Система калибров валков для двухручьевой прокатки заготовок
Текст
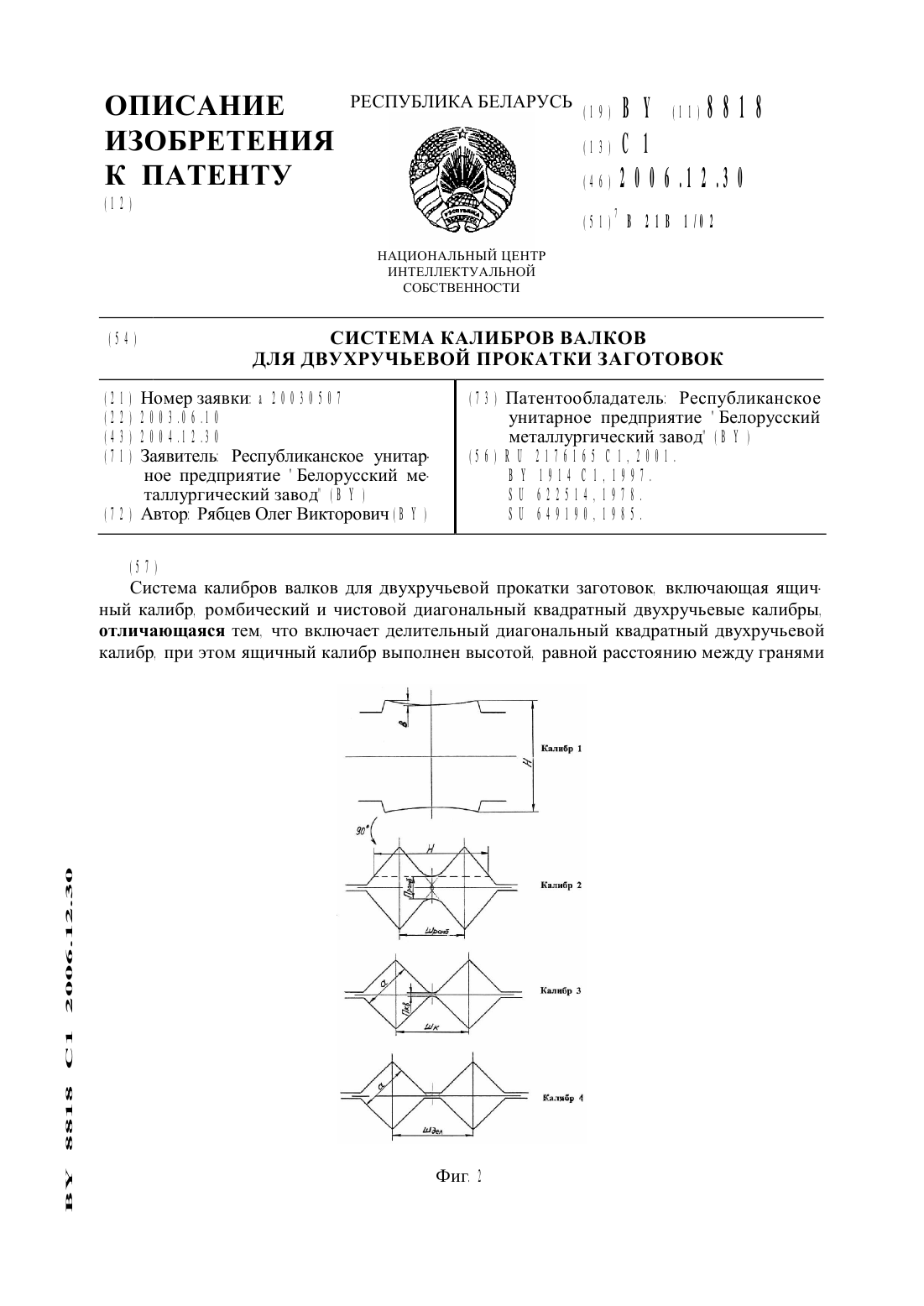
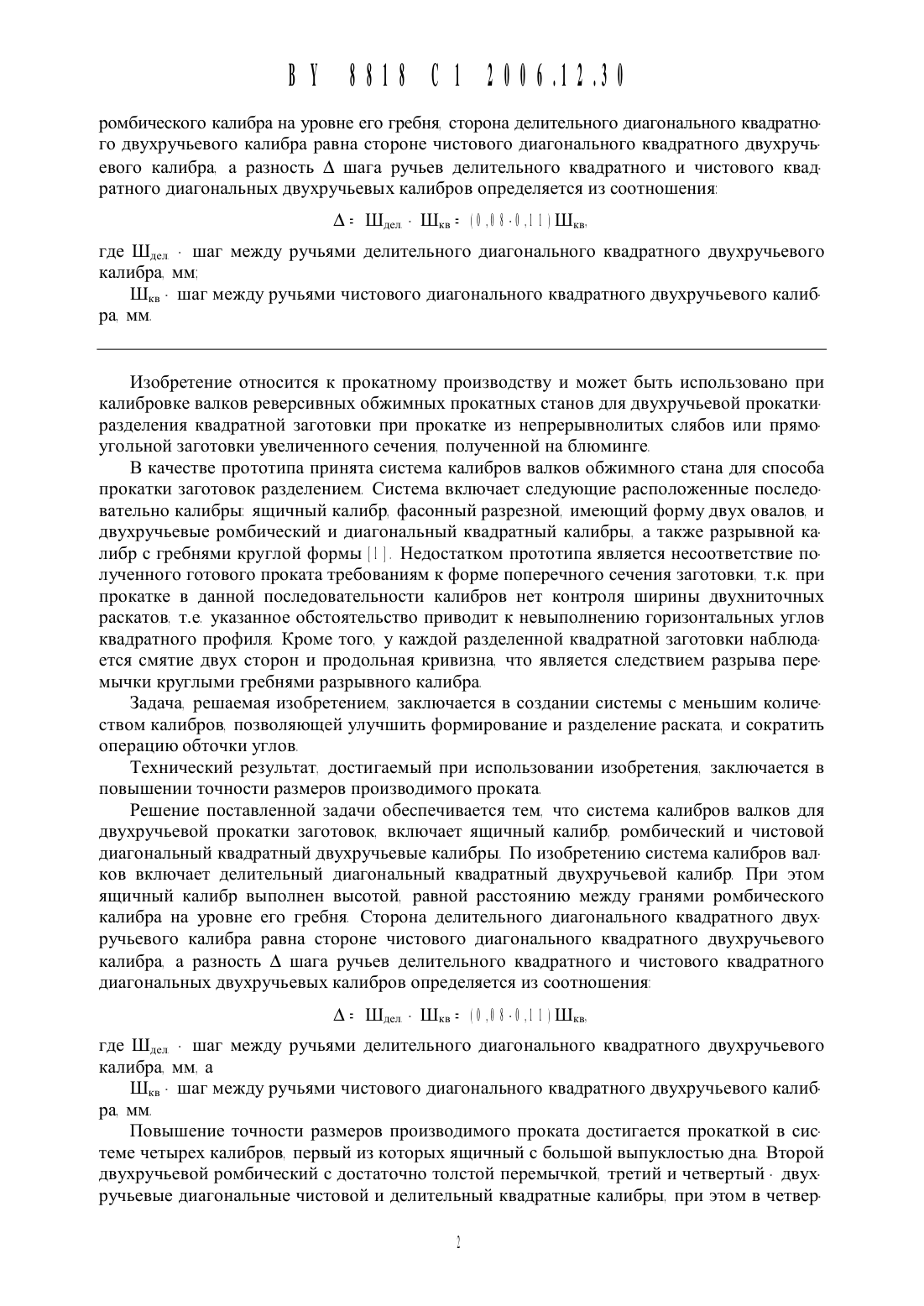
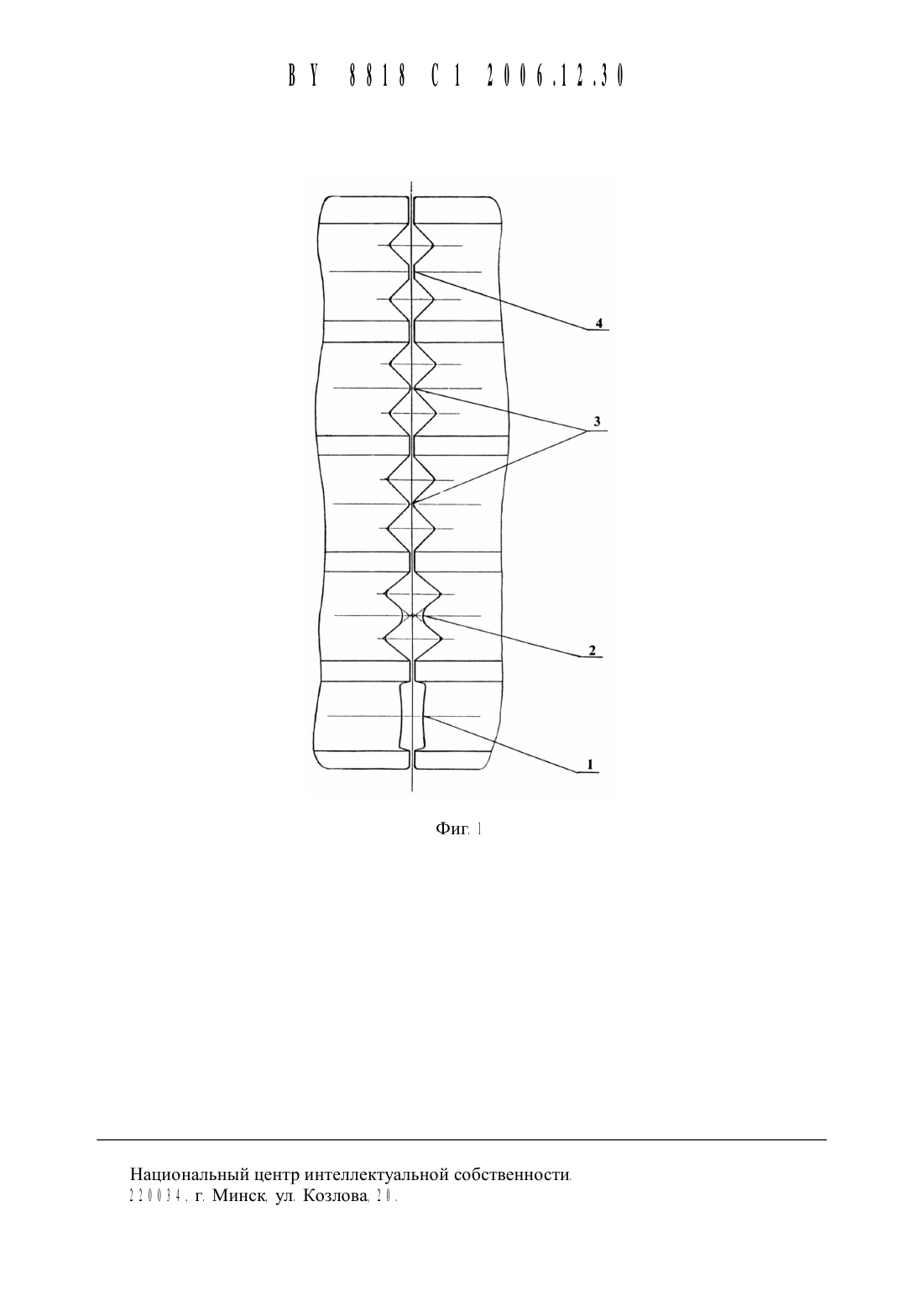
05 0 ) СИСТЕМА КАЛИБРОВ ВАЛКОВ ДЛЯ ДВУХРУЧЬЕВОИ ПРОКАТКИ ЗАГОТОВОК00 0 ) Заявитель Республиканское унитар ное предприятие Белорусский Металлургический завод В 0 )00 2 ) Автор РябЦев Олег Викторович 0 В 0 )00 0 ) Патентообладатель Республиканское унитарное предприятие Белорусский Металлургический завод 00 0 )Система калибров валков для двухручьевой прокатки заготовок. включающая ящичный калибр. ромбический и чистовой диагональный квадратный двухручьевые калибры. отличающаяся тем. что включает делительнь 1 й диагональный квадратный двухручьевой калибр. при этом ящичный калибр выполнен высотой. равной расстоянию Между гранямирОМбИЧССКОГО калибра на УРОВНС ВГО ГрСбНЯ. сторона ДСЛИТВЛЬНОГО диагонального квадратноГО ДВУХРУЧЬСВОГО калибра равна СТОрОНС ЧИСТОВОГО диагонального квадратного ДВуХруЧЬСВОГО калибра. а разность А щага РУЧЬВВ ДВЛИТСЛЬНОГО квадратного И ЧИСТОВОГО квадратного диагональных ДВуХруЧЬСВЫХ калибров ОПРВДСЛЯСТСЯ ИЗ СООТНОШСНИЯСгде Шдел - шаг между ручьями делительного диагонального квадратного двухручьевого калибра ммШкв - щаг между ручьями чистового диагонального квадратного двухручьевого калибра. ммИзобретение относится К прокатному производству и может быть использовано при калибровке валков реверсивнь 1 х обжимных прокатных станов для двухручьевой прокаткиразделения квадратной заготовки при прокатке из непрерывнолитых слябов или прямоугольной заготовки увеличенного сечения. полученной на блюминге.В качестве прототипа принята система калибров валков обжимного стана для способа прокатки заготовок разделением Система включает следующие расположенные последовательно калибры ящичный калибр. фасонный разрезной. имеющий форму двух овалов. и двухручьевые ромбический и диагональный квадратный калибры. а также разрывной калибр с гребнями круглой формы 8 Недостатком прототипа является несоответствие полученного готового проката требованиям к форме поперечного сечения заготовки. т.к при прокатке в данной последовательности калибров нет контроля Ширины двухниточных раскатов. т.е указанное обстоятельство приводит к невыполнению горизонтальных углов квадратного профиля Кроме того. у каждой разделенной квадратной заготовки наблюдается смятие двух сторон и продольная кривизна что является следствием разрыва перемычки круглыми гребнями разрывного калибра.Задача рещаемая изобретением. заключается в создании системы с меньшим количеством калибров. позволяющей улучщить формирование и разделение раската. и сократить операцию обточки угловТехнический результат. достигаемый при использовании изобретения. заключается в повыщении точности размеров производимого прокатаРещение поставленной задачи обеспечивается тем. что система калибров валков для двухручьевой прокатки заготовок. включает ящичный калибр. ромбический и чистовой диагональный квадратный двухручьевые калибры По изобретению система калибров валков включает делительный диагональный квадратный двухручьевой калибр. При этом ящичный калибр выполнен высотой. равной расстоянию между гранями ромбического калибра на уровне его гребня Сторона делительного диагонального квадратного двухручьевого калибра равна стороне чистового диагонального квадратного двухручьевого калибра а разность А щага ручьев делительного квадратного и чистового квадратного диагональных двухручьевых калибров определяется из соотнощениягде Шдел - щаг между ручьями делительного диагонального квадратного двухручьевого калибра. мм. аШкв - щаг между ручьями чистового диагонального квадратного двухручьевого калибра. ммПовыщение точности размеров производимого проката достигается прокаткой в системе четырех калибров. первый из которых ящичный с больщой выпуклостью дна Второй двухручьевой ромбический с достаточно толстой перемычкой. третий и четвертый - двухручьевые диагональные чистовой и делительный квадратные калибры. при этом в четвер 8888 8818 С 1 28881288том калибре происходит разделение сдвоенного квадратного раската за счет увеличенного шага между смежными ручьями.Отличие заявленной системы от прототипа состоит в том. что в ней отсутствует разрезной фасонный калибр. а разрывным калибром является делительнь 1 й двухручьевой диагональный квадратный калибрПрокатка при данной системе калибров осуществляется следующим образомИсходную заготовку прямоугольного сечения нагревают в нагревательной печи обжимного стана и прокатывают за один проход в ящичном