Стан для продольно-поперечной прокатки
Номер патента: U 9241
Опубликовано: 30.06.2013
Авторы: Лемеза Алексей Анатольевