Устройство для прокатки, в частности, клеть для ассиметричной прокатки
Номер патента: 15992
Опубликовано: 30.06.2012
Авторы: МЮНКЕР, Йохен, БРОЙЕР, Михель, ЛАНГЕР, Хендрик
Текст
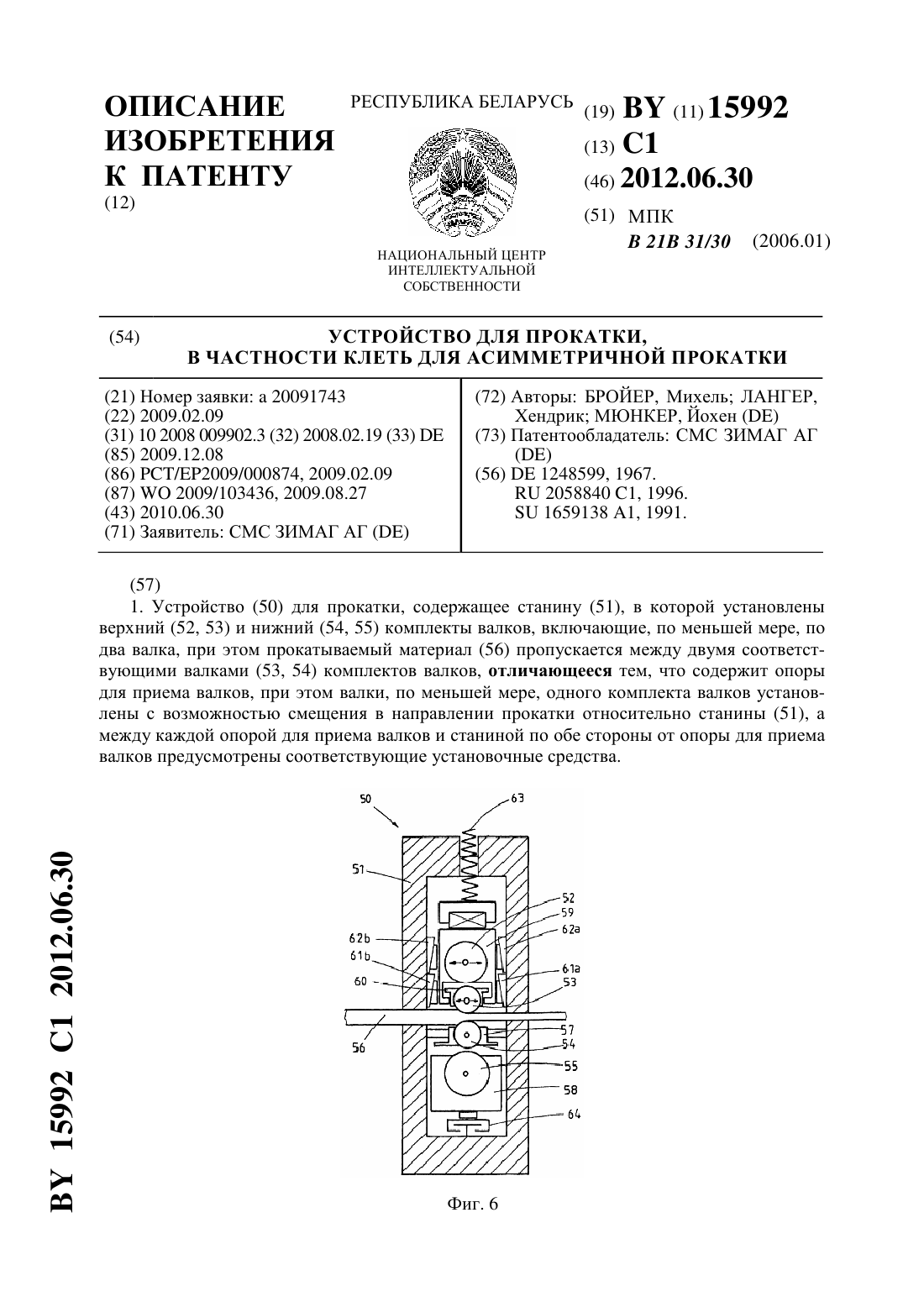
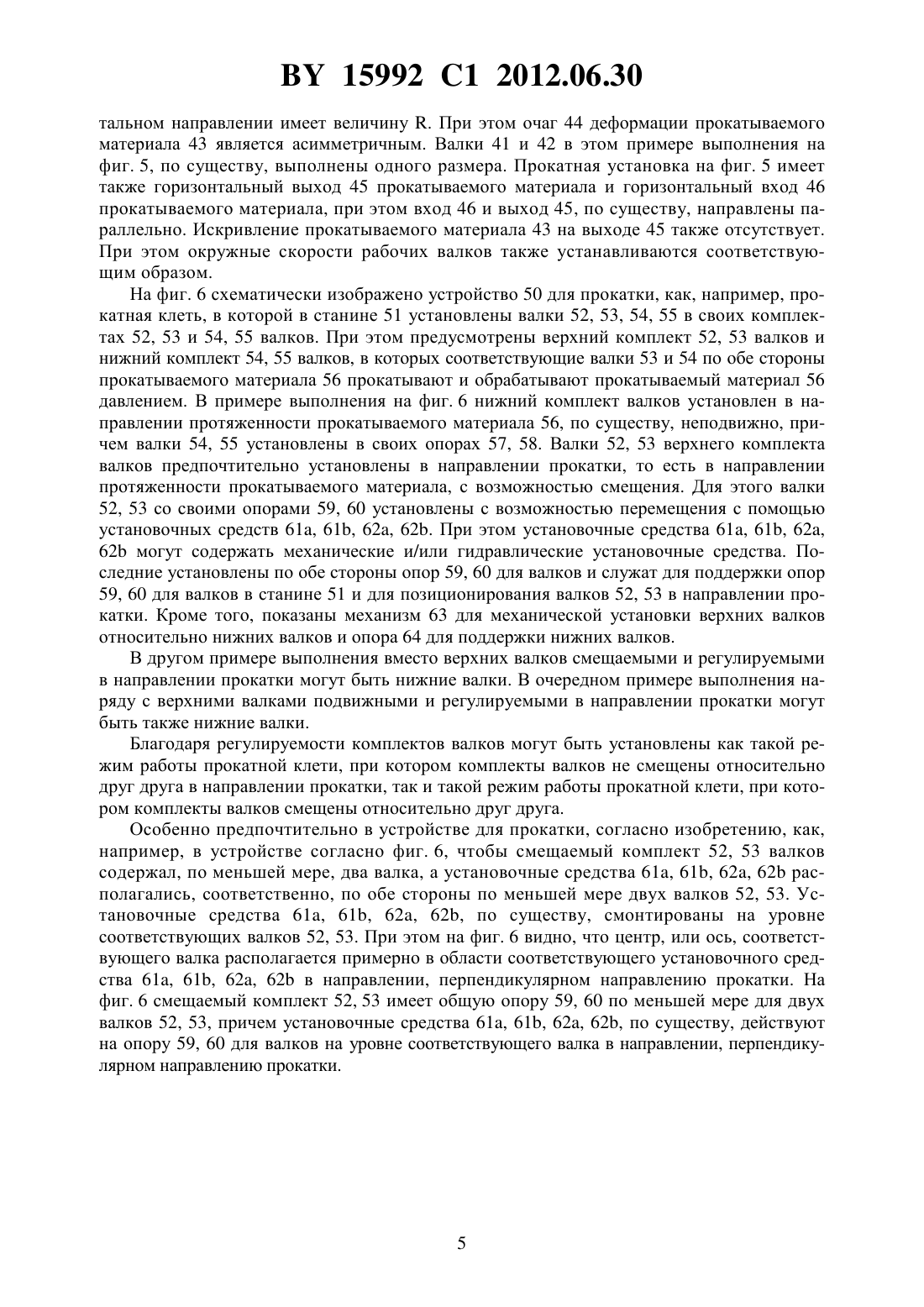
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРОКАТКИ,В ЧАСТНОСТИ КЛЕТЬ ДЛЯ АСИММЕТРИЧНОЙ ПРОКАТКИ(71) Заявитель СМС ЗИМАГ АГ(73) Патентообладатель СМС ЗИМАГ АГ(57) 1. Устройство (50) для прокатки, содержащее станину (51), в которой установлены верхний (52, 53) и нижний (54, 55) комплекты валков, включающие, по меньшей мере, по два валка, при этом прокатываемый материал (56) пропускается между двумя соответствующими валками (53, 54) комплектов валков, отличающееся тем, что содержит опоры для приема валков, при этом валки, по меньшей мере, одного комплекта валков установлены с возможностью смещения в направлении прокатки относительно станины (51), а между каждой опорой для приема валков и станиной по обе стороны от опоры для приема валков предусмотрены соответствующие установочные средства. 15992 1 2012.06.30 2. Устройство по п. 1, отличающееся тем, что смещаемый комплект валков содержит,по меньшей мере, два валка, причем установочные средства расположены соответственно по обе стороны, по меньшей мере, двух валков, при этом один валок является рабочим валком, а другой валок является опорным валком. 3. Устройство по п. 1, отличающееся тем, что установочные средства, по существу,расположены на уровне соответствующего валка или соответствующей оси валка. 4. Устройство по п. 1, отличающееся тем, что смещаемый комплект валков содержит общую опору, по меньшей мере, для двух валков, причем установочные средства действуют на опору валков, по существу, на уровне соответствующего валка. 5. Устройство по п. 1, отличающееся тем, что верхний комплект валков и/или нижний комплект валков являются смещаемыми. 6. Устройство по любому из пп. 1-5, отличающееся тем, что диаметр, по меньшей мере, одного из валков отличается от диаметров других валков, в частности рабочие валки верхнего и нижнего комплектов валков имеют различные диаметры. 7. Устройство по п. 6, отличающееся тем, что диаметр каждого рабочего валка составляет от 550 до 1400 мм, предпочтительно от 850 до 1200 мм. 8. Устройство по п. 6, отличающееся тем, что разность диаметров рабочих валков больше нуля, например больше 1 и меньше 50 , предпочтительно располагается в интервале между величиной больше нуля, например больше 1 , и величиной меньше 10 . 9. Устройство по п. 7, отличающееся тем, что разность диаметров рабочих валков больше нуля, например больше 1 и меньше 50 , предпочтительно располагается в интервале между величиной больше нуля, например больше 1 , и величиной меньше 10 . 10. Устройство по любому из пп. 1-5, отличающееся тем, что установочные средства содержат гидравлические и/или механические механизмы перестановки. 11. Устройство по любому из пп. 1-5, отличающееся тем, что оси валков комплектов валков расположены параллельно друг другу. 12. Устройство по любому из пп. 1-5, отличающееся тем, что валки, в частности рабочие валки, обоих комплектов валков выполнены с возможностью вращения с разными числами оборотов или разными окружными скоростями. 13. Устройство по п. 12, отличающееся тем, что разница в числе оборотов находится в интервале между 1 и 20 , предпочтительно между 5 и 10 . 14. Устройство по любому из пп. 1-5, отличающееся тем, что устанавливаемое смещение валков между рабочими валками находится в интервале между 0 или 10 и 200 мм,предпочтительно между 50 и 120 мм. 15. Устройство по любому из пп. 1-5, отличающееся тем, что выполнено с возможностью обжатия по толщине прокатываемого материала, составляющего 1-75 мм, предпочтительно 5-25 мм. Изобретение относится к устройству для прокатки, как, например, в частности, к клети для асимметричной прокатки для использования при прокатке плоского продукта, в частности, в соответствии с ограничительной частью пункта 1 формулы изобретения. Прокатные клети в уровне техники известны достаточно хорошо. При этом клеть для прокатки плоского продукта, как правило, выполнена таким образом, чтобы в ней обработка прокатываемого материала давлением между рабочими валками происходила симметрично. Для этого диаметр валков, окружная скорость и условия трения обоих рабочих валков выбраны по возможности одинаковыми, так чтобы вариации были самыми минимальными. Такие прокатные клети известны, например, из 33 23641 1. Кроме того, существуют прокатные клети, у которых окружная скорость обоих рабочих валков выбирается разной. Такие устройства для прокатки известны, например, из 28 33990. При так называемой асимметричной прокатке (прокатке-волочении) техно 2 15992 1 2012.06.30 логические режимы для обоих рабочих валков целенаправленно выбираются не одинаковыми, а разными. Это приводит к преимуществу в том, что усилие прокатки из-за влияния эффекта среза уменьшается, однако с этим связаны также и недостатки. Это так называемые лыжи, неравномерные металлургические свойства по толщине листа и неравномерная нагрузка на трансмиссии валков и, следовательно, на валки. Последнее приводит к тому, что асимметричная прокатка в производстве листов почти не применяется, поскольку недостатки явно перевешивают преимущества. Раскрытие, задача, решение, преимущества изобретения. Задачей настоящего изобретения является создание такого устройства для прокатки, с помощью которого недостатки уровня техники могли бы быть уменьшены или устранены полностью. Согласно изобретению, задача решается с помощью устройства для прокатки со станиной и двумя комплектами валков, по меньшей мере, с двумя валками, установленными в станине устройства для прокатки, причем прокатываемый материал для прокатки пропускается между двумя валками обоих комплектов валков, причем, по меньшей мере, валки одного комплекта валков, если смотреть в направлении прокатки, являются смещаемыми относительно станины, причем между опорой для приема валков и станиной по обе стороны опоры для валков предусмотрены соответствующие установочные средства. Целесообразно также, чтобы смещаемый комплект валков содержал, по меньшей мере, два валка, а установочные средства располагались, соответственно, по обе стороны от по меньшей мере двух валков. Целесообразно также, чтобы установочные средства, по существу, располагались на уровне соответствующего валка и/или соответствующей оси валка, если смотреть в направлении, перпендикулярном направлению прокатки. Кроме того, целесообразно, чтобы подвижный комплект валков содержал общую опору, по меньшей мере, для двух своих валков, а установочные средства действовали на опору валков, по существу, на уровне соответствующего валка, если смотреть в направлении,перпендикулярном направлению прокатки. Соответственно, предпочтительно, чтобы верхний комплект валков и/или нижний комплект валков были смещаемыми. Согласно идее изобретения целесообразно, чтобы по меньшей мере один валок, как,например, рабочие валки верхнего и нижнего комплектов валков, имели различные диаметры. В одном варианте может быть предусмотрено, что диаметр валка рабочих валков находится в интервале 550-1400 мм, предпочтительно в интервале 850-1200 мм. Также предпочтительно, если разность диаметров рабочих валков больше нуля, например, больше 1 и меньше 50 , предпочтительно, располагается в интервале между величиной больше нуля, например больше 1 , и величиной меньше 10 , Кроме того,целесообразно, чтобы