Стан поперечно-клиновой прокатки нагретых заготовок
Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич

Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Щукин Валерий Яковлевич Кожевникова Гражина Валерьевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Стан поперечно-клиновой прокатки нагретых заготовок, включающий станину, две параллельные инструментальные плиты, по крайней мере, одна из которых установлена в направляющих с возможностью возвратно-поступательного движения, и клиновые инструменты, закрепленные на внутренних поверхностях плит, отличающийся тем, что между внутренними поверхностями плит установлены подшипники, а стан оснащен механизмом сжатия плит, например, посредством гидроцилиндров, размещенных в станине стана, перпендикулярно плитам, штоки которых контактируют с наружной поверхностью подвижной плиты через подшипники качения. 45772008.08.30 Полезная модель относится к обработке металлов давлением и может быть использована для получения деталей, преимущественно типа ступенчатый вал, посредством поперечно-клиновой прокатки. Известен стан поперечно-клиновой прокатки нагретых заготовок, включающий станину, верхнюю и нижнюю параллельные инструментальные плиты, установленные в направляющих с возможностью возвратно-поступательного перемещения параллельно одна другой, и плоские клиновые инструменты, закрепленные на внутренних поверхностях инструментальных плит. На стане данного типа формообразование деталей типа тел вращения с удлиненной осью осуществляется путем перераспределения металла вдоль оси заготовки движущимся поперек оси плоскими клиновыми инструментами 1. Недостатком этого стана является его недостаточная жесткость, вследствие чего не обеспечивается высокая точность диаметральных размеров прокатанных деталей. Известен стан поперечно-клиновой прокатки для редуцирования заготовок из прутка,включающий массивную литую станину, верхнюю и нижнюю параллельные инструментальные плиты, установленные в направляющих с возможностью перемещения, по крайней мере, одной из них параллельно одна другой, и плоские клиновые инструменты, закрепленные на внутренних поверхностях инструментальных плит. Силовой привод разнонаправленного возвратно-поступательного перемещения инструментальных плит выполнен в виде двух расположенных горизонтально в одной вертикальной плоскости гидроцилиндров. Стан не требует остановки плит в рабочем цикле для удаления заготовки и обеспечивает высокую производительность 2. Недостатком конструкции данного стана также является его недостаточная жесткость,несмотря на массивную литую станину. Жесткость стана определяется отношением распорного усилия прокатки к растяжению станины/ мм , где- растяжение станины- распорное усилие прокатки. Величина растяжения станины напрямую зависит от ее высоты Н (фиг. 1), т.