Рябцев Олег Викторович
Способ прокатки заготовок на обжимном стане
Номер патента: 8805
Опубликовано: 30.12.2006
Авторы: Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Бабков Петр Александрович, Луценко Владислав Анатольевич, Рябцев Олег Викторович, Горбанев Аркадий Алексеевич, Жучков Сергей Михайлович, Анелькин Николай Иванович
МПК: B21B 1/02
Метки: прокатки, стане, способ, обжимном, заготовок
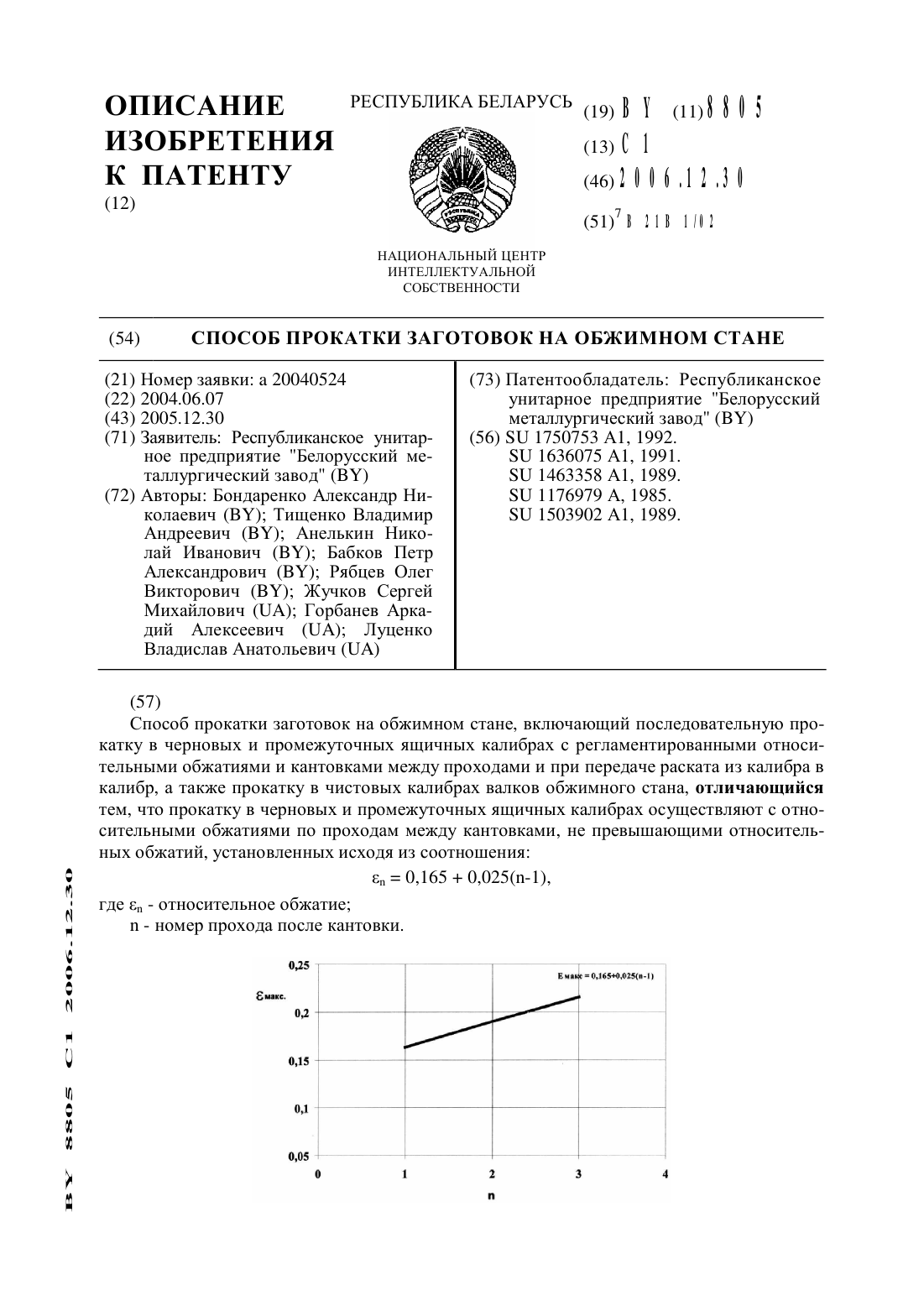
Текст:
...- номер прохода после кантовки.Зависимость, устанавливающая величины максимальных относительных обжатий, превышение которых приведет к трещинообразованию при прокатке, получена на основании результатов экспериментальных исследований, результаты которых были обработаны с помощью методов математической статистики. Целью этих исследований было определение оптимальных условий деформации металла при прокатке заготовок из непрерывнолитых...
Система калибров валков для двухручьевой прокатки заготовок
Номер патента: 8818
Опубликовано: 30.12.2006
Автор: Рябцев Олег Викторович
МПК: B21B 1/02
Метки: валков, калибров, двухручьевой, система, прокатки, заготовок
Текст:
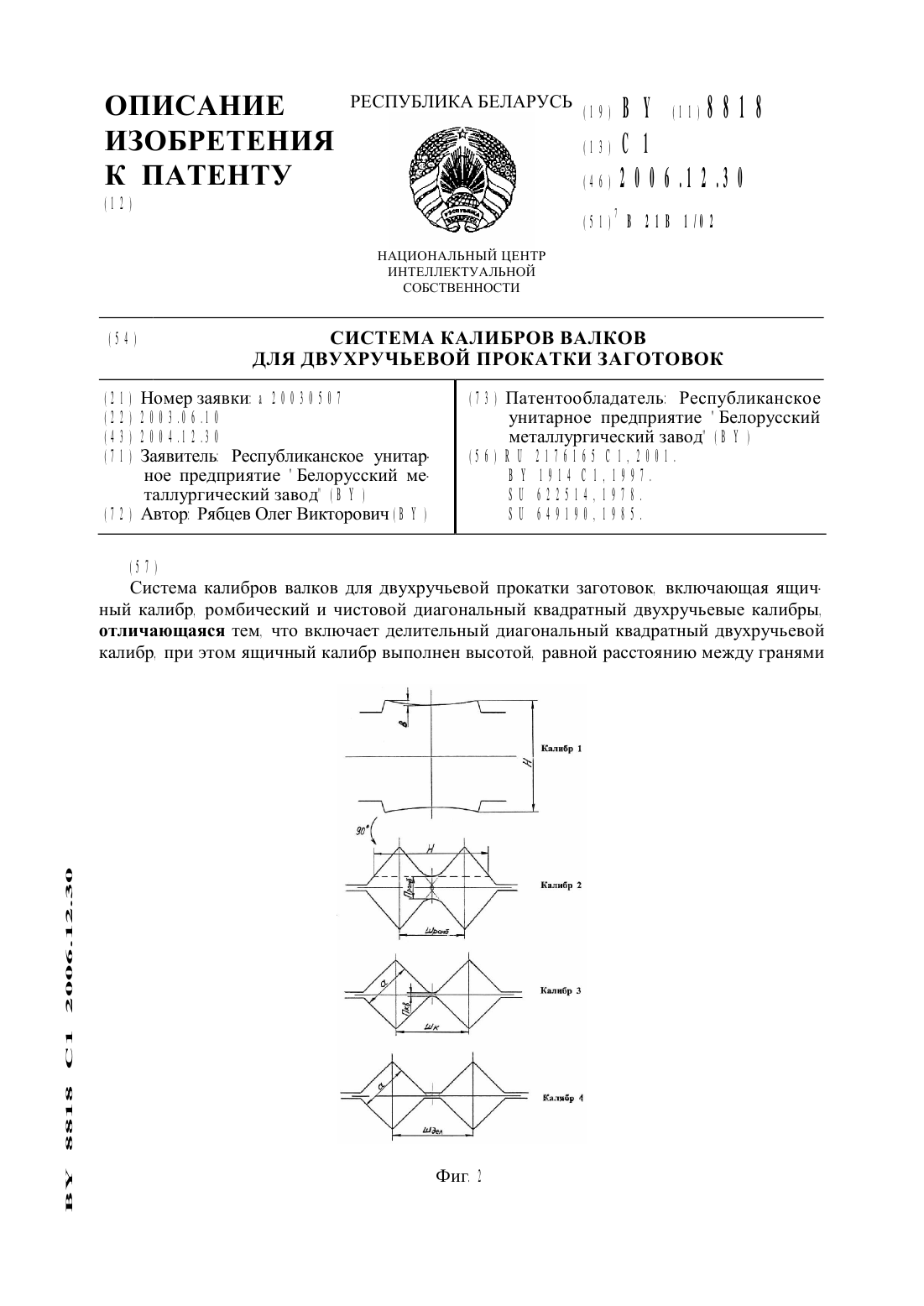
...калибра равна стороне чистового диагонального квадратного двухручьевого калибра а разность А щага ручьев делительного квадратного и чистового квадратного диагональных двухручьевых калибров определяется из соотнощениягде Шдел - щаг между ручьями делительного диагонального квадратного двухручьевого калибра. мм. аШкв - щаг между ручьями чистового диагонального квадратного двухручьевого калибра. ммПовыщение точности размеров производимого...
Способ прокатки заготовок на реверсивном стане
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Мандель Николай Львович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Горбанев Аркадий Алексеевич, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Ленартович Дмитрий Владимирович, Жучков Сергей Михайлович, Рябцев Олег Викторович, Андрианов Николай Викторович
МПК: B21B 1/02
Метки: реверсивном, прокатки, стане, заготовок, способ
Текст:
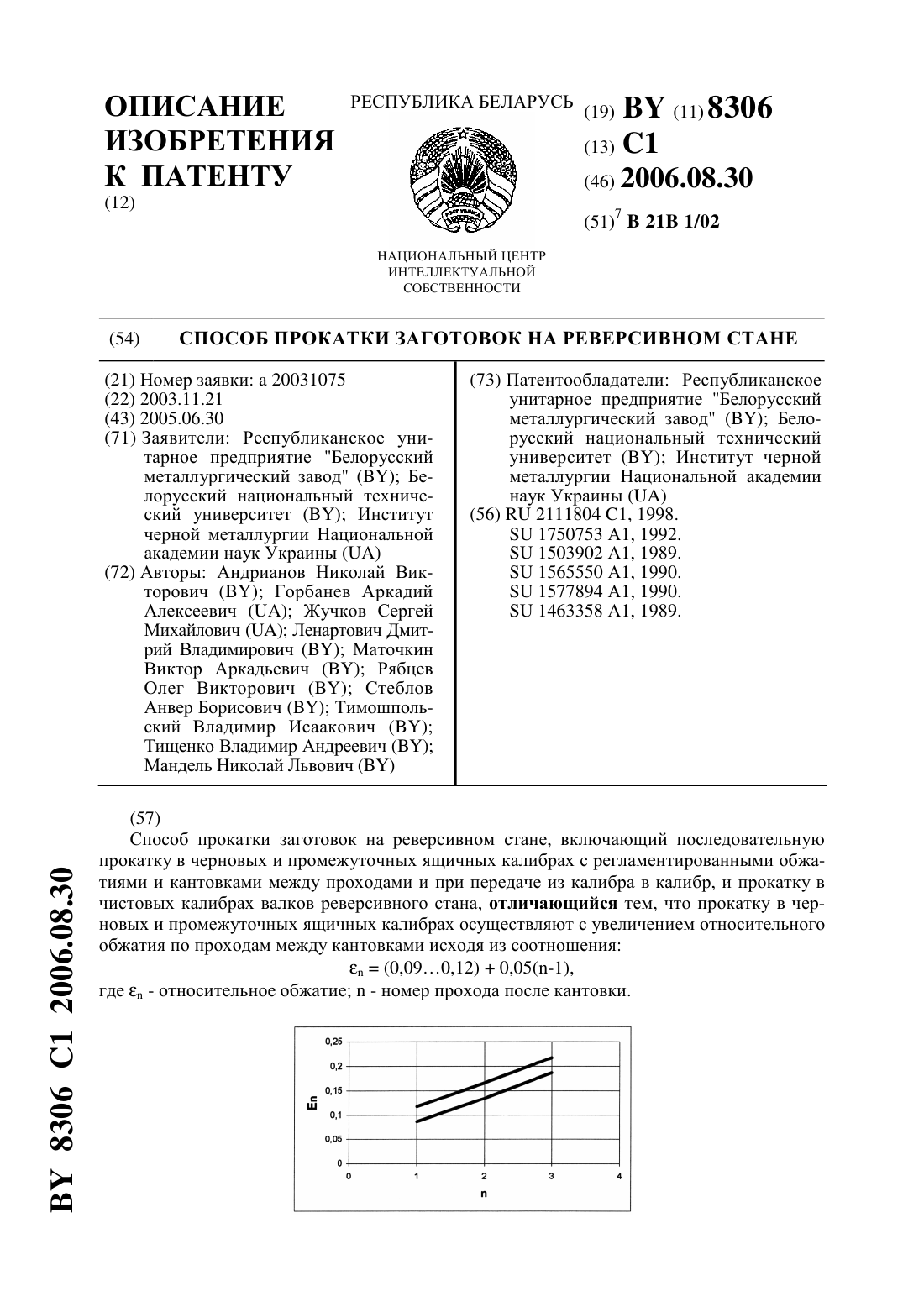
...способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании...
Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Луценко Владислав Анатольевич, Тимошпольский Владимир Исаакович, Рябцев Олег Викторович, Жучков Сергей Михайлович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Бондаренко Александр Николаевич, Шувякова Ирина Владимировна, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: прокатки, заготовок, способ
Текст:
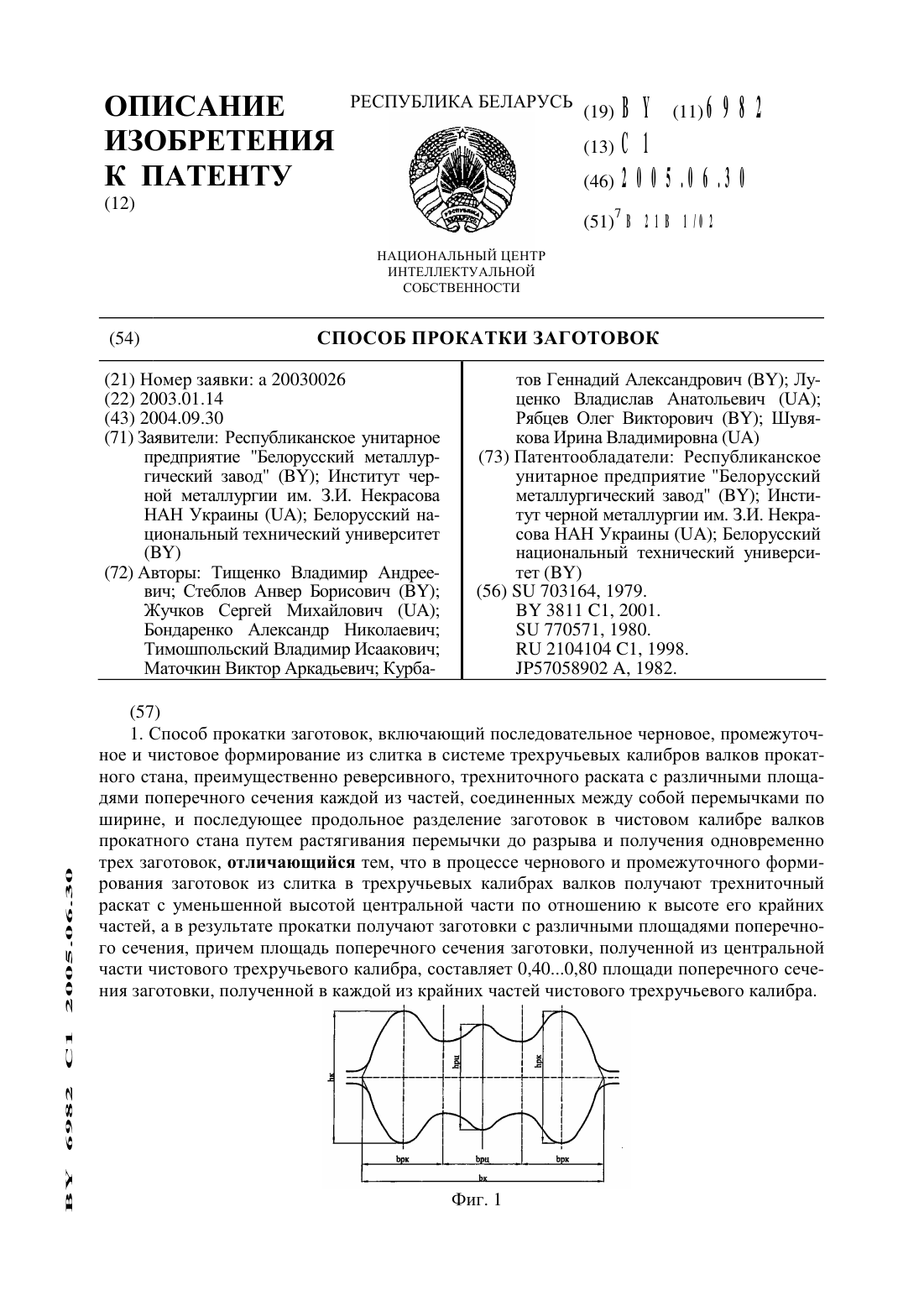
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