установочные средства содержали гидравлические и/или механические механизмы перестановки. Целесообразно также, чтобы оси валков комплектов валков были направлены параллельно друг другу. Кроме того, может быть предпочтительно, чтобы валки, в частности рабочие валки обоих комплектов валков, приводились во вращение с разными числами оборотов или окружными скоростями валков. Предпочтительно если разница в числе оборотов находится в интервале между 1 и 20 , предпочтительно, между 5 и 10 . Также предпочтительно, чтобы устанавливаемое смещение валков между рабочими валками находилось в интервале между 0 или 10 и 200 мм, предпочтительно, между 50 и 120 мм. 3 15992 1 2012.06.30 В варианте осуществления настоящего изобретения целесообразно, если обжатие по толщине прокатываемого материала находится в интервале между 1 и 75 мм, предпочтительно между 5 и 25 мм. Предпочтительные усовершенствованные варианты выполнения описаны в зависимых пунктах формулы изобретения. Краткое описание чертежей. Ниже изобретение более подробно поясняется на примере выполнения со ссылкой на чертежи, на которых фиг. 1 изображает схематически установку рабочих валков,фиг. 2 - схематически установку рабочих валков,фиг. 3 - схематически установку рабочих валков,фиг. 4 - схематически установку рабочих валков,фиг. 5 - схематически установку рабочих валков и фиг. 6 - схематически устройство для прокатки. Предпочтительный вариант осуществления изобретения. На фиг. 1 схематически изображен вид 1 двух рабочих валков 2, 3, прокатывающих прокатываемый материал 4 при симметричной установке валков 2, 3. При этом очаг 5 деформации прокатываемого материала 4 является симметричным. На фиг. 2 схематически изображен вид 10 рабочих валков 11, 12, прокатывающих прокатываемый материал 13 при условии асимметрии прокатки и при симметричной установке прокатных валков 11, 12. При этом очаг 14 деформации прокатываемого материала 13 является асимметричным. Валки 11 и 12 выполнены разных размеров. Валок 11 имеет меньший диаметр, чем валок 12. Хотя прокатная установка на фиг. 2 имеет горизонтальный выход прокатываемого материала,вход прокатываемого материала все же выполнен асимметричным и наклонным книзу в направлении второго валка 12. На фиг. 3 схематически изображен вид 20 двух рабочих валков 21, 22, прокатывающих прокатываемый материал 23 при условии асимметрии прокатки и при симметричной установке прокатных валков 21, 22. При этом очаг 24 деформации прокатываемого материала 23 снова является асимметричным. Валки 21 и 22 также выполнены разных размеров. При этом валок 21 имеет меньший диаметр, чем валок 22. Прокатная установка на фиг. 3 также имеет асимметричный выход 25 прокатываемого материала 25 и асимметричный вход 26 прокатываемого материала, при котором вход 26 наклонен книзу, а выход 25 отклонен кверху в направлении первого валка 21. Отчетливо видно, что прокатываемый материал 23 проходит через прокатную клеть не горизонтально, а входит в нее и выходит из нее при этом со смещением относительно горизонтали. На выходе 25 прокатываемый материал также имеет искривление. На фиг. 4 схематически изображен вид 30 двух рабочих валков 31, 32, прокатывающих прокатываемый материал 33 при условии асимметрии прокатки и при симметричной установке прокатных валков 31, 32. При этом очаг 34 деформации прокатываемого материала 33 является асимметричным. Валки 31 и 32 выполнены, по существу, одинакового размера. Прокатная установка на фиг. 4 также имеет асимметричный выход 35 прокатываемого материала и асимметричный вход 36 прокатываемого материала, при котором вход 36 наклонен книзу, а выход 35, соответственно, направлен сверху вниз под углом. Снова отчетливо видно, что прокатываемый материал 33 проходит через прокатную клеть не горизонтально, а входит в нее и выходит из нее при этом со смещением относительно горизонтали. Искривление прокатываемого материала 33 на выходе 35 отсутствует. Это достигается за счет соответствующей установки параметров прокатки. Таким параметром прокатки может быть, например, соответствующая установка окружных скоростей рабочих валков. На фиг. 5 схематически изображен вид 40 двух смещенных относительно друг друга рабочих валков 41, 42, прокатывающих прокатываемый материал 43 при условии асимметричной прокатки и при смещенном расположении валков 41, 42. Смещение в горизон 4 15992 1 2012.06.30 тальном направлении имеет величину . При этом очаг 44 деформации прокатываемого материала 43 является асимметричным. Валки 41 и 42 в этом примере выполнения на фиг. 5, по существу, выполнены одного размера. Прокатная установка на фиг. 5 имеет также горизонтальный выход 45 прокатываемого материала и горизонтальный вход 46 прокатываемого материала, при этом вход 46 и выход 45, по существу, направлены параллельно. Искривление прокатываемого материала 43 на выходе 45 также отсутствует. При этом окружные скорости рабочих валков также устанавливаются соответствующим образом. На фиг. 6 схематически