан, плоским, инструментом, поперечно-клиновой, прокатки
Текст:
...- 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки...
Стан поперечной и продольной прокатки для получения сложнопрофильных изделий с заостренными лезвиями

Номер патента: U 3885
Опубликовано: 30.10.2007
Авторы: Поплавский Станислав Станиславович, Бетеня Григорий Филиппович, Вошкат Анатолий Сергеевич, Делендик Валерий Павлович, Буель Александр Евгеньевич, Давидович Владимир Александрович, Давидович Александр Николаевич
МПК: B21D 26/00
Метки: прокатки, изделий, поперечной, заостренными, лезвиями, продольной, стан, сложнопрофильных, получения
Текст:
...бесприводных конического и цилиндрического валков, установленных в цапфах с возможностью вращения вокруг оси, а инструмент неподвижной плиты выполнен в виде матриц, одна из которых снабжена упорами, а другая снабжена качающейся опорой с возвратной пружиной. Сущность предложенной полезной модели поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны инструменты подвижной и неподвижной плит для формообразования во...
Способ прокатки заготовок на обжимном стане
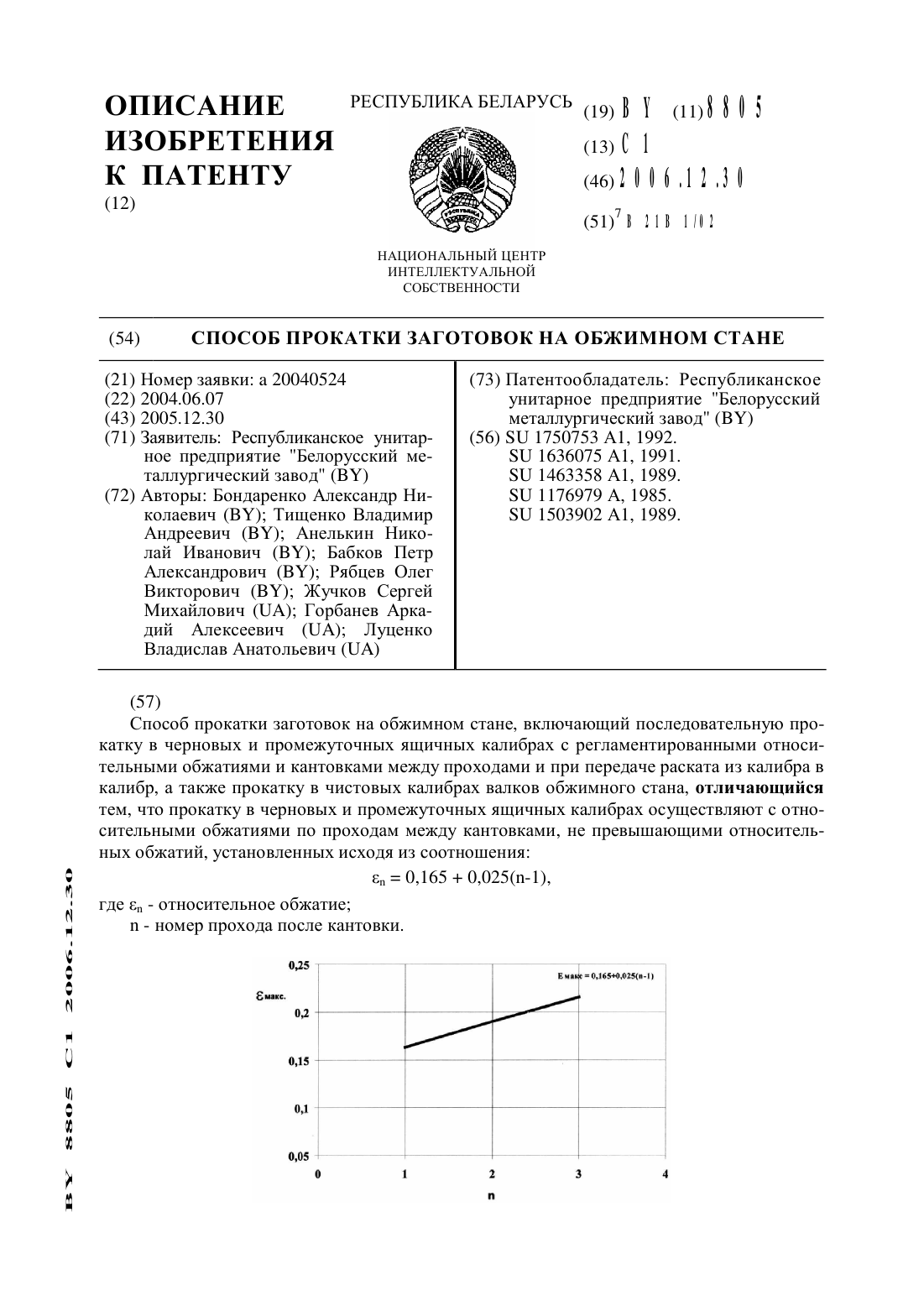
Номер патента: 8805
Опубликовано: 30.12.2006
Авторы: Тищенко Владимир Андреевич, Горбанев Аркадий Алексеевич, Луценко Владислав Анатольевич, Бабков Петр Александрович, Рябцев Олег Викторович, Анелькин Николай Иванович, Бондаренко Александр Николаевич, Жучков Сергей Михайлович
МПК: B21B 1/02
Метки: обжимном, заготовок, прокатки, стане, способ
Текст:
...- номер прохода после кантовки.Зависимость, устанавливающая величины максимальных относительных обжатий, превышение которых приведет к трещинообразованию при прокатке, получена на основании результатов экспериментальных исследований, результаты которых были обработаны с помощью методов математической статистики. Целью этих исследований было определение оптимальных условий деформации металла при прокатке заготовок из непрерывнолитых...
Система калибров валков для двухручьевой прокатки заготовок
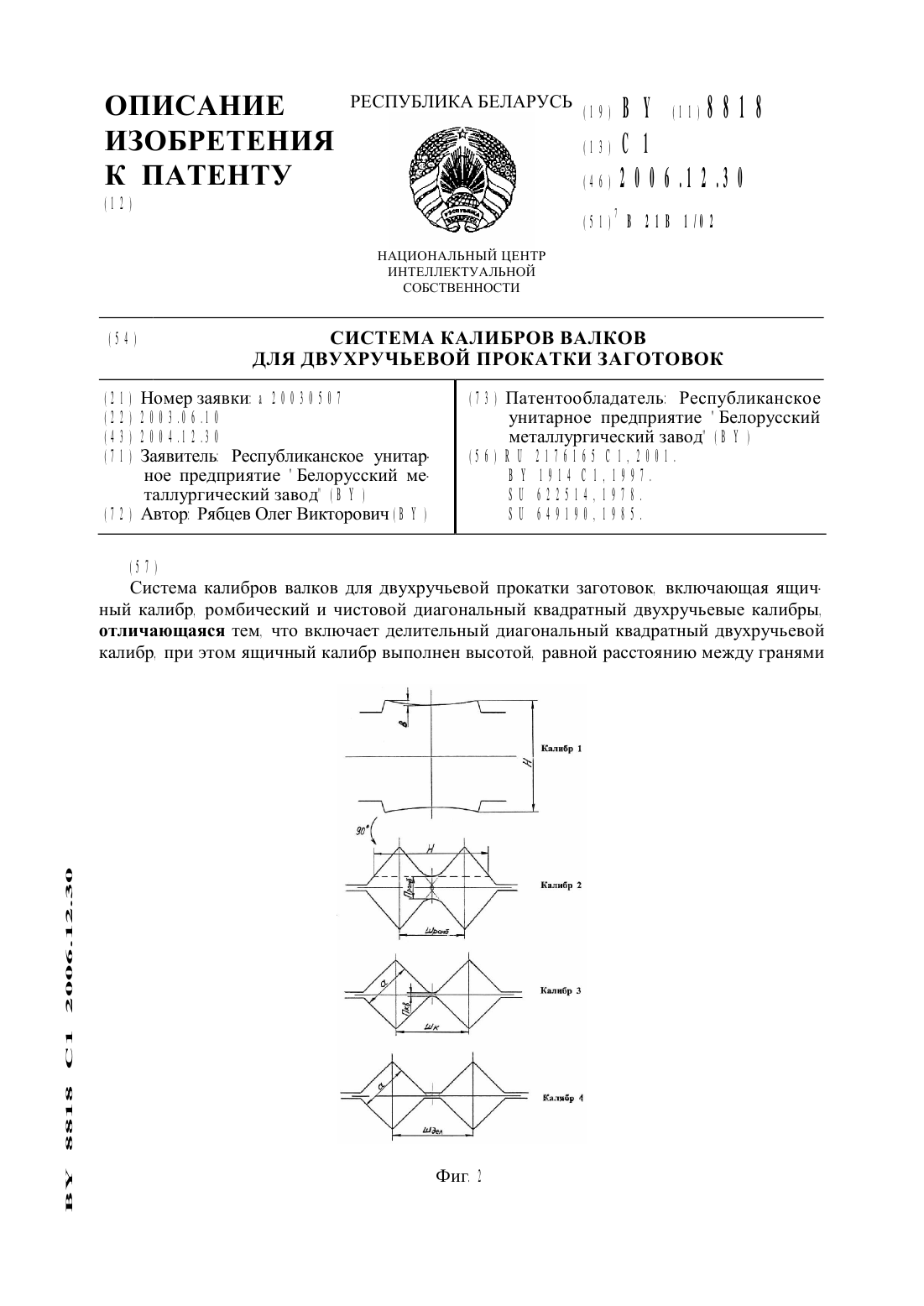
Номер патента: 8818
Опубликовано: 30.12.2006
Автор: Рябцев Олег Викторович
МПК: B21B 1/02
Метки: система, валков, двухручьевой, калибров, заготовок, прокатки
Текст:
...калибра равна стороне чистового диагонального квадратного двухручьевого калибра а разность А щага ручьев делительного квадратного и чистового квадратного диагональных двухручьевых калибров определяется из соотнощениягде Шдел - щаг между ручьями делительного диагонального квадратного двухручьевого калибра. мм. аШкв - щаг между ручьями чистового диагонального квадратного двухручьевого калибра. ммПовыщение точности размеров производимого...
Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями

Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Давидович Александр Николаевич, Давидович Владимир Александрович, Бетеня Григорий Филиппович, Мельник Владимир Иванович, Мартынович Сергей Владимирович, Способ Анатолий Иванович
МПК: B21D 26/00
Метки: прокатки, поперечно-клиновой, плоских, стан, заостренными, изделий, продольной, лезвиями
Текст:
...обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с...
