Бондаренко Александр Николаевич
Способ производства заготовок на реверсивном стане
Номер патента: 8958
Опубликовано: 28.02.2007
Авторы: Бондаренко Александр Николаевич, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Трусова Ирина Александровна, Горбанев Аркадий Алексеевич, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Мандель Николай Львович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: заготовок, реверсивном, производства, способ, стане
Текст:
...увеличением разницы температур между гранями раската вследствие того, что одна из его граней, контактирующая охлаждаемыми элементами технологического оборудования стана охлаждается интенсивнее. Это вызывает возникновение температурного градиента между гранями раската,приводящего к его искривлению. В этой связи режим обжатий, реализуемый в известном техническом решении не может быть рекомендован для решения поставленной задачи....
Способ прокатки заготовок на обжимном стане
Номер патента: 8805
Опубликовано: 30.12.2006
Авторы: Анелькин Николай Иванович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Бабков Петр Александрович, Горбанев Аркадий Алексеевич, Луценко Владислав Анатольевич, Рябцев Олег Викторович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: стане, прокатки, заготовок, обжимном, способ
Текст:
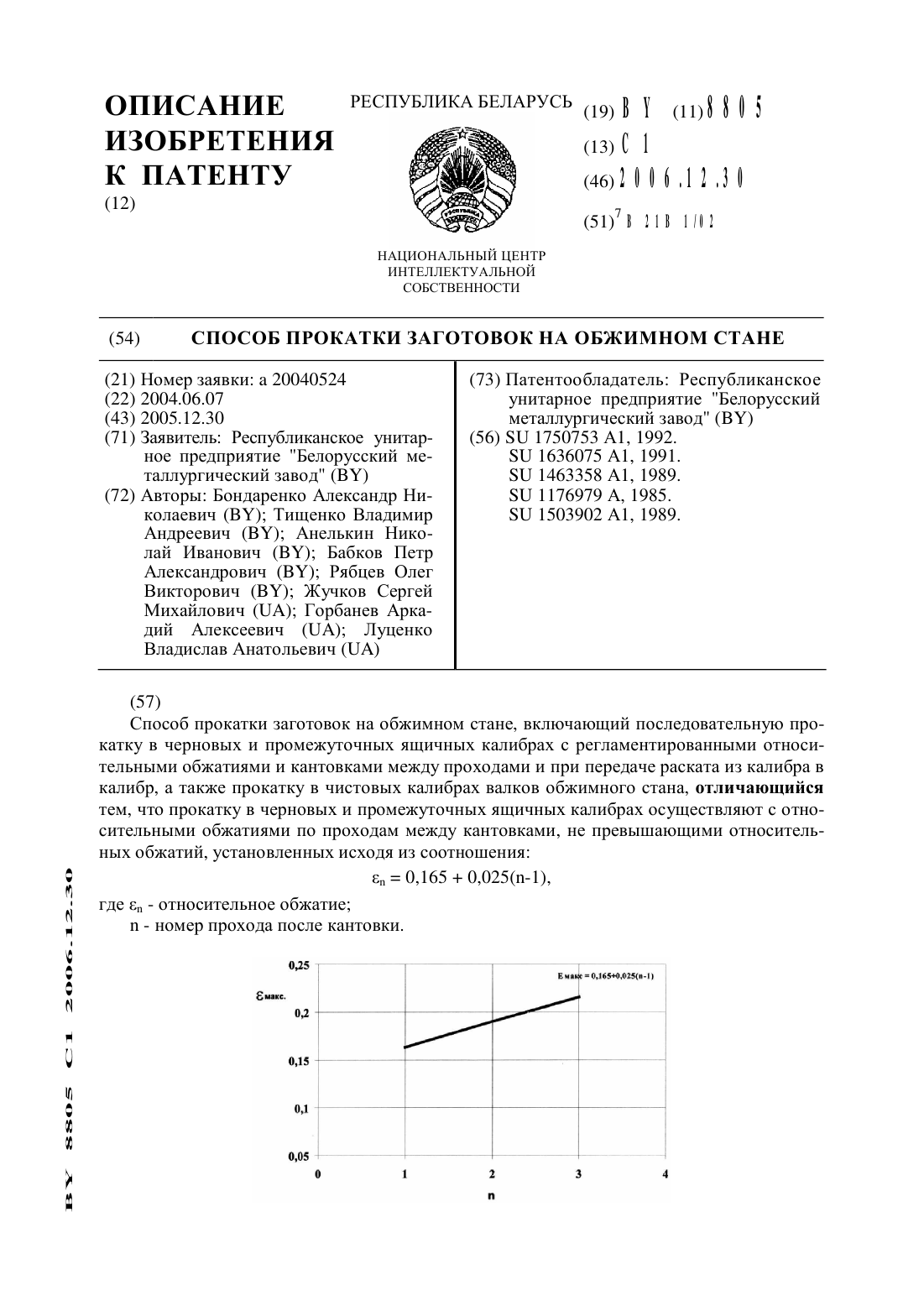
...- номер прохода после кантовки.Зависимость, устанавливающая величины максимальных относительных обжатий, превышение которых приведет к трещинообразованию при прокатке, получена на основании результатов экспериментальных исследований, результаты которых были обработаны с помощью методов математической статистики. Целью этих исследований было определение оптимальных условий деформации металла при прокатке заготовок из непрерывнолитых...
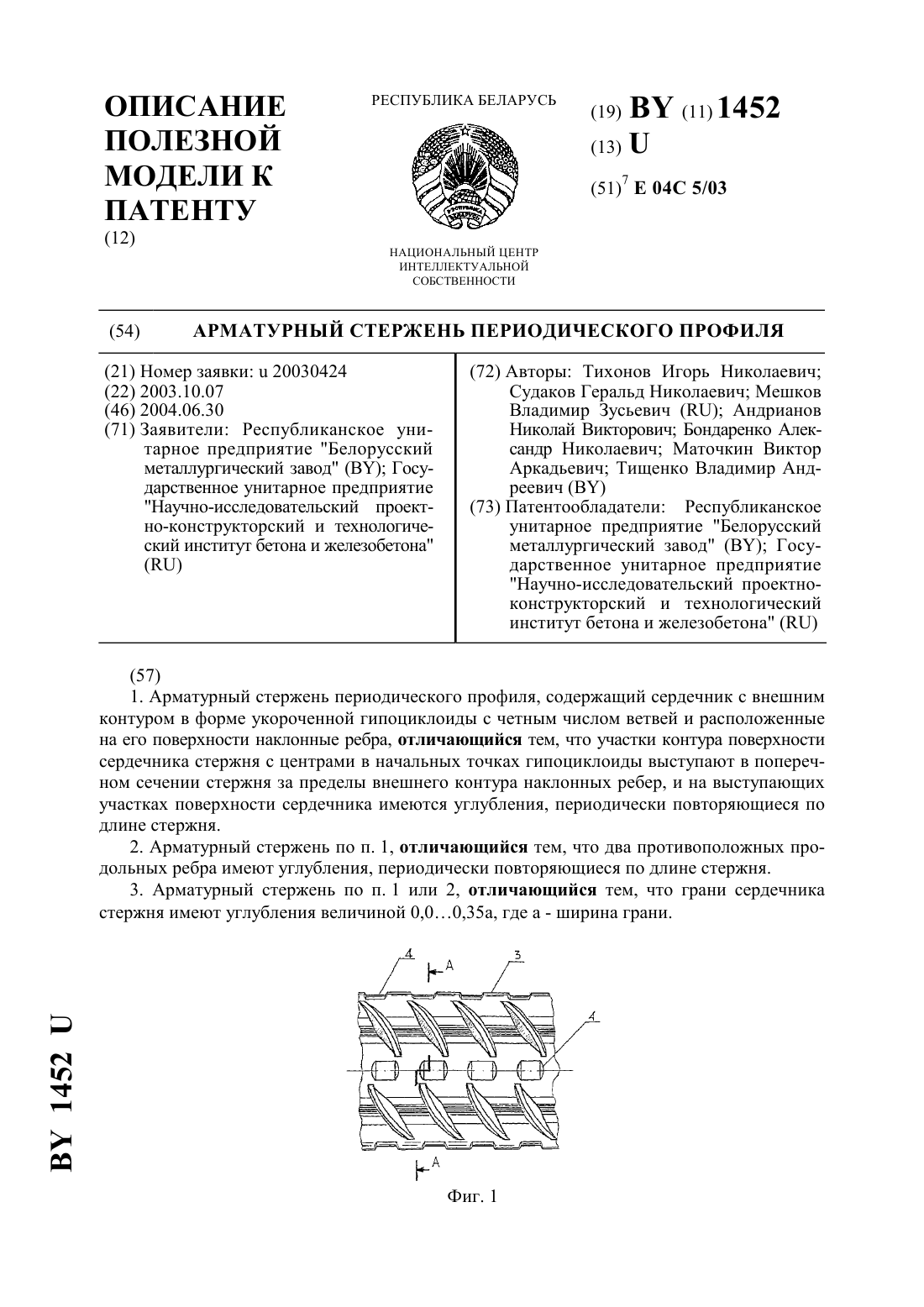
Арматурный стержень периодического профиля
Номер патента: 8606
Опубликовано: 30.10.2006
Авторы: Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Мешков Владимир Зусьевич, Тихонов Игорь Николаевич, Бондаренко Александр Николаевич, Судаков Геральд Николаевич
МПК: E04C 5/03
Метки: арматурный, периодического, профиля, стержень
Текст:
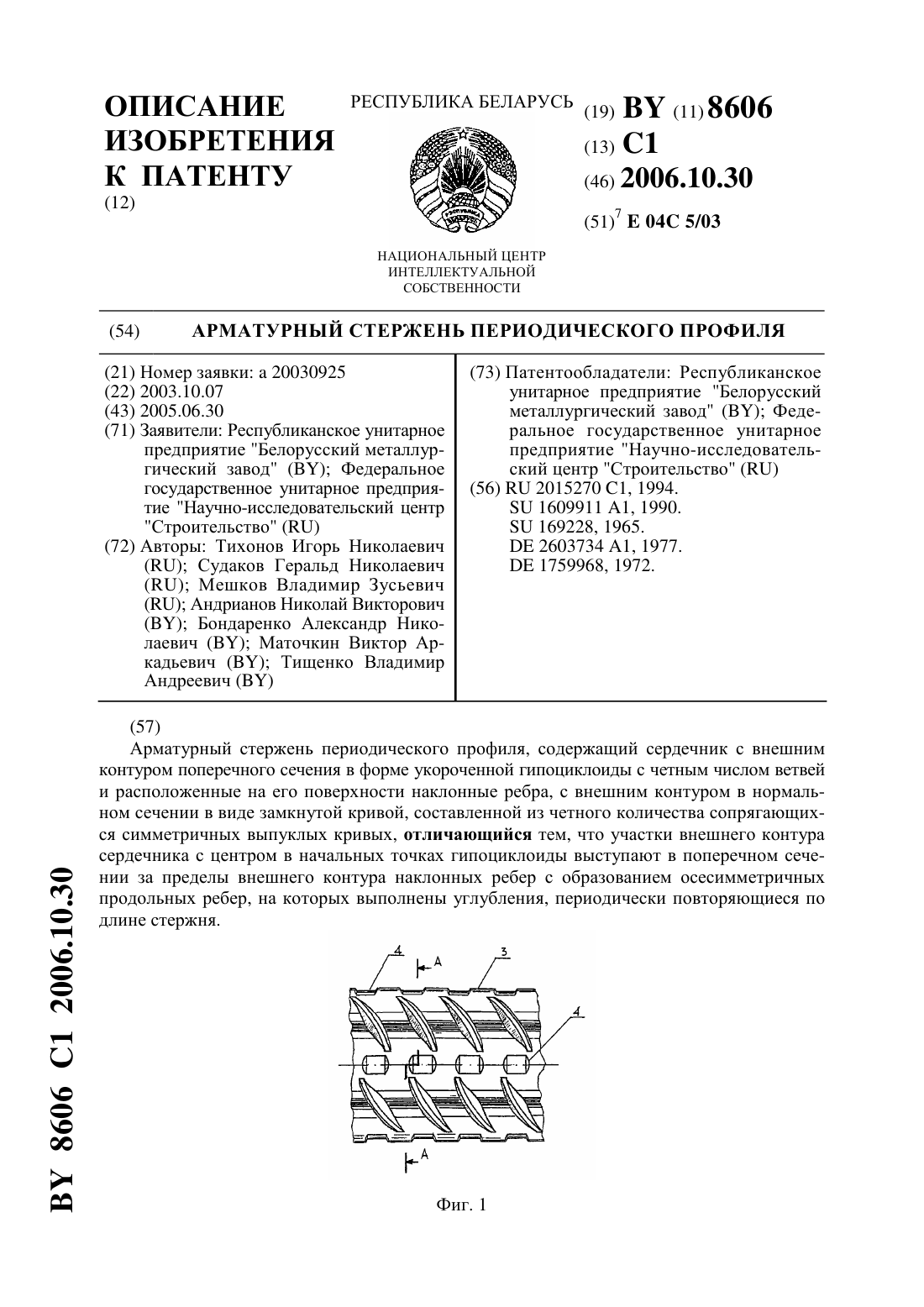
...внешним контуром поперечного сечения в форме укороченной гипоциклоиды с четным числом ветвей и расположенные на его поверхности наклонные ребра, с внешним контуром в нормальном сечении в виде замкнутой кривой, составленной из четного количества сопрягающихся симметричных выпуклых кривых. Согласно изобретению, участки внешнего контура сердечника с центром в начальных точках гипоциклоиды выступают в поперечном сечении за пределы внешнего...
Способ изготовления проката
Номер патента: 8206
Опубликовано: 30.06.2006
Авторы: Стеблов Анвер Борисович, Луценко Владислав Анатольевич, Тищенко Владимир Андреевич, Парусов Владимир Васильевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Андрианов Николай Викторович, Кириленко Олег Михайлович, Эндерс Владимир Владимирович, Мандель Николай Львович
Метки: изготовления, способ, проката
Текст:
...аустенита 4. При небольших переохлаждениях число центров кристаллизации сравнительно мало, перлитные зерна получаются крупными, межпластиночное расстояние большим. С увеличением переохлаждения аустенита число центров кристаллизации перлитных зерен резко увеличивается, а скорость роста замедляется, размеры перлитных зерен и межпластиночное расстояние уменьшаются, а прочность повышается. В результате охлаждения со скоростью(520)2 в...