изображено устройство 50 для прокатки, как, например, прокатная клеть, в которой в станине 51 установлены валки 52, 53, 54, 55 в своих комплектах 52, 53 и 54, 55 валков. При этом предусмотрены верхний комплект 52, 53 валков и нижний комплект 54, 55 валков, в которых соответствующие валки 53 и 54 по обе стороны прокатываемого материала 56 прокатывают и обрабатывают прокатываемый материал 56 давлением. В примере выполнения на фиг. 6 нижний комплект валков установлен в направлении протяженности прокатываемого материала 56, по существу, неподвижно, причем валки 54, 55 установлены в своих опорах 57, 58. Валки 52, 53 верхнего комплекта валков предпочтительно установлены в направлении прокатки, то есть в направлении протяженности прокатываемого материала, с возможностью смещения. Для этого валки 52, 53 со своими опорами 59, 60 установлены с возможностью перемещения с помощью установочных средств 61, 61, 62, 62. При этом установочные средства 61, 61, 62,62 могут содержать механические и/или гидравлические установочные средства. Последние установлены по обе стороны опор 59, 60 для валков и служат для поддержки опор 59, 60 для валков в станине 51 и для позиционирования валков 52, 53 в направлении прокатки. Кроме того, показаны механизм 63 для механической установки верхних валков относительно нижних валков и опора 64 для поддержки нижних валков. В другом примере выполнения вместо верхних валков смещаемыми и регулируемыми в направлении прокатки могут быть нижние валки. В очередном примере выполнения наряду с верхними валками подвижными и регулируемыми в направлении прокатки могут быть также нижние валки. Благодаря регулируемости комплектов валков могут быть установлены как такой режим работы прокатной клети, при котором комплекты валков не смещены относительно друг друга в направлении прокатки, так и такой режим работы прокатной клети, при котором комплекты валков смещены относительно друг друга. Особенно предпочтительно в устройстве для прокатки, согласно изобретению, как,например, в устройстве согласно фиг. 6, чтобы смещаемый комплект 52, 53 валков содержал, по меньшей мере, два валка, а установочные средства 61, 61, 62, 62 располагались, соответственно, по обе стороны по меньшей мере двух валков 52, 53. Установочные средства 61, 61, 62, 62, по существу, смонтированы на уровне соответствующих валков 52, 53. При этом на фиг. 6 видно, что центр, или ось, соответствующего валка располагается примерно в области соответствующего установочного средства 61, 61, 62, 62 в направлении, перпендикулярном направлению прокатки. На фиг. 6 смещаемый комплект 52, 53 имеет общую опору 59, 60 по меньшей мере для двух валков 52, 53, причем установочные средства 61, 61, 62, 62, по существу, действуют на опору 59, 60 для валков на уровне соответствующего валка в направлении, перпендикулярном направлению прокатки. Фиг. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21B 31/30
Метки: прокатки, частности, клеть, устройство, ассиметричной
Код ссылки
<a href="https://by.patents.su/6-15992-ustrojjstvo-dlya-prokatki-v-chastnosti-klet-dlya-assimetrichnojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Устройство для прокатки, в частности, клеть для ассиметричной прокатки</a>
Клеть прокатного стана
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Фридрих Холльман, Хорст Гэртнер, Хуго Фельдманн, Герд Байземанн
МПК: B21B 29/00
Метки: клеть, стана, прокатного
Текст:
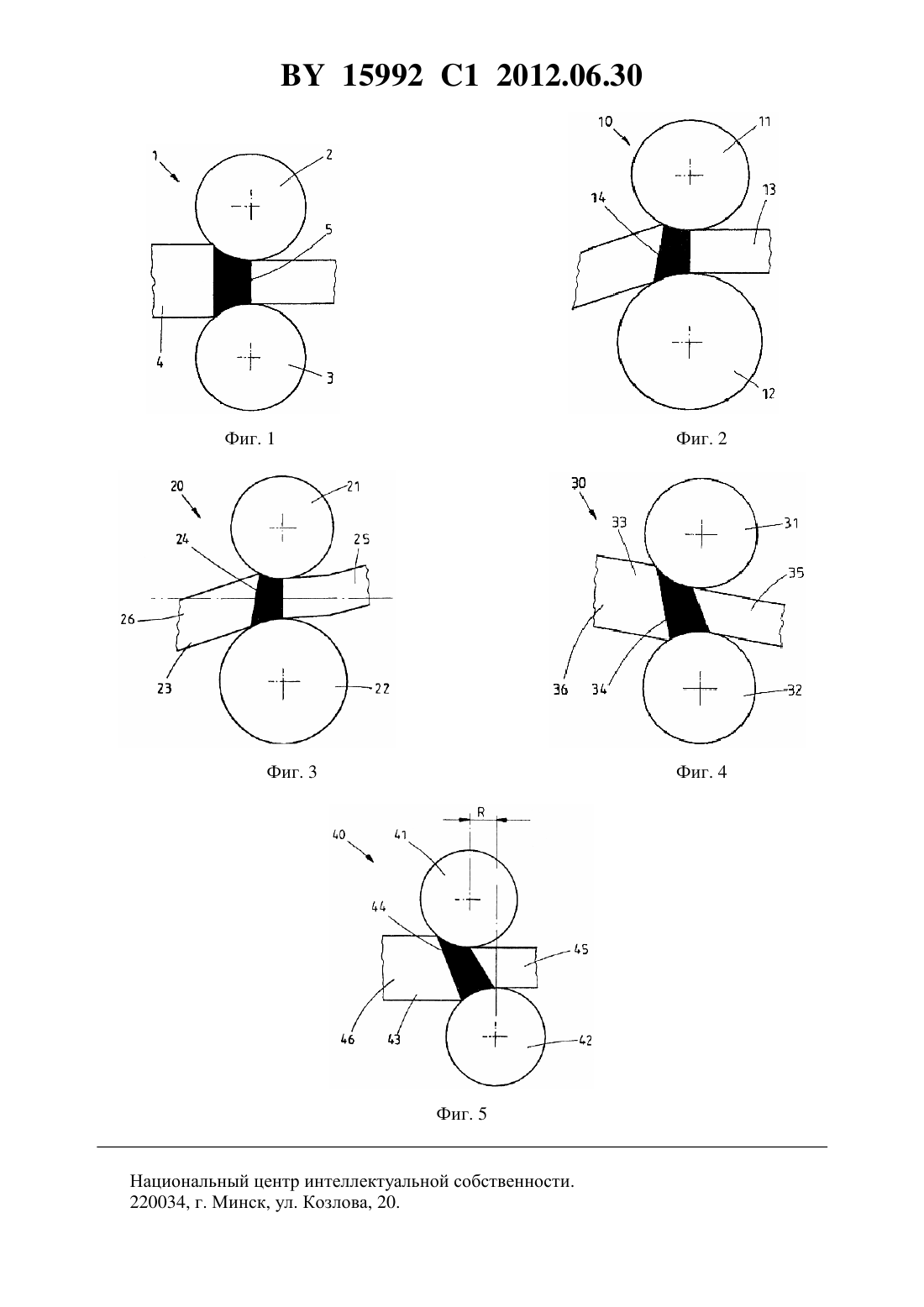
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Устройство для прокатки полос
Номер патента: U 146
Опубликовано: 30.06.2000
Авторы: Король Владимир Андреевич, Исаевич Леонид Александрович, Петров Валерий Павлович, Горбач Александр Александрович, Степаненко Александр Васильевич, Ковалев Николай Николаевич, Железняков Владимир Лаврентьевич, Клиновский Юрий Александрович
МПК: B21B 1/42
Метки: устройство, полос, прокатки
Текст:
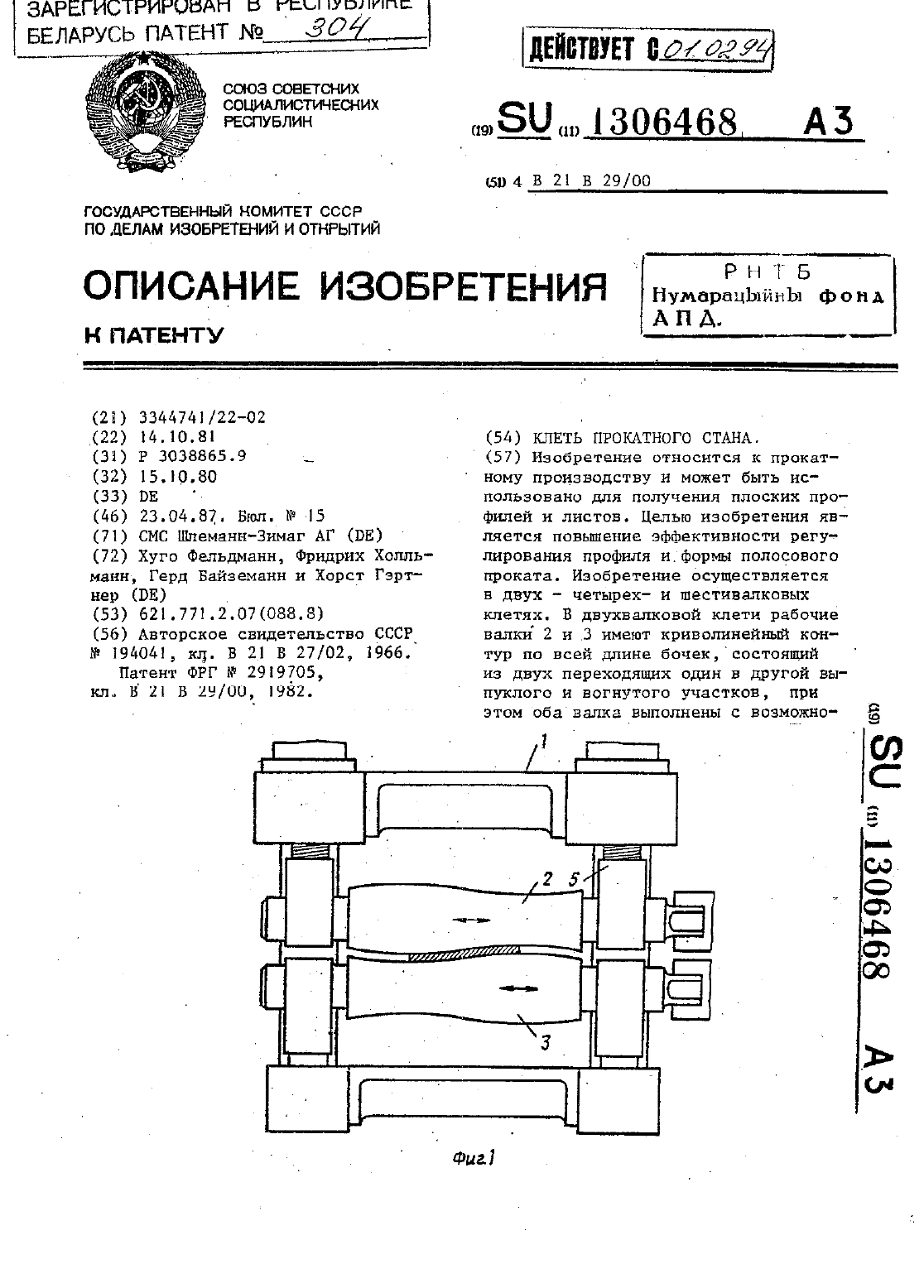
...отвечает условию уменьшения габаритов и металлоемкости устройства. Закрепление малой звездочки этой передачи в рабочих валках, а ее большой звездочки в задающих валках, позволит исключить до момента отключения обгонной муфты образование петли в прокатываемой полосе между парами рабочих и задающих валков. Это связано с тем, что поступательная скорость перемещения полосы на входе в очаг деформации, образованный рабочими валками,меньше...
Прокатная клеть
Номер патента: 1787
Опубликовано: 15.05.1993
Авторы: Тильманн Шультес, Хуго Фельдманн, Герд Байземанн
МПК: B21B 1/22
Текст:
...относительно валков 10 и 12. расположенных под плоскостью полосы 13. Рабочий валок 9 и опорный валок 11 предпочтительно расположендруг над другом по вертикали один за дРУГим (если смотреть в направлении действия усилий. обозначенном стрелками 14 и 15), Форму зазора 16 между волками в направлении, поперечном направлению ПрОкатки. можно изменять через форму бочек валков. Увеличение соответствующего локального диаметра (Вт) одного валка...