Способ прокатки заготовок на реверсивном стане
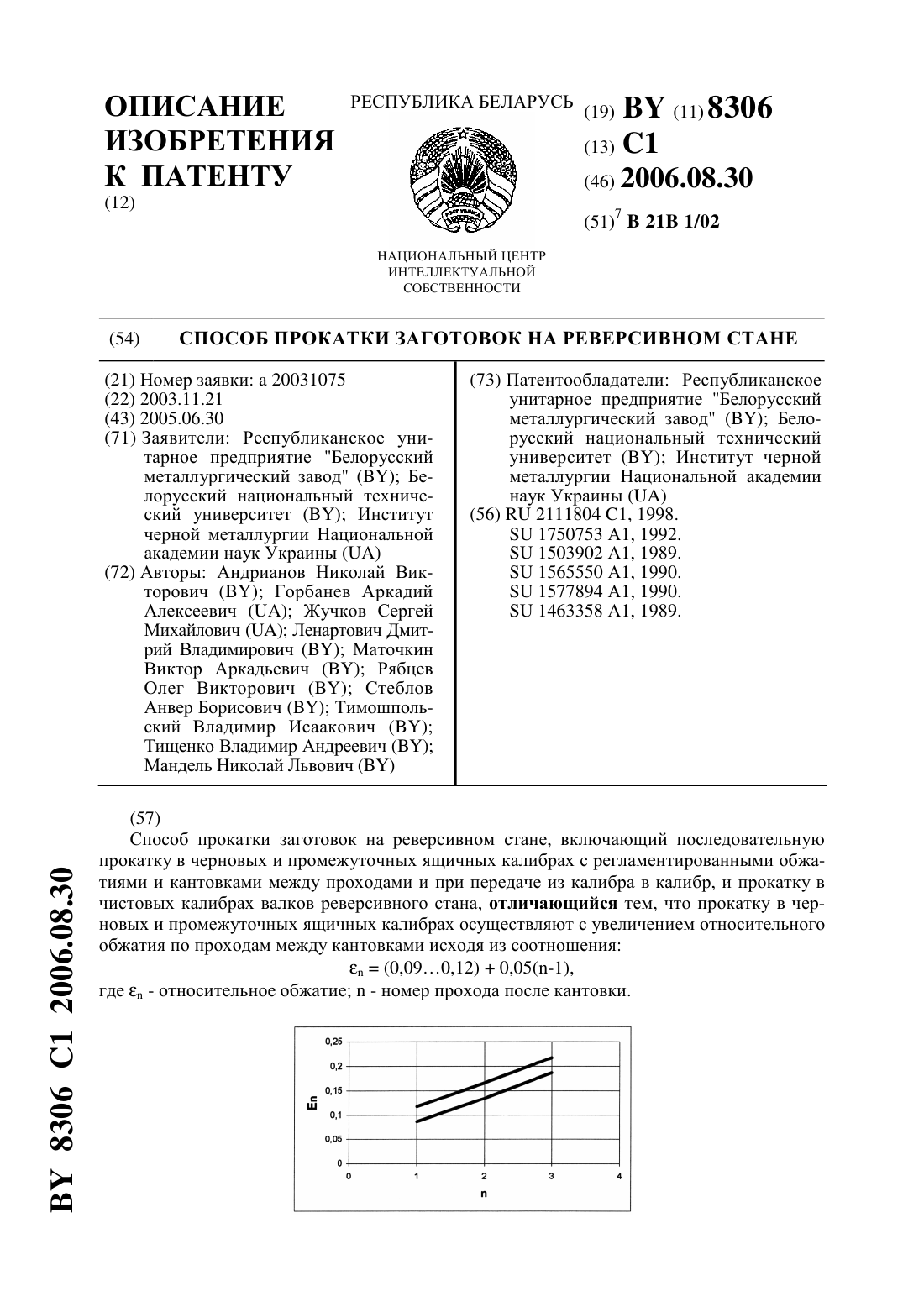
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Андрианов Николай Викторович, Мандель Николай Львович, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Горбанев Аркадий Алексеевич, Тищенко Владимир Андреевич, Рябцев Олег Викторович, Маточкин Виктор Аркадьевич, Ленартович Дмитрий Владимирович, Стеблов Анвер Борисович
МПК: B21B 1/02
Метки: реверсивном, способ, стане, прокатки, заготовок
Текст:
...способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании...
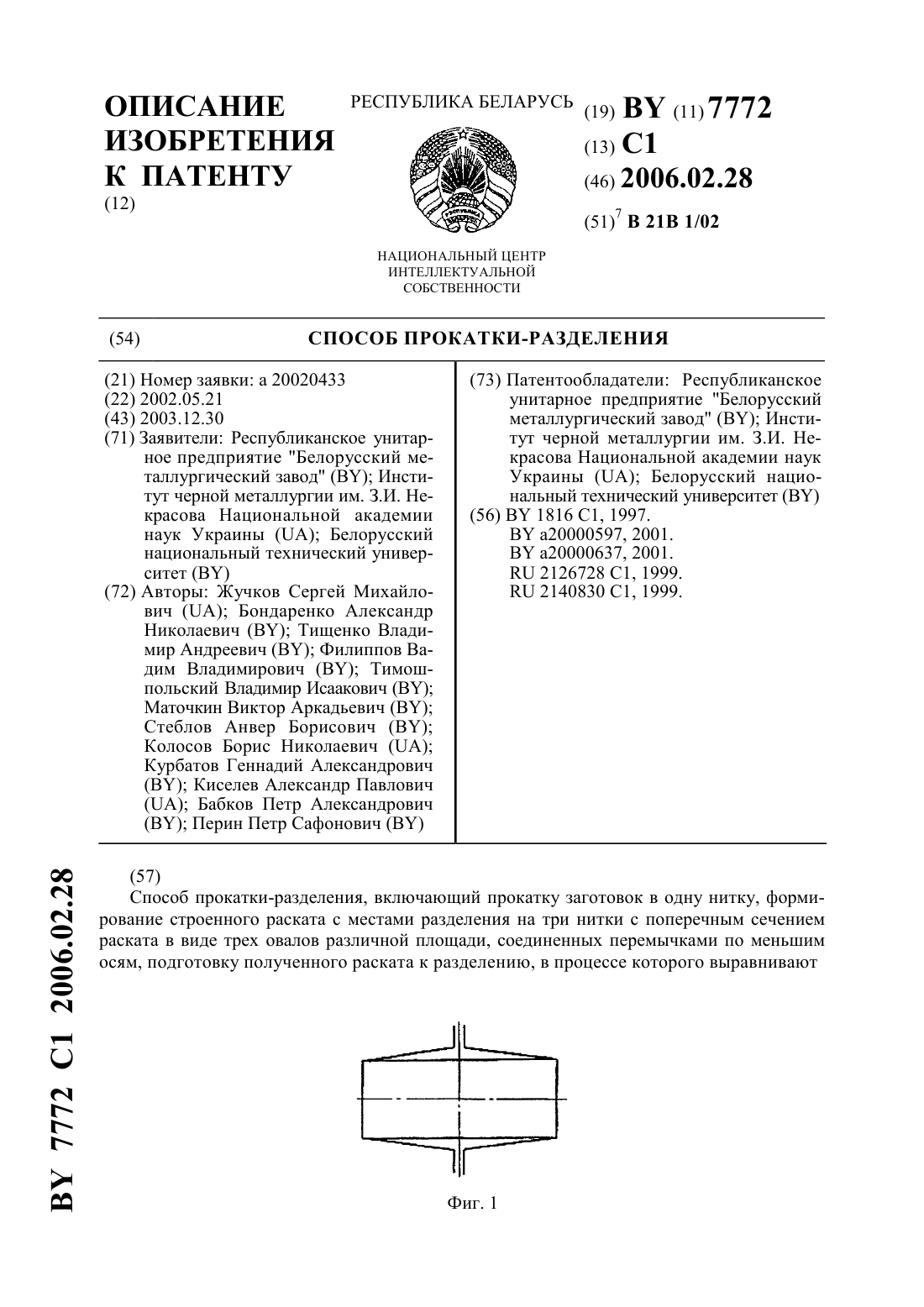
Способ прокатки – разделения
Номер патента: 7772
Опубликовано: 28.02.2006
Авторы: Бондаренко Александр Николаевич, Перин Петр Сафонович, Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Киселев Александр Павлович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Бабков Петр Александрович, Маточкин Виктор Аркадьевич, Колосов Борис Николаевич, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: разделения, способ, прокатки
Текст:
...калибра, формирующего строенный раскат. На фиг. 3 - схема калибра, подготавливающего полученный раскат к продольному разделению. На фиг. 4 - три нитки разделенного раската. На фиг. 5 - схема формирования трех ниток раската на гладкой бочке со свободным уширением. На фиг. 6 - схема чистовых калибров, в которых формируется готовый профиль. Согласно изобретению, заготовка квадратного или прямоугольного сечения прокатывается в одну нитку в...
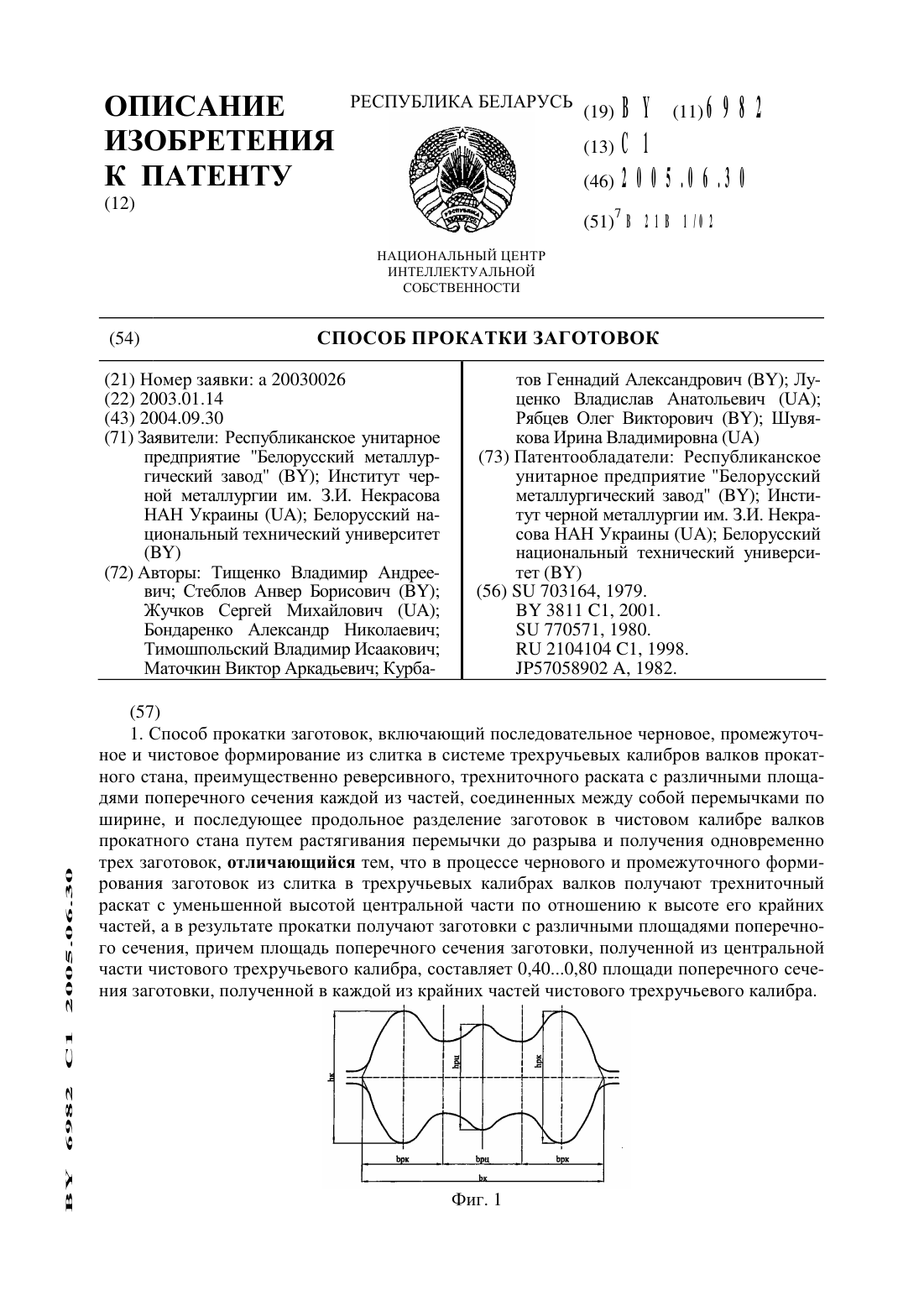
Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Маточкин Виктор Аркадьевич, Шувякова Ирина Владимировна, Стеблов Анвер Борисович, Бондаренко Александр Николаевич, Рябцев Олег Викторович, Жучков Сергей Михайлович, Луценко Владислав Анатольевич
МПК: B21B 1/02
Метки: способ, заготовок, прокатки
Текст:
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
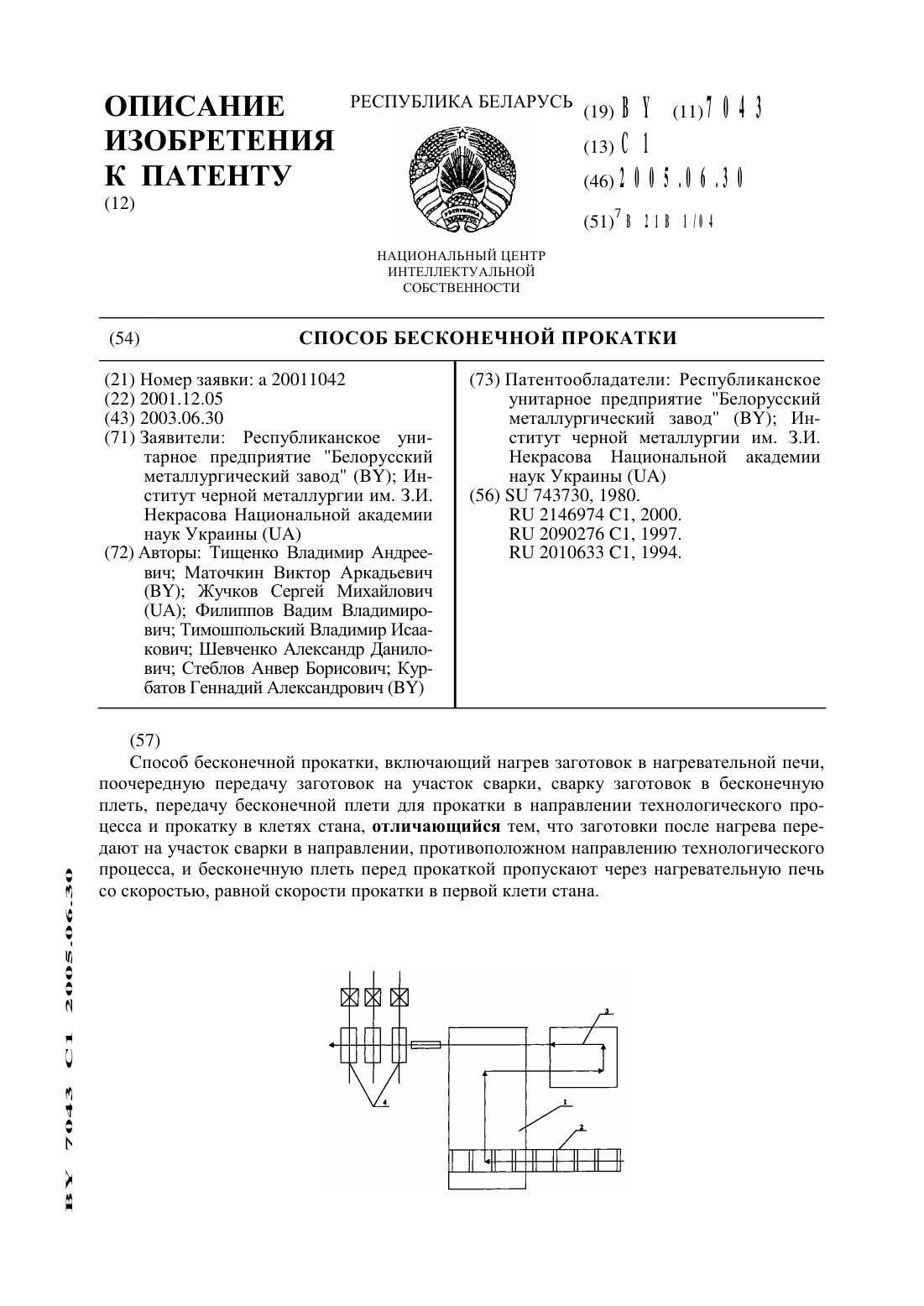
Способ бесконечной прокатки
Номер патента: 7043
Опубликовано: 30.06.2005
Авторы: Курбатов Геннадий Александрович, Маточкин Виктор Аркадьевич, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Шевченко Александр Данилович, Стеблов Анвер Борисович
МПК: B21B 1/04
Метки: способ, прокатки, бесконечной
Текст:
...печь со скоростью, равной скорости прокатки в первой клети стана.Размещение участка сварки за нагревательной печью по ходу технологического процесса позволяет без особых затруднений организовать процесс бесконечной прокатки на непрерь 1 вном сортовом стане с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана, на которых при традиционной схеме реализации процесса бесконечной прокатки...
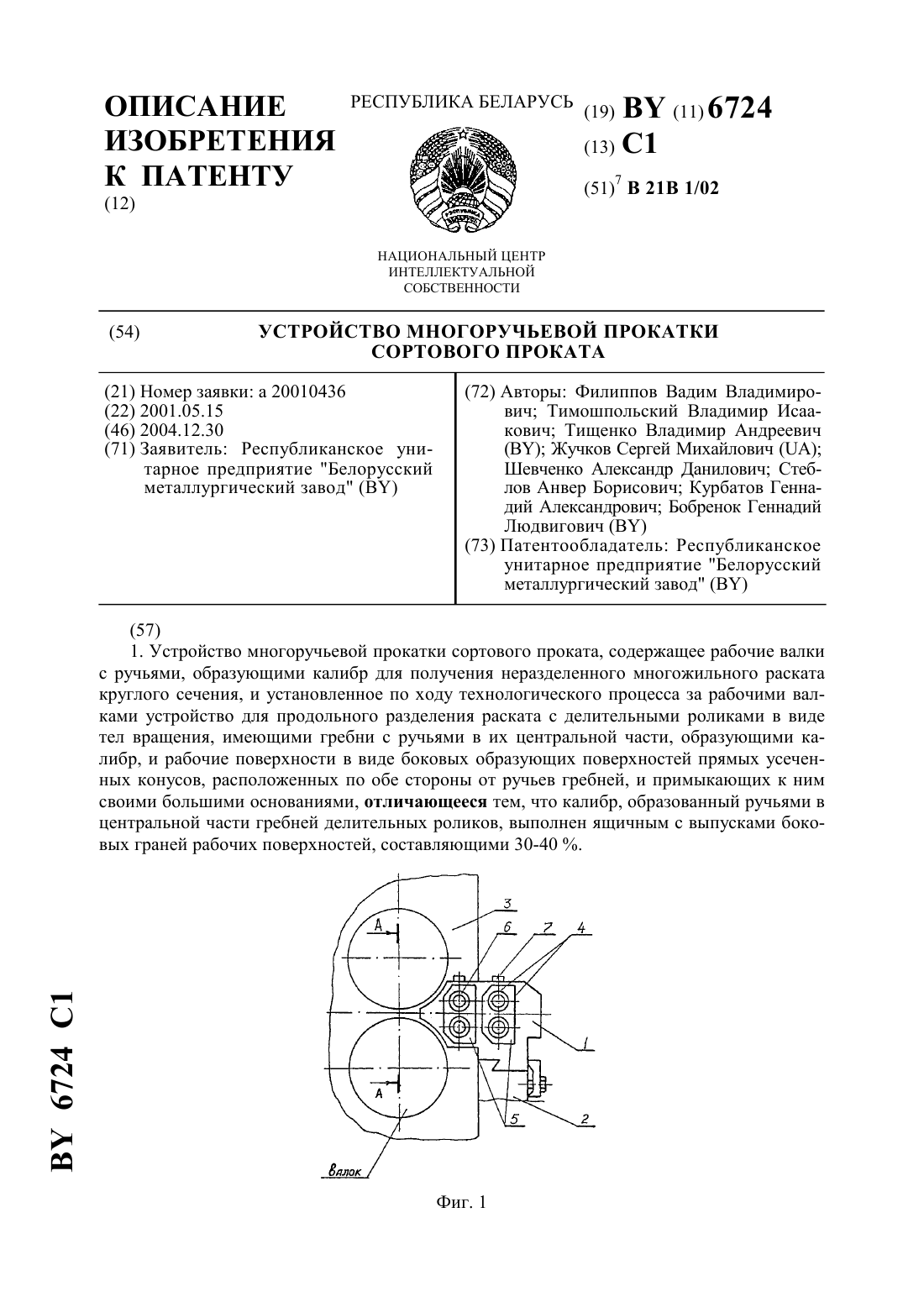
Устройство многоручьевой прокатки сортового проката
Номер патента: 6724
Опубликовано: 30.12.2004
Авторы: Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Бобренок Геннадий Людвигович, Тищенко Владимир Андреевич, Шевченко Александр Данилович
МПК: B21B 1/02
Метки: прокатки, проката, многоручьевой, устройство, сортового
Текст:
...для продольного разделения раската состоит из рабочей клети, содержащей станину 1 с привалковым брусом 2, установленным с выходной стороны клети, рабочие валки 3 и устройство 4 для продольного разделения раската, установленное на привалковом брусе 2 (фиг. 1). Ручьи рабочих валков 3, образуют калибр для получения неразделенного многожильного (строенного) раската круглого сечения (фиг. 2.). Кассета 4 для продольного разделения раската содержит...
