Щукин Валерий Яковлевич
Инструмент плоской поперечно-клиновой прокатки

Номер патента: U 6814
Опубликовано: 30.12.2010
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: инструмент, прокатки, поперечно-клиновой, плоской
Текст:
...выполнены коническими с расширением к рабочей поверхности вставок, причем конусность отверстий выполнена от нуля до 110. На фиг. 1 показана схема соединения вставки с обоймой в предлагаемом инструменте плоской поперечно-клиновой прокатки. На фиг. 2 показана схема соединения вставки с обоймой в предлагаемом инструменте, где отверстия во вставках выполнены коническими 2 68142010.12.30 с расширением к рабочей поверхности вставок. На фиг. 3...
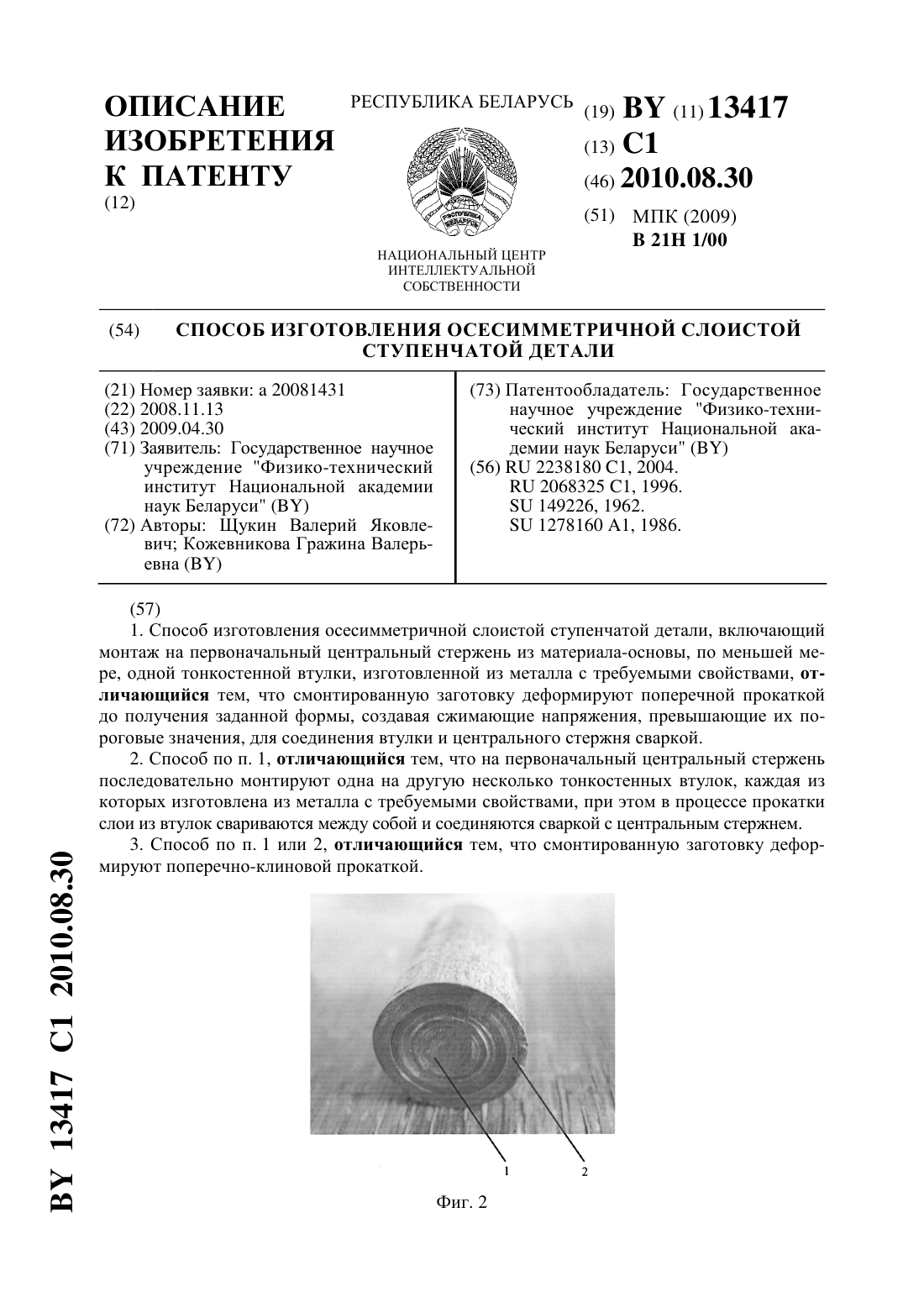
Способ изготовления осесимметричной слоистой ступенчатой детали
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: ступенчатой, осесимметричной, способ, изготовления, слоистой, детали
Текст:
...коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную...
