Пишикин Вадим Серафимович
Способ непрерывной разливки стали на машине непрерывного литья заготовок
Номер патента: 13812
Опубликовано: 30.12.2010
Авторы: Кабишов Сергей Михайлович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Мандель Николай Львович, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич
МПК: B22D 11/11
Метки: способ, непрерывного, стали, машине, литья, заготовок, разливки, непрерывной
Текст:
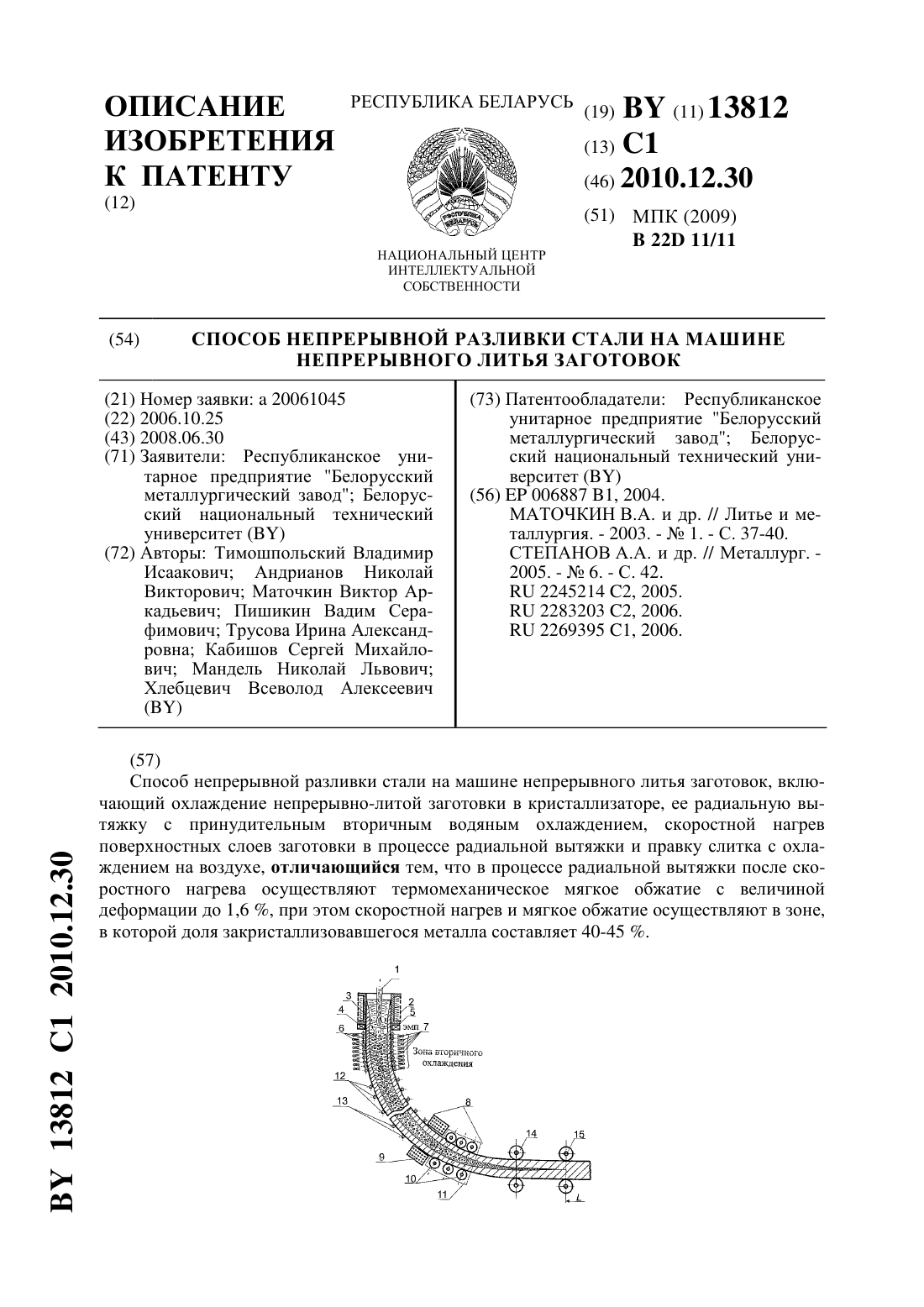
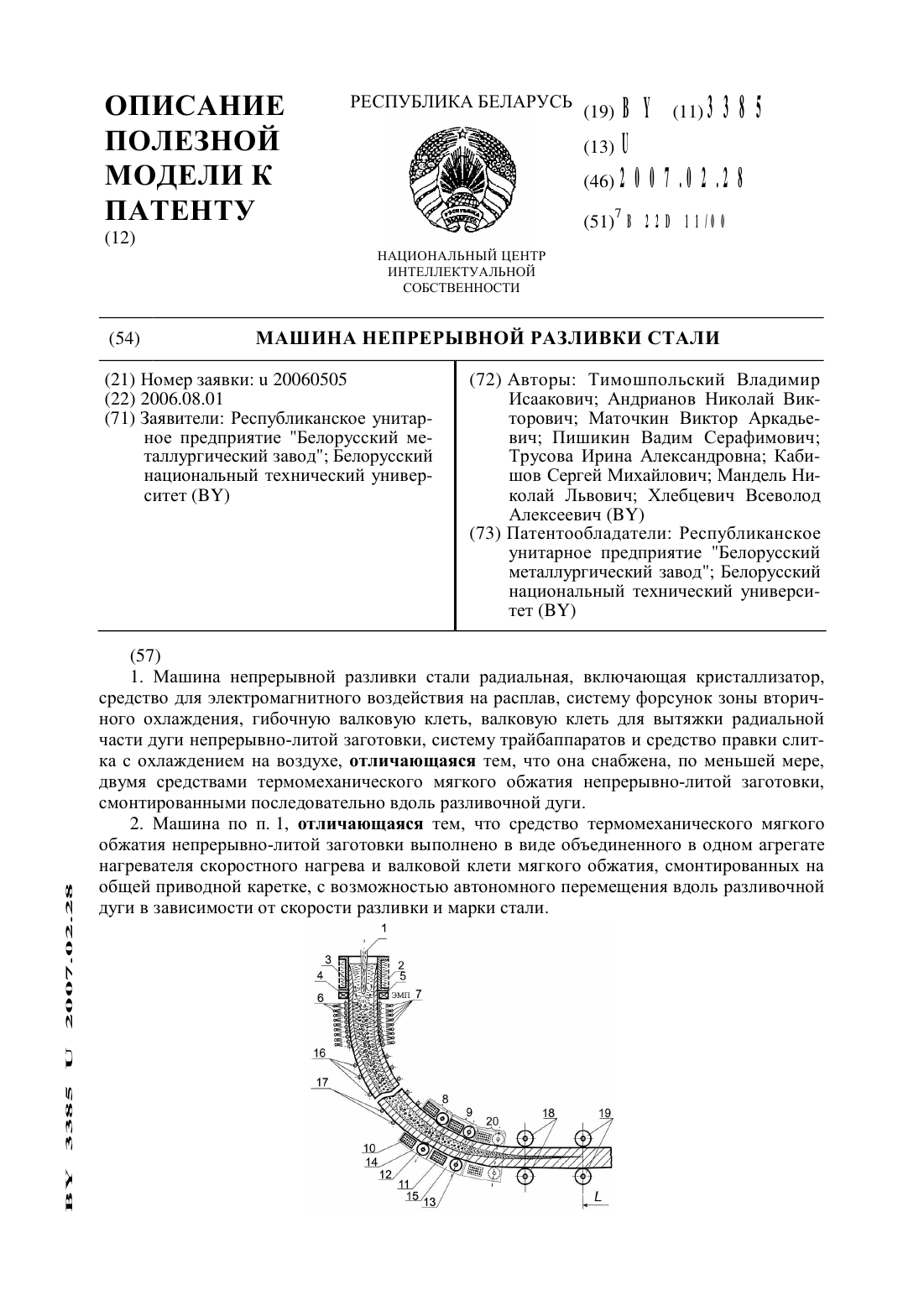
...водяным охлаждением в зоне вторичного охлаждения-ЗВО плоскофакельными форсунками 7. Машина снабжена средством 8 термомеханического мягкого обжатия непрерывнолитой заготовки 4. Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с...
Дуговая сталеплавильная печь
Номер патента: 11787
Опубликовано: 30.04.2009
Авторы: Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Кабишов Сергей Михайлович, Пишикин Вадим Серафимович, Ковалев Александр Викторович, Грибок Дмитрий Константинович, Тимошпольский Владимир Исаакович
МПК: H05B 7/00
Метки: сталеплавильная, печь, дуговая
Текст:
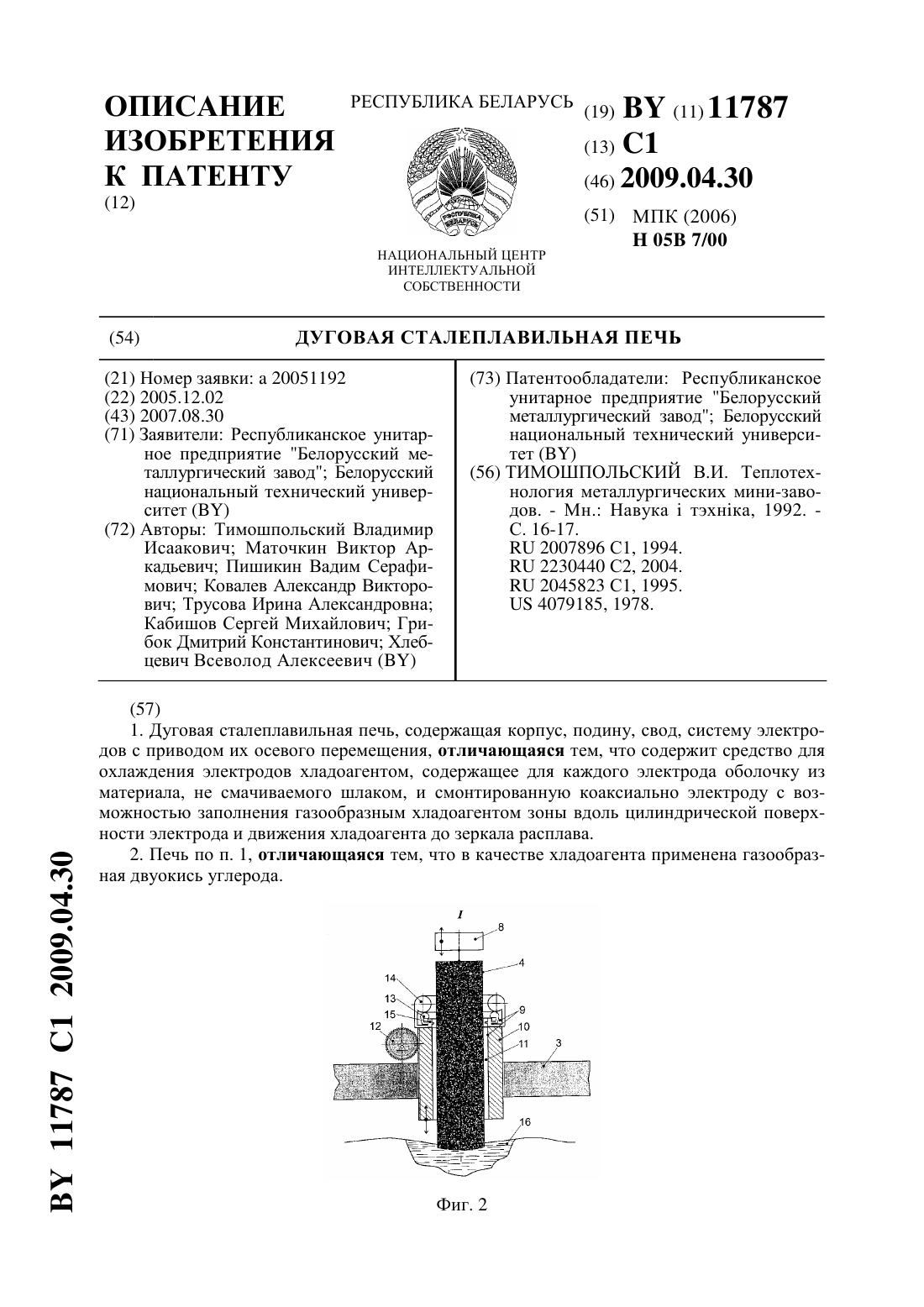
...приводом 8 осевого перемещения электродов 4 для синхронизации работы режимов электрод-оболочка. В качестве хладоагента 11 может быть применена газообразная двуокись углерода,при этом в газообразную двуокись углерода может быть введен тонкодисперсный угольный порошок или материал из класса материалов электрода 4. Процесс работы ДСП осуществляют посредством привода 8 путем введения в рабочее пространство ДСП системы электродов 4. После...