Способ прокатки разделением
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Санок Эдуард Альбинович, Перин Петр Сафонович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Чернов Анатолий Ефимович, Бабков Петр Александрович, Пустовалов Александр Геннадьевич, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: способ, прокатки, разделением
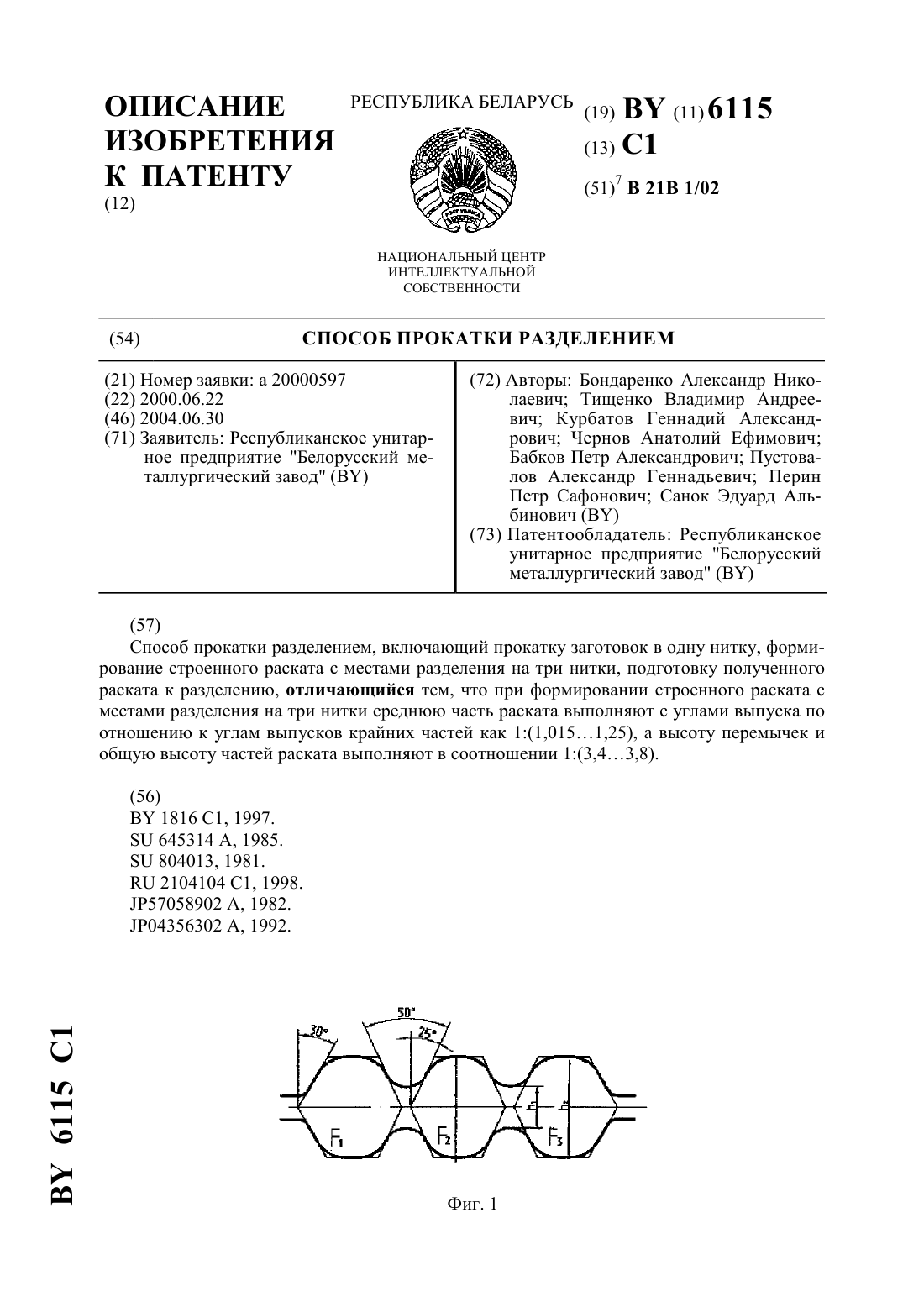
Текст:
...в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с...
Проволочный стан горячей прокатки
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Анисович Геннадий Анатольевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Жданок Сергей Александрович, Трусова Ирина Александровна, Жучков Сергей Михайлович, Хлебцевич Всеволод Алексеевич, Эндерс Владимир Владимирович, Мандель Николай Львович, Бондаренко Александр Николаевич, Андрианов Николай Викторович
МПК: B21B 1/02
Метки: горячей, проволочный, прокатки, стан
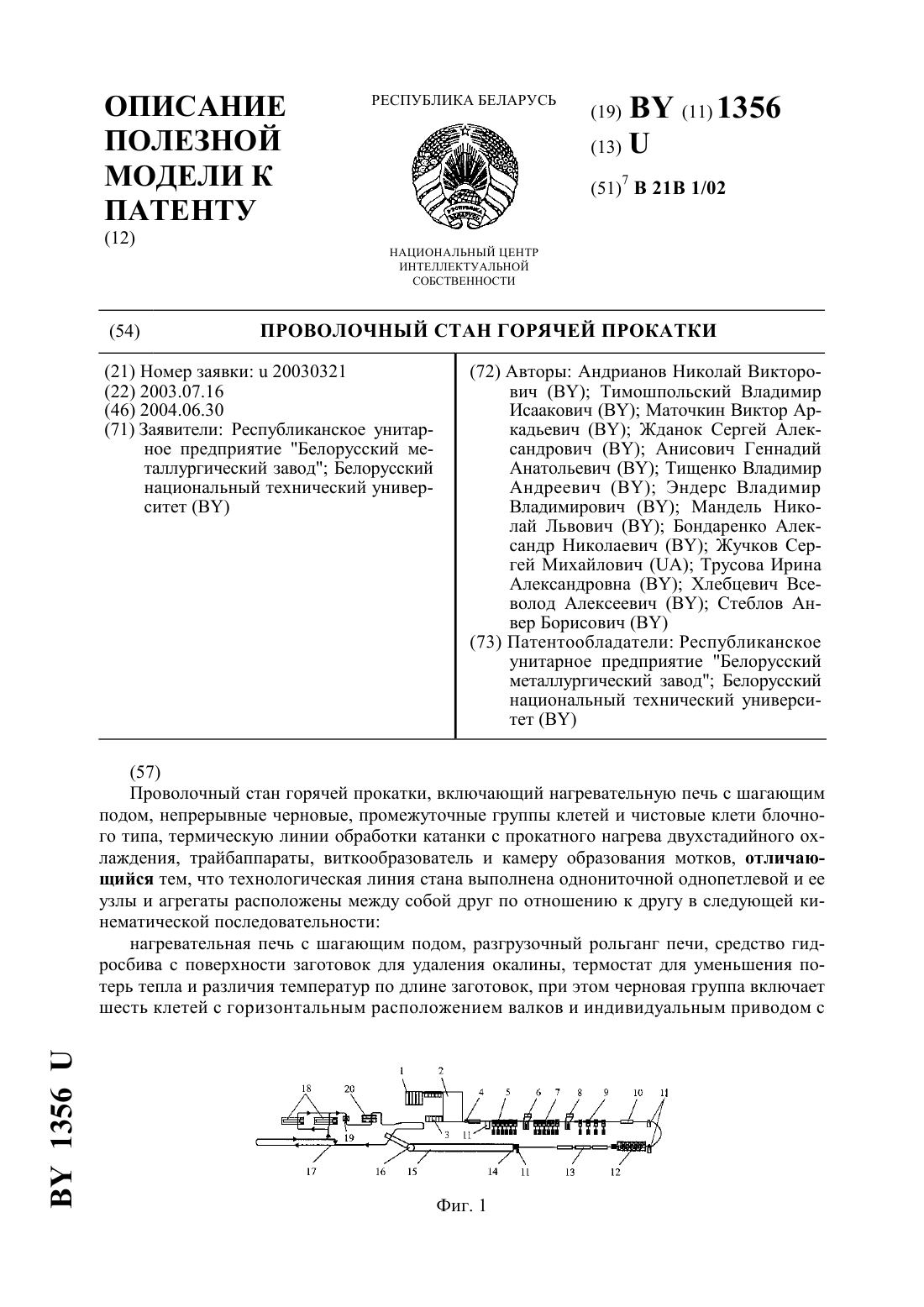
Текст:
...смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3...
Способ прокатки полос
Номер патента: 5919
Опубликовано: 30.03.2004
Авторы: Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Решетко Павел Михайлович
МПК: B21B 1/24
Метки: полос, прокатки, способ
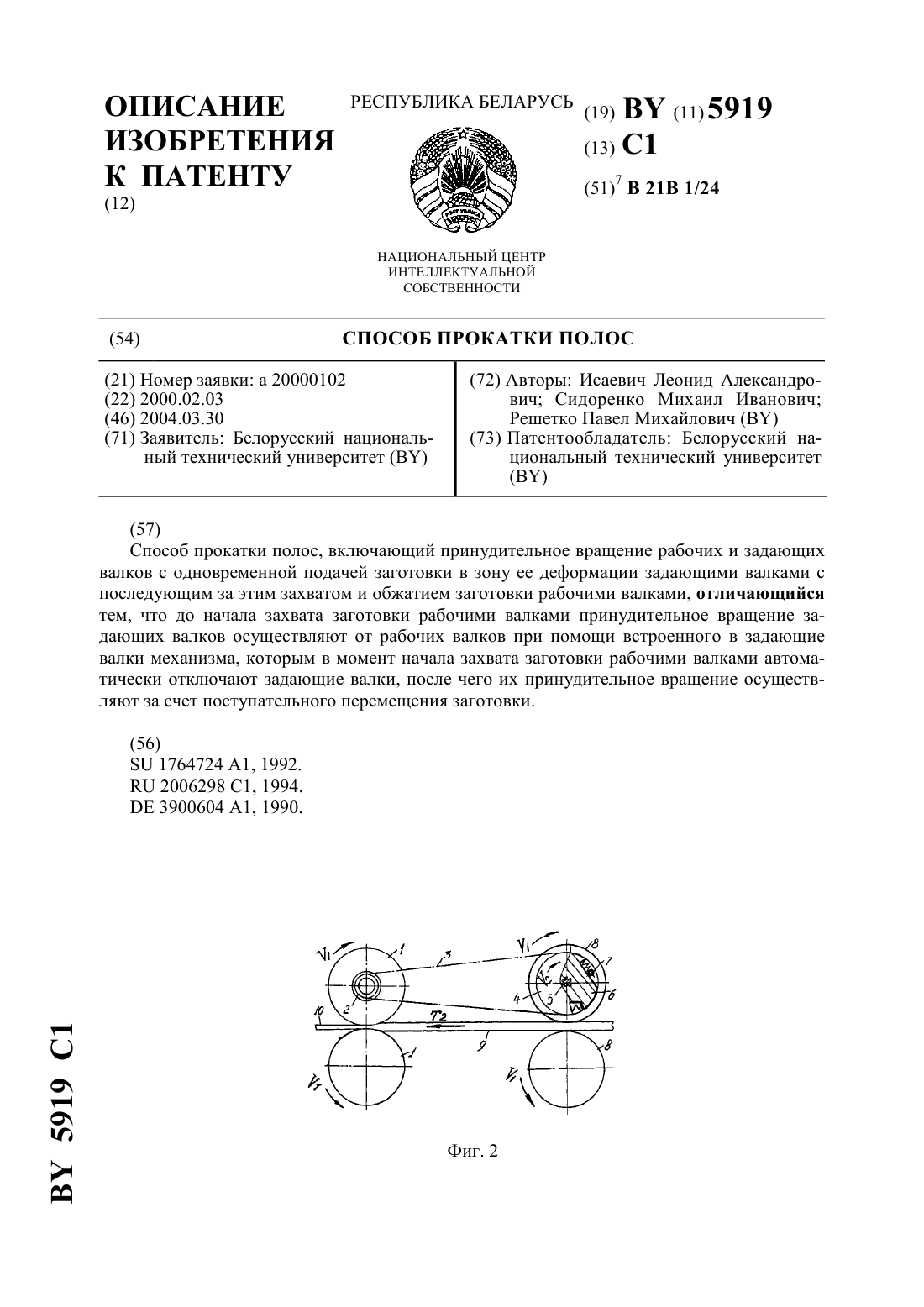
Текст:
...валками заготовки и принудительное вращение задающих валков впоследствии за счет поступательного перемещения заготовки направлено на более простые и быстрые действия по управлению процессом прокатки. Кроме того, отпадает необходимость в применении отдельного управления приводом задающих валков, как в прототипе, что также позволит упростить способ прокатки полос. Сущность изобретения поясняется иллюстрациями. На фиг. 1 показана общая схема...
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Стасюк Павел Анатольевич, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, устройство
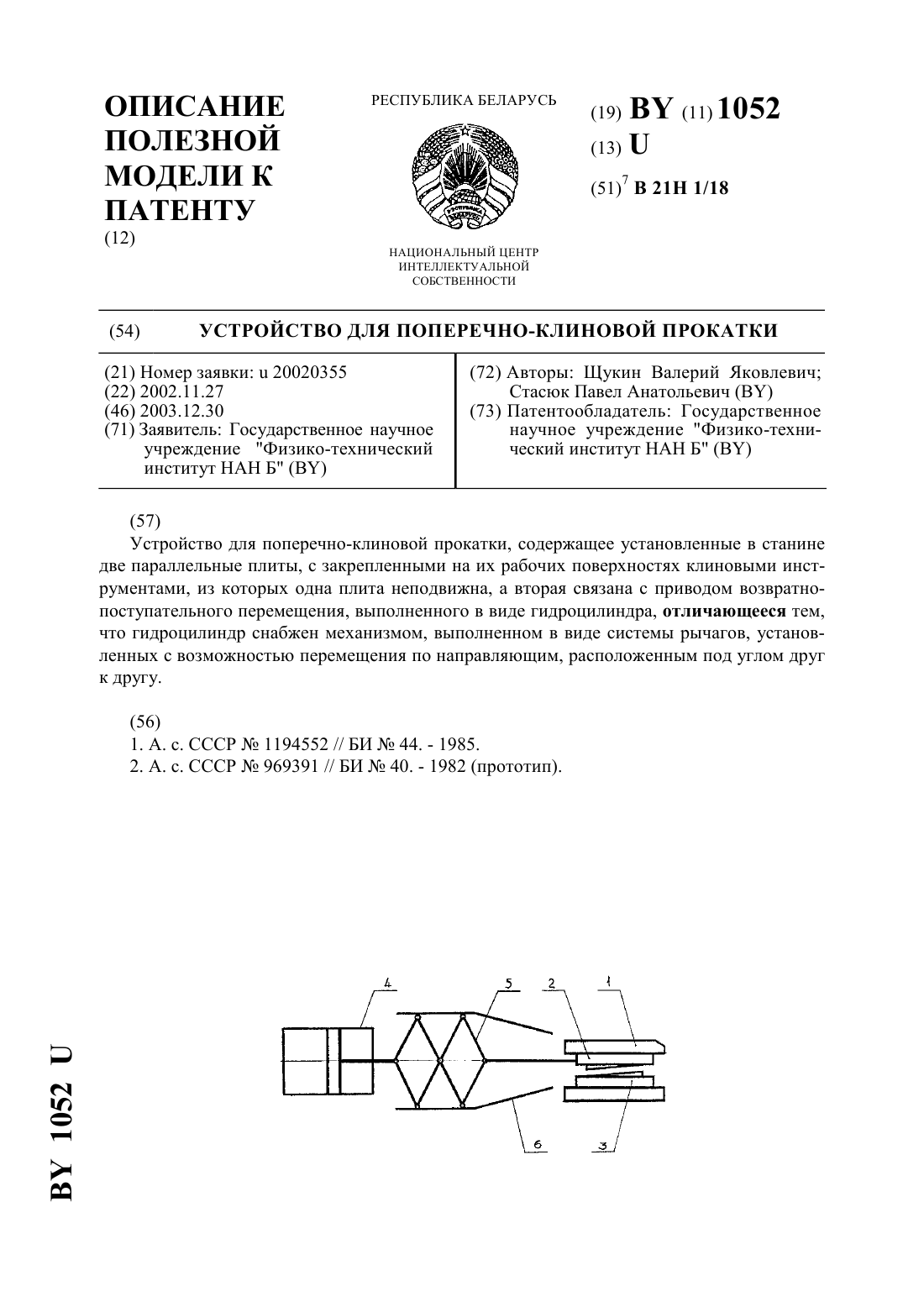
Текст:
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Способ прокатки заготовок разделением
Номер патента: 5175
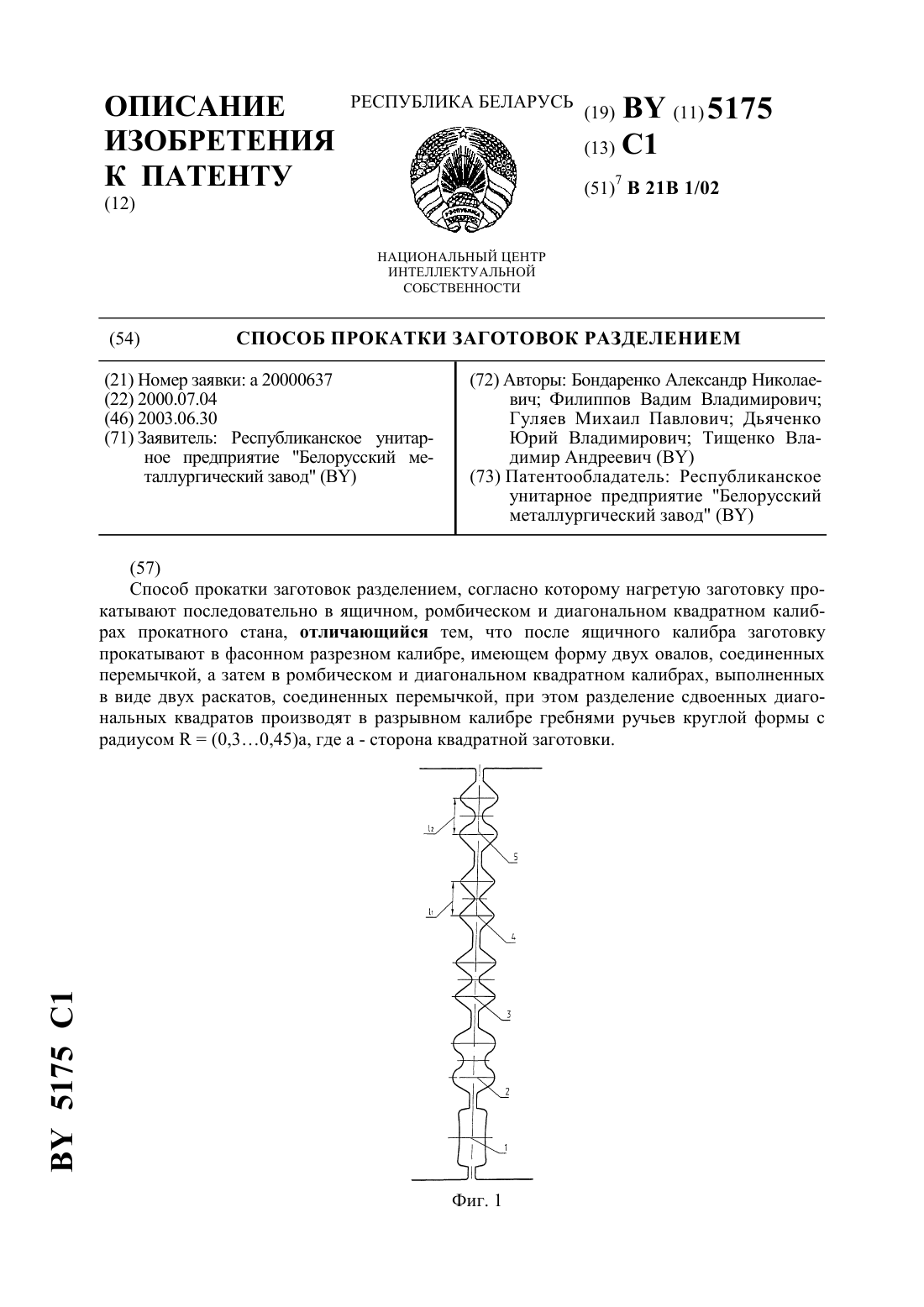
Опубликовано: 30.06.2003
Авторы: Гуляев Михаил Павлович, Филиппов Вадим Владимирович, Дьяченко Юрий Владимирович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: разделением, прокатки, заготовок, способ
Текст:
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Устройство поперечно-клиновой прокатки
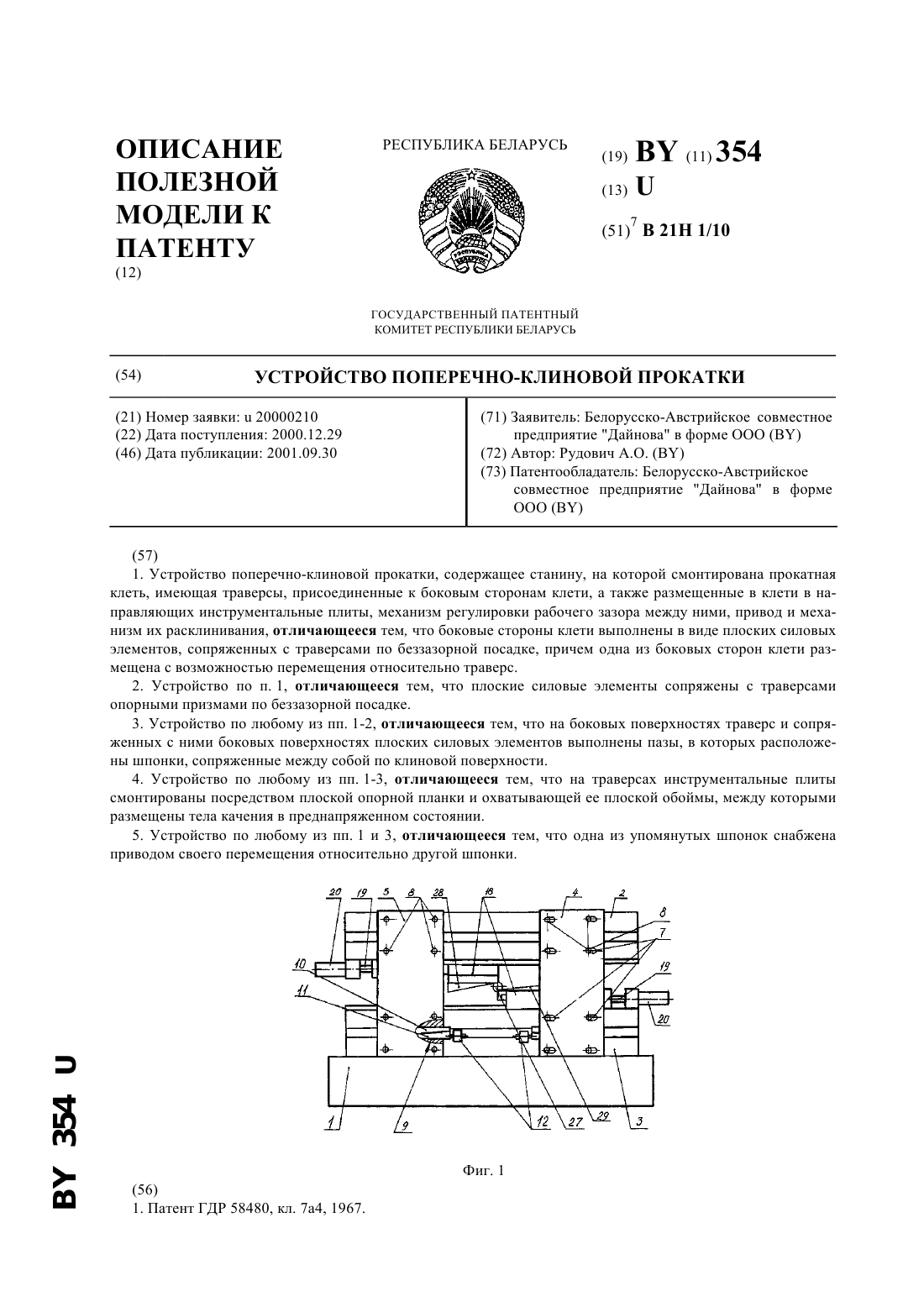
Номер патента: U 354
Опубликовано: 30.09.2001
Автор: Рудович Александр Олегович
МПК: B21H 1/10
Метки: устройство, поперечно-клиновой, прокатки
Текст:
...состоянии. Доминирующий существенный признак полезной модели о том, что боковые стороны клети выполнены, по меньшей мере, из трех плоских силовых элементов, сопряженных с верхней и нижней траверсами по без зазорной посадке, причем, по меньшей мере, один из плоских силовых элементов размещен в клети с возможностью перемещения относительно верхней и нижней траверс, направлен на значительное уменьшение стрелы прогиба траверс от...