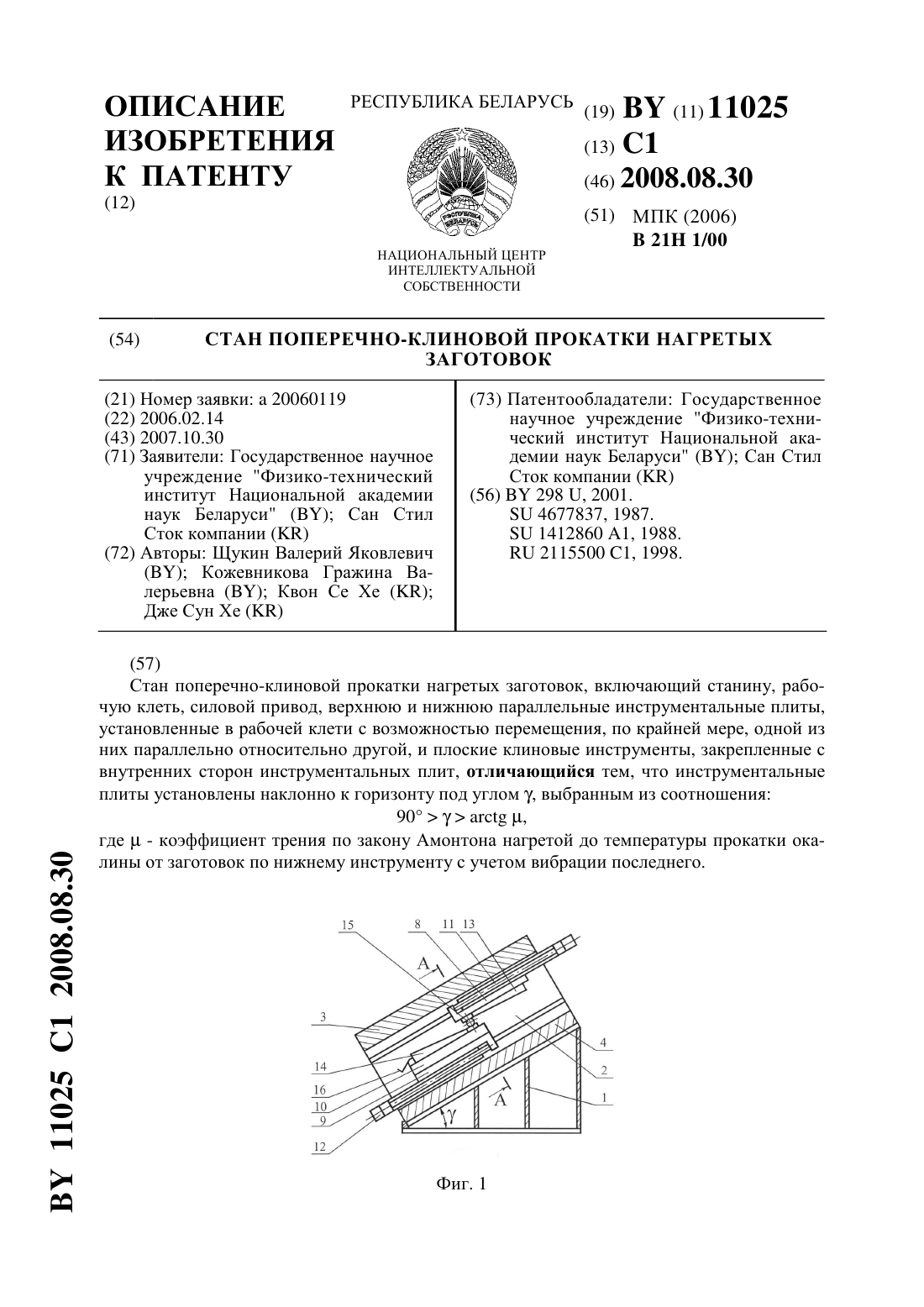
Стан поперечно-клиновой прокатки нагретых заготовок
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич, Квон Се Хе, Дже Сун Хе
МПК: B21H 1/00
Метки: поперечно-клиновой, стан, нагретых, прокатки, заготовок
Текст:
...действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2...
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: нагретых, прокатки, стан, заготовок, поперечно-клиновой
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
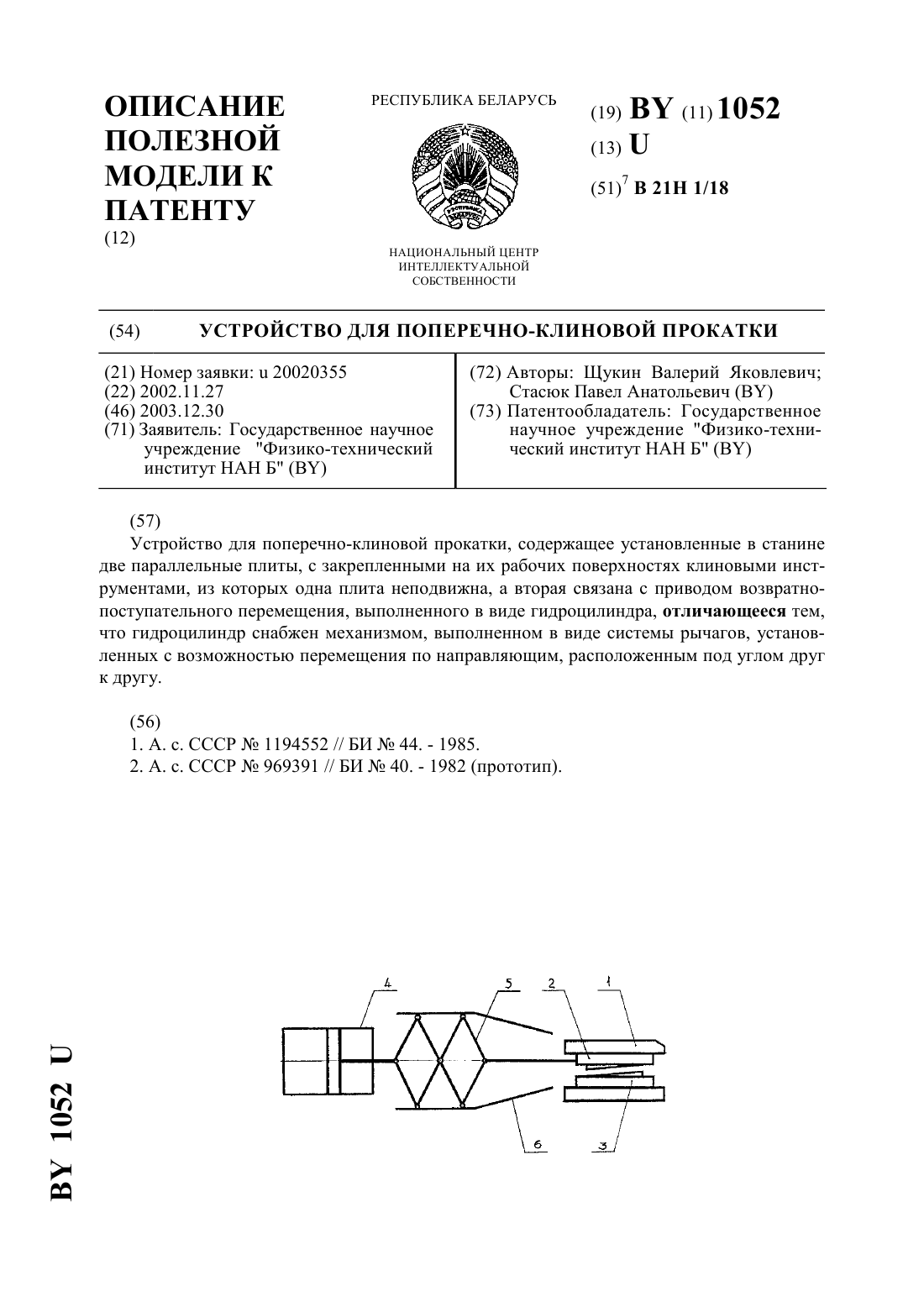
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Стасюк Павел Анатольевич, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: устройство, прокатки, поперечно-клиновой
Текст:
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