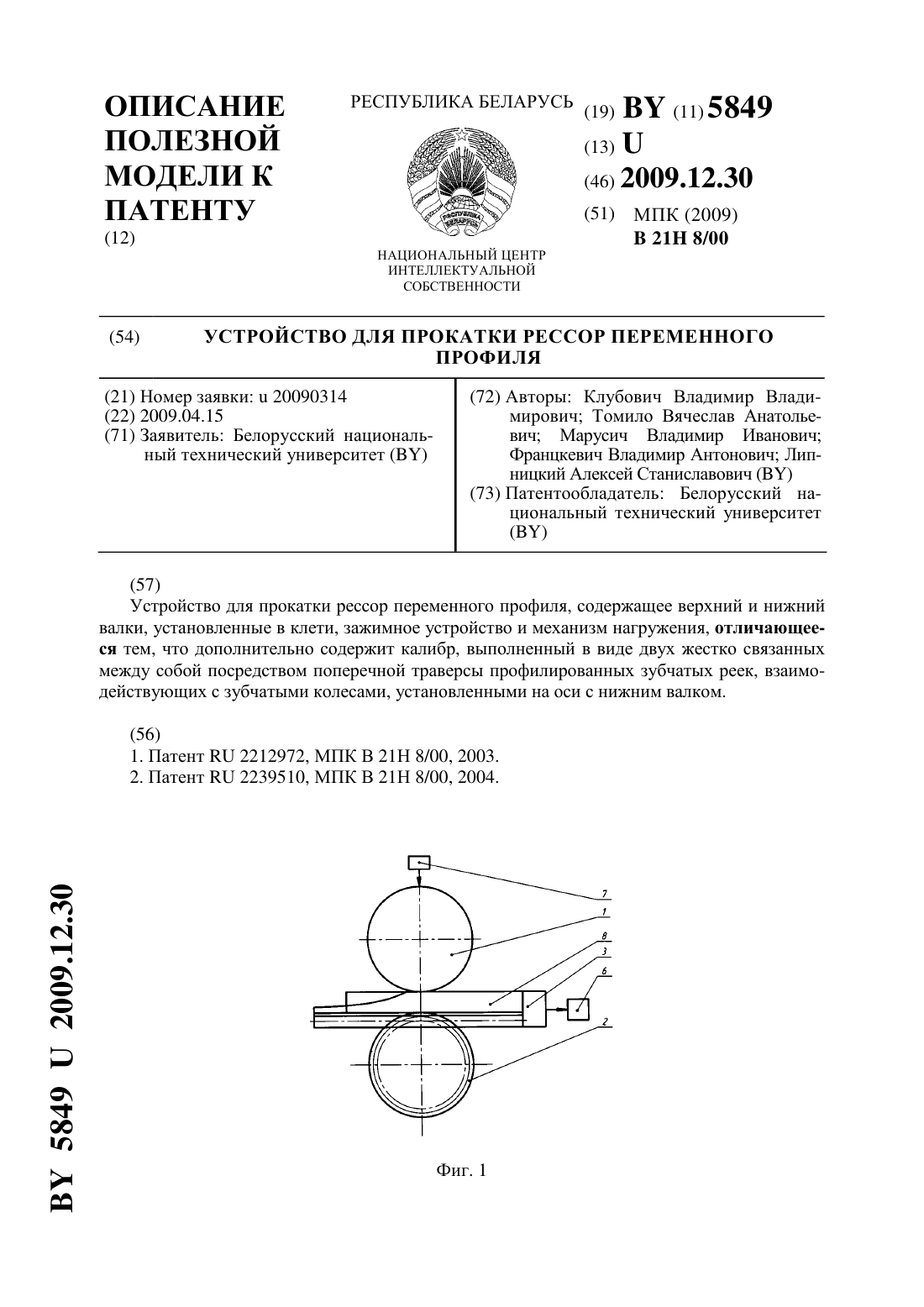
Устройство для прокатки рессор переменного профиля
Номер патента: U 5849
Опубликовано: 30.12.2009
Авторы: Томило Вячеслав Анатольевич, Францкевич Владимир Антонович, Липницкий Алексей Станиславович, Клубович Владимир Владимирович, Марусич Владимир Иванович
МПК: B21H 8/00
Метки: устройство, профиля, прокатки, рессор, переменного
Текст:
...рессорных полос, вскрывая микротрещины, являющиеся концентраторами напряжений, уменьшающими долговечность рессорных полос. Задачей предложенной полезной модели является стабилизация процесса прокатки и повышение качества готовых изделий. Поставленная задача решается за счет того, что устройство для прокатки рессор переменного профиля, содержащее верхний и нижний валки, установленные в клети, зажимное устройство, механизм нагружения, и...
Устройство для продольной прокатки металлов

Номер патента: U 7771
Опубликовано: 30.12.2011
Авторы: Андрушевич Андрей Александрович, Давыдов Михаил Владимирович, Кудравец Кирилл Михайлович, Капцевич Вячеслав Михайлович
МПК: B21B 21/00, B21C 37/00
Метки: прокатки, устройство, продольной, металлов
Текст:
...Это затрудняет эксплуатацию и обслуживание прокатного стана, повышаются трудозатраты на фиксацию и ориентацию заготовок в технологическом процессе. Задачей полезной модели является совершенствование конструкции устройства, повышение удобства обслуживания и техники безопасности при проведении продольной прокатки металлов. Технический результат достигается тем, что устройство для продольной прокатки металлов, включающее привод, станину,...
Предыдущий патент: Способ лазерофореза лекарственного препарата пациенту через кожный покров и устройство для его осуществления
Следующий патент: Фунгицидное средство защиты растений и способ его получения
Случайный патент: Забивная свая