е. чем она больше, тем ниже жесткость стана. Конструктивно в известных станах невозможно сделать величину Н меньше суммы закрытой высоты А (фиг. 1) плюс толщины верхней и нижней плиты. Задачей предлагаемой полезной модели является повышение жесткости стана поперечно-клиновой прокатки нагретых заготовок для достижения высокой точности диаметральных размеров. Поставленная задача решается следующим образом. В стане поперечно-клиновой прокатки нагретых заготовок, включающий станину, две параллельные инструментальные плиты, по крайней мере, одна из которых установлена в направляющих с возможностью возвратно-поступательного движения, и клиновые инструменты, закрепленные на внутренних поверхностях плит, между внутренними поверхностями плит установлены подшипники, а стан оснащен механизмом сжатия плит, например, посредством гидроцилиндров, размещенных в станине стана, перпендикулярно плитам, штоки которых контактируют с наружной поверхностью подвижной плиты через подшипники качения. Установка подшипников между внутренними поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, в которой установлены параллельно нижняя инструментальная плита 2 и верхняя инструментальная плита 3. Верхняя инструментальная плита 3 установлена в направляющих 4 и 5 с 2 45772008.08.30 возможностью возвратно-поступательного движения относительно нижней инструментальной плиты 2. С внутренних сторон инструментальных плит 2 и 3 закреплены нижний 6 и верхний 7 плоские клиновые инструменты соответственно, между которыми размещена заготовка 8. Между внутренними поверхностями инструментальных плит 2 и 3 установлены подшипники 9 и 10. Стан оснащен механизмом сжатия плит посредством гидроцилиндра 11, размещенного в станине 1 стана, перпендикулярно инструментальным плитам 2 и 3. Шток 12 гидроцилиндра 11 контактируют с наружной поверхностью верхней подвижной плиты 3 через подшипники качения 13. Стан работает следующим образом. В исходном положении верхняя инструментальная плита 3 занимает крайнее положение. При помощи механизма передачи (не показано) предварительно нагретая до температуры прокатки заготовка 8 укладывается поперек заходной части нижнего клинового инструмента 6. При включении привода стана (не показан) верхняя инструментальная плита 3 совершает перемещение параллельно нижней инструментальной плите 2. Заготовка 8 прокатывается между нижним 6 и верхним 7 клиновыми инструментами. Оба инструмента имеют боковые наклонные грани, которые заставляют перемещаться избытки металла по направлению к торцам, тем самым, удлиняя заготовку 8, а оставшаяся часть металла прокатывается между клиновыми инструментами 6 и 7, приобретая профиль получаемой детали. На заключительной стадии профилирования ножи клиновых инструментов 6 и 7 отрезают концевые отходы от окончательно оформленной детали, и она скатывается в приемную тару (не показано). Подвижная инструментальная плита 3 возвращается в исходное