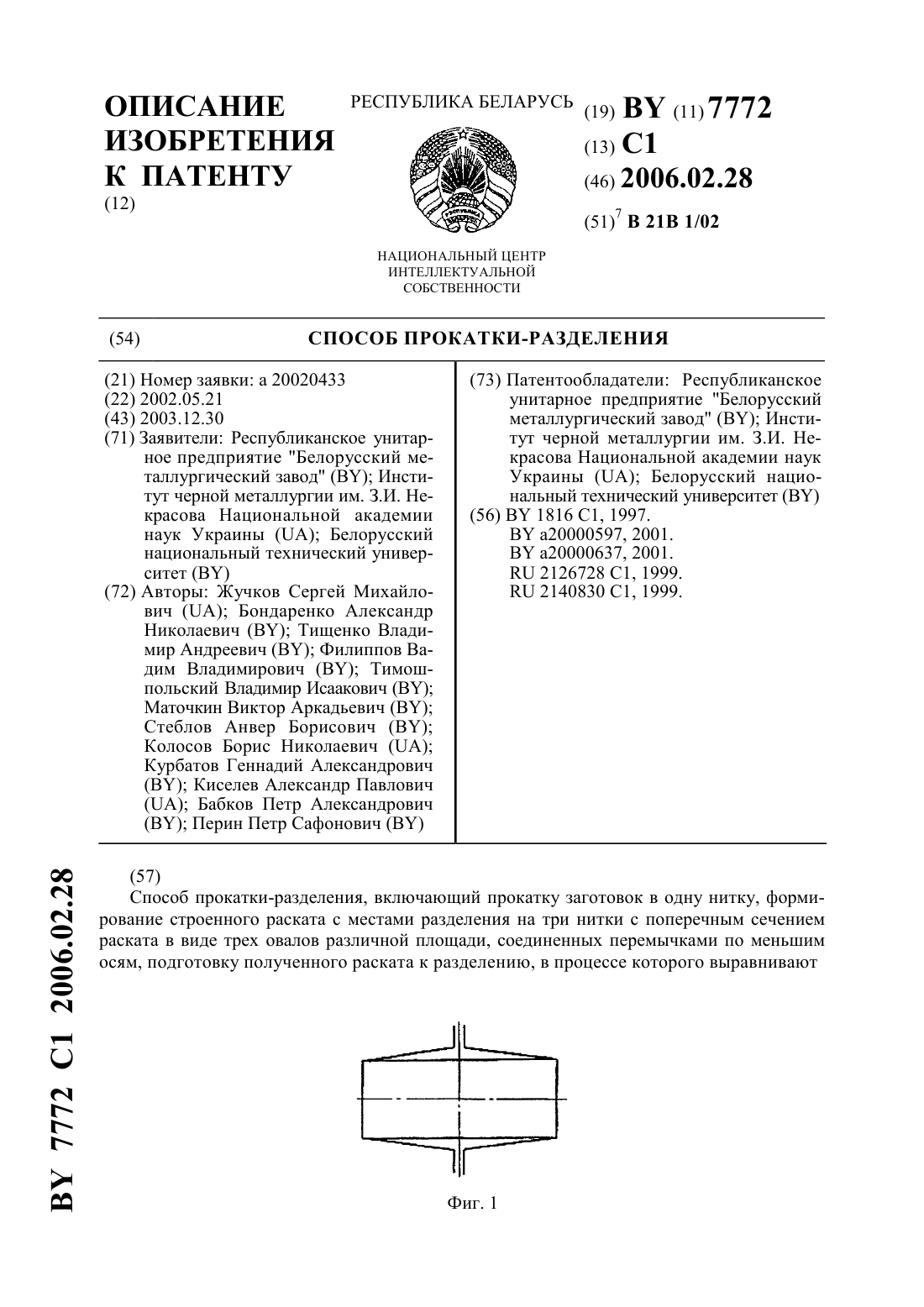
Способ прокатки – разделения
Номер патента: 7772
Опубликовано: 28.02.2006
Авторы: Тимошпольский Владимир Исаакович, Бабков Петр Александрович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Курбатов Геннадий Александрович, Перин Петр Сафонович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Филиппов Вадим Владимирович, Колосов Борис Николаевич, Киселев Александр Павлович, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: прокатки, способ, разделения
Текст:
...калибра, формирующего строенный раскат. На фиг. 3 - схема калибра, подготавливающего полученный раскат к продольному разделению. На фиг. 4 - три нитки разделенного раската. На фиг. 5 - схема формирования трех ниток раската на гладкой бочке со свободным уширением. На фиг. 6 - схема чистовых калибров, в которых формируется готовый профиль. Согласно изобретению, заготовка квадратного или прямоугольного сечения прокатывается в одну нитку в...
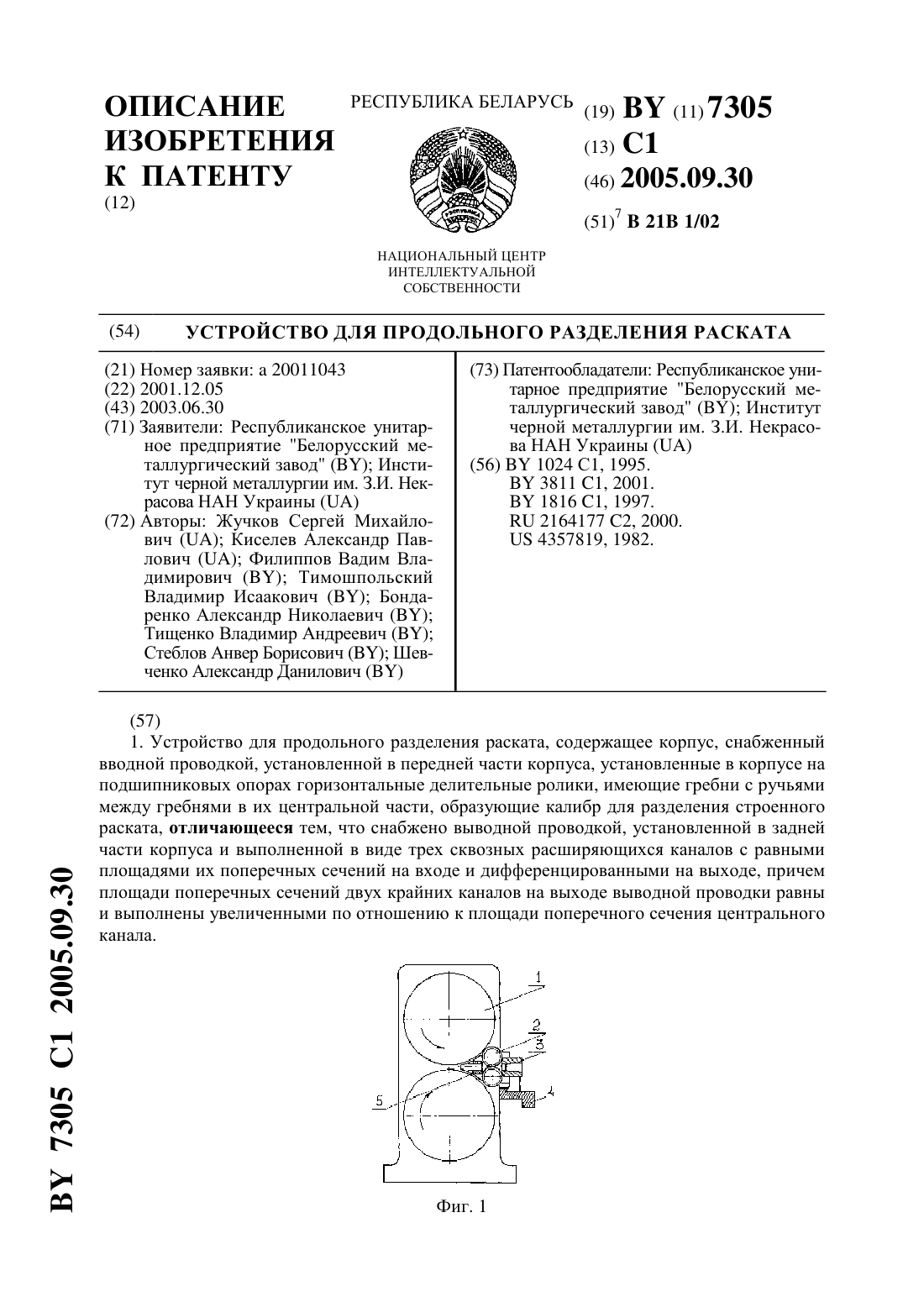
Устройство для продольного разделения раската
Номер патента: 7305
Опубликовано: 30.09.2005
Авторы: Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Киселев Александр Павлович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Шевченко Александр Данилович
МПК: B21B 1/02
Метки: разделения, раската, устройство, продольного
Текст:
...при перемещении каждой из разделенных ниток после деления строенного раската. Расширяющиеся каналы выводной проводки выполнены с различными соотношениями площади поперечного сечения выходных отверстий. Площади поперечных сечений двух крайних каналов на выходе выводной проводки выполнены увеличенными по отношению к площади поперечного сечения центрального канала 2(1,05-1,5) 1 (фиг. 2). Указанные соотношения гарантированно обеспечивают...
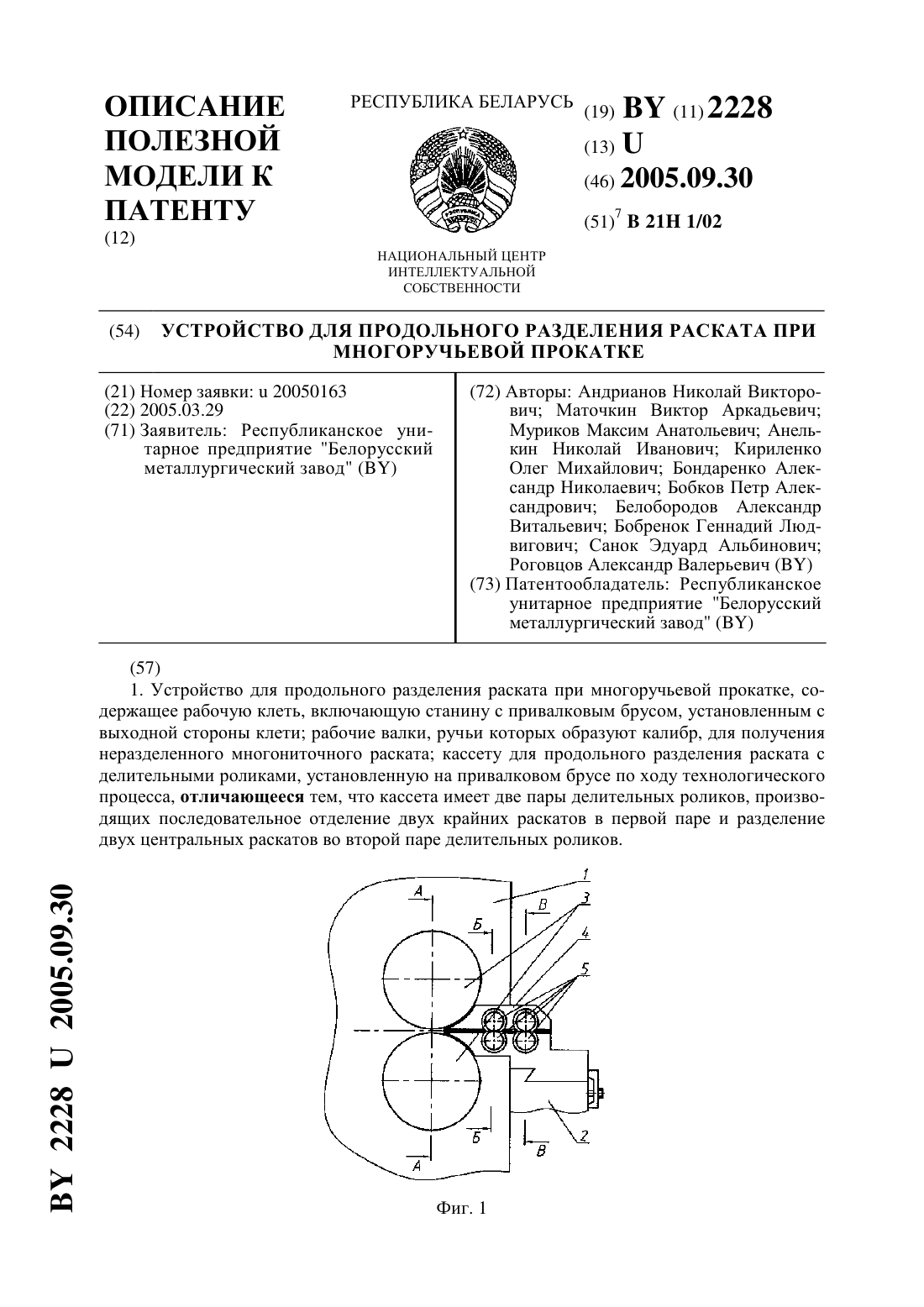
Устройство для продольного разделения раската при многоручьевой прокатке
Номер патента: U 2228
Опубликовано: 30.09.2005
Авторы: Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Муриков Максим Анатольевич, Анелькин Николай Иванович, Андрианов Николай Викторович, Белобородов Александр Витальевич, Санок Эдуард Альбинович, Бобков Петр Александрович, Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Роговцов Александр Валерьевич
МПК: B21H 1/02
Метки: разделения, прокатке, раската, устройство, многоручьевой, продольного
Текст:
...качества поверхности готового профиля двух центральных раскатов. Решение поставленной задачи обеспечивается тем, что устройство для продольного разделения раската при многоручьевой прокатке содержит рабочую клеть, включающую станину с привалковым брусом, установленным с выходной стороны клети рабочие валки,ручьи которых образуют калибр, для получения неразделенного многониточного раската кассету для продольного разделения раската с...