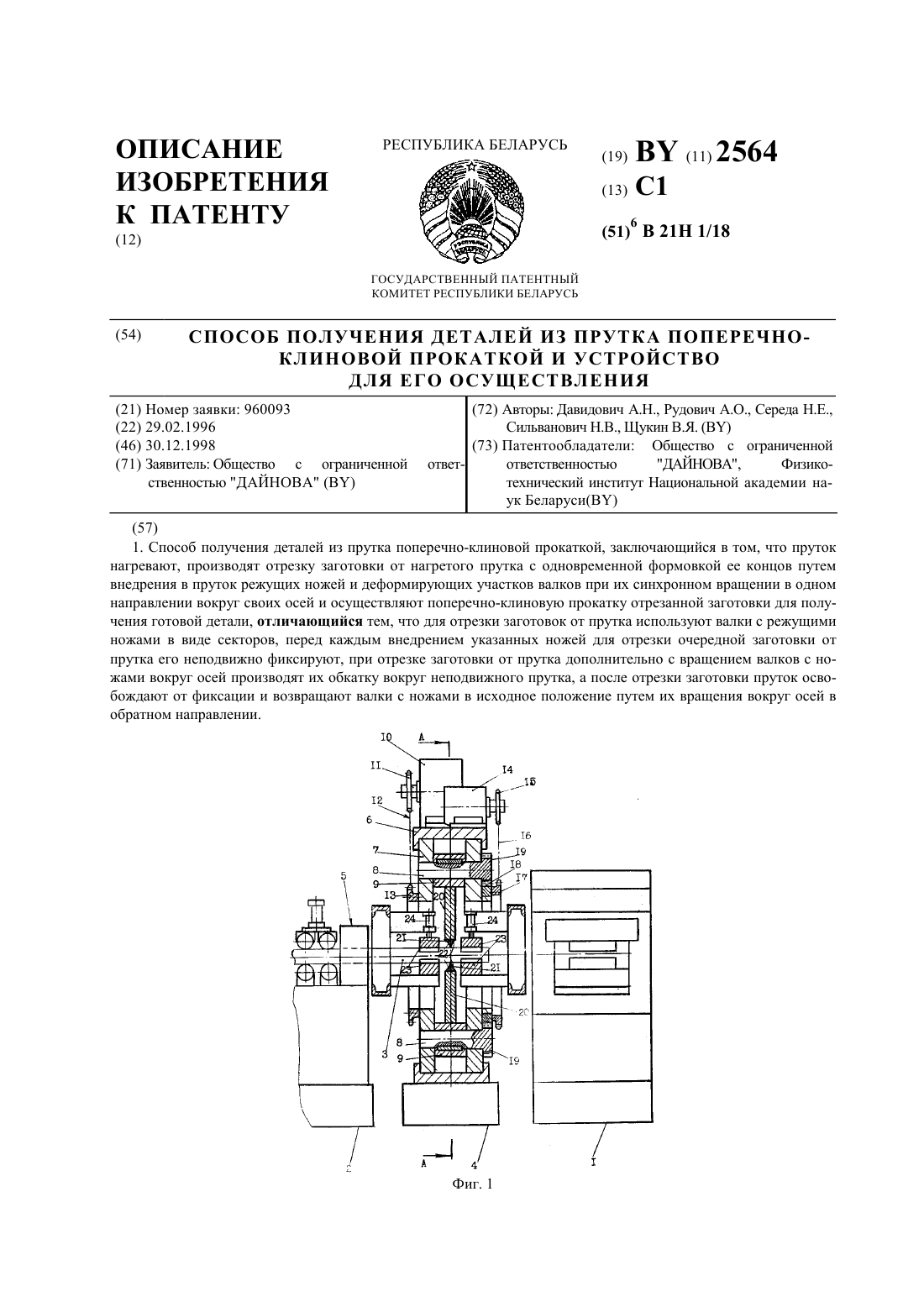
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Сильванович Николай Владимирович, Щукин Валерий Яковлевич, Рудович Александр Олегович, Середа Николай Ефимович, Давидович Александр Николаевич
МПК: B21H 1/18
Метки: прокатки, деталей, устройство, путем, способ, осуществления, прутка, этого, поперечно-клиновой, получения, способа
Текст:
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...