Способ прокатки крупносортных профилей, преимущественно круглого сечения, на обжимном реверсивном стане
Номер патента: 11535
Опубликовано: 28.02.2009
Авторы: Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич, Муриков Максим Анатольевич, Луценко Владислав Анатольевич, Кириленко Олег Михайлович, Андрианов Николай Викторович, Анелькин Николай Иванович, Бобков Петр Александрович, Жучков Сергей Михайлович
МПК: B21B 1/00
Метки: преимущественно, профилей, стане, реверсивном, обжимном, сечения, крупносортных, круглого, способ, прокатки
Текст:
...проходе величина обжатия металла при прокатке в этом же калибре может быть уже 12,214,1 , а в третьем и четвертом проходах обжатие можно увеличить до 16,1-18,6 и 21,0-24,2 соответственно. В то же время в последующих проходах в процессе деформирования металла в ящичных промежуточных калибрах величина относительного обжатия в соответствии с полученной зависимостью должна в первых двух проходах увеличиваться (соответственно 19 и 22 ), а...
Способ выплавки стали в дуговой сталеплавильной печи
Номер патента: 11207
Опубликовано: 30.10.2008
Авторы: Пишикин Вадим Серафимович, Мандель Николай Львович, Дьяченко Вячеслав Иванович, Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Кабишов Сергей Михайлович, Хлебцевич Всеволод Алексеевич, Ковалев Александр Викторович
Метки: печи, дуговой, выплавки, способ, стали, сталеплавильной
Текст:
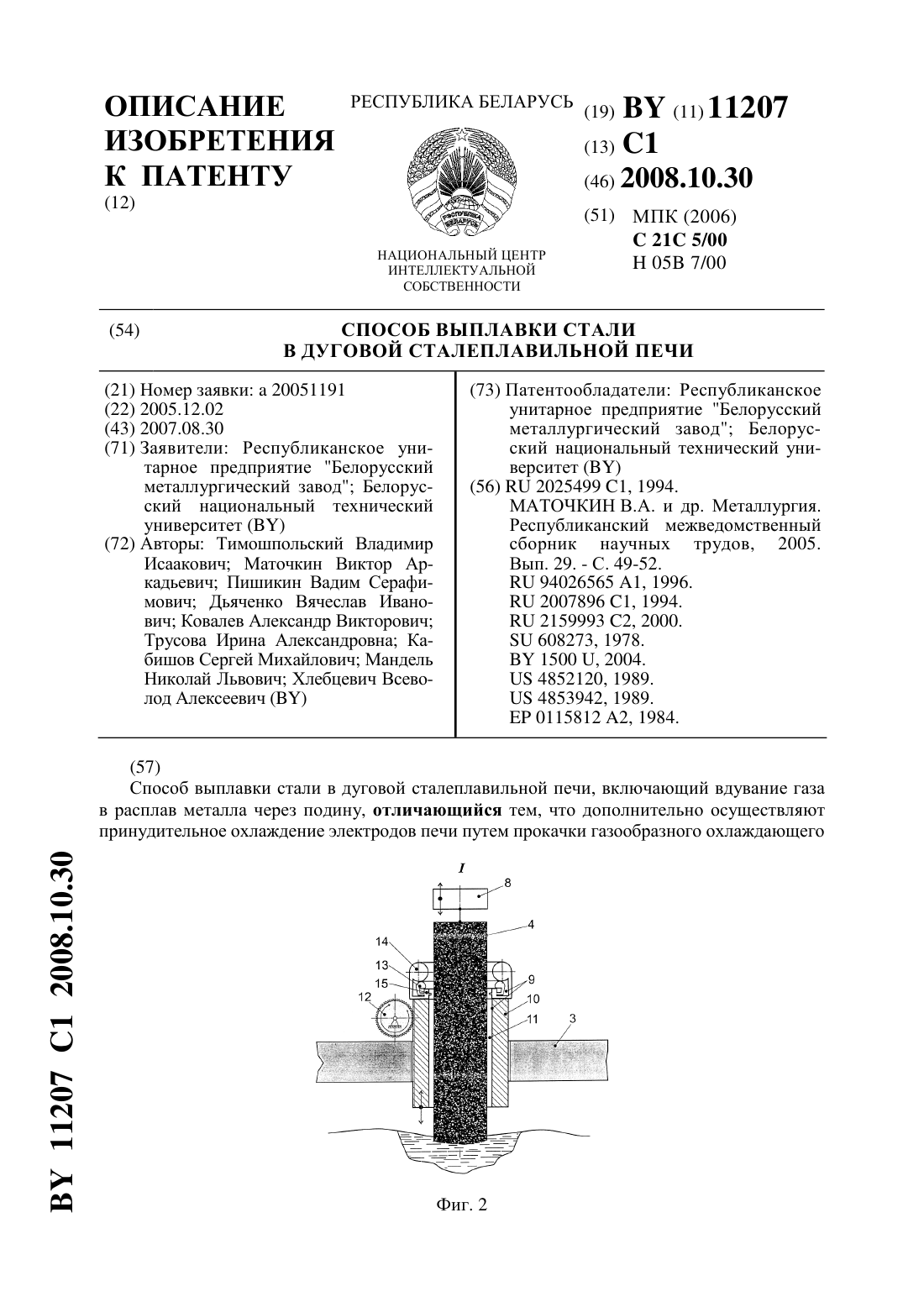
...с оболочкой 10 парные торообразные камеры 13, 14 подают хладоагент 11. Торообразные камеры 13 могут быть использованы автономно порознь для заполнения хладоагентом 11 оболочки 10, или торообразные камеры 13, 14 в совокупности со смесителем 15 используют для введения в газообразную двуокись углерода, например, тонкодисперсного угольного порошка для последующего заполнения полученным хладоагентом 11 оболочки 10. Процесс работы ДСП осуществляют...
Способ производства стали
Номер патента: 11227
Опубликовано: 30.10.2008
Авторы: Кисиленко Владимир Васильевич, Пишикин Вадим Серафимович, Пивцаев Виталий Васильевич, Оленченко Александр Васильевич, Терлецкий Сергей Валерьевич, Онищук Виталий Прохорович, Гуненков Валентин Юрьевич
МПК: C21C 7/00
Метки: производства, способ, стали
Текст:
...снижением загрязненности стали неметаллическими включениями, улучшением разливаемости и качества металла, снижением угара легирующих элементов и их расхода, снижением брака и в целом затрат на производство стали - существует причинно-следственная связь, которая объясняется следующим образом. Известно, что и кремний, и углерод являются раскисляющими элементами и снижают окисленность металла. Но, как было установлено проведенными...
Способ внепечной обработки стали углеродом
Номер патента: 10969
Опубликовано: 30.08.2008
Авторы: Дюдкин Дмитрий Александрович, Гуненков Валентин Юрьевич, Терлецкий Сергей Валерьевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Тищенко Владимир Андреевич, Кисиленко Владимир Васильевич, Онищук Виталий Прохорович, Бать Сергей Юрьевич, Оленченко Александр Васильевич
Метки: внепечной, стали, углеродом, способ, обработки
Текст:
...углерода, стабильном получении заданного содержания углерода в узких пределах (0,02 и ниже), улучшении качества и уменьшении брака металла - существует причинно-следственная связь, которая объясняется следующим образом. Присадка 5585 углерода от общего количества на обработку во время выпуска жидкого металла до наполнения ковша позволяет снизить и стабилизировать окисленность без применения раскислителей, которые приводят к образованию...
Способ внепечной обработки металлургического расплава стали
Номер патента: 10389
Опубликовано: 28.02.2008
Авторы: Бать Сергей Юрьевич, Андрианов Николай Викторович, Кисиленко Владимир Васильевич, Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Терлецкий Сергей Валерьевич
МПК: C21C 7/04
Метки: расплава, стали, металлургического, обработки, внепечной, способ
Текст:
...признаками и техническим результатом - повышением степени использования кальция, полной глобуляризацией неметаллических включений и снижением расхода проволоки - существует причинно-следственная связь, которая объясняется следующим образом. По мере вхождения проволоки с указанным составом наполнителя в жидкий металл, внутри проволоки образуется прочное однородное железокальцийкремниевое соединение с относительно высокой...