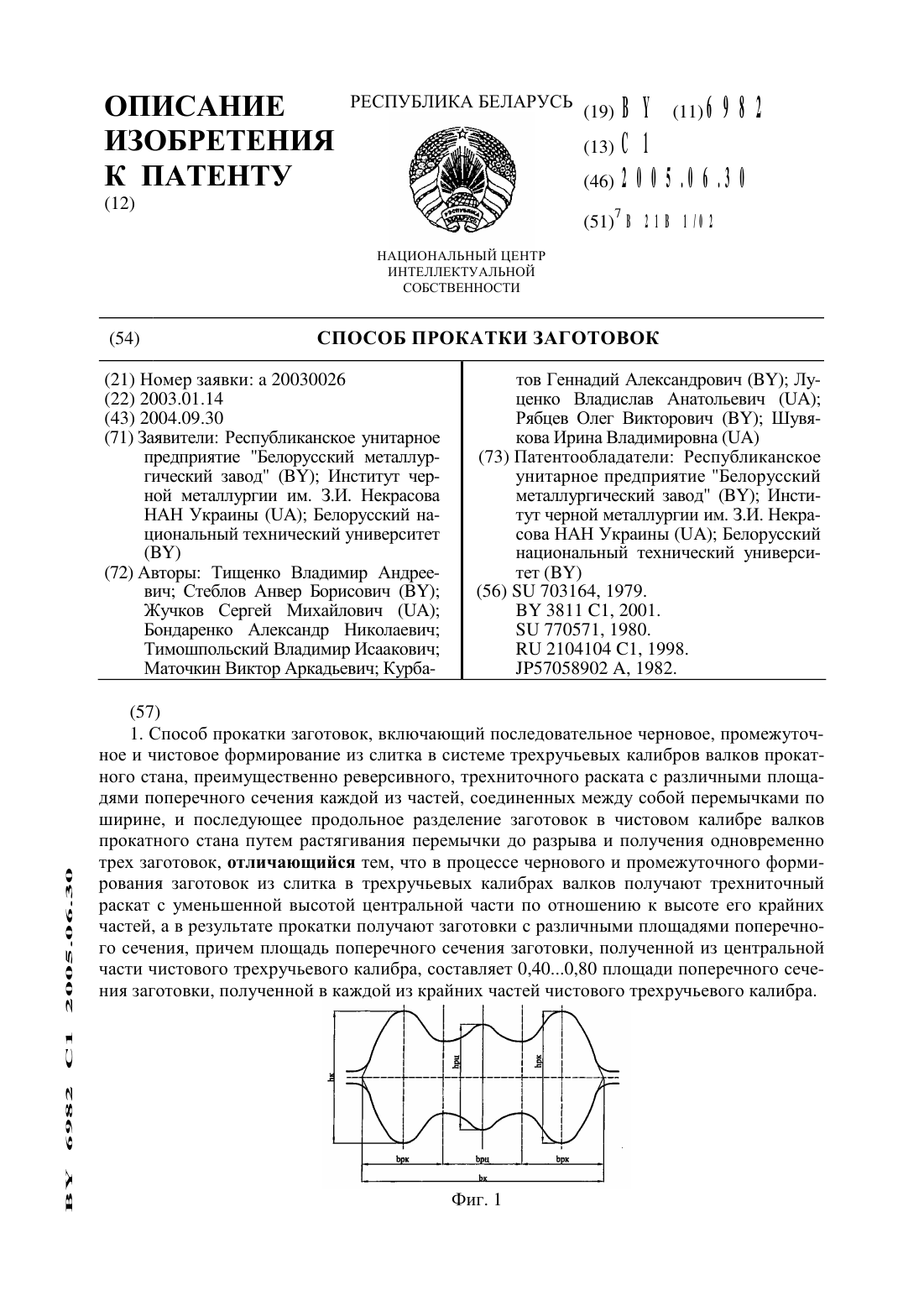
Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Рябцев Олег Викторович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Шувякова Ирина Владимировна, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: заготовок, способ, прокатки
Текст:
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
Арматурный стержень периодического профиля
Номер патента: U 1912
Опубликовано: 30.06.2005
Авторы: Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Гуненков Валентин Юрьевич, Андрианов Николай Викторович, Тихонов Игорь Николаевич, Судаков Геральд Николаевич, Маточкин Виктор Аркадьевич, Звездов Андрей Иванович, Мухамедиев Тахир Абдурахманович, Мешков Владимир Зусьевич
МПК: E04C 5/03
Метки: профиля, арматурный, периодического, стержень
Текст:
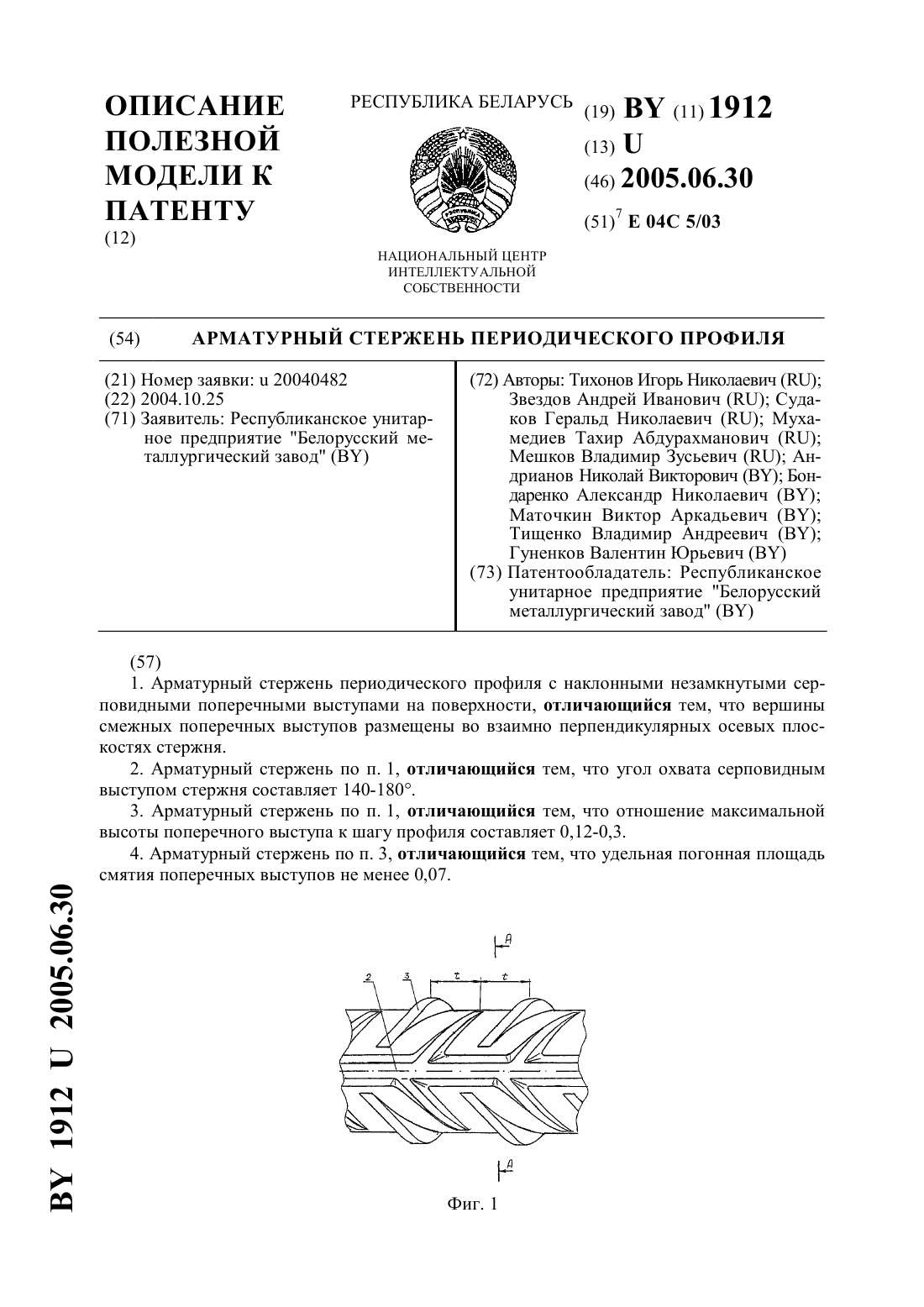
...составляет 0,12-0,3, причем удельная погонная площадь поперечных выступов не менее 0,07. Предлагаемый арматурный стержень отличается тем, что имеет поперечные наклонные выступы профиля серповидной формы с углом охвата от 140 до 180. При этом вершины смежных серповидных выступов находятся не в одной осевой плоскости, а разведены на угол 90 по окружности стержня, что дает технический результат -повышенное сцепление с бетоном за счет более...
Арматурный стержень периодического профиля
Номер патента: 6811
Опубликовано: 30.03.2005
Авторы: Горбанев Аркадий Алексеевич, Бондаренко Александр Николаевич, Вашков Адам Семенович, Колосов Борис Николаевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Филиппов Вадим Владимирович, Терин Вячеслав Дмитриевич, Токмаков Вадим Анатольевич
МПК: B21B 1/16
Метки: периодического, стержень, арматурный, профиля
Текст:
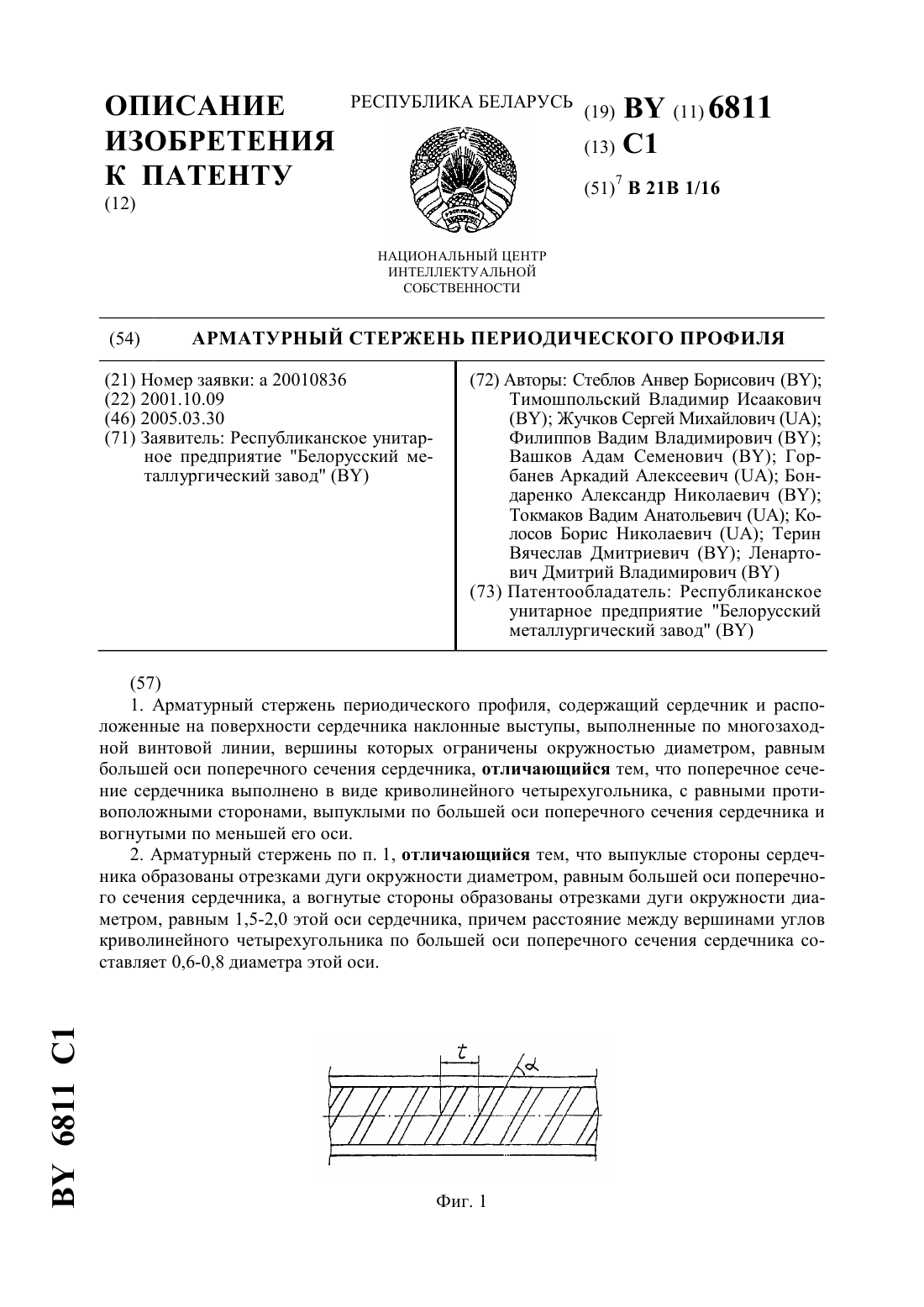
...неизменным, а высота выступов уменьшается незначительно. Указанное обстоятельство позволяет увеличить съем металла с одного калибра без ухудшения эксплуатационных свойств арматурного профиля. Таким образом, выполнение поперечного сечения сердечника с вогнутыми по меньшей его оси сторонами увеличивает стойкость чистовых калибров, улучшает сцепление арматурного профиля с бетоном, по сравнению с эллиптической, и тем более круглой формой...
Чистовая клеть прокатного стана
Номер патента: U 1801
Опубликовано: 30.03.2005
Авторы: Чернов Анатолий Ефимович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Иванов Эдуард Владимирович, Бобков Петр Александрович, Перин Петр Сафонович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: клеть, чистовая, прокатного, стана
Текст:
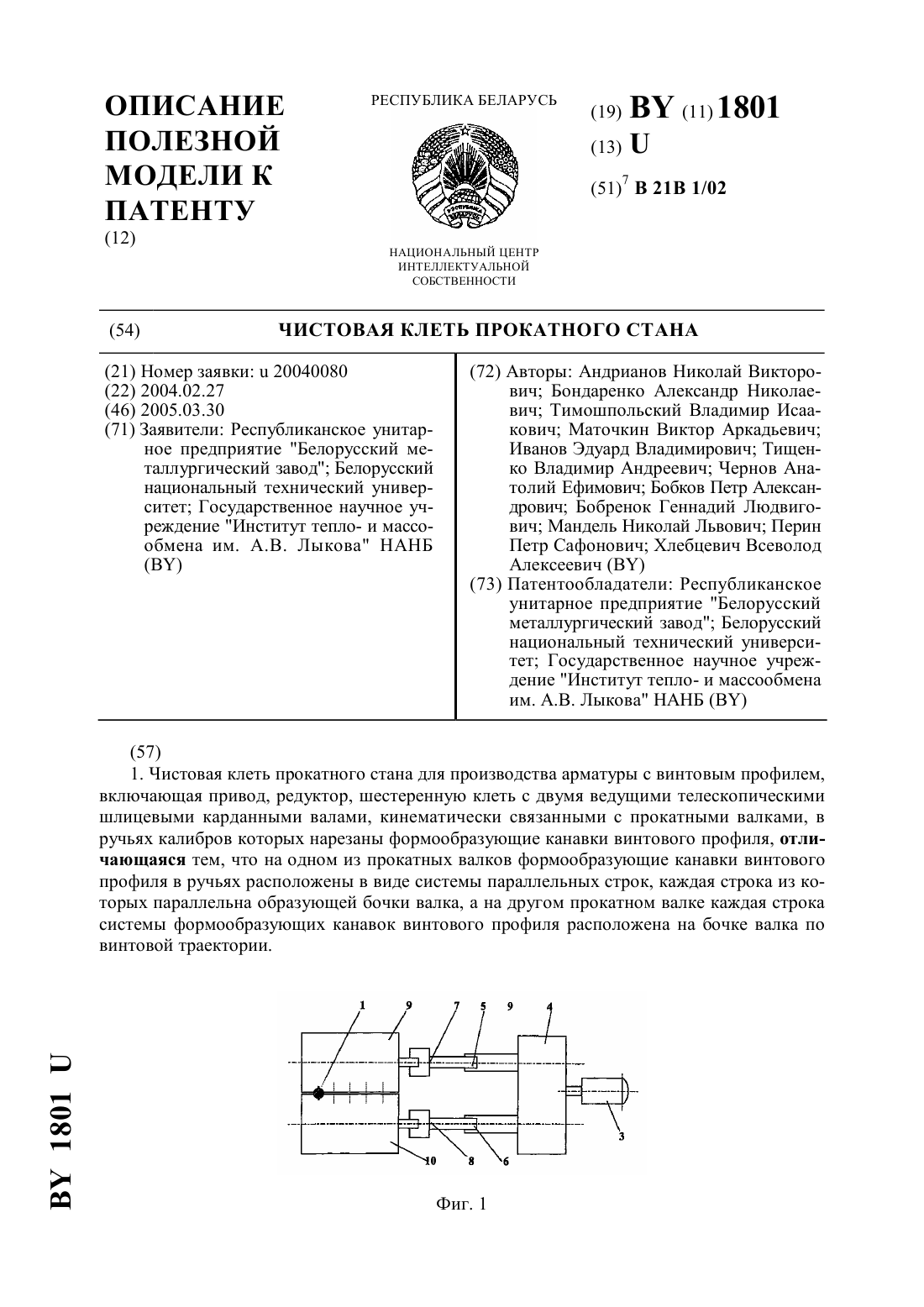
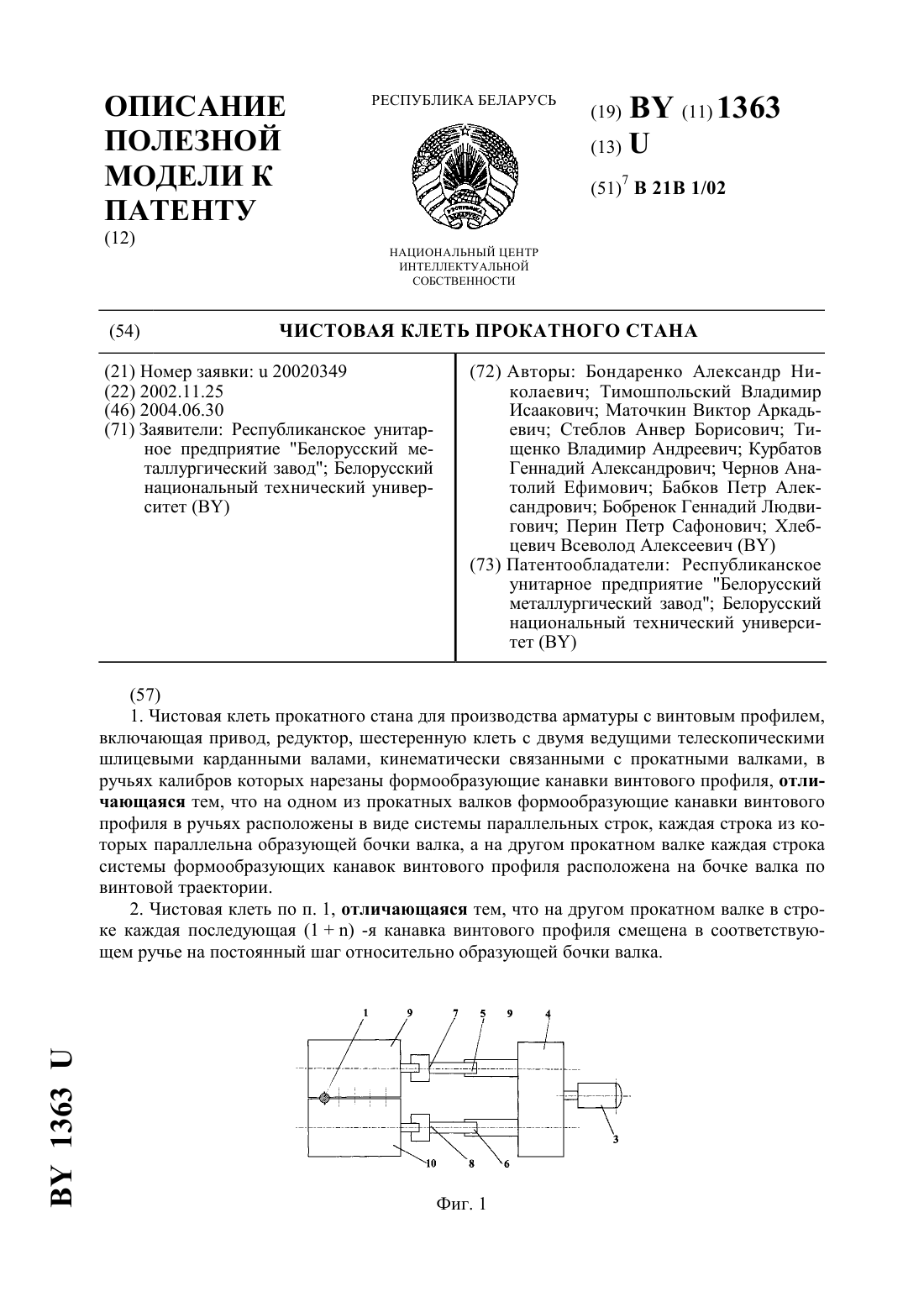
...модели положена задача расширения технологических возможностей чистовой клети для получения арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с...
Система калибров валков прокатного стана
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Маточкин Виктор Аркадьевич, Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Луценко Владислав Анатольевич, Тимошпольский Владимир Исаакович, Рябцев Олег Викторович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Шувякова Ирина Владимировна
МПК: B21B 1/02
Метки: прокатного, система, валков, калибров, стана
Текст:
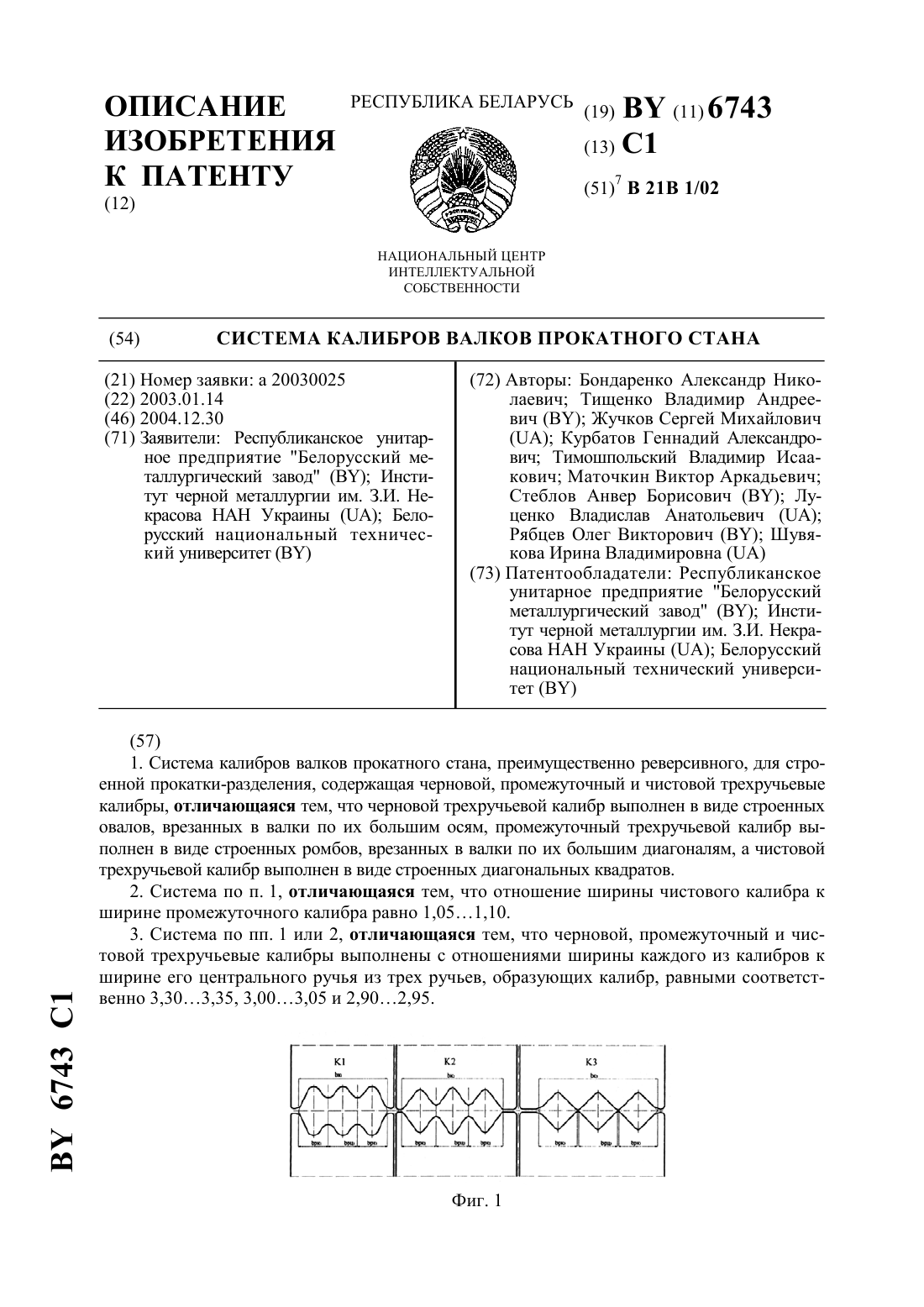
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
Способ изготовления проката
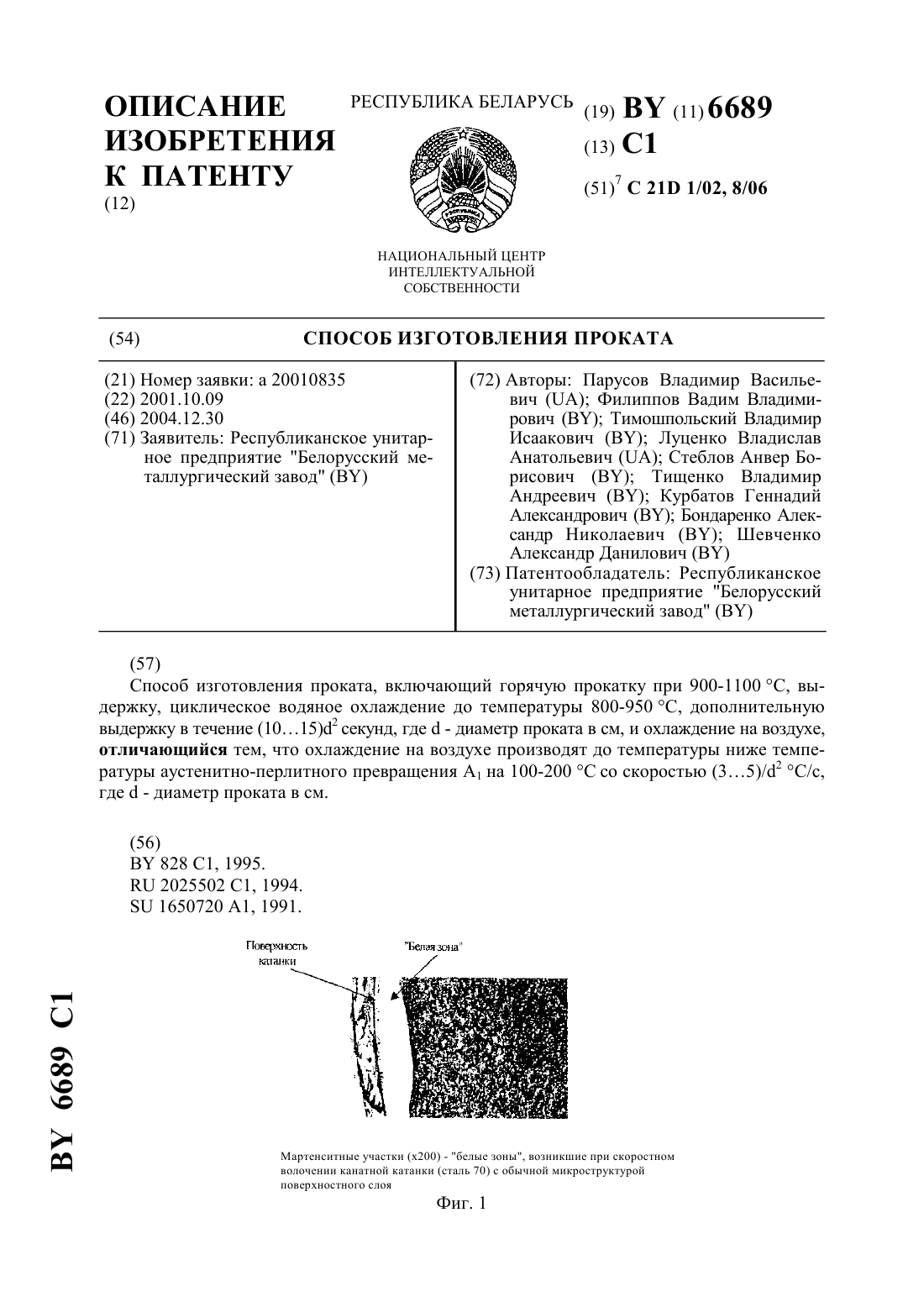
Номер патента: 6689
Опубликовано: 30.12.2004
Авторы: Шевченко Александр Данилович, Тищенко Владимир Андреевич, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Парусов Владимир Васильевич, Бондаренко Александр Николаевич, Луценко Владислав Анатольевич, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович
Метки: изготовления, способ, проката
Текст:
...котором указаны белые зоны, обладающие пониженной пластичностью. Наличие белых зон под поверхностным слоем катанки при последующем волочении приводит к образованию суб- и микротрещин, развитие которых сопровождается обрывами. Охлаждение катанки на воздухе со скоростью менее 3/2 приводит к дальнейшему растворению в аустените исходных глобулей цементита (при температурах выше 1), что обусловливает превращение аустенита как по нормальному, так и...
Роликовая проводка с устройством для контроля вращения роликов
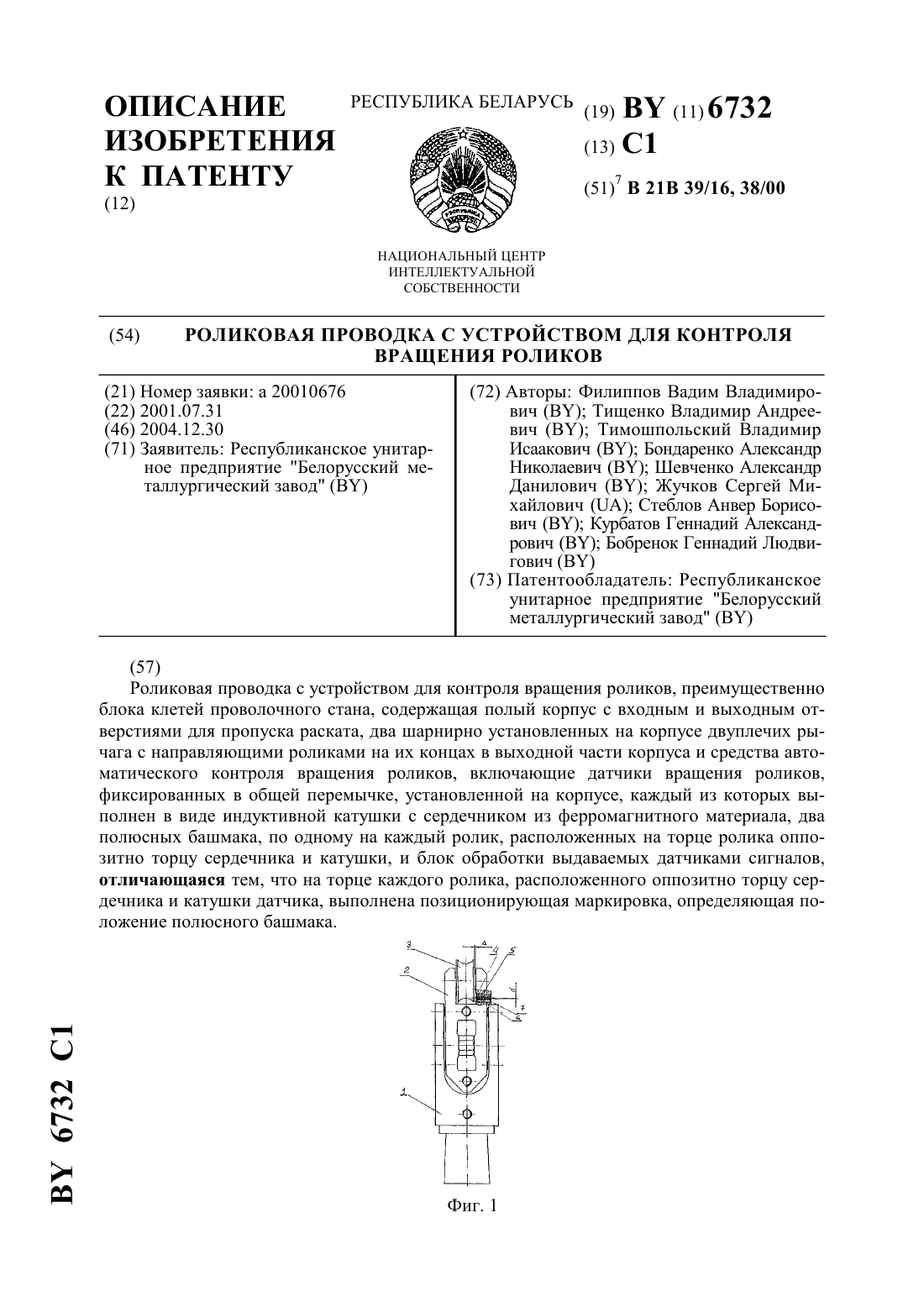
Номер патента: 6732
Опубликовано: 30.12.2004
Авторы: Тищенко Владимир Андреевич, Шевченко Александр Данилович, Курбатов Геннадий Александрович, Бобренок Геннадий Людвигович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Бондаренко Александр Николаевич, Жучков Сергей Михайлович
МПК: B21B 38/00, B21B 39/16
Метки: устройством, роликов, роликовая, вращения, контроля, проводка
Текст:
...ролика, не превышающем диаметра сердечника 7, что обеспечивает требуемую амплитуду импульса, индуцируемого в катушке. Наличие на торце ролика позиционирующей маркировки 9, расположенной оппозитно торцу сердечника и катушки и определяющей положение полюсного башмака 8 каждого ролика, предупреждает снижение эффективности использования роликовой проводки с устройством для контроля вращения роликов в процессе ее длительной...