Система калибров валков прокатного стана
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Шувякова Ирина Владимировна, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Луценко Владислав Анатольевич, Рябцев Олег Викторович, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Курбатов Геннадий Александрович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: стана, система, калибров, прокатного, валков
Текст:
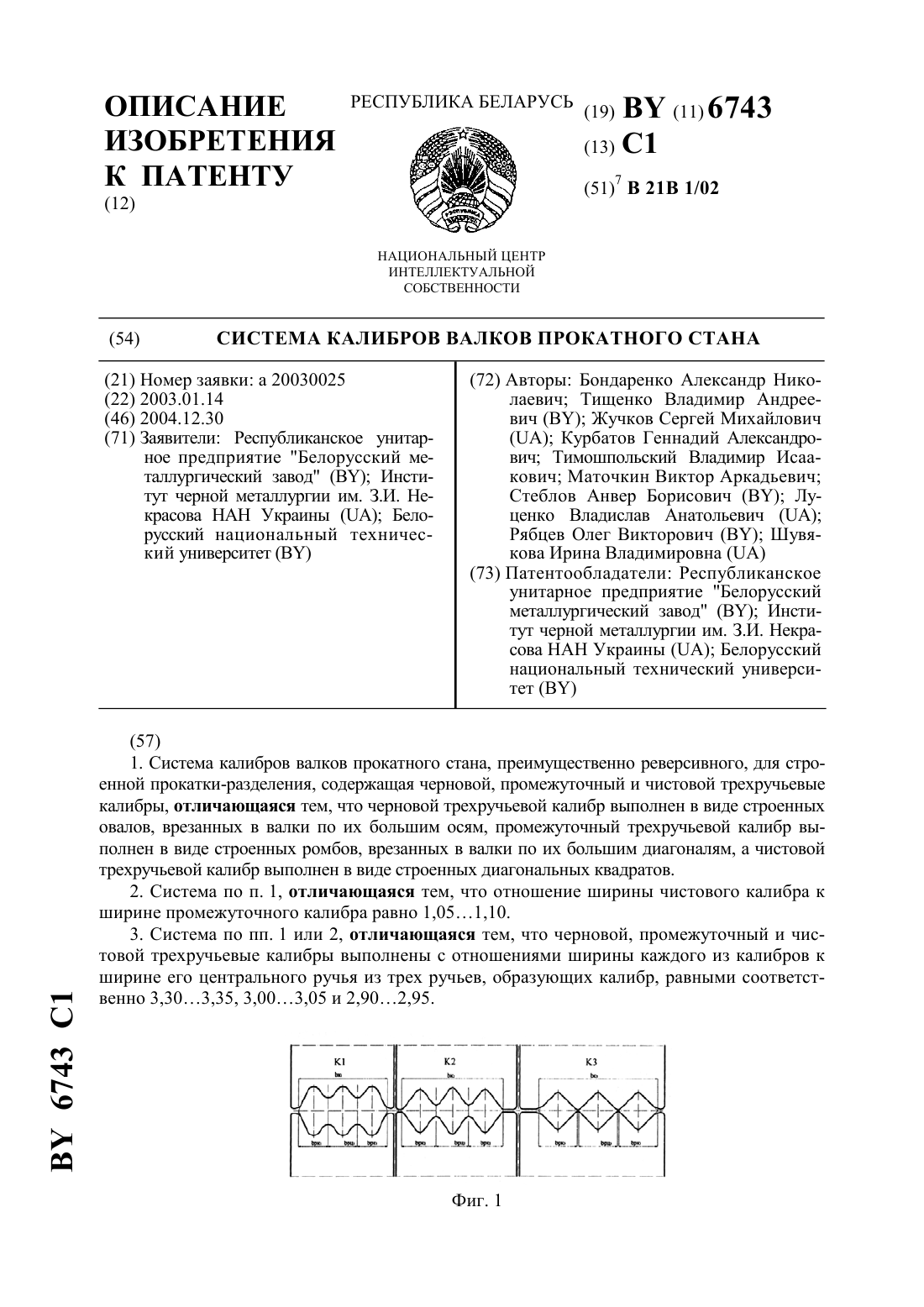
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
Система калибров валков обжимного прокатного стана
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Рябцев Олег Викторович, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Белобородов Александр Витальевич
МПК: B21B 1/02
Метки: стана, система, обжимного, прокатного, калибров, валков
Текст:
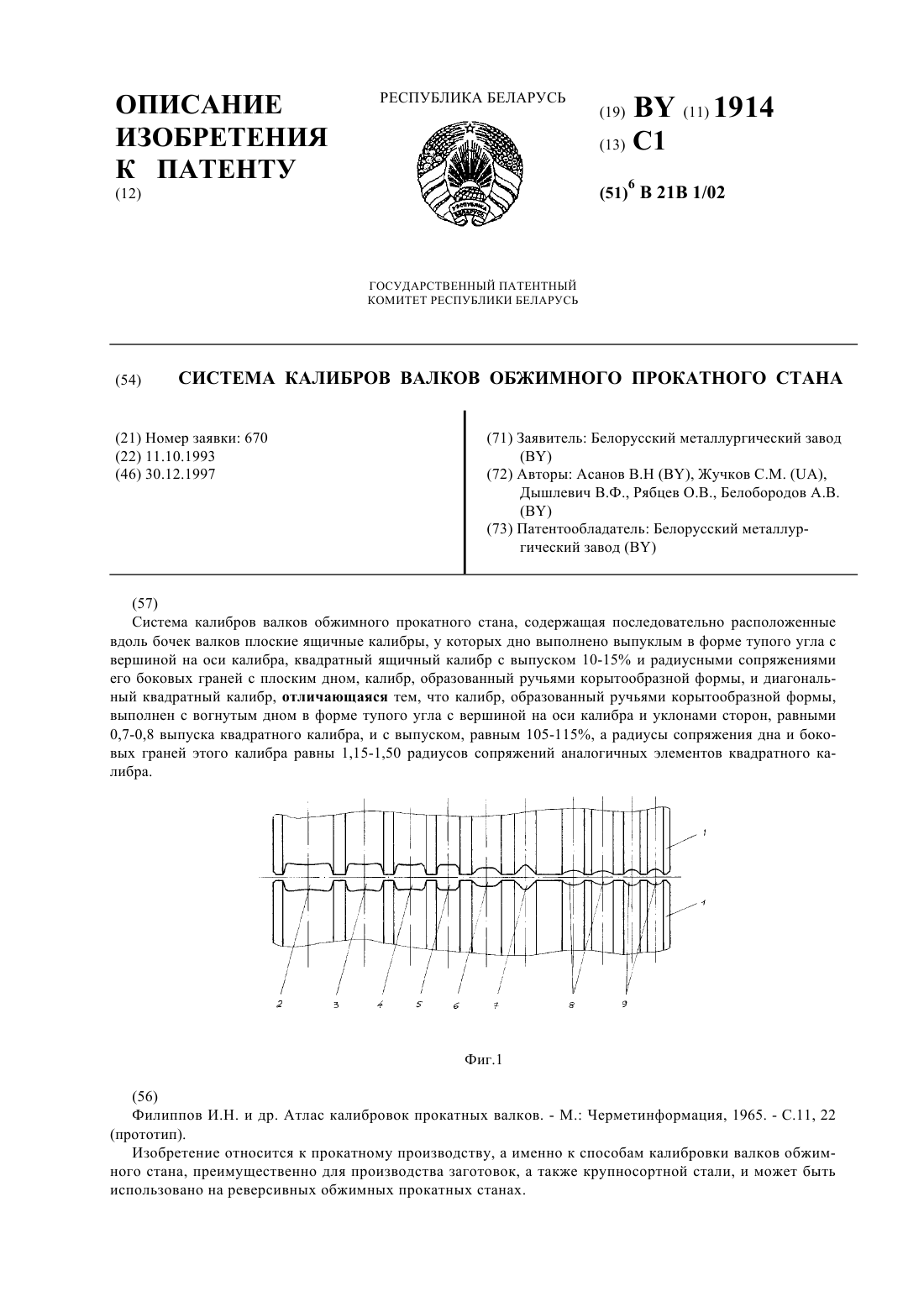
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...