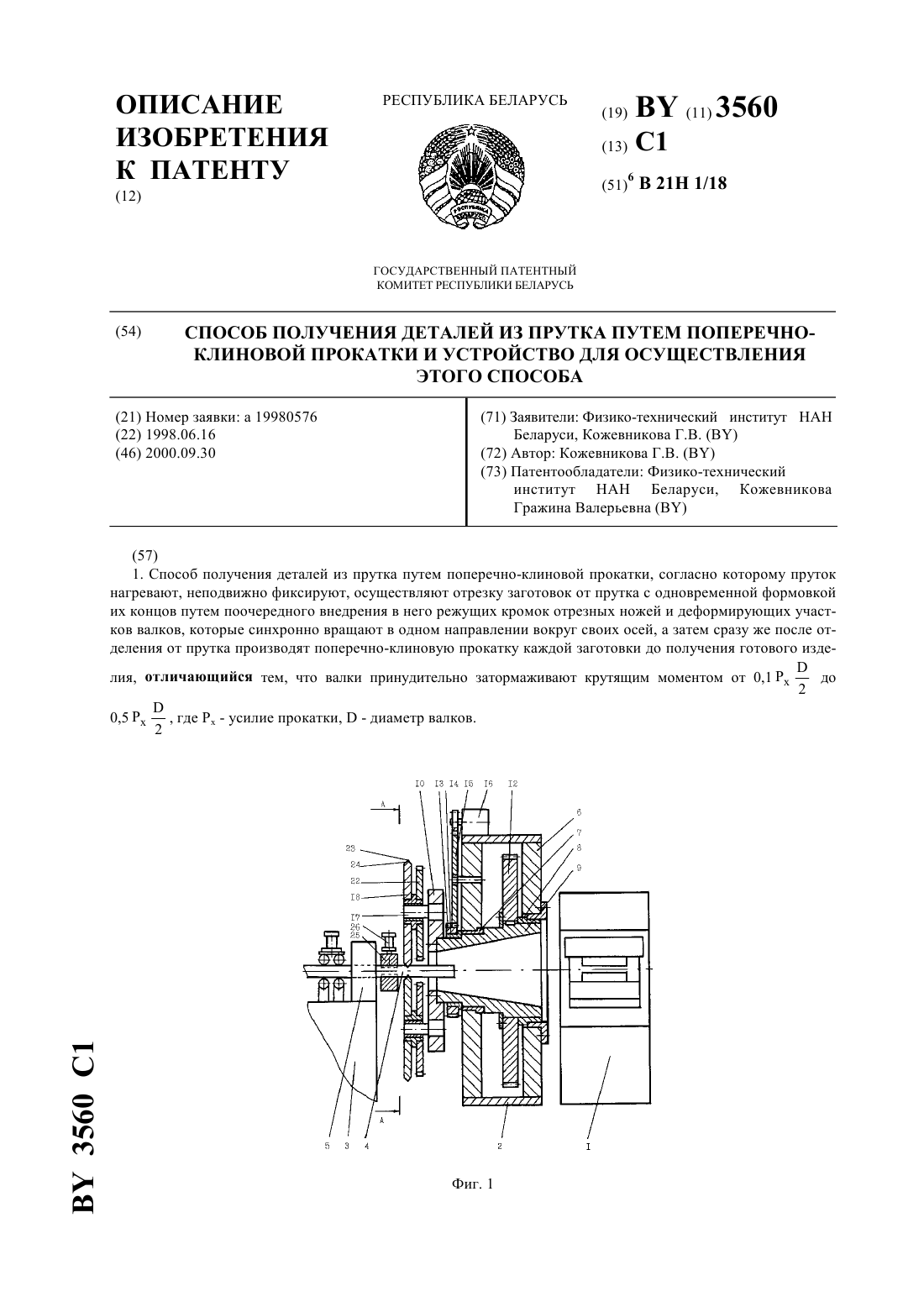
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 3560
Опубликовано: 30.09.2000
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/18
Метки: этого, осуществления, устройство, прокатки, путем, прутка, поперечно-клиновой, способ, получения, деталей, способа
Текст:
...прутка, основную рабочую клеть и расположенную между ними дополнительную рабочую клеть, включающую проводку для прутка, выполненную в виде силового зажима, связанный с приводом вращения ротор и смонтированные в роторе с возможностью вращения на соосных валах валки,снабженные отрезными ножами и деформирующими участками и приводом их синхронного вращения,включающем закрепленные на валах шестерни, входящие в зацепление с паразитным...
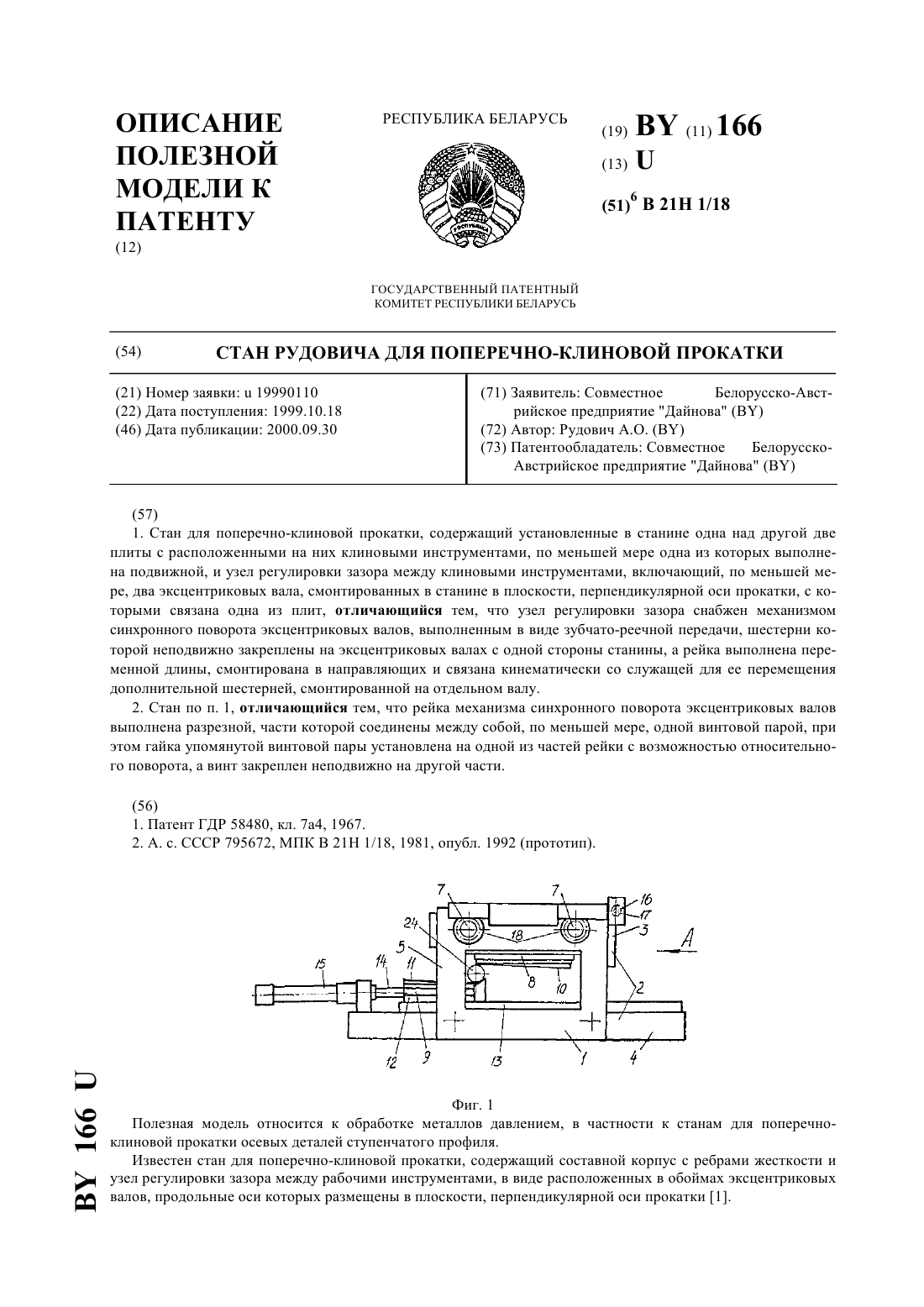
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан, рудовича
Текст:
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Устройство для прокатки полос
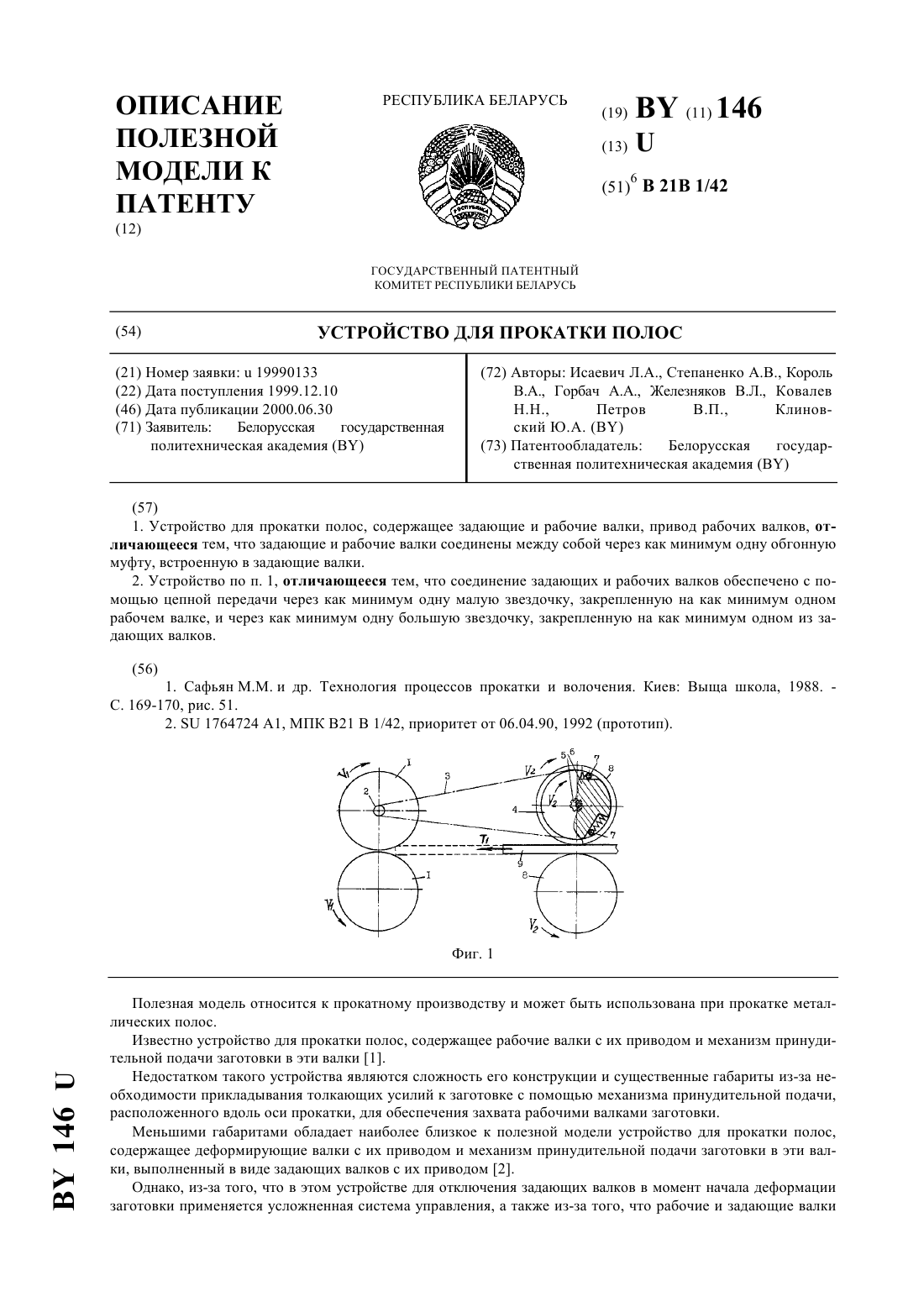
Номер патента: U 146
Опубликовано: 30.06.2000
Авторы: Король Владимир Андреевич, Степаненко Александр Васильевич, Железняков Владимир Лаврентьевич, Петров Валерий Павлович, Горбач Александр Александрович, Ковалев Николай Николаевич, Клиновский Юрий Александрович, Исаевич Леонид Александрович
МПК: B21B 1/42
Метки: устройство, полос, прокатки
Текст:
...отвечает условию уменьшения габаритов и металлоемкости устройства. Закрепление малой звездочки этой передачи в рабочих валках, а ее большой звездочки в задающих валках, позволит исключить до момента отключения обгонной муфты образование петли в прокатываемой полосе между парами рабочих и задающих валков. Это связано с тем, что поступательная скорость перемещения полосы на входе в очаг деформации, образованный рабочими валками,меньше...
Стан для прокатки изделий переменного профиля
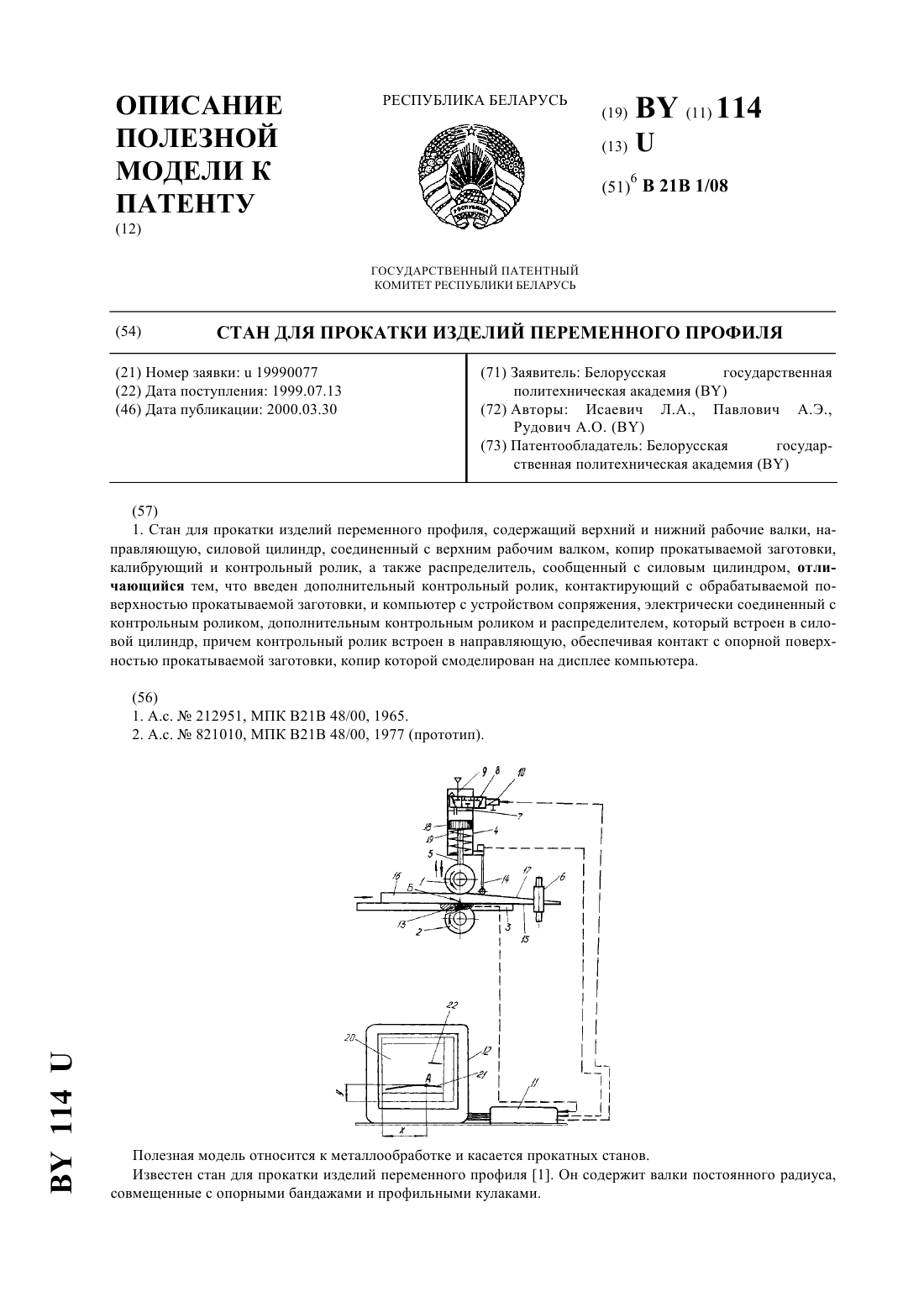
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Павлович Александр Эдуардович, Рудович Александр Олегович, Исаевич Леонид Александрович
МПК: B21B 1/08
Метки: стан, изделий, профиля, переменного, прокатки
Текст:
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Способ прокатки изделий переменного профиля и устройство для его осуществления
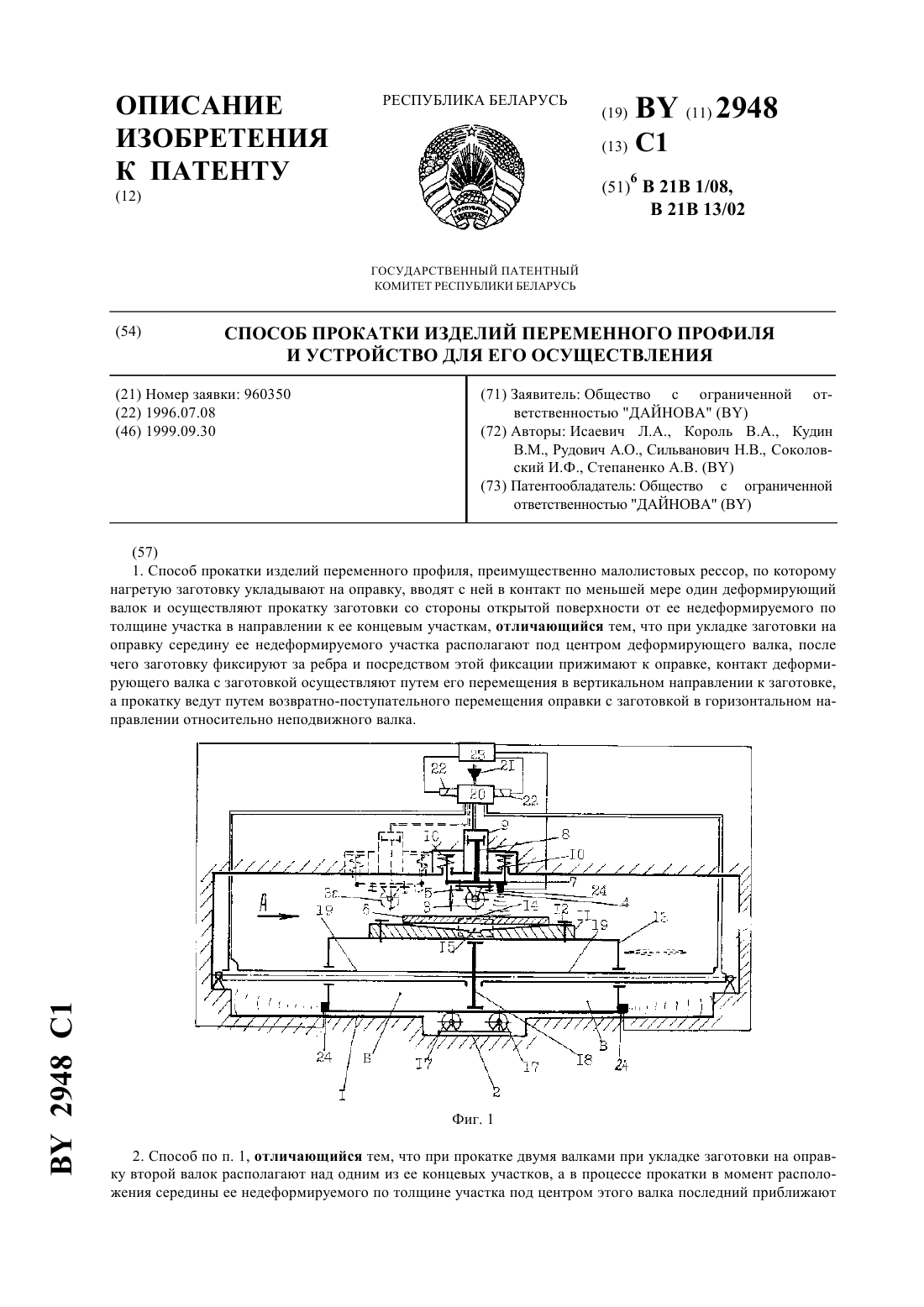
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Сильванович Николай Владимирович, Король Владимир Андреевич, Соколовский Игорь Феликсович, Исаевич Леонид Александрович, КУДИН Виктор Михайлович, Степаненко Александр Васильевич, Рудович Александр Олегович
МПК: B21B 13/02, B21B 1/08
Метки: прокатки, способ, переменного, изделий, профиля, устройство, осуществления
Текст:
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Стан для поперечной прокатки
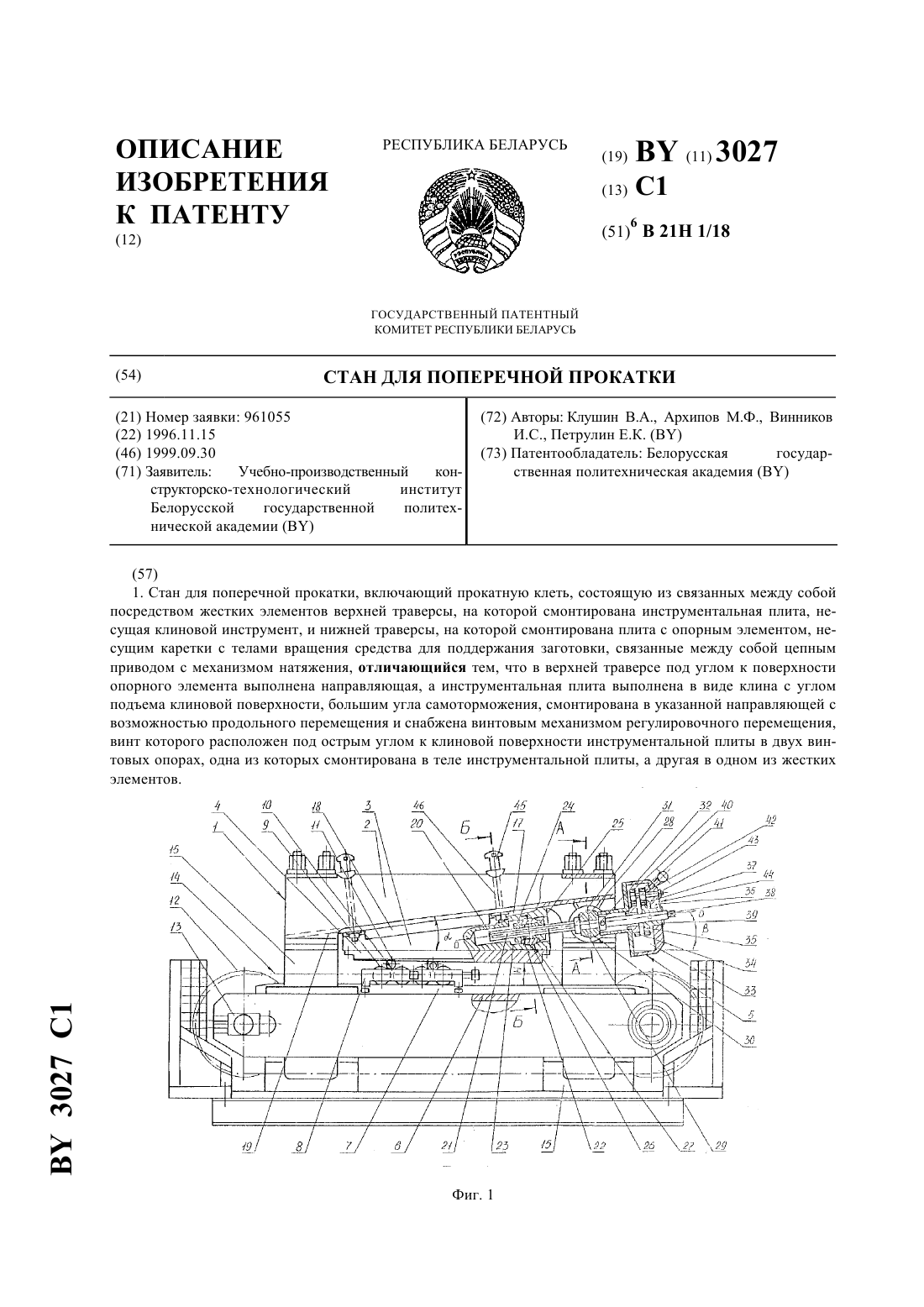