Способ прокатки разделением
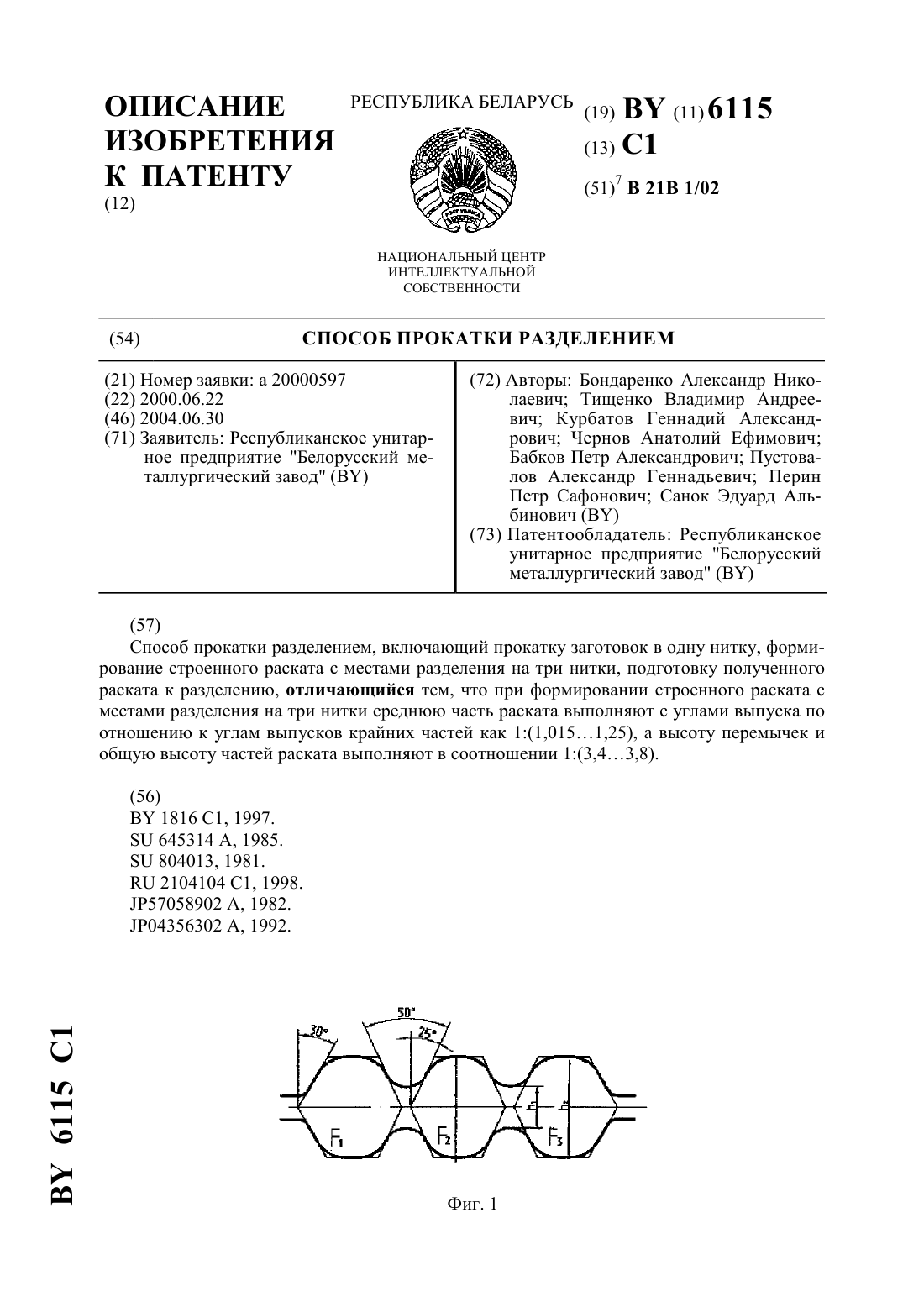
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Бондаренко Александр Николаевич, Санок Эдуард Альбинович, Бабков Петр Александрович, Курбатов Геннадий Александрович, Пустовалов Александр Геннадьевич, Перин Петр Сафонович, Чернов Анатолий Ефимович, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: прокатки, разделением, способ
Текст:
...в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с...
Линия изготовления стального проката
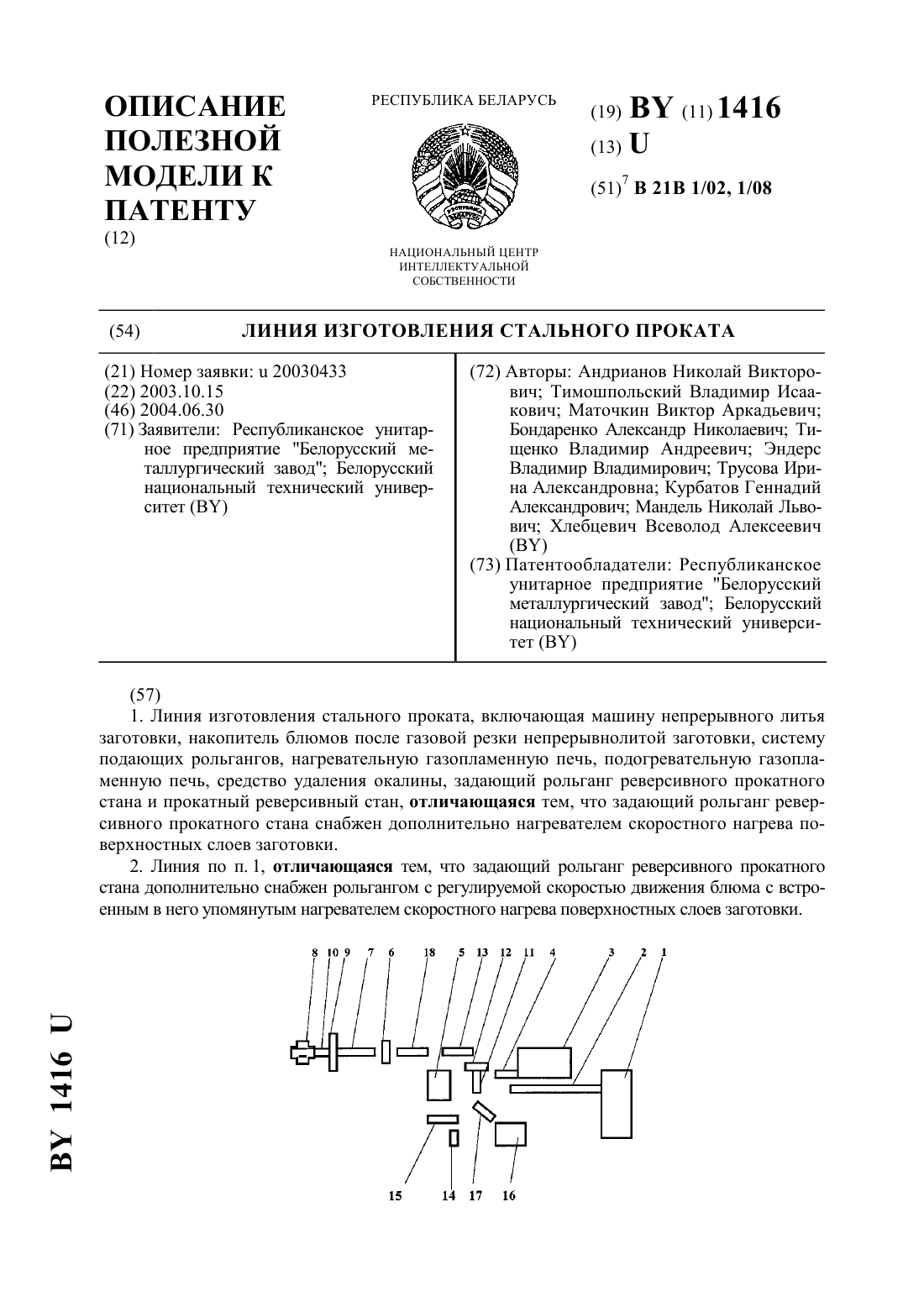
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Мандель Николай Львович, Бондаренко Александр Николаевич, Курбатов Геннадий Александрович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Эндерс Владимир Владимирович
Метки: линия, проката, стального, изготовления
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Арматурный стержень периодического профиля
Номер патента: U 1452
Опубликовано: 30.06.2004
Авторы: Мешков Владимир Зусьевич, Бондаренко Александр Николаевич, Судаков Геральд Николаевич, Андрианов Николай Викторович, Тихонов Игорь Николаевич, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич
МПК: E04C 5/03
Метки: периодического, стержень, арматурный, профиля
Текст:
...наклонные ребра. Согласно полезной модели, участки контура поверхности сердечника стержня с центрами в начальных точках гипоциклоиды выступают в поперечном сечении стержня за пределы внешнего контура наклонных ребер, и на выступающих участках поверхности сердечника имеются углубления, периодически повторяющиеся по длине стержня. Причем два противоположных продольных ребра могут иметь углубления, периодически повторяющиеся по длине стержня,...
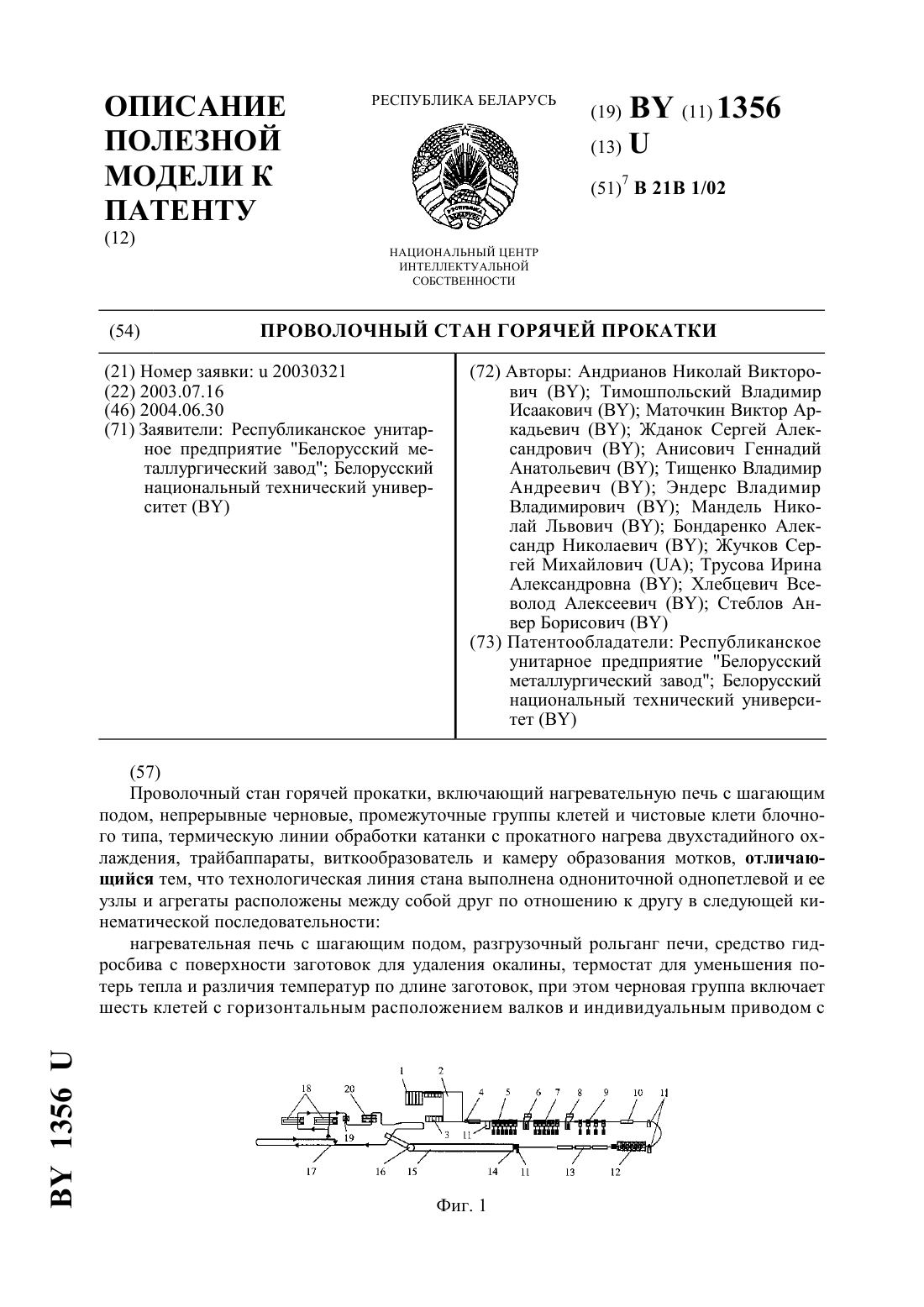
Проволочный стан горячей прокатки
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Трусова Ирина Александровна, Жданок Сергей Александрович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Жучков Сергей Михайлович, Андрианов Николай Викторович, Тищенко Владимир Андреевич, Мандель Николай Львович, Стеблов Анвер Борисович, Анисович Геннадий Анатольевич, Эндерс Владимир Владимирович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: стан, проволочный, прокатки, горячей
Текст:
...смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3...
Чистовая клеть прокатного стана
Номер патента: U 1363
Опубликовано: 30.06.2004
Авторы: Стеблов Анвер Борисович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Бабков Петр Александрович, Тимошпольский Владимир Исаакович, Чернов Анатолий Ефимовия, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Перин Петр Сафонович, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: клеть, прокатного, стана, чистовая
Текст:
...арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими...
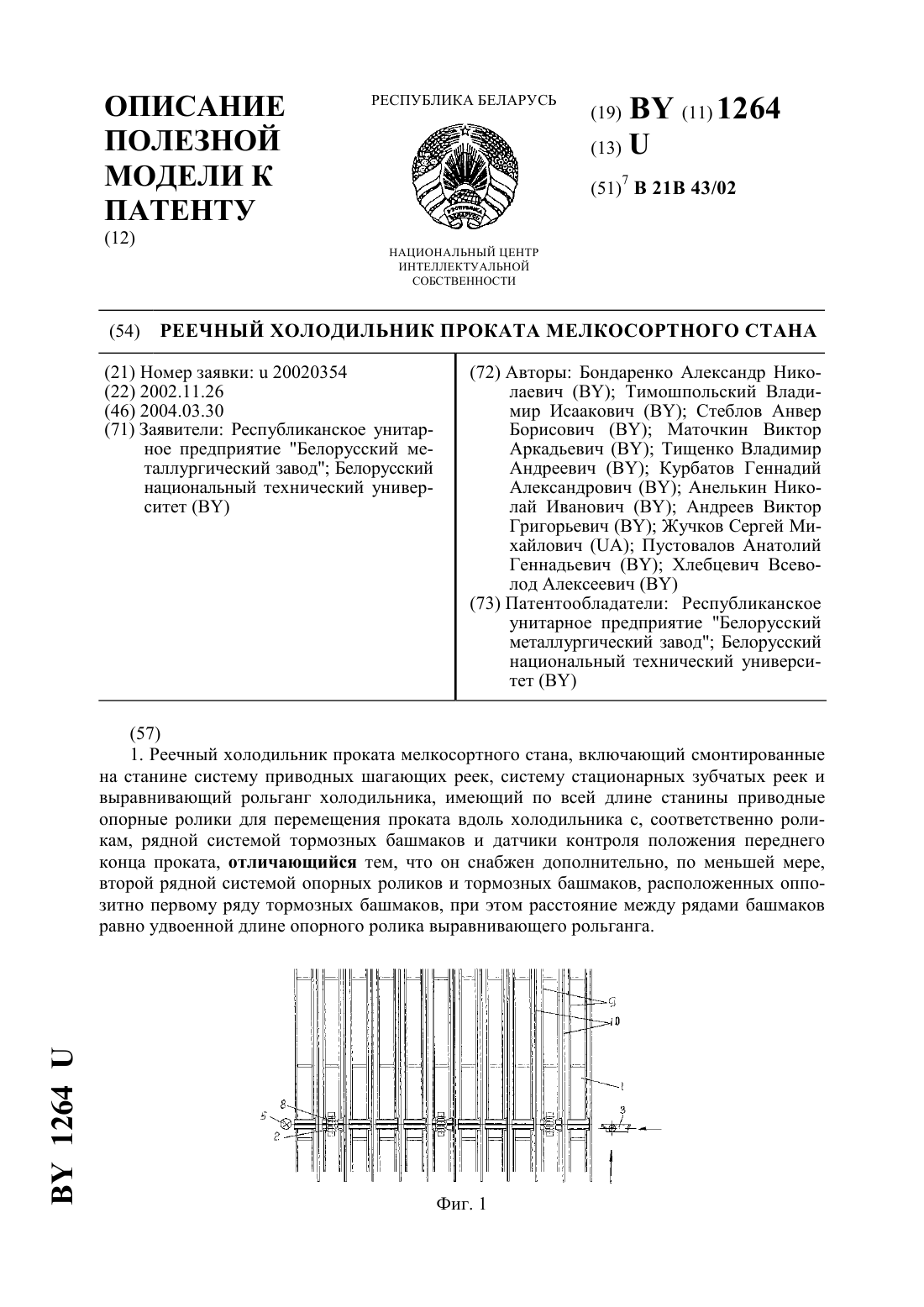
Реечный холодильник проката мелкосортного стана
Номер патента: U 1264
Опубликовано: 30.03.2004
Авторы: Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Пустовалов Анатолий Геннадьевич, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Курбатов Геннадий Александрович, Андреев Виктор Григорьевич, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Анелькин Николай Иванович
МПК: B21B 43/02
Метки: мелкосортного, холодильник, реечный, проката, стана
Текст:
...перемещения проката вдоль холодильника с, соответственно роликам, рядной системой тормозных башмаков и датчики контроля положения переднего конца проката, согласно полезной модели, он снабжен дополнительно, по меньшей мере, второй рядной системой опорных роликов и тормозных башмаков, расположенных оппозитно первому ряду тормозных башмаков, при этом расстояние между рядами башмаков равно удвоенной длине опорного ролика выравнивающего...
Машина непрерывного литья заготовок
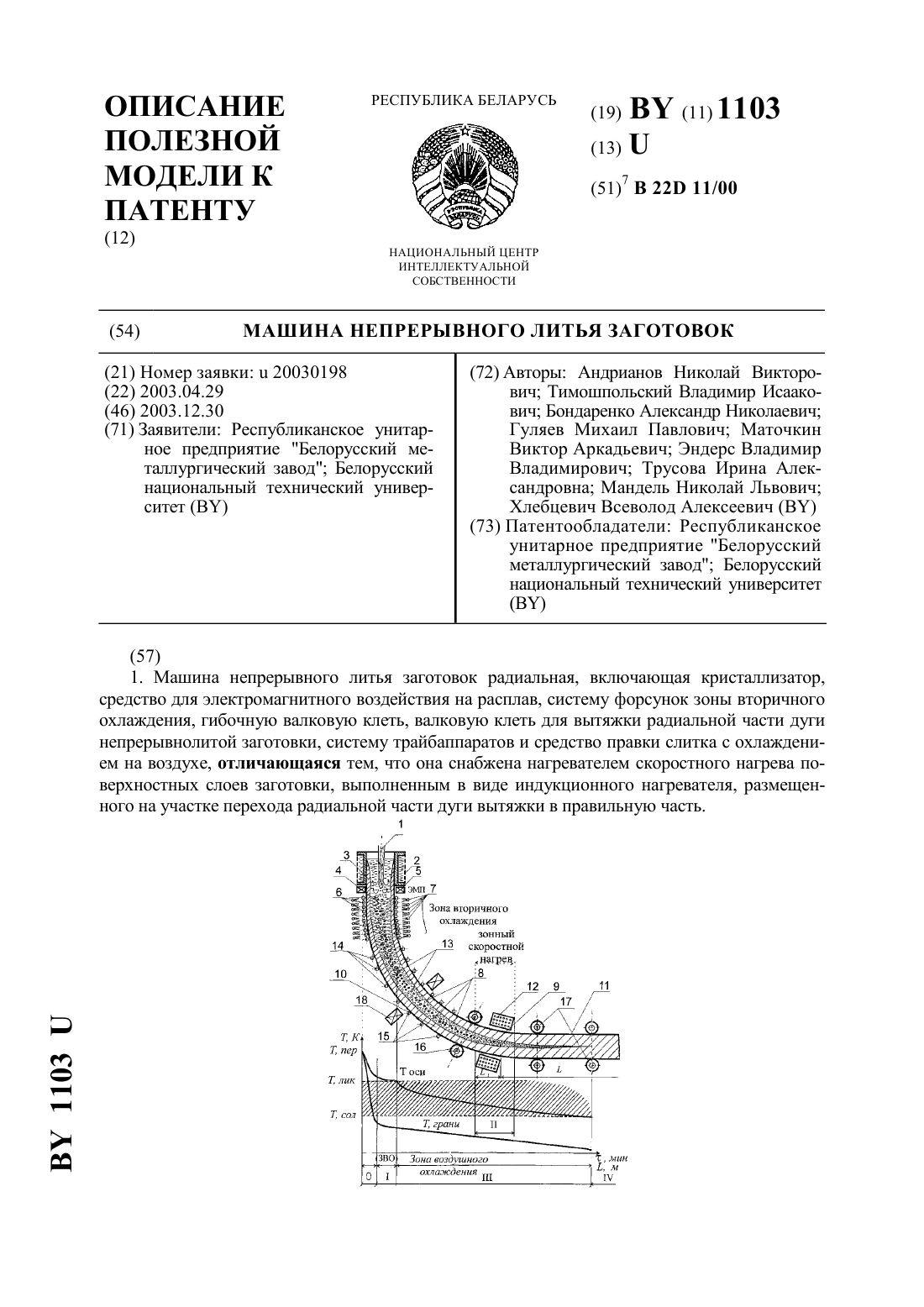
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Трусова Ирина Александровна, Андрианов Николай Викторович, Гуляев Михаил Павлович
МПК: B22D 11/00
Метки: машина, непрерывного, заготовок, литья
Текст:
...с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб...
Арматурный стержень для железобетонных конструкций
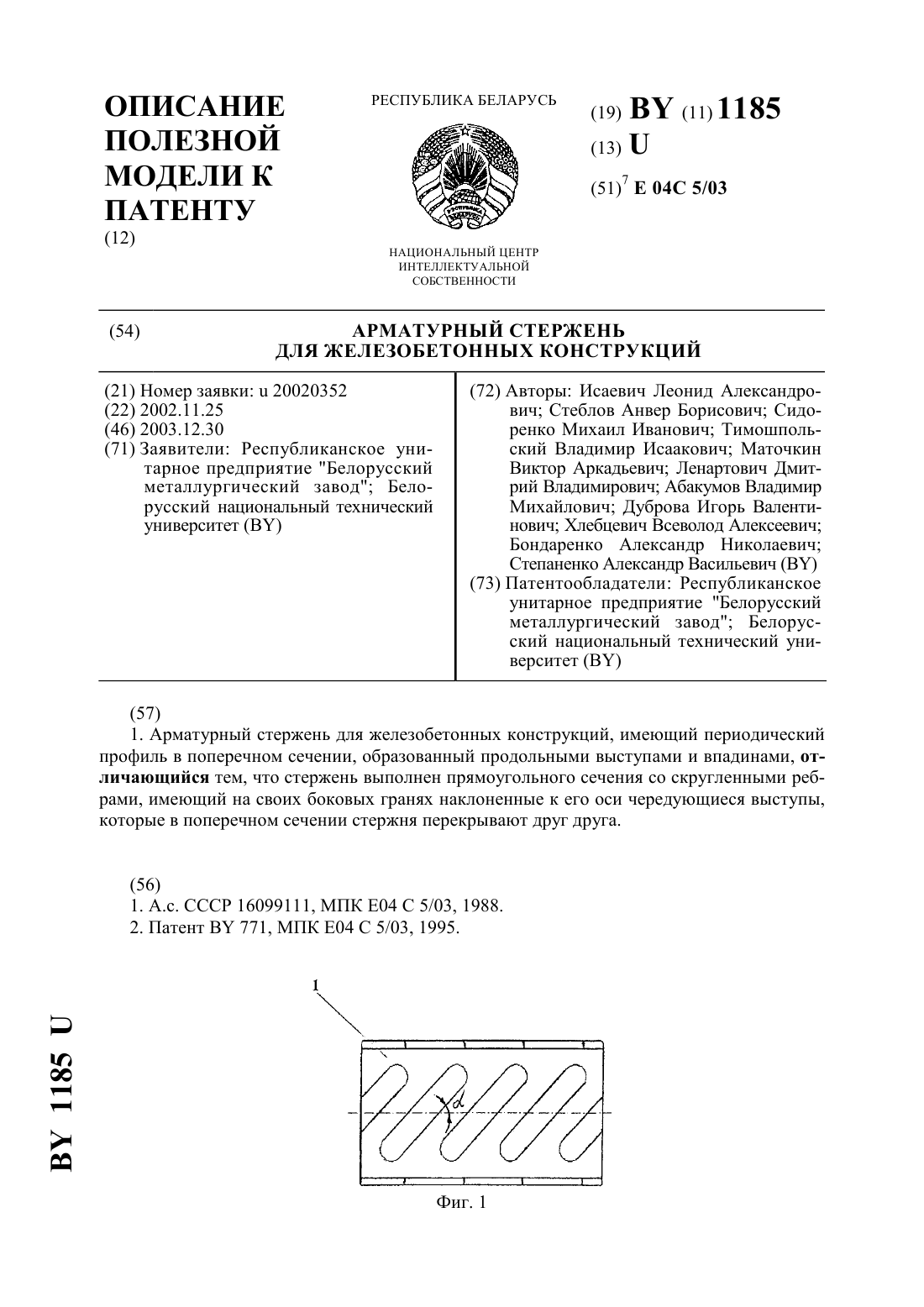
Номер патента: U 1185
Опубликовано: 30.12.2003
Авторы: Степаненко Александр Васильевич, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Исаевич Леонид Александрович, Дуброва Игорь Валентинович, Абакумов Владимир Михайлович, Стеблов Анвер Борисович, Сидоренко Михаил Иванович, Хлебцевич Всеволод Алексеевич
МПК: E04C 5/03
Метки: арматурный, конструкций, железобетонных, стержень
Текст:
...признаков, характеризующих сущность полезной модели, не известна из уровня техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Предлагаемая сущность полезной модели может быть многократно использована в практически в любой области строительной индустрии. Заявителями изготовлены опытные образцы железобетонных изделий, армированных предлагаемой полезной моделью арматурного стержня, проведены его испытания,...
Ротационные ножницы для обрезки переднего конца проката мелкосортного стана

Номер патента: U 1181
Опубликовано: 30.12.2003
Авторы: Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Бобренок Геннадий Людвигович, Курбатов Геннадий Александрович, Бондаренко Александр Николаевич, Стеблов Анвер Борисович
МПК: B23B 27/12
Метки: обрезки, стана, ножницы, конца, проката, мелкосортного, переднего, ротационные
Текст:
...в желоб следующей клети и, как следствие, приводит к повышению брака и снижению производительности. В основу полезной модели поставлена задача безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения для повышения качества мелкосортной прокатки путем исключения попадания переднего конца обрези в желоб следующей клети. Поставленная задача достигается тем, что в ротационных ножницах для обрезки переднего конца...