Устройство для получения литой заготовки квадратного сечения
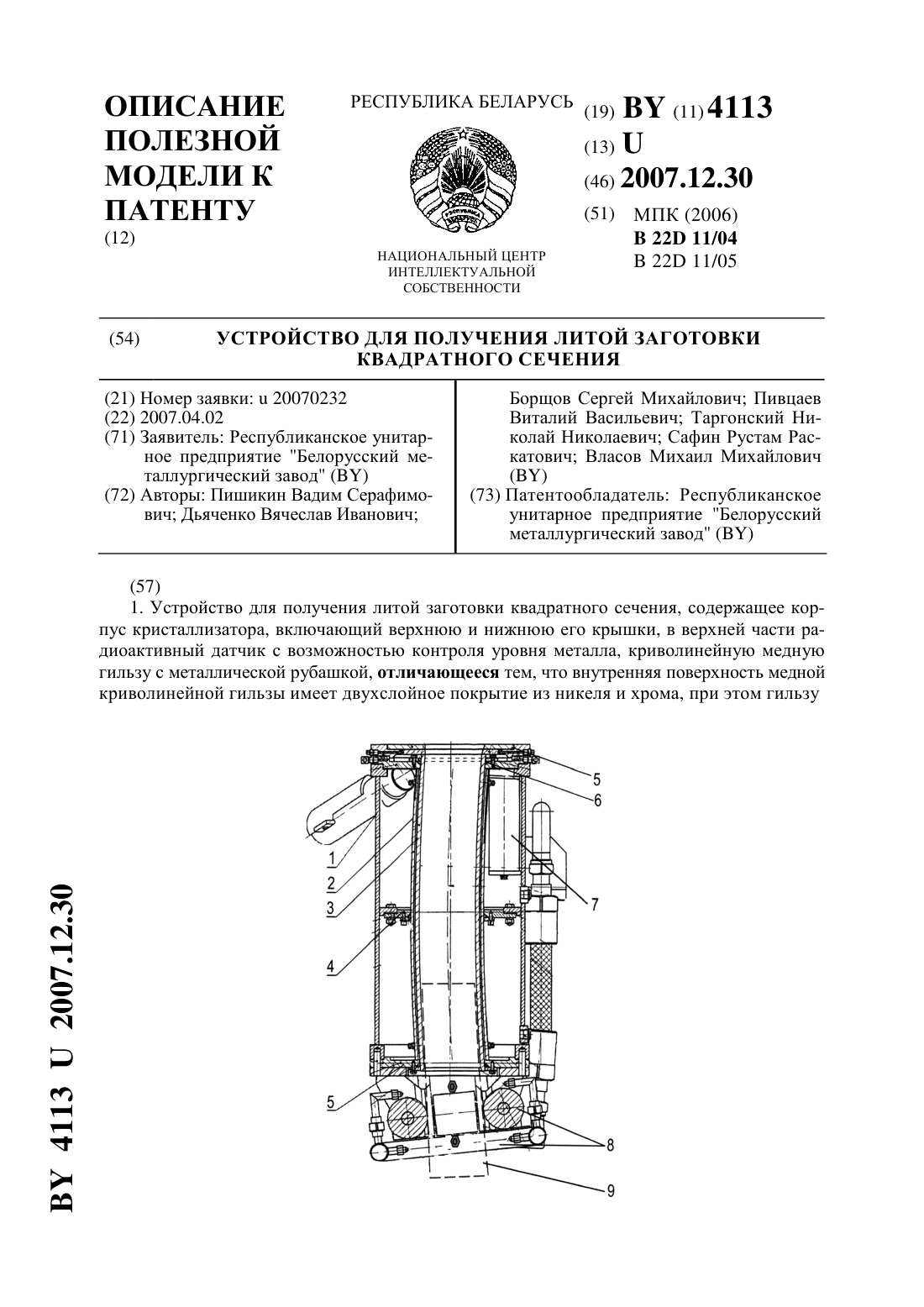
Номер патента: U 4113
Опубликовано: 30.12.2007
Авторы: Пишикин Вадим Серафимович, Борщов Сергей Михайлович, Власов Михаил Михайлович, Сафин Рустам Раскатович, Дьяченко Вячеслав Иванович, Пивцаев Виталий Васильевич, Таргонский Николай Николаевич
МПК: B22D 11/05, B22D 11/04
Метки: квадратного, получения, устройство, литой, сечения, заготовки
Текст:
...охлаждения медной гильзы кристаллизатора и подачи воды на форсунки независимы и имеют разные подводы. Отличие заявленного устройства от прототипа в том, что охлаждение гильзы кристаллизатора осуществляется равномерно через регулируемые каналы между рубашкой и гильзой кристаллизатора с максимальным расходом оборотной очищенной воды не менее 1600 л/мин, где увеличение расхода воды поддерживается автоматически от установленной дельта...
Способ производства стали с нормируемым содержанием серы
Номер патента: 9896
Опубликовано: 30.10.2007
Авторы: Дюдкин Дмитрий Александрович, Пишикин Вадим Серафимович, Бать Сергей Юрьевич, Андрианов Николай Викторович, Онищук Виталий Прохорович, Кисиленко Владимир Васильевич, Гуненков Валентин Юрьевич, Тищенко Владимир Андреевич, Оленченко Александр Васильевич, Пивцаев Виталий Васильевич
МПК: C21C 7/04, C21C 7/064
Метки: способ, серы, производства, содержанием, стали, нормируемым
Текст:
...в два этапа. Двойной ввод кальцийсодержащих материалов обеспечивает на первом этапе первичное модифицирование неметаллических включений и дополнительное снижение серы. После первого этапа ввода кальция проводится вакуумирование жидкого металла, что обеспечивает всплывание основой массы глобуляризированных неметаллических включений. После первичного модифицирования и удаления основной массы неметаллических включений вводится вторая порция...
Способ внепечной обработки стали
Номер патента: 9387
Опубликовано: 30.06.2007
Авторы: Оленченко Александр Васильевич, Пишикин Вадим Серафимович, Гуненков Валентин Юрьевич, Кисиленко Владимир Васильевич, Пивцаев Виталий Васильевич, Маточкин Виктор Аркадьевич, Онищук Виталий Прохорович
МПК: C21C 7/06
Метки: обработки, внепечной, стали, способ
Текст:
...включений. При этом основность рафинировочного шлака должна составлять величину 0,81,2 от основности покровного шлака. В этом случае рафинировочный и покровный шлаки будут иметь приблизительно одинаковую величину поверхностного натяжения и всплывающие частички рафинировочного шлака вместе с неметаллическими включениями будут легко и полностью ассимилироваться покровным шлаком. В случае, если величина основности рафинировочного шлака не...
Способ внепечного микролегирования стали бором
Номер патента: 9023
Опубликовано: 30.04.2007
Авторы: Гуненков Валентин Юрьевич, Онищук Виталий Прохорович, Терлецкий Сергей Валерьевич, Кисиленко Владимир Васильевич, Пивцаев Виталий Васильевич, Пишикин Вадим Серафимович
МПК: C21C 7/00
Метки: способ, стали, микролегирования, бором, внепечного
Текст:
...выражения, то бор не будет оказывать влияние на пластичность и деформируемость и, соответственно, качество металла, служебные и эксплуатационные характеристики проката не повысятся. По мере вхождения порошковой проволоки в жидкий металл стальная оболочка расплавляется и борсодержащий наполнитель высвобождается в расплав, при этом, для того, чтобы обеспечивалось равномерное распределение бора по всему объему металла, массовая...
Машина непрерывного литья заготовок
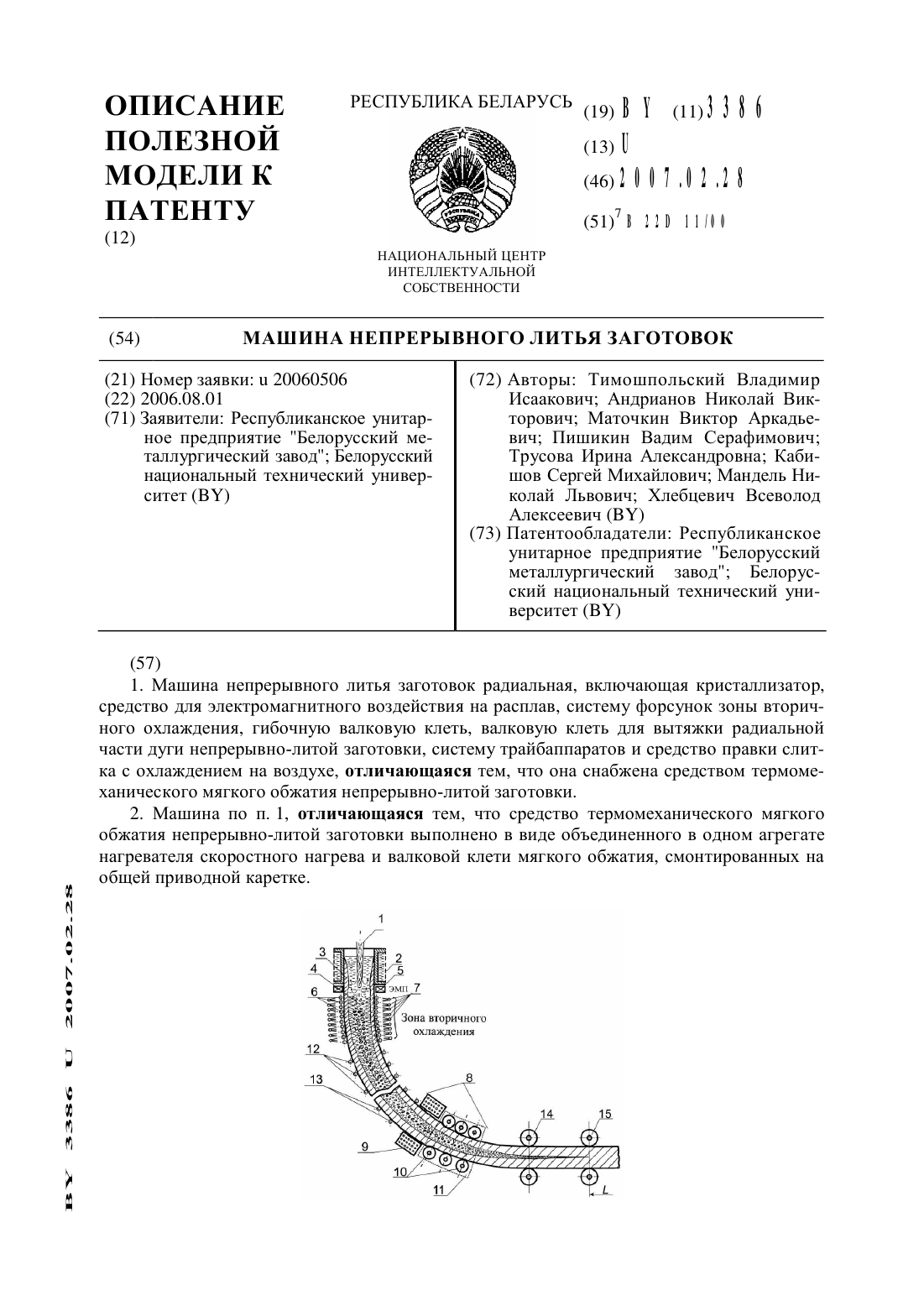
Номер патента: U 3386
Опубликовано: 28.02.2007
Авторы: Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Кабишов Сергей Михайлович, Мандель Николай Львович, Тимошпольский Владимир Исаакович, Пишикин Вадим Серафимович
МПК: B22D 11/00
Метки: литья, заготовок, непрерывного, машина
Текст:
...снабжена средством 8 термомеханического мягкого обжатия непрерь 1 внолитой заготовки 4.Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с возможностью перемещения вдоль разливочной дуги в зависимости от скорости разливки и марки стали.Для...
Машина непрерывной разливки стали
Номер патента: U 3385
Опубликовано: 28.02.2007
Авторы: Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Кабишов Сергей Михайлович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Пишикин Вадим Серафимович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич
МПК: B22D 11/00
Метки: машина, стали, непрерывной, разливки
Текст:
...включает сталеразливочный ковш (на чертеже условно не показан), кристаллизатор 2 с механизмом движения, в котором в отливке формируют твердую корочку оболочки 3 путем первичного охлаждения из расплава непрерывно-литой заготовки 4, средство 5 для электромагнитного воздействия (ЭМП) на металлический расплав, систему тянущих роликов 6 с принудительным водяным охлаждением в зоне вторичного охлаждения (ЗВО) плоскофакельнь 1 ми форсунками 7.Машина...
Высокоскоростная многоблочная линия по производству проката и катанки

Номер патента: U 3382
Опубликовано: 28.02.2007
Авторы: Маточкин Виктор Аркадьевич, Бобков Петр Александрович, Муриков Максим Анатольевич, Андрианов Николай Викторович, Кириленко Олег Михайлович, Анелькин Николай Иванович, Пишикин Вадим Серафимович
МПК: B21B 1/00
Метки: высокоскоростная, катанки, многоблочная, линия, производству, проката
Текст:
...двухклетьевой предчистовой блок с диаметрами прокатных шайб от 205 до 230 мм для обеспечения деформации подката и увеличения скорости. А между второй и третьей секциями водяного охлаждения установлен высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей с диаметрами прокатных шайб от 140 до 230 мм и максимальной скоростью прокатки 120 метров в секунду.Полезная модель поясняется чертежом, где на фигуре показан...
Способ внепечного науглероживания стали
Номер патента: 8695
Опубликовано: 30.12.2006
Авторы: Пишикин Вадим Серафимович, Пивцаев Виталий Васильевич, Гуненков Валентин Юрьевич, Терлецкий Сергей Валерьевич, Онищук Виталий Прохорович, Кисиленко Владимир Васильевич
МПК: C21C 7/00
Метки: стали, способ, науглероживания, внепечного
Текст:
...обеспечивалось равномерное распределение углерода по всему объему металла. массовая скорость его поступления в расплав должна состав лять О .5 з .) г/т-с При массовой скорости поступления углерода превышающей 5 .5 г/т-с. могут образовываться локальные участки металла. перенасыщенные углеродом. в результате чего углерод не будет успевать растворяться и во время ввода проволоки восходящими потоками металла будет выноситься на поверхность...
Электродуговая сталеплавильная печь
Номер патента: U 2859
Опубликовано: 30.06.2006
Авторы: Тимошпольский Владимир Исаакович, Мандель Николай Львович, Пишикин Вадим Серафимович, Трусова Ирина Александровна, Дьяченко Вячеслав Иванович, Кабишов Сергей Михайлович, Хлебцевич Всеволод Алексеевич, Савань Павел Николаевич, Маточкин Виктор Аркадьевич
МПК: B22D 19/00, C21C 5/52
Метки: электродуговая, печь, сталеплавильная
Текст:
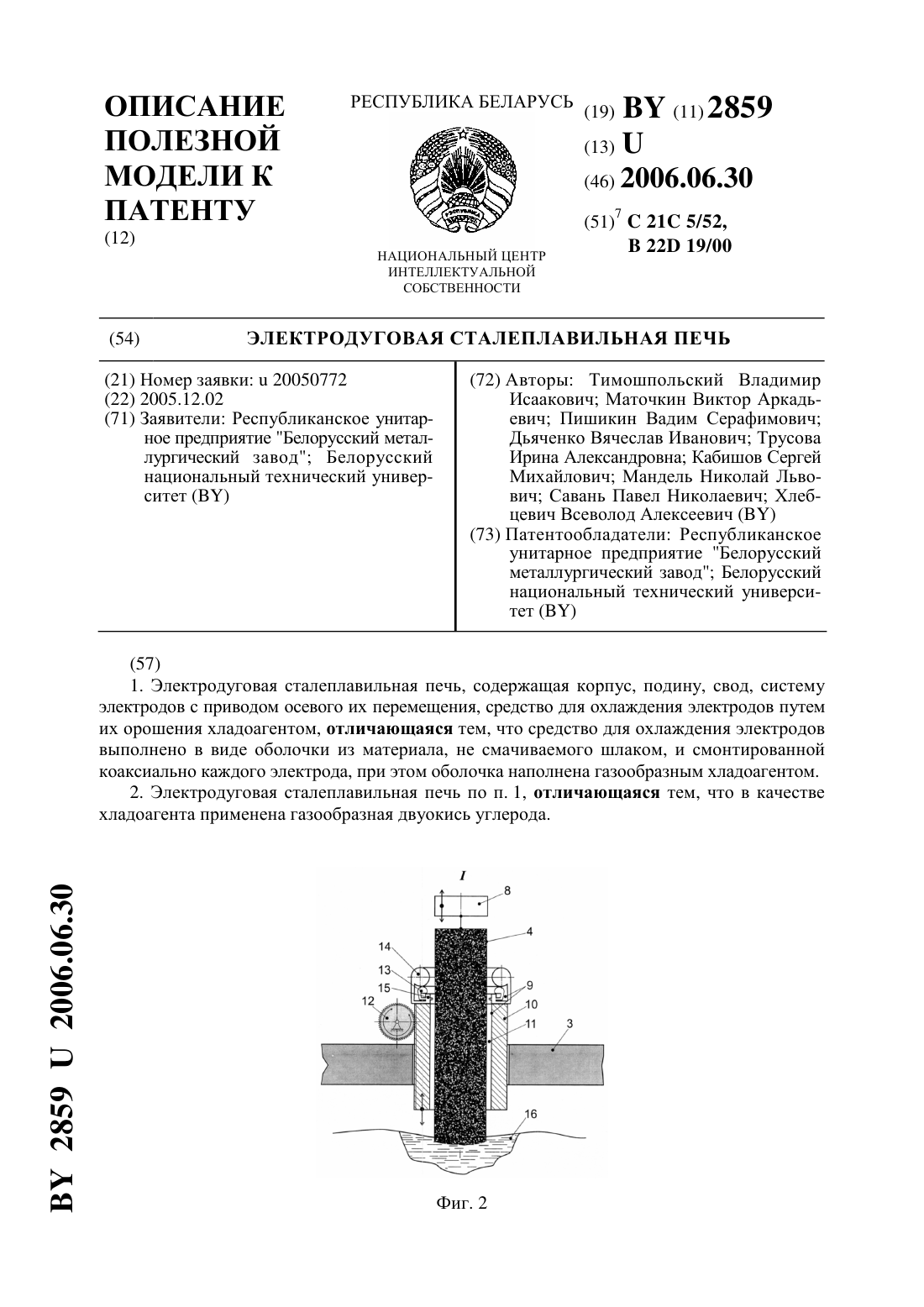
...смачиваемого шлаком,и смонтированной коаксиально каждого электрода 4. Оболочка 10 может быть изготовлена из материала электродов 4 или из керамики, или из других известных термостойких материалов. В рабочем состоянии электродуговой сталеплавильной печи оболочка 10 наполнена газообразным хладоагентом 11. Оболочка 10 снабжена приводом 12 ее осевого перемещения относительно электродов 4. Привод 12 осевого перемещения оболочки 10 может быть...
Устройство для эркерного выпуска металла из дуговой сталеплавильной печи
Номер патента: U 2736
Опубликовано: 30.06.2006
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Пишикин Вадим Серафимович, Прохоренко Виктор Николаевич, Андрианов Дмитрий Николаевич
МПК: B22D 27/20, B22D 11/10
Метки: дуговой, устройство, выпуска, сталеплавильной, металла, печи, эркерного
Текст:
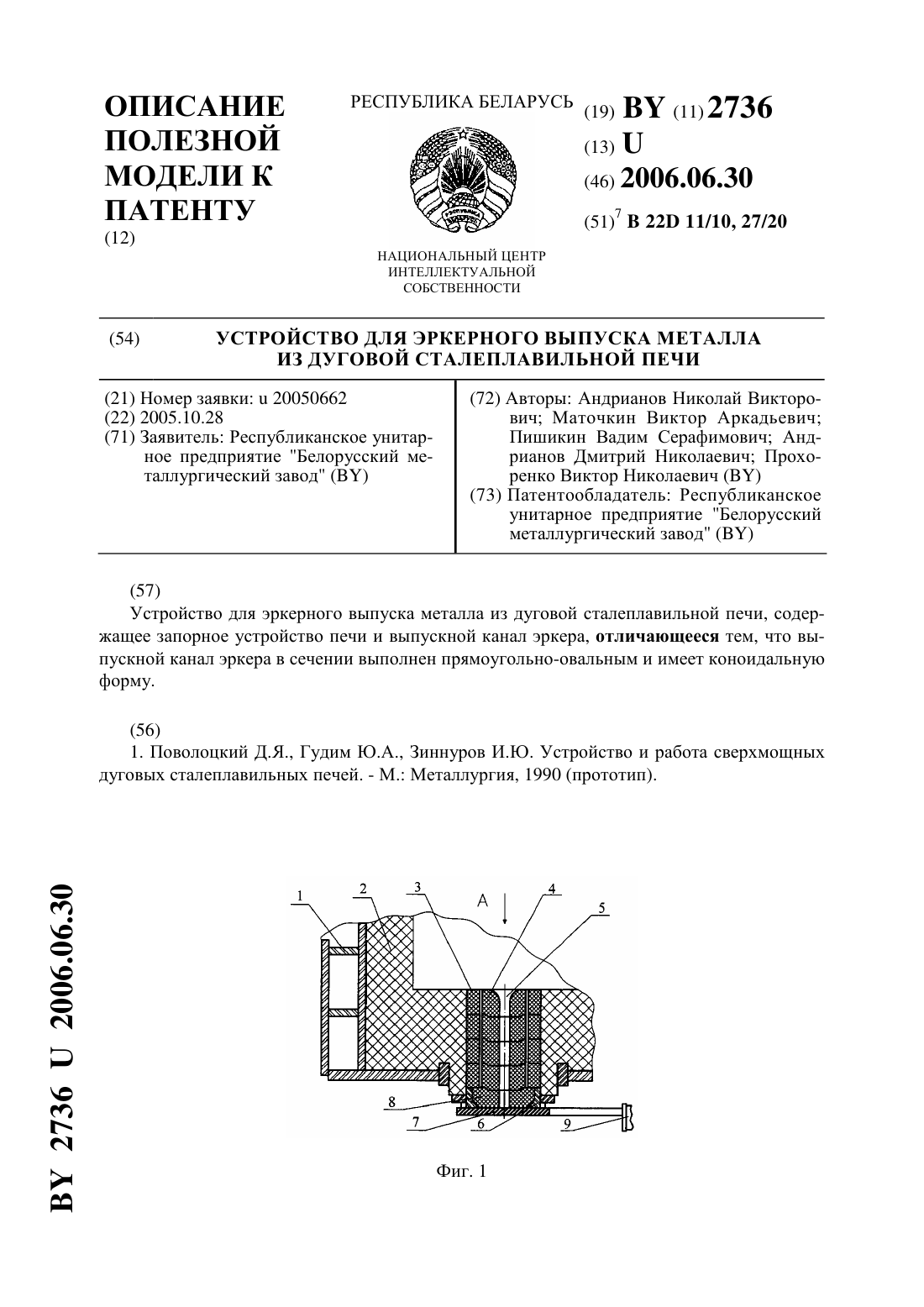
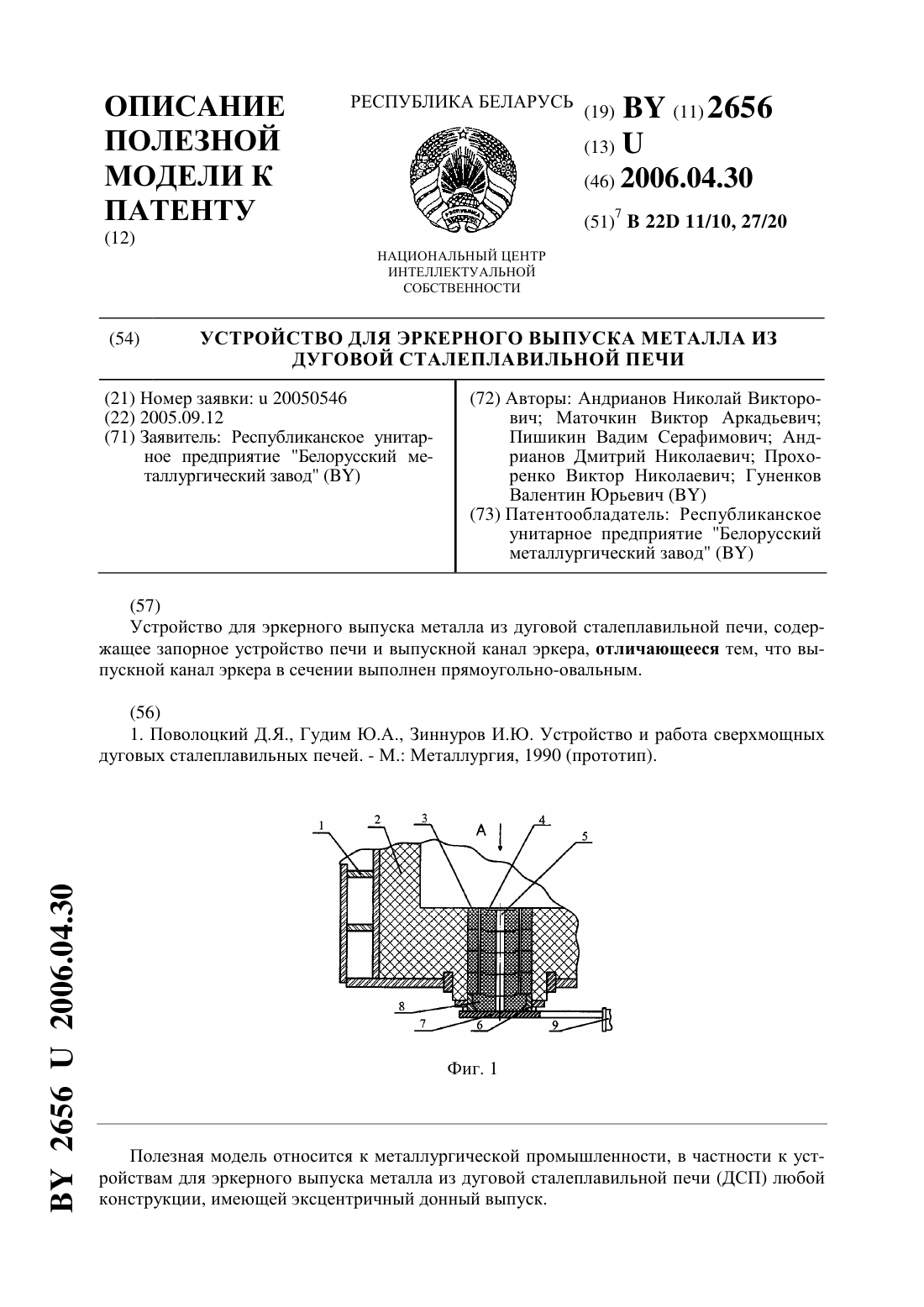
...канал эркера. Согласно полезной модели, выпускной канал эркера в сечении выполнен прямоугольно-овальным и имеет коноидальную форму. Предложенная форма выпускного канала эркера за счет коноидальности увеличит коэффициент расхода и скорость истечения струи металла, а за счет прямоугольно-овального сечения предотвратит завихрения металла во время выпуска и обеспечит полную отсечку шлака при сливе металла во время выпуска. Полезная модель...
Устройство для эркерного выпуска металла из дуговой сталеплавильной печи
Номер патента: U 2656
Опубликовано: 30.04.2006
Авторы: Пишикин Вадим Серафимович, Гуненков Валентин Юрьевич, Андрианов Дмитрий Николаевич, Прохоренко Виктор Николаевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович
МПК: B22D 11/10, B22D 27/20
Метки: сталеплавильной, эркерного, выпуска, дуговой, печи, устройство, металла
Текст:
...печи содержит запорное устройство печи и выпускной канал эркера. Согласно полезной модели, выпускной канал эркера в сечении выполнен прямоугольно-овальным. Полезная модель поясняется чертежами, где на фиг. 1 показан общий вид устройства для эркерного выпуска металла из дуговой сталеплавильной печи, на фиг. 2 показан вид А устройства. Устройство для эркерного выпуска металла из дуговой сталеплавильной печи (фиг. 1) содержит корпус эркера 1...
Устройство для эркерного выпуска металла из дуговой сталеплавильной печи
Номер патента: U 2655
Опубликовано: 30.04.2006
Авторы: Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Гуненков Валентин Юрьевич, Андрианов Дмитрий Николаевич, Андрианов Николай Викторович, Прохоренко Виктор Николаевич
МПК: C21C 5/52, B22D 11/10
Метки: выпуска, устройство, сталеплавильной, дуговой, печи, эркерного, металла
Текст:
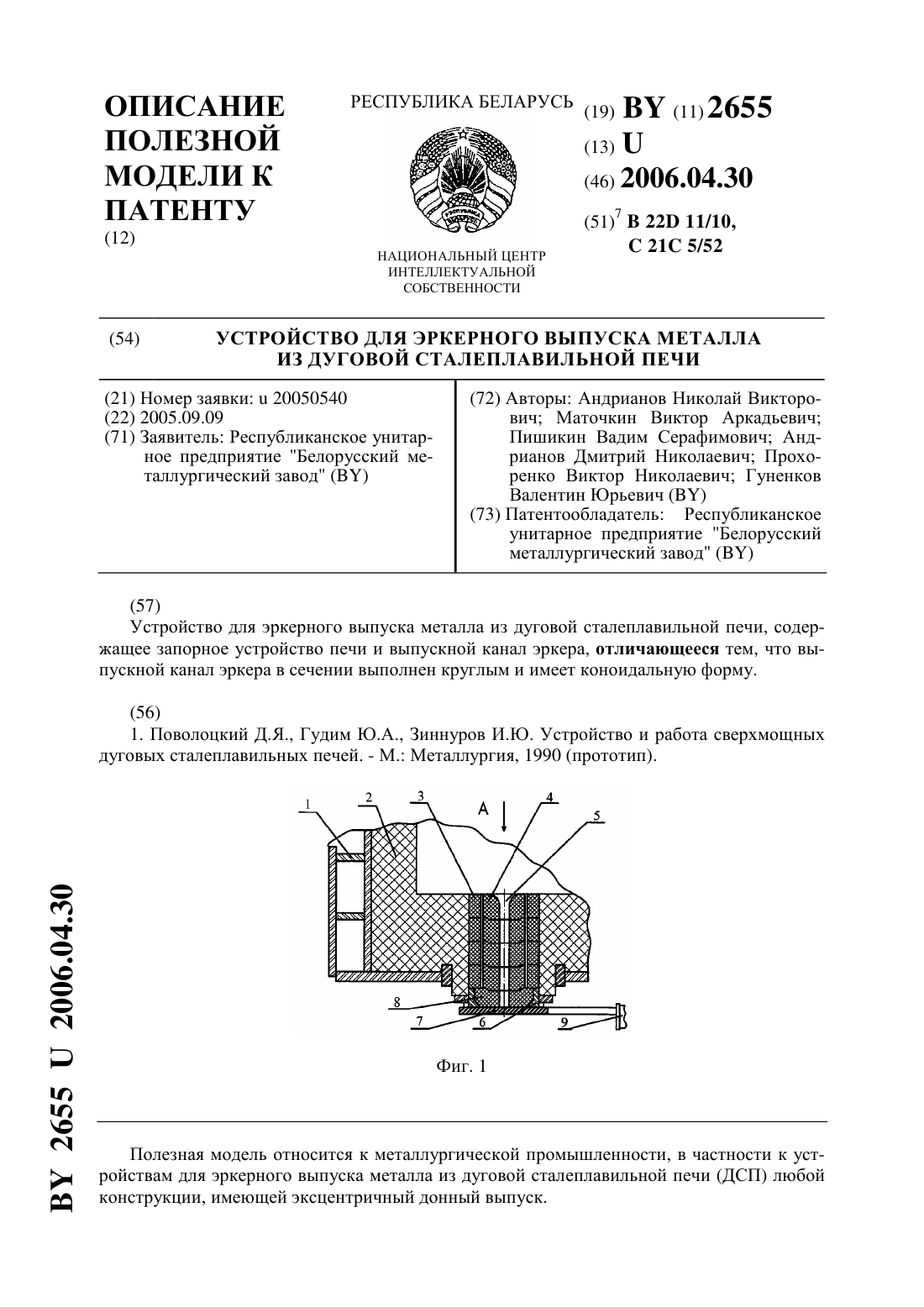