Номер патента: 3027
Опубликовано: 30.09.1999
Авторы: Архипов Михаил Федорович, Клушин Валерий Александрович, Винников Игорь Савельевич, Петрулин Евгений Кузьмич
МПК: B21H 1/18
Метки: прокатки, стан, поперечной
Текст:
...элементов 15 и выполнена в виде цилиндрообразного подпятника 30, охватывающего винт 20, и зафиксированного между буртом 31 на винте 20 и фиксатором 32, жестко связанным с винтом 20. Для обеспечения заданного закона поступательных перемещений инструментальной плиты 3 винтовой механизм 5 регулировочного перемещения снабжен планетарным редуктором 33 поступательного хода, размещенным на хвостовике ходового винта 20. Одно из солнечных колес...
Cтан для поперечно-клиновой прокатки
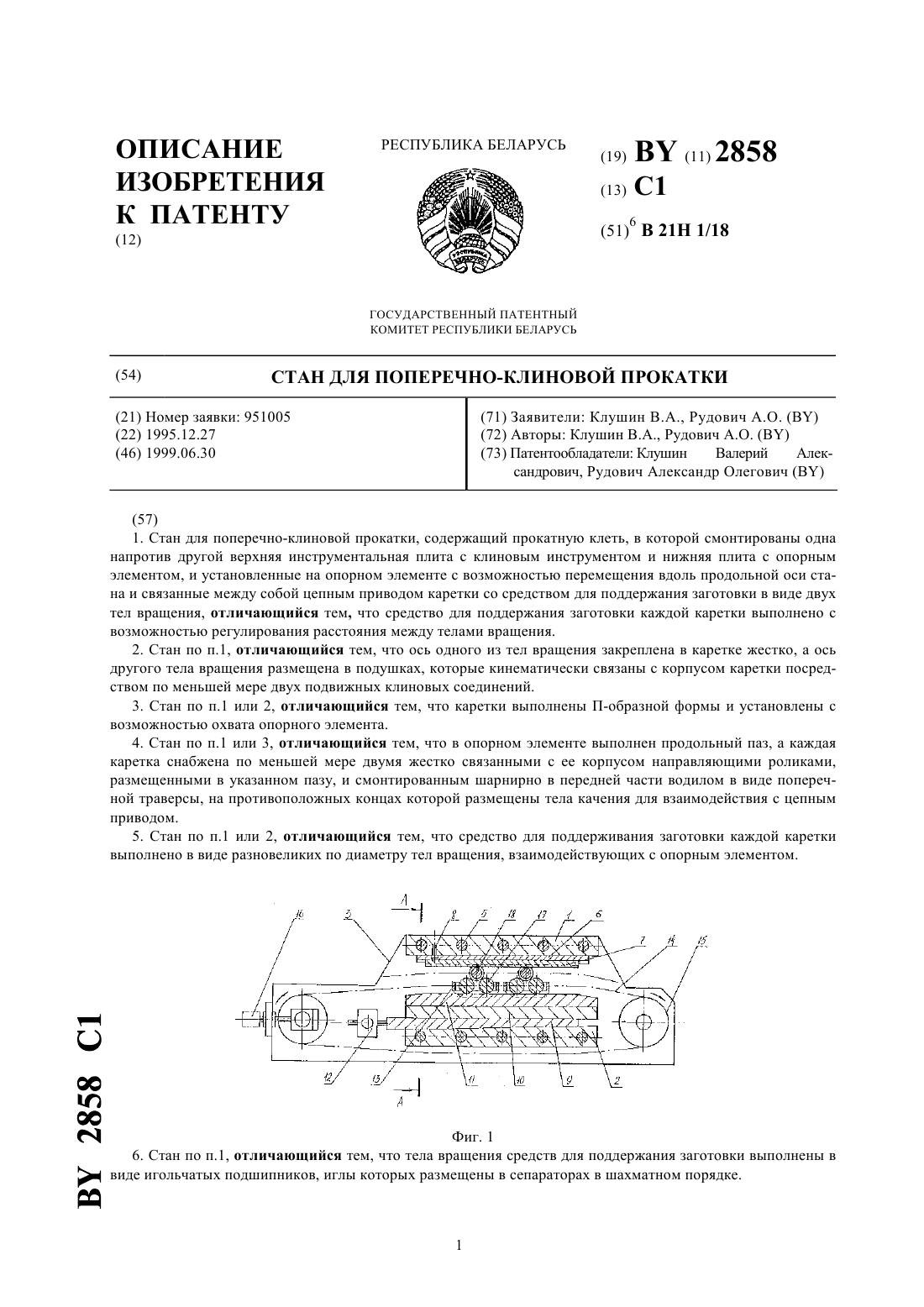
Номер патента: 2858
Опубликовано: 30.06.1999
Авторы: Рудович Александр Олегович, Клушин Валерий Александрович
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, cтан
Текст:
...движения кареток. На фиг. 18 - вид сверху на фиг. 17. На фиг. 19 - вариант стана для поперечно-клиновой прокатки с размещенным в каретке последовательно со средством для поддержания заготовки плоским клиновым инструментом. На фиг. 20 - вид сверху на фиг. 19 со снятой верхней инструментальной плитой. На фиг. 21 - вариант конструкции стана для поперечно-клиновой прокатки, у которого каретка снабжена направляющими роликами и водилом. На фиг....