положение. Цикл прокатки повторяется. В известном стане за счет растяжения станины на длине Н (фиг.) под действием распорного усилия прокатки меняется расстояние между клиновыми инструментами. Вследствие нестабильности распорного усилия из-за колебания температуры нагрева, исходного диаметра заготовки и нестабильности ее механических свойств растяжение станины также непостоянно и имеет отклонениеот средней величины. Поэтому меняется и расстояние между клиновыми инструментами на некую среднюю величину плюс отклонение ,что снижает точность диаметральных размеров прокатываемых деталей. В предлагаемом стане усилие прижима верхней плиты 3 к нижней плите 2 настраивается механизмом сжатия плит таким образом, чтобы превысить распорное усилие прокатки. В итоге растяжение станины 1 на расстоянии Н (фиг.) абсолютно не влияет на жесткость стана, и в этом случае жесткость определяет сжатие подшипников 9 и 10 на расстоянии(фиг.), которое значительно меньше расстояния Н. Таким образом, установка в стане поперечно-клиновой прокатки нагретых заготовок подшипников между внутренними поверхностями плит и механизма сжатия плит приводит к повышению жесткости стана. На разработанном в ГНУ Физико-технический институт НАН Беларуси по предлагаемой полезной модели стана поперечно-клиновой прокатки нагретых заготовок производилась прокатка деталей осесимметричной формы диаметром от 60 мм до 120 мм и длиной до 860 мм. Максимальное усилие прокатки - 200 кН. Мощность главного привода- 140 кВт. Формообразующий инструмент имеет длину 2000 мм и ширину 860 мм. Размер закрытой высоты 250 мм. Жесткость предложенного стана составляет более 10000 кН/мм,в то время как в известных станах она составляет 20004000 кН/мм. Точность диаметральных размеров прокатанных деталей увеличилась с 0,50 мм до 0,15 мм. Стан предложенной конструкции найдет применение при производстве ступенчатых валов в машиностроительной промышленности Республики Беларусь, в частности на заводе БЕЛКАРД, г. Гродно. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21H 1/00
Метки: стан, заготовок, поперечно-клиновой, нагретых, прокатки
Код ссылки
<a href="https://by.patents.su/3-u4577-stan-poperechno-klinovojj-prokatki-nagretyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Стан поперечно-клиновой прокатки нагретых заготовок</a>
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: поперечно-клиновой, рудовича, прокатки, стан
Текст:
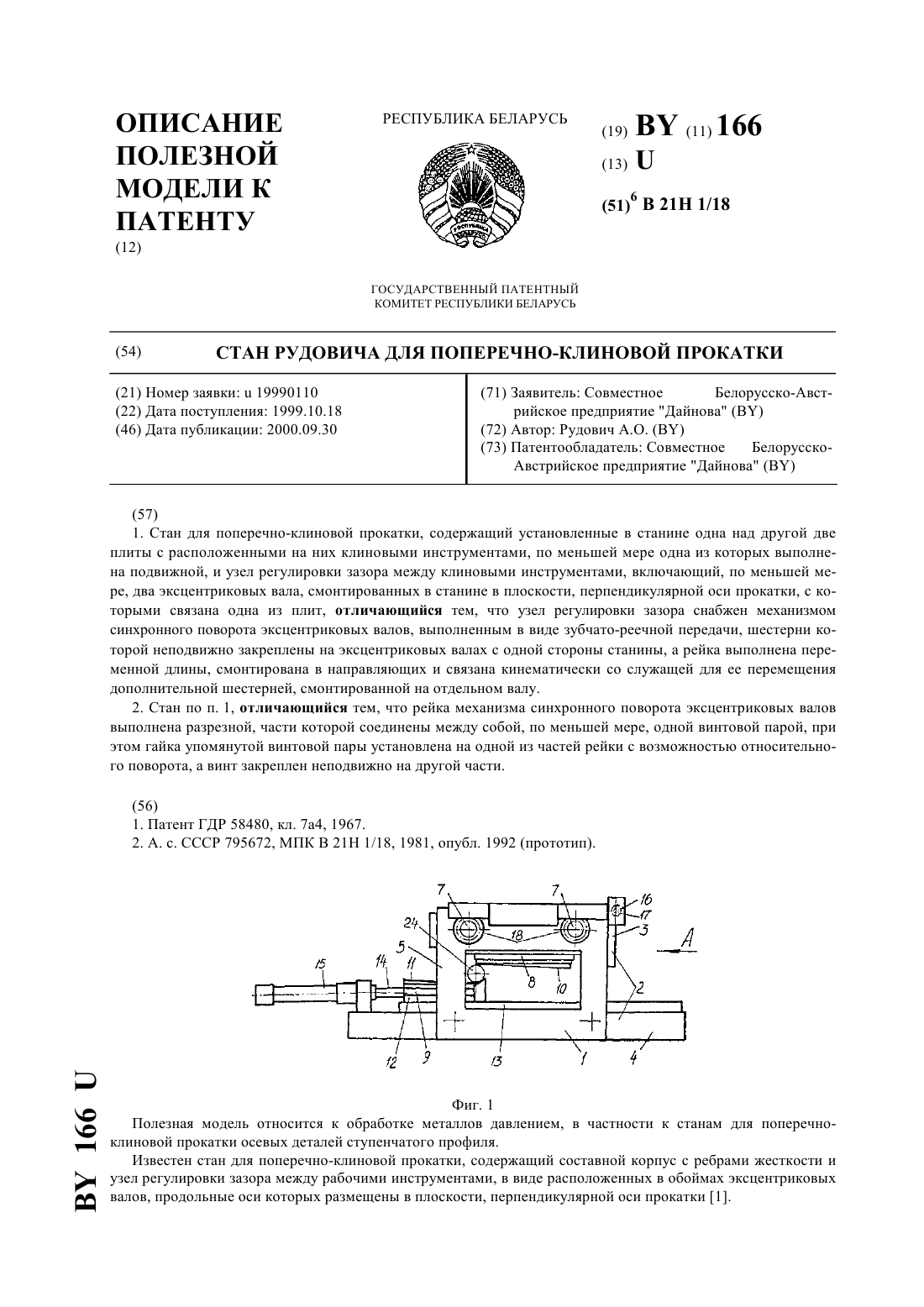
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан поперечно-клиновой прокатки с плоским инструментом

Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Дже Сун Хе, Суша Николай Викентьевич, Кожевникова Гражина Валерьевна, Квон Се Хе
МПК: B21H 1/00
Метки: стан, поперечно-клиновой, плоским, прокатки, инструментом
Текст:
...- 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки...
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Полюхович Адам Петрович, Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
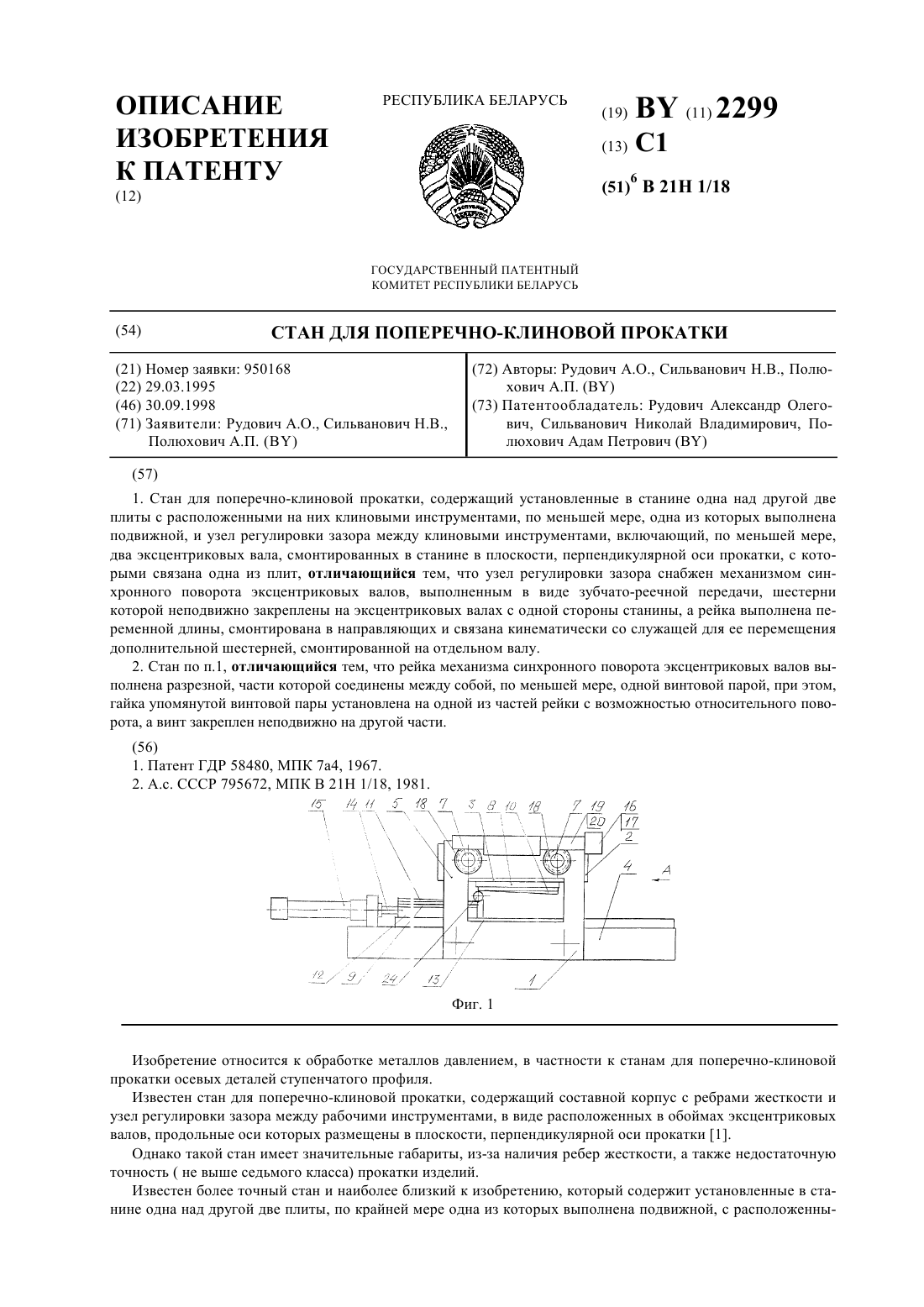
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, стан
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями

Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Мельник Владимир Иванович, Способ Анатолий Иванович, Мартынович Сергей Владимирович, Бетеня Григорий Филиппович, Давидович Владимир Александрович, Давидович Александр Николаевич
МПК: B21D 26/00
Метки: поперечно-клиновой, лезвиями, продольной, стан, прокатки, изделий, плоских, заостренными
Текст:
...обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с...
Предыдущий патент: Устройство подачи порошкового материала в горелку для газотермического напыления
Следующий патент: Ветряк
Случайный патент: Устройство для ударной штамповки эластичной средой