...эркерного выпуска металла из дуговой сталеплавильной печи содержит запорное устройство печи и выпускной канал эркера. Согласно полезной модели, выпускной канал эркера выполнен в сечении круглым и имеет коноидальную форму. Полезная модель поясняется чертежами, где на фиг. 1 показан общий вид устройства для эркерного выпуска металла из дуговой сталеплавильной печи, на фиг. 2 показан вид А устройства. Устройство для эркерного выпуска металла...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 7816
Опубликовано: 28.02.2006
Авторы: Филиппов Вадим Владимирович, Пишикин Вадим Серафимович, Гуляев Михаил Павлович, Стеблов Анвер Борисович, Веревкин Андрей Васильевич, Тимошпольский Владимир Исаакович, Козак Наталья Владимировна, Маточкин Виктор Аркадьевич
МПК: B22D 11/14
Метки: литья, непрерывного, устройство, машины, заготовок, правильное
Текст:
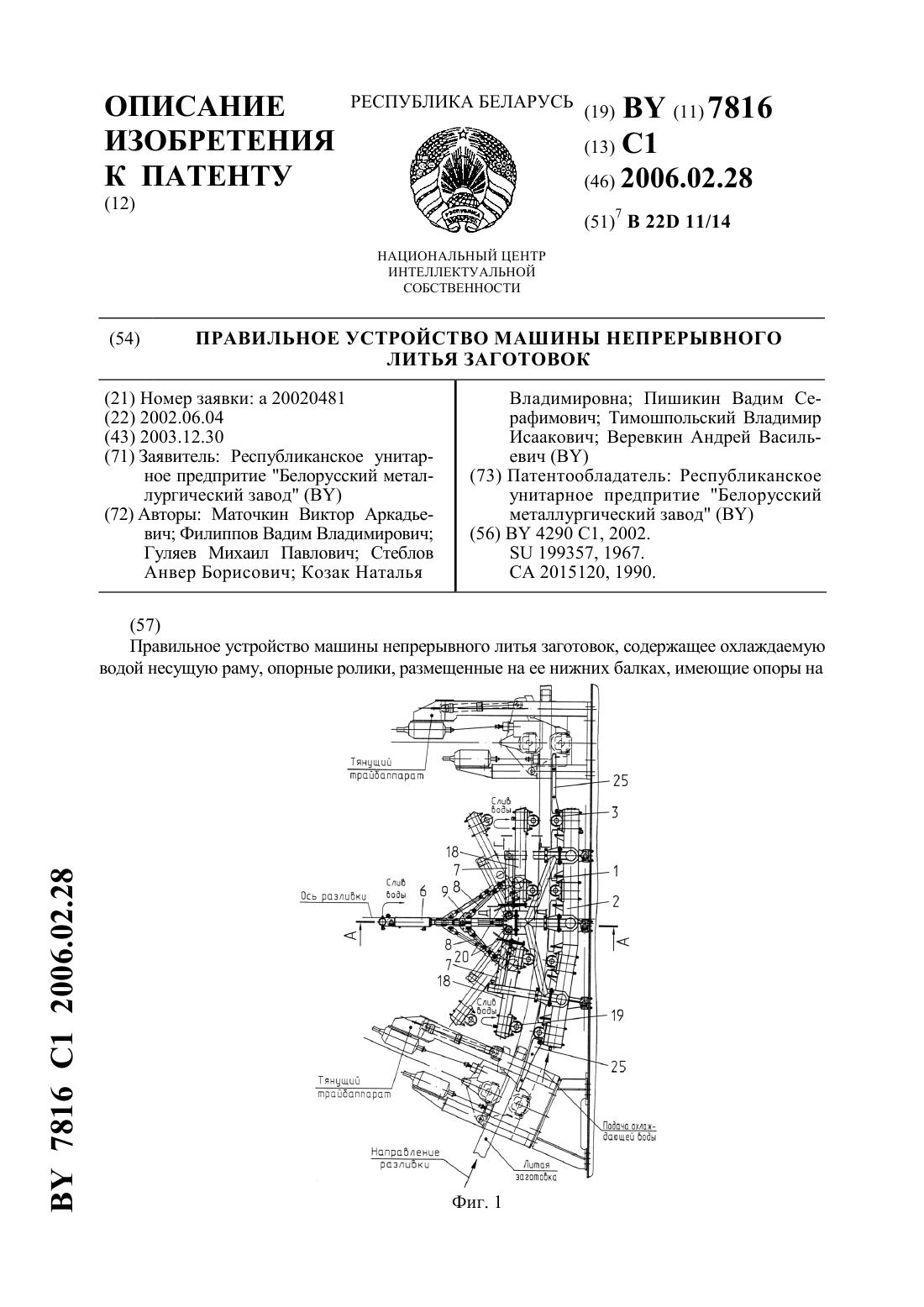
...рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку, на фиг. 2 разрез по Б-Б (см. фиг. 3) на фиг. 3 - разрез ПУ по А-А (см. фиг. 1) на фиг. 4 - выносной элемент В (см. фиг. 3) на фиг. 5 - разрез по Г-Г (см. фиг. 1) на фиг. 6 - сечение Д-Д (см. фиг. 1). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого...
Гибкая бесшарнирная затравка машины непрерывного литья заготовок
Номер патента: 7484
Опубликовано: 30.12.2005
Авторы: Кушнарев Николай Николаевич, Целиков Андрей Александрович, Смоляков Анатолий Соломонович, Сумский Сергей Николаевич, Пишикин Вадим Серафимович, Годинский Николай Анатольевич, Шифрин Игорь Николаевич, Иванов Эдуард Владимирович, Каньшин Сергей Александрович
МПК: B22D 11/08
Метки: затравка, литья, гибкая, непрерывного, заготовок, бесшарнирная, машины
Текст:
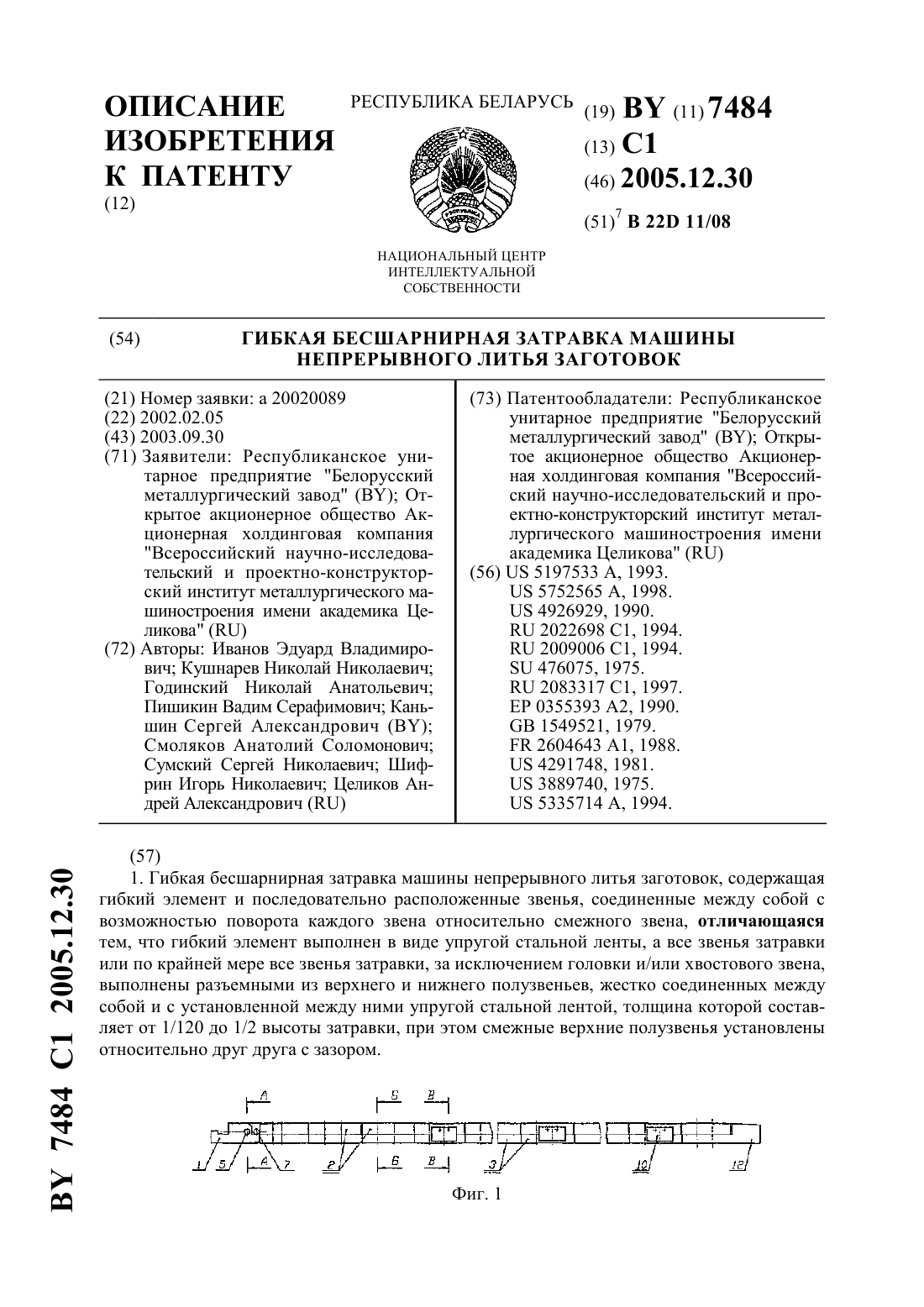
...по сравнению с существующими затравками. Точно такая же или подобная затравка может быть использована для криволинейной МНЛЗ, у которой радиус кривизны(переменный радиус) вдоль технологической оси машины на разных участках может изменяться и практически быть равным любой величине от 2 до 30 метров на радиальных участках, а на прямых вертикальных участках, например в прямом кристаллизаторе и на небольшом роликовом участке под ним, а также...
Машина непрерывного литья заготовок
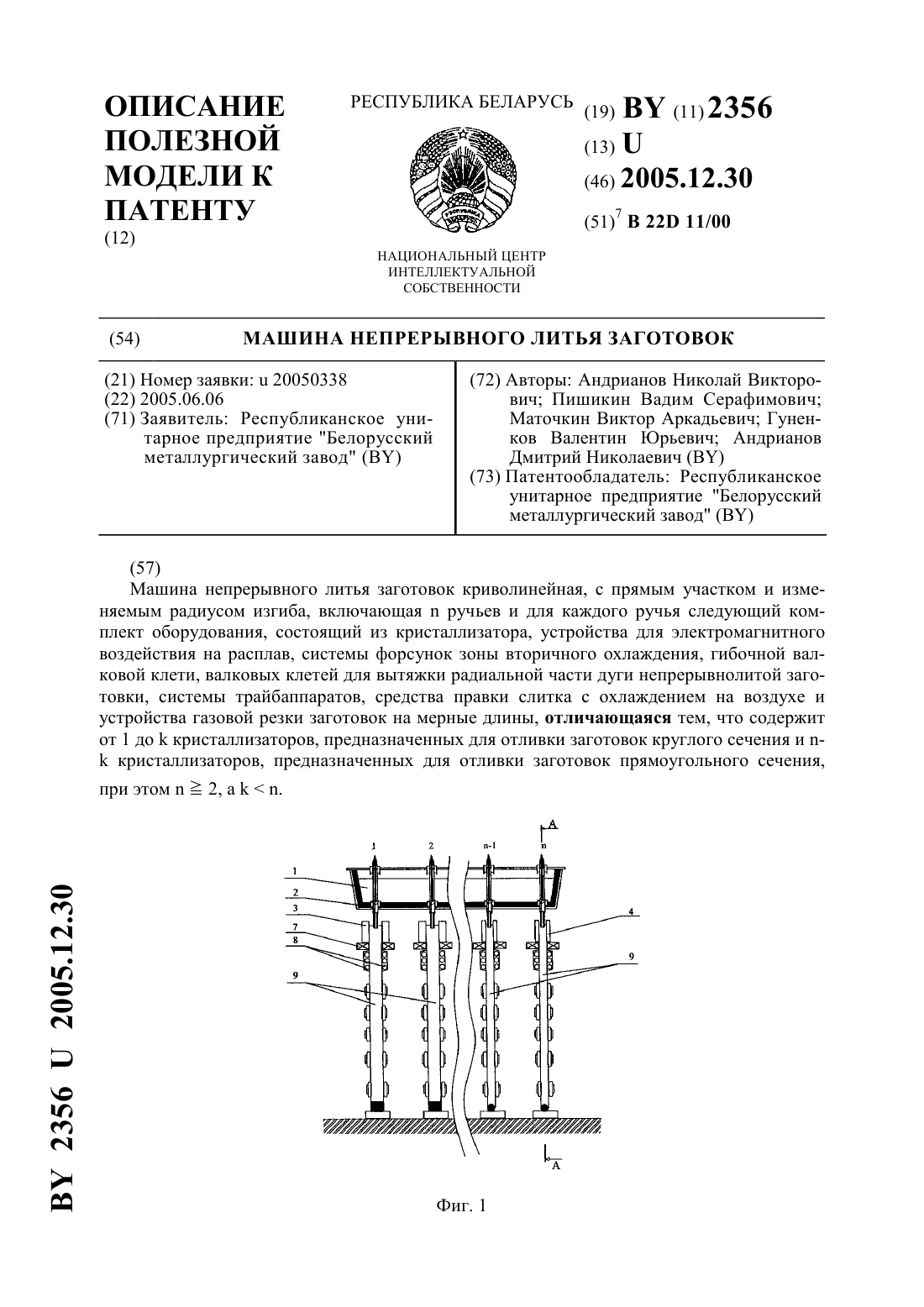
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Пишикин Вадим Серафимович, Гуненков Валентин Юрьевич, Андрианов Николай Викторович, Андрианов Дмитрий Николаевич, Маточкин Виктор Аркадьевич
МПК: B22D 11/00
Метки: литья, непрерывного, заготовок, машина
Текст:
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Правильное устройство машины непрерывного литья заготовок
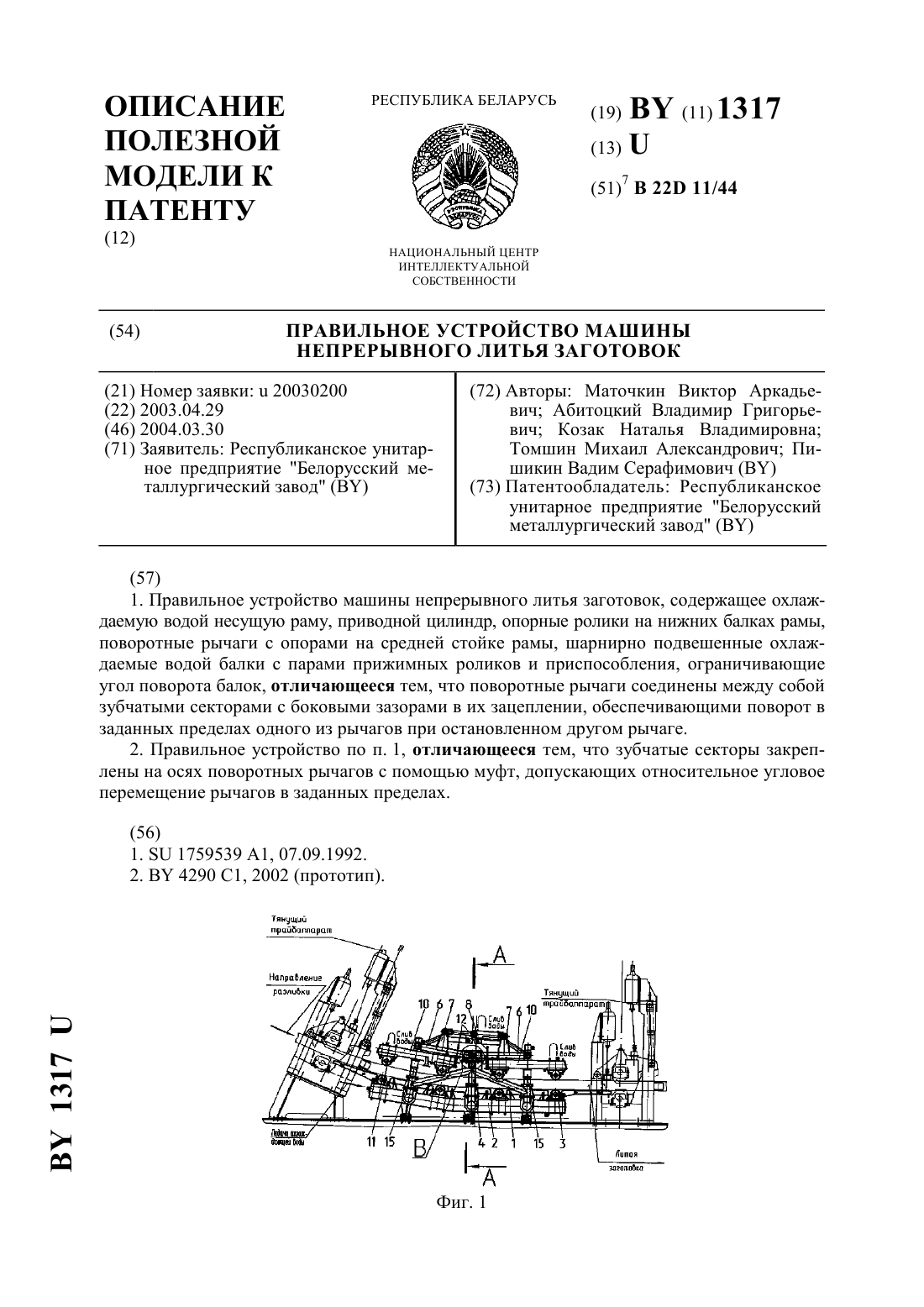
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Пишикин Вадим Серафимович, Козак Наталья Владимировна, Абитоцкий Владимир Григорьевич, Томшин Михаил Александрович, Маточкин Виктор Аркадьевич
МПК: B22D 11/44
Метки: правильное, устройство, машины, заготовок, литья, непрерывного
Текст:
...зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные...
Дуговая сталеплавильная печь
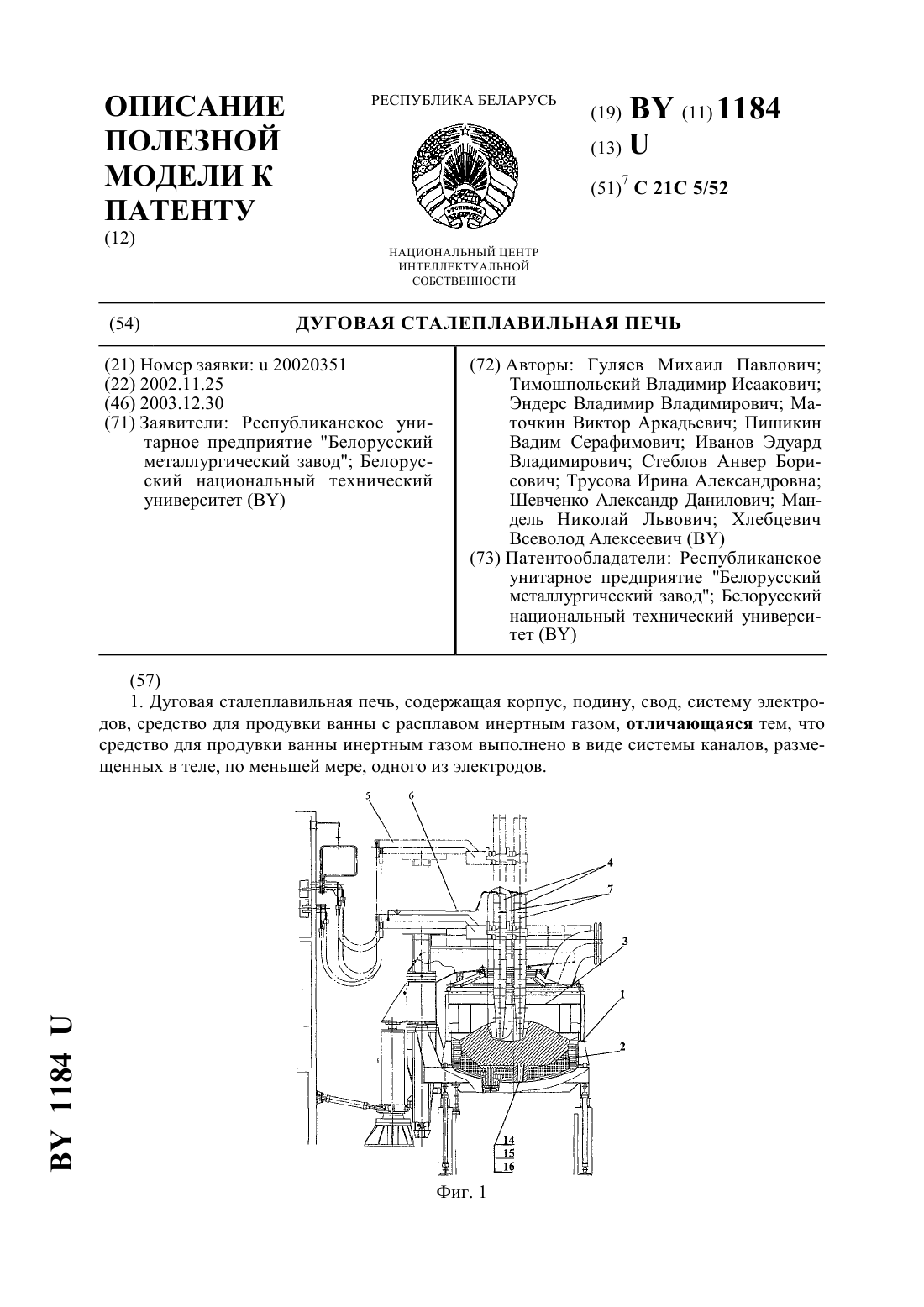
Номер патента: U 1184
Опубликовано: 30.12.2003
Авторы: Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Мандель Николай Львович, Пишикин Вадим Серафимович, Эндерс Владимир Владимирович, Шевченко Александр Данилович, Хлебцевич Всеволод Алексеевич, Гуляев Михаил Павлович, Стеблов Анвер Борисович, Иванов Эдуард Владимирович, Тимошпольский Владимир Исаакович
МПК: C21C 5/52
Метки: печь, дуговая, сталеплавильная
Текст:
...открывается заглушка 10 первого снизу радиального канала 9 и осуществляют кроме осевой продувки расплава аргоном дополнительную радиальную продувку через радиальный канал 9, тем самым интенсифицируя процесс барботирования расплава аргоном и гомогенизацию расплава, которая выражена в интенсивном перемешивании металла со шлаком, мелкие пузыри оказывают фильтрующее воздействие на металл. Слои металла, насыщенные инертным газом, вследствие...
Вакууматор
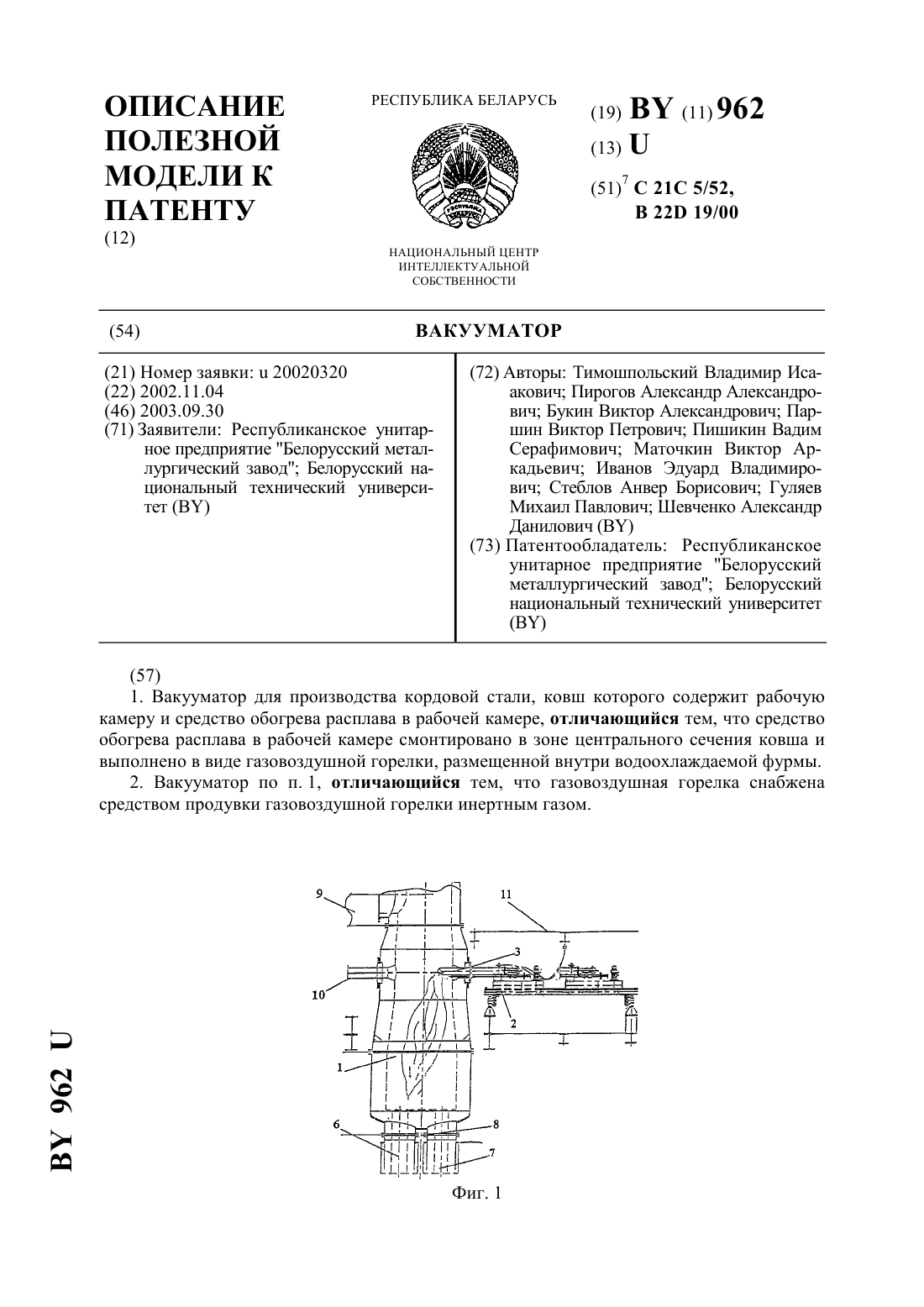
Номер патента: U 962
Опубликовано: 30.09.2003
Авторы: Гуляев Михаил Павлович, Стеблов Анвер Борисович, Паршин Виктор Петрович, Тимошпольский Владимир Исаакович, Шевченко Александр Данилович, Иванов Эдуард Владимирович, Пирогов Александр Александрович, Букин Виктор Александрович, Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич
МПК: B22D 19/00, C21C 5/52
Метки: вакууматор
Текст:
...1 ковша. После заданного заполнения рабочей камеры 1 жидким металлом, например стальным расплавом, осуществляют, согласно технологической карты,процесс вакуумирования стали с целью улучшения ее качества за счет уменьшения в ней при обычных способах выплавки содержания газов 2, Н 2, 2 и неметаллических включений. Для частичной или полной компенсации температурных потерь посредством газовоздушной пламенной горелки 3 производят подогорев...
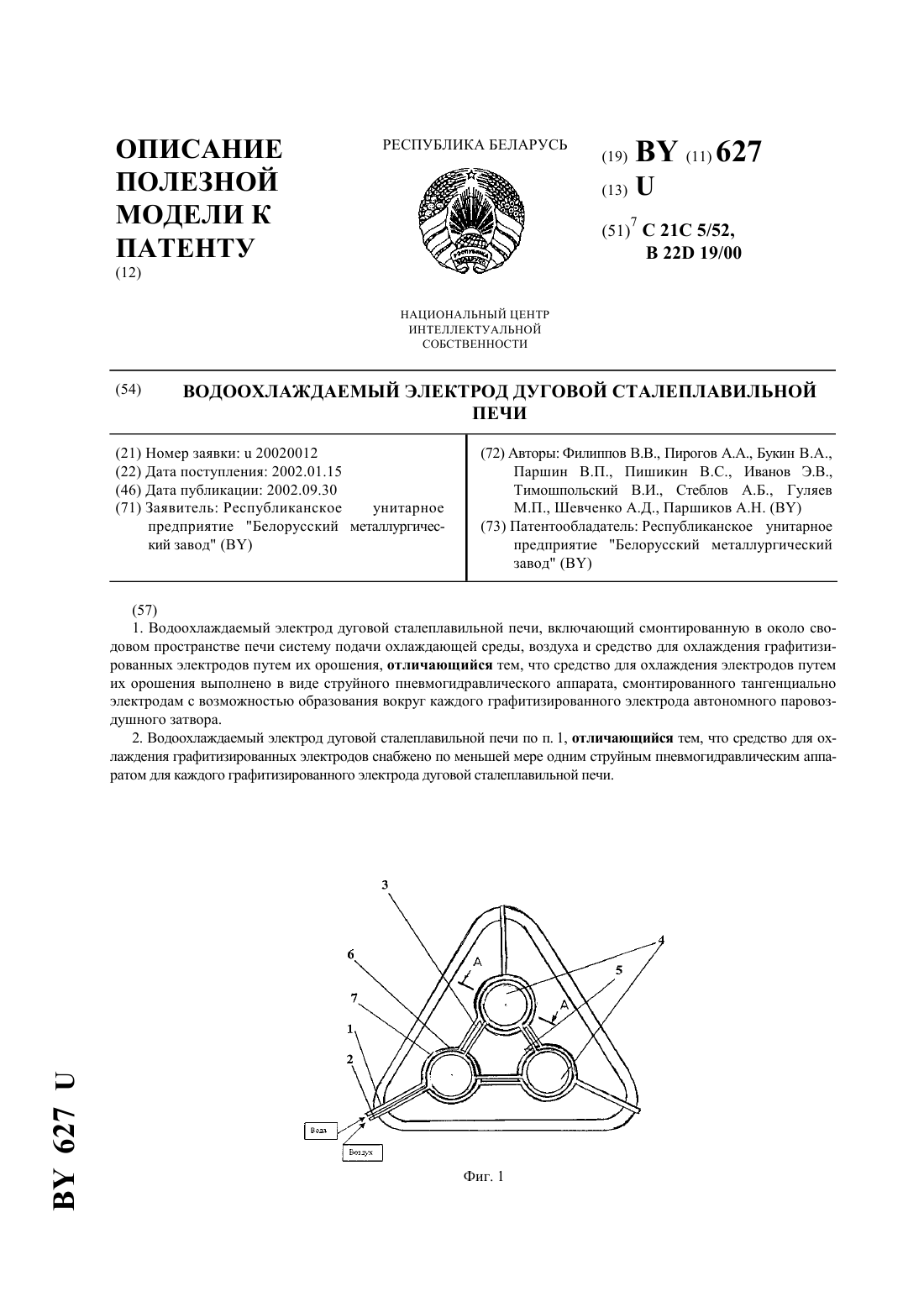
Водоохлаждаемый электрод дуговой сталеплавильной печи
Номер патента: U 627
Опубликовано: 30.09.2002
Авторы: Пирогов Александр Александрович, Гуляев Михаил Павлович, Паршиков Анатолий Николаевич, Стеблов Анвер Борисович, Шевченко Александр Данилович, Букин Виктор Александрович, Пишикин Вадим Серафимович, Паршин Виктор Петрович, Иванов Эдуард Владимирович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович
МПК: B22D 19/00, C21C 5/52
Метки: сталеплавильной, электрод, водоохлаждаемый, дуговой, печи
Текст:
...графитизированных электродов снабжено по меньшей мере одним струйным пневмогидравлическим аппаратом для каждого графитизированного электрода дуговой сталеплавильной печи. В водоохлаждаемом электроде дуговой сталеплавильной печи струйный пневмогидравлический аппарат выполнен в виде системы, концентрично расположенных относительно графитизированных электродов и одна относительно другой, торообразных гидравлических и пневматических пар...