Способ прокатки заготовок разделением
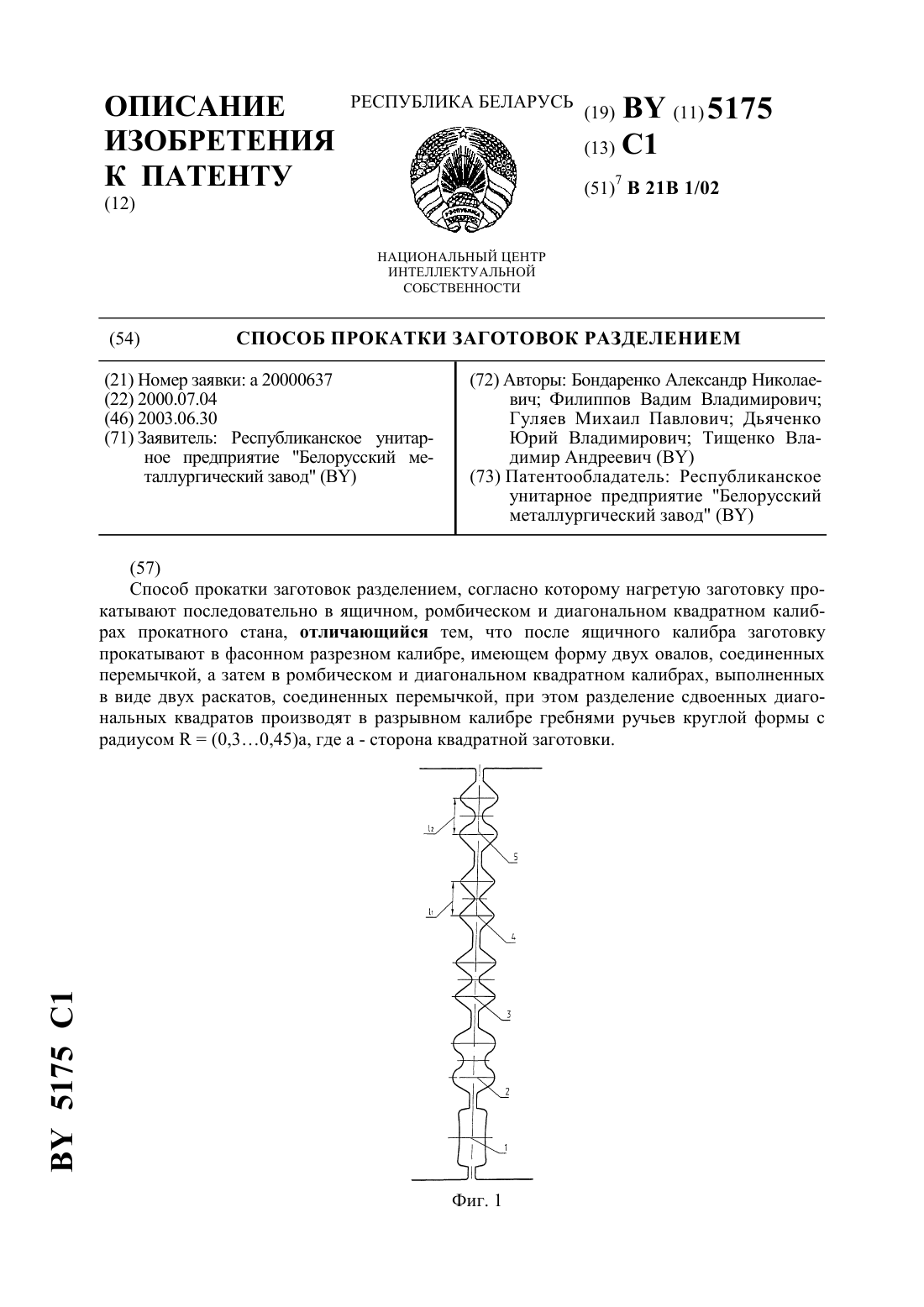
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Дьяченко Юрий Владимирович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Гуляев Михаил Павлович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: способ, заготовок, разделением, прокатки
Текст:
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Бобренок Геннадий Людвигович, Ходырев Владимир Александрович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович
МПК: B21C 47/04, B21B 1/02
Метки: арматурных, раската, способ, прокатки, разделением, профилей, продольным
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Жучков Сергей Михайлович, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Горбанев Аркадий Алексеевич, Асанов Валерий Николаевич
МПК: B21B 1/02
Метки: прокатного, калибровки, система, валков, сортового, стана, непрерывного
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Роликовая проводка с устройством для контроля вращения роликов
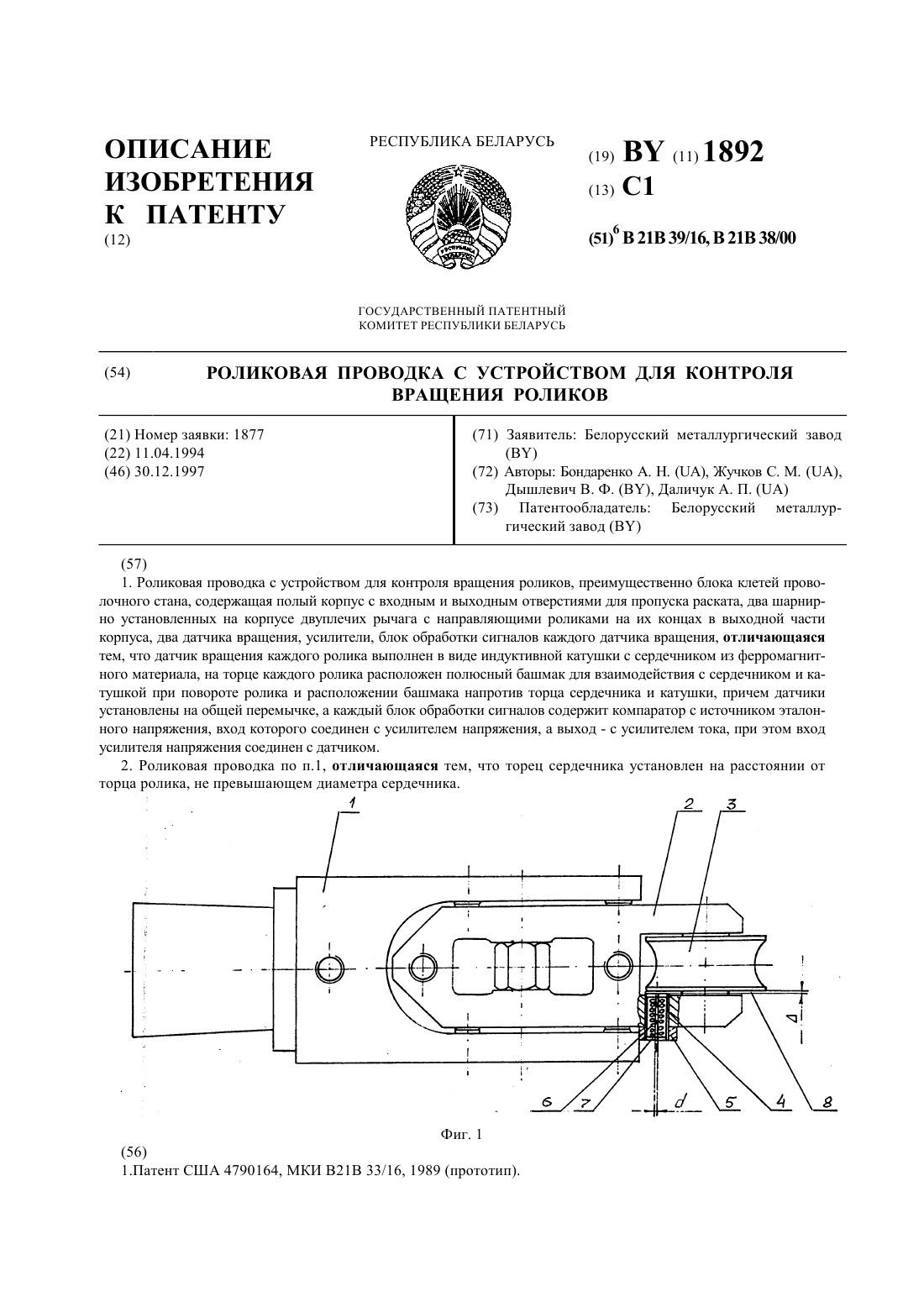
Номер патента: 1892
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Даличук Анатолий Пантелеевич, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович
МПК: B21B 38/00, B21B 39/16
Метки: роликовая, контроля, проводка, устройством, роликов, вращения
Текст:
...располагается на расстоянииот торца соответствующего ролика, не превышающем диаметрасердечника 7, что обеспечивает требуемую амплитуду импульса,индуцируемого в катушке. Указанное обстоятельство предупреждает снижение эффективности контроля работоспособности проводки в процессе работы стана и не требует увеличения габаритов датчика, усложняющего встраивание его в проводку. Работает роликовая проводка с устройством для контроля вращения...
Способ прокатки-разделения
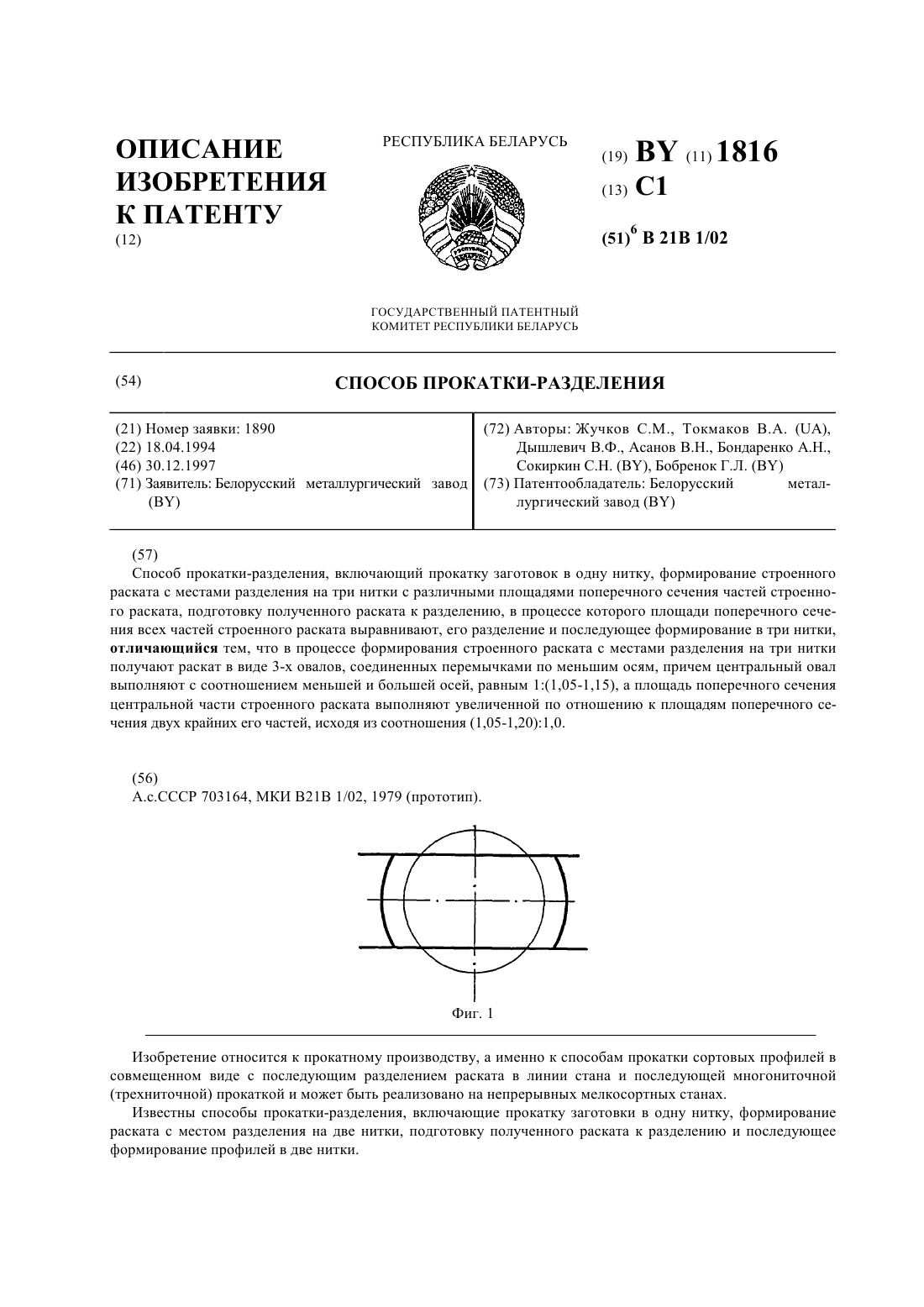
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Токмаков Вадим Анатольевич, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: способ, прокатки-разделения
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Способ калибровки валков реверсивного прокатного стана
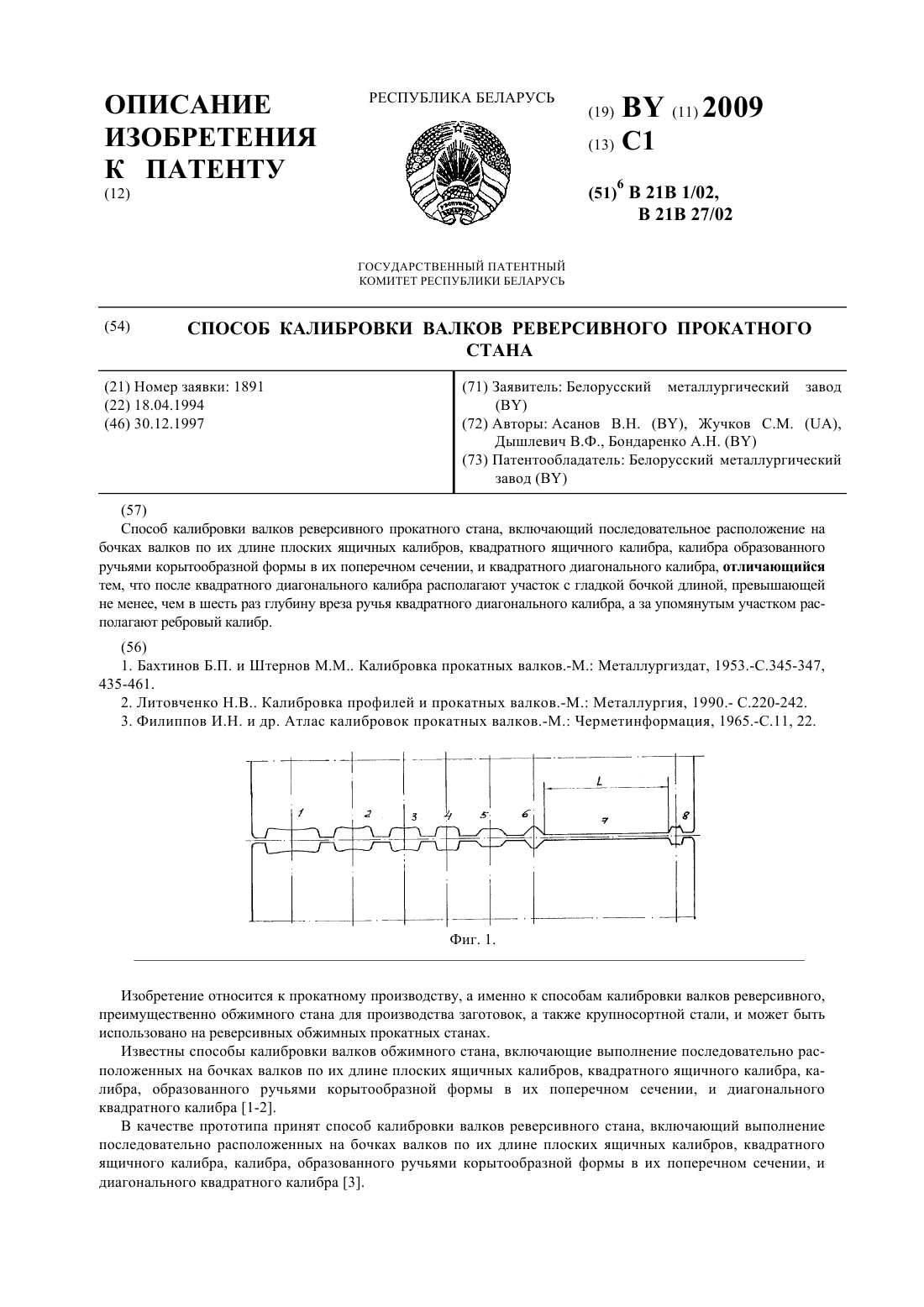
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Бондаренко Александр Николаевич
МПК: B21B 27/02, B21B 1/02
Метки: калибровки, стана, реверсивного, способ, валков, прокатного
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Сычков Александр Борисович, Луценко Владимир Анатольевич, Дышлевич Виктор Федорович, Парусов Владимир Васильевич, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Бобренок Геннадий Людвигович, Тихонов Игорь Николаевич, Олейник Вадим Анатольевич, Стеблов Анвер Борисович
МПК: C21D 8/08
Метки: термомеханической, арматурной, стали, обработки, способ
Текст:
...установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке...
Способ получения угловых профилей на непрерывных станах
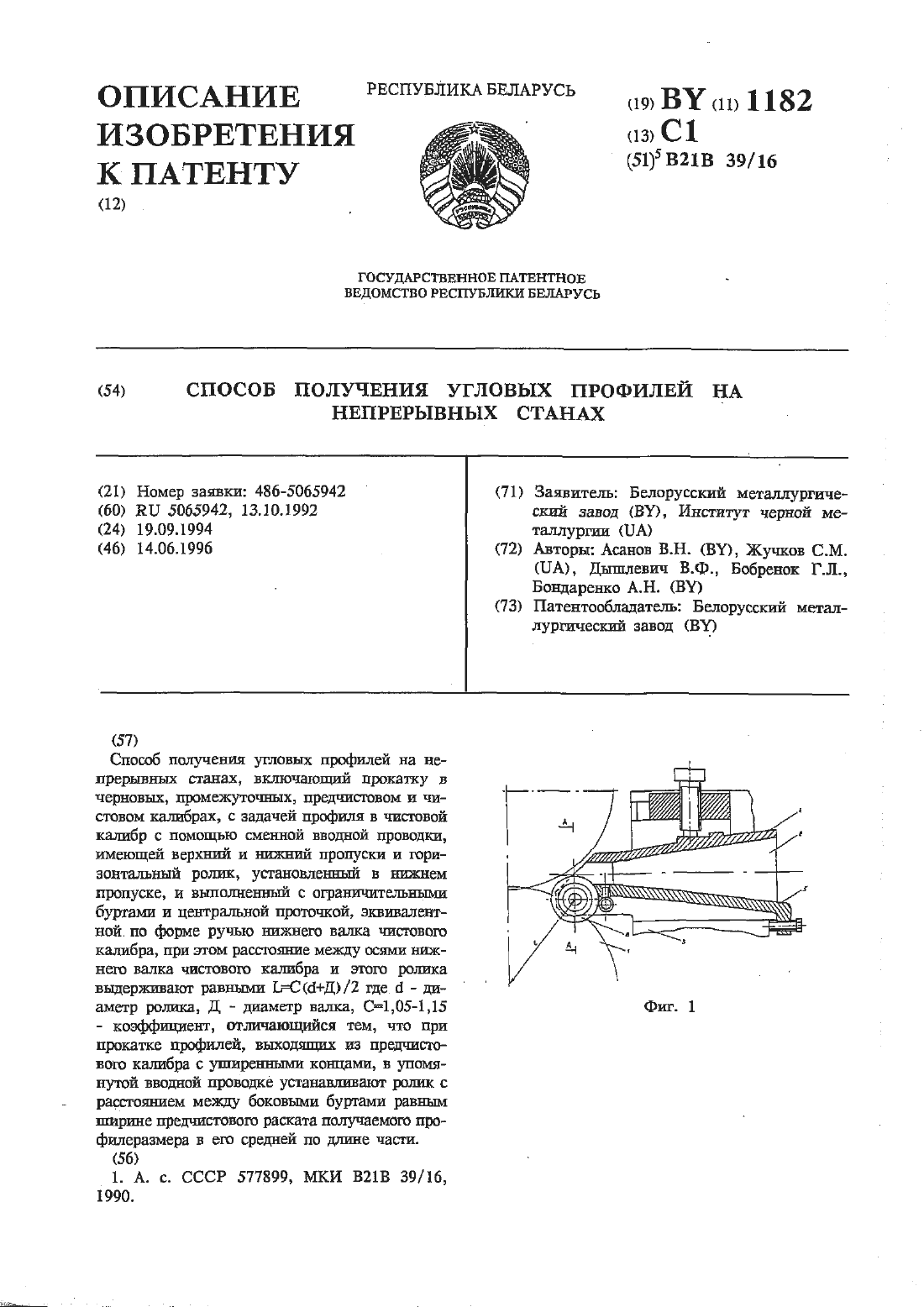
Номер патента: 1182
Опубликовано: 14.06.1996
Авторы: Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Асанов Валерий Николаевич
МПК: B21B 39/16
Метки: угловых, станах, профилей, непрерывных, способ, получения
Текст:
...сбоку), на фиг. 2 - сечение по А-А на фит. 1, на фиг. 3 - схема взаимодействия предчистового раската с горизонтальным ролшсом проводки чистовой прокатной КИСТИ.Способ осуществляется следующим образом.ИЗ нагретой ЗЗГОТОВКИ В СИСТЕМЕ ЧВРНОВЫХ и промежуточных калибров непрерывного сортового стана формируют угловой раскат. Этот РНСКВТ ПРОКЗТЬГВЗЮТ В ПРЕДЧИСГОВОМ УГЛОВОМ калибре и задают в угловой кадпггбр чистовой прокатной клети 1 с помощью...
Устройство многоручьевой прокатки сортовых заготовок
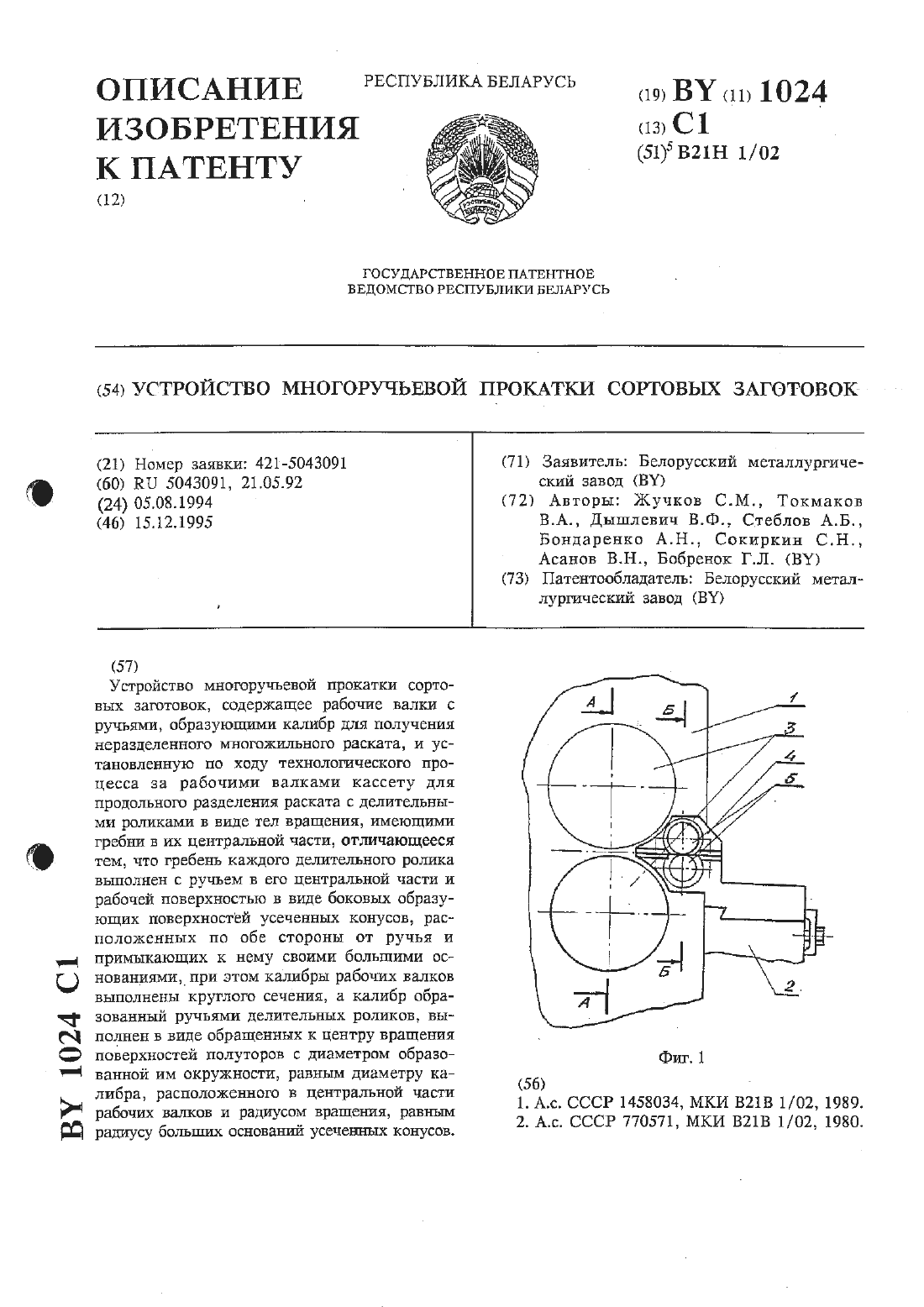
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Жучков Сергей Михайлович, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Стеблов Анвер Борисович, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Сокиркин Сергей Николаевич
МПК: B21H 1/02
Метки: прокатки, устройство, сортовых, заготовок, многоручьевой
Текст:
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ прокатки швеллеров
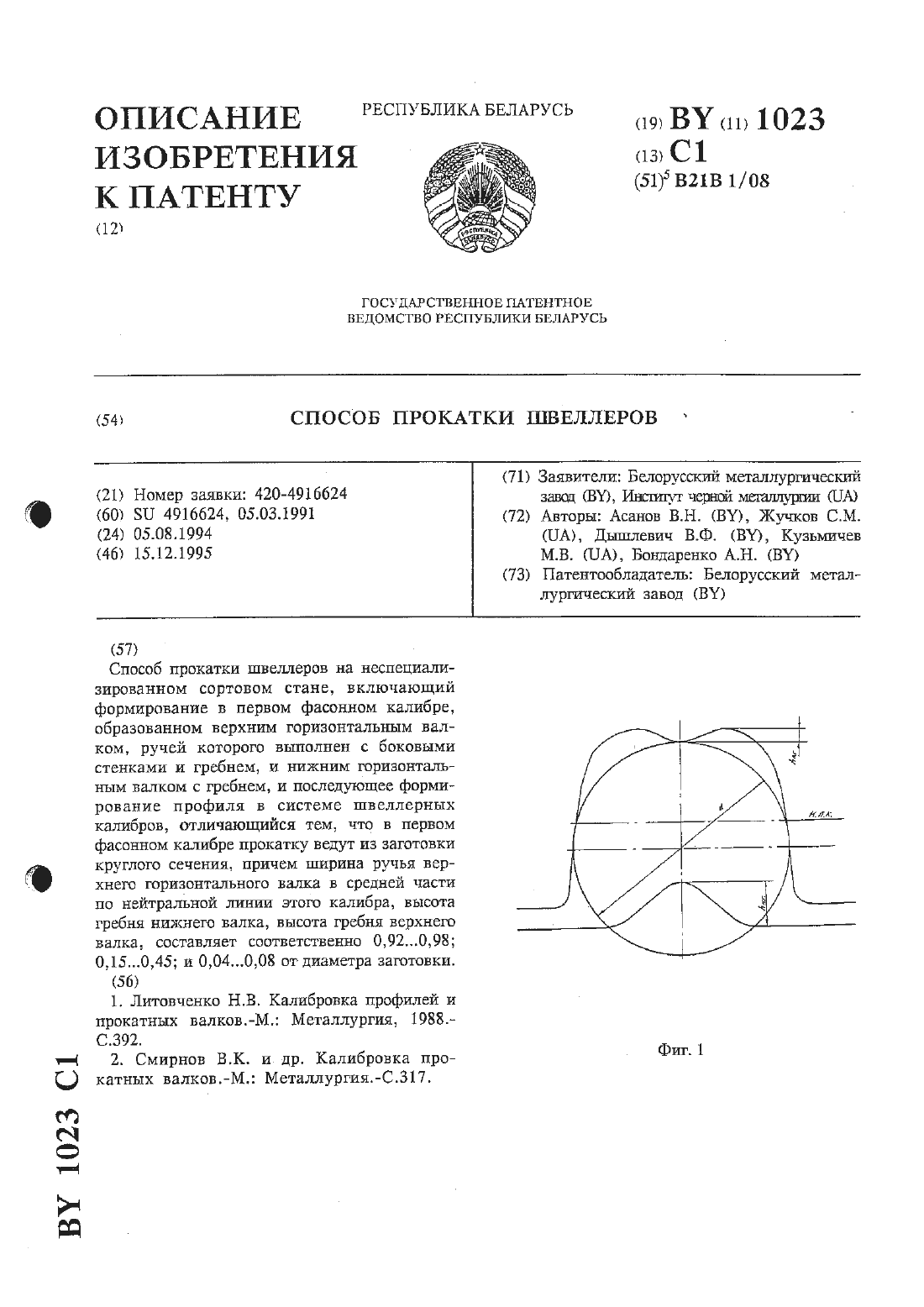
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Кузьмичев Михаил Васильевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич
МПК: B21B 1/08
Метки: способ, швеллеров, прокатки
Текст:
...В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован...
Охлаждающий участок линии проволочного стана
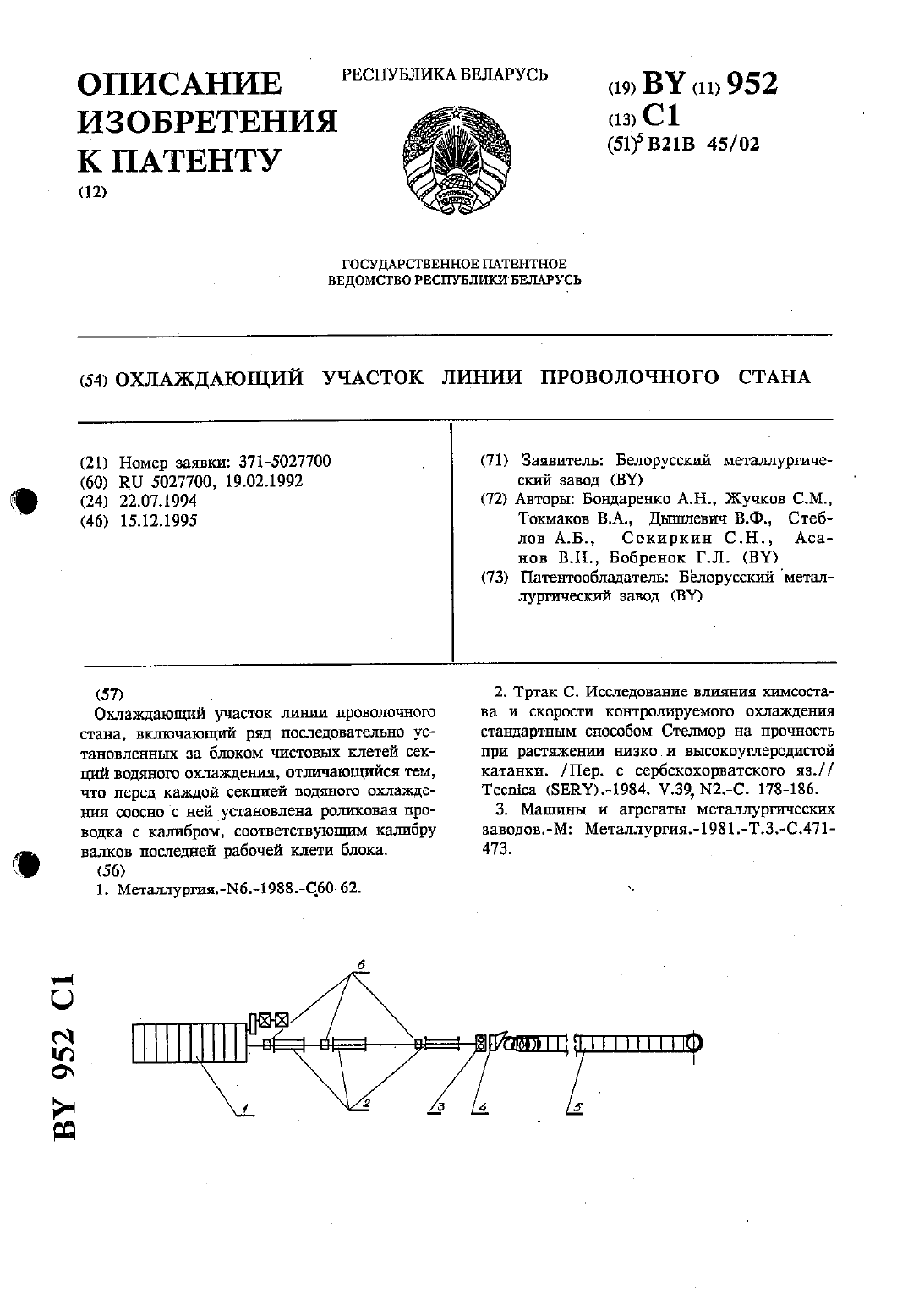
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Токмаков Вадим Анатольевич, Сокиркин Сергей Николаевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич
МПК: B21B 45/02
Метки: проволочного, линии, участок, охлаждающий, стана
Текст:
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...