калибре с малой глубиной вреза ручьев и большой выпуклостью дна в фиг. 2 8 калибр 8 8 Этот проход предусмотрен ввиду того. что качественное выполнение формы поперечного сечения двухниточных раскатов и. следовательно. оптимальное заполнение двухручьевых калибров по ширине и высоте определяется параметрами исходной заготовки. Полученный в ящичном калибре раскат кантуют на 8 88 8 и производят несколько проходов в калибре с двумя ромбическими ручьями фиг 2 8 калибр 28. спроектированном с защемлением слитка боковыми стенками и гребнями калибра Высота Н фиг 2 8 калибр 8 8 определяет толщину перемычки Промб и шаг Шромб фиг. 2 8 калибр 2 8 . а выпуклость в - ширину металла в ромбическом калибреВыполненный сдвоенный ромбический раскат прокатывают последовательно в последних двух калибрах без кантовок.При задаче раската в калибр с квадратными ручьями фиг. 2 8 калибр 8 8 имеет место одновременный захват гранями и гребнями калибра с формированием двух квадратов. соединенных перемычкой малой толщины. Продольное разделение осуществляется в четвертом калибре фиг 2 8 калибр 8 8 той же квадратной формы и стороной а фиг 2(калибры 8 и 8 8 путем растяжения перемычки без изменения формы поперечного сечения заготовок. Необходимая длина растяжения обеспечивается шагом между ручьями делительного квадратного калибра Шдед фиг. 2 8 калибр 8 8. который больше. чем у чистового квадратного калибра на величину ШКв 88 .8 8 88 .8 8 18Квадратная форма четвертого калибра ограничивает свободное перемещение разделенных заготовок в поперечном направлении. т.е. устраняет их продольный изгибСпособ разделения заключается в создании в зоне перемычки между сформированным раскатом растягивающих напряжений со стороны боковых поверхностей гребней делительного квадратного калибра. изменение зазора которого позволяет контролировать процесс продольного разделения Эта особенность позволяет вести процесс даже при существенном износе его гребнейТаким образом. применение предлагаемой системы сокращает число калибров. значит дает возможность разместить на бочке валков дополнительный чистовой калибр фиг 8 88 8. улучшает качество проката снижает расход валков и затраты на обточку углов готовых квадратных заготовокНациональный Центр интеллектуальной собственности,2 2 0 0 3 4 , г, Минск, ул, Козлова, 2 0
МПК / Метки
МПК: B21B 1/02
Метки: калибров, валков, заготовок, двухручьевой, прокатки, система
Код ссылки
<a href="https://by.patents.su/4-8818-sistema-kalibrov-valkov-dlya-dvuhruchevojj-prokatki-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Система калибров валков для двухручьевой прокатки заготовок</a>
Система калибров валков обжимного прокатного стана
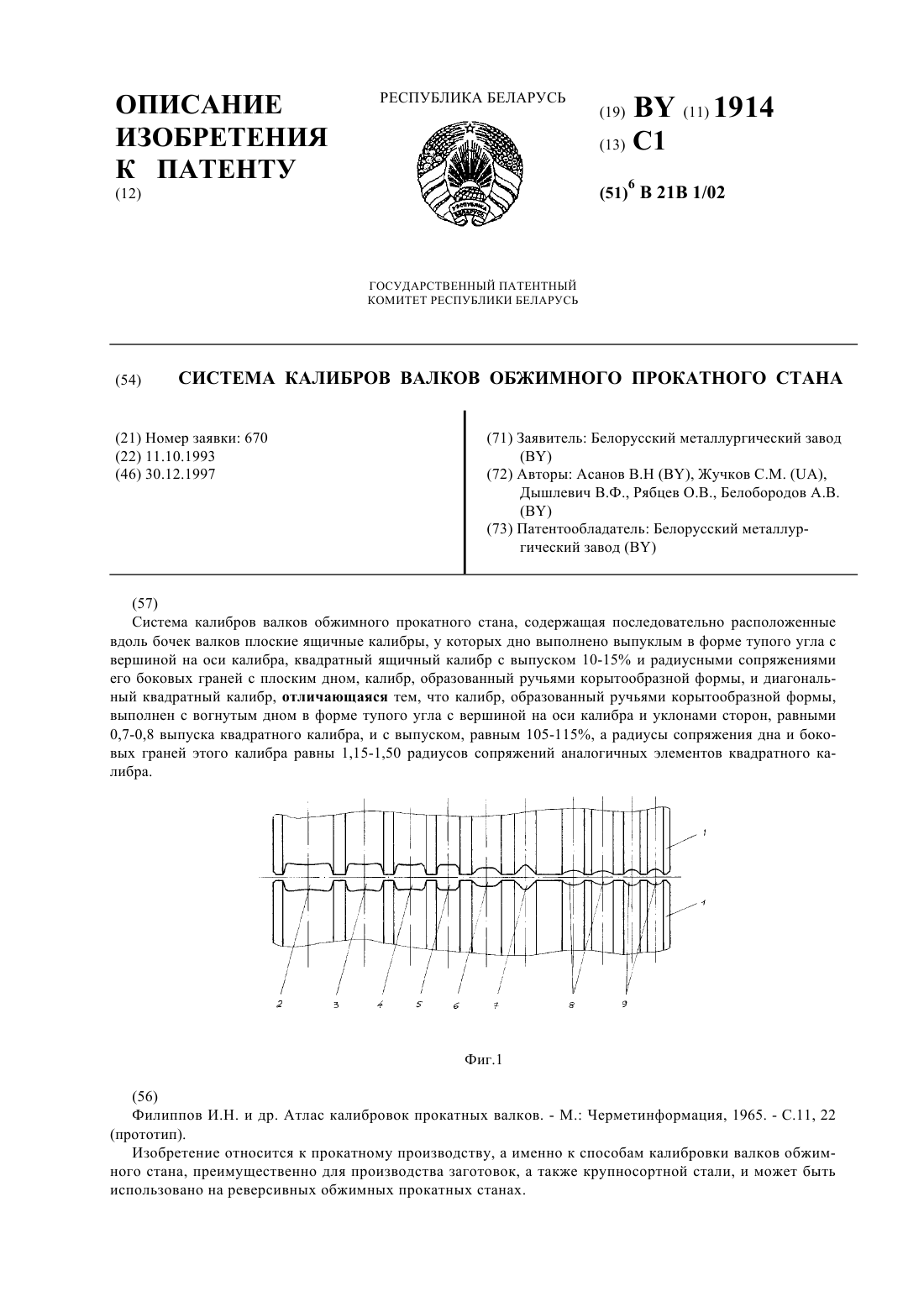
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Дышлевич Виктор Федорович, Белобородов Александр Витальевич, Жучков Сергей Михайлович, Рябцев Олег Викторович, Асанов Валерий Николаевич
МПК: B21B 1/02
Метки: калибров, система, валков, прокатного, стана, обжимного
Текст:
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...
Система калибров валков прокатного стана
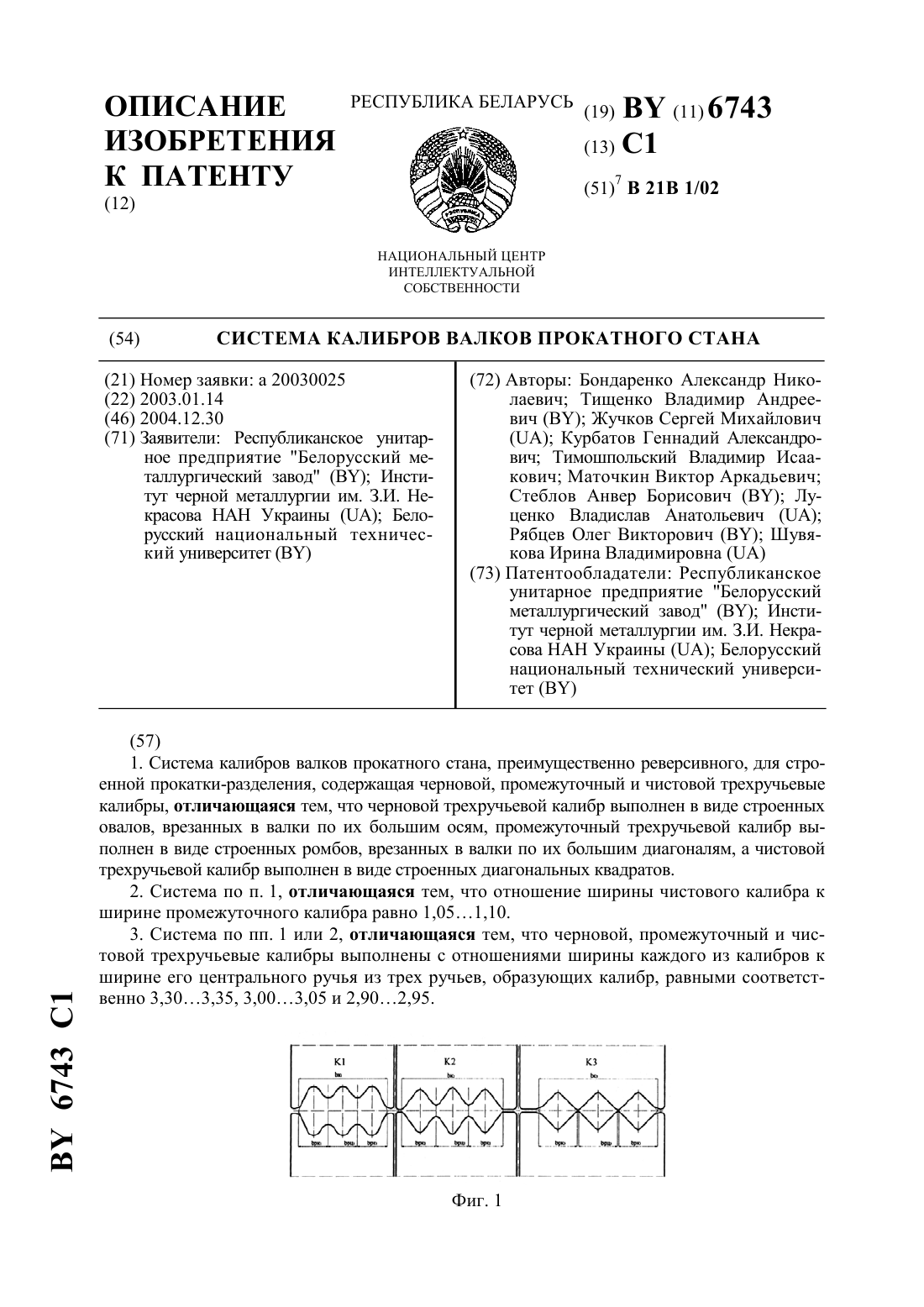
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Маточкин Виктор Аркадьевич, Шувякова Ирина Владимировна, Курбатов Геннадий Александрович, Рябцев Олег Викторович
МПК: B21B 1/02
Метки: система, калибров, стана, валков, прокатного
Текст:
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Жучков Сергей Михайлович, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Горбанев Аркадий Алексеевич, Дышлевич Виктор Федорович
МПК: B21B 1/02
Метки: валков, непрерывного, стана, система, сортового, калибровки, прокатного
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Способ калибровки валков реверсивного прокатного стана
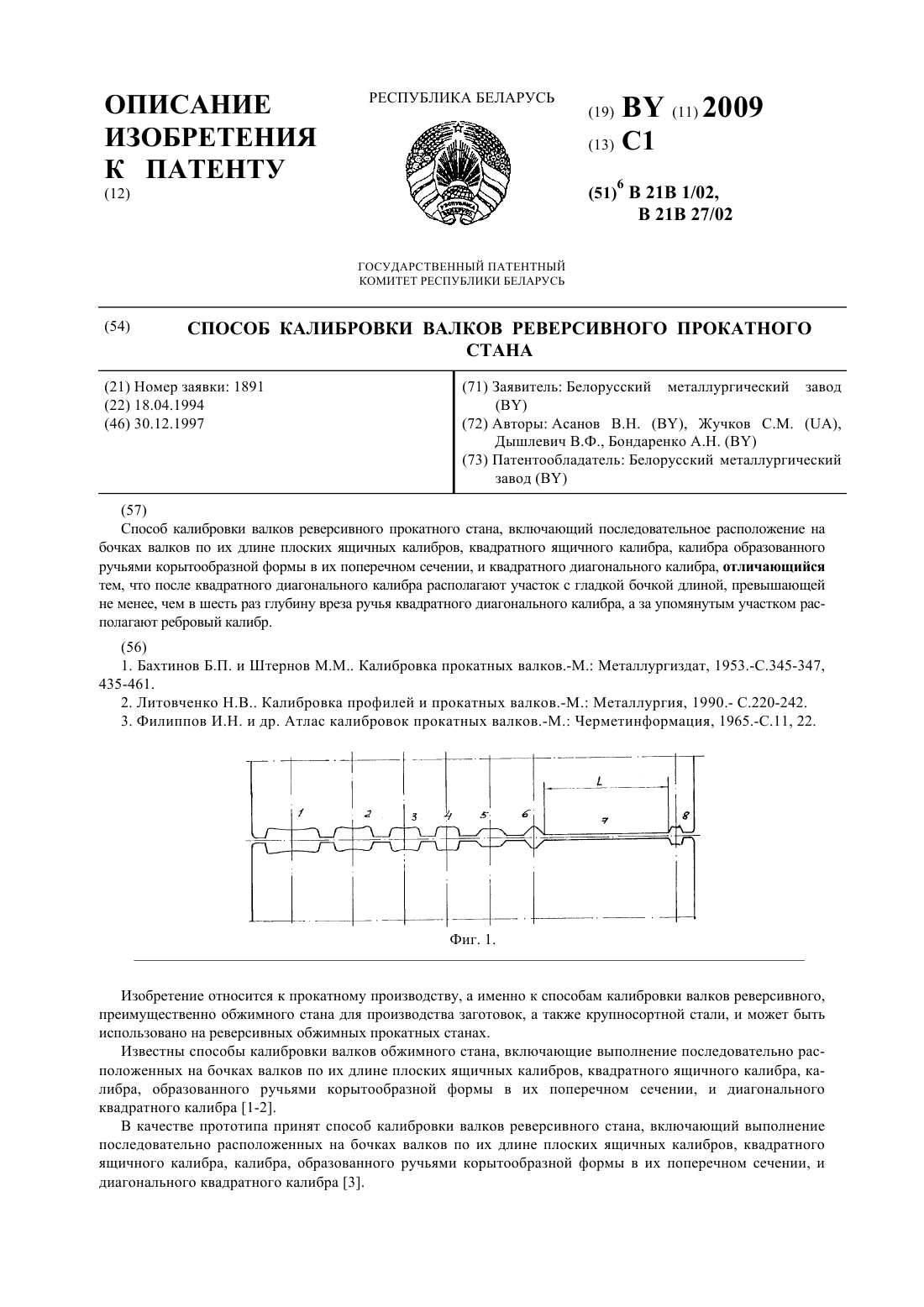
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
МПК: B21B 27/02, B21B 1/02
Метки: способ, прокатного, стана, калибровки, реверсивного, валков
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Способ прокатки заготовок разделением
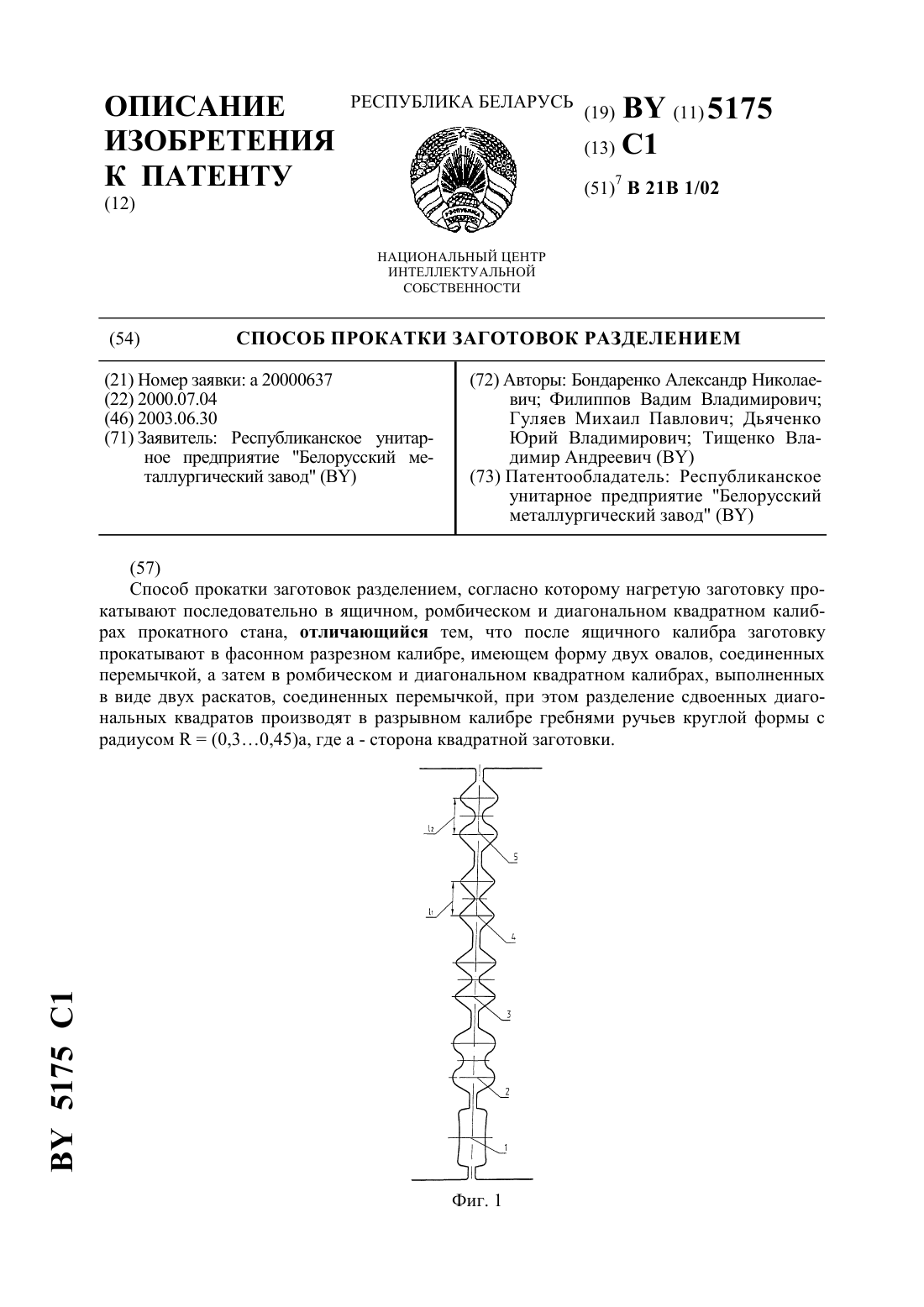
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Дьяченко Юрий Владимирович, Тищенко Владимир Андреевич, Гуляев Михаил Павлович, Бондаренко Александр Николаевич, Филиппов Вадим Владимирович
МПК: B21B 1/02
Метки: способ, разделением, заготовок, прокатки
Текст:
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Предыдущий патент: Способ повышения мясных качеств свиней путем скрещивания
Следующий патент: Способ обвивки одноразового стропа и устройство для его осуществления
Случайный патент: Коробка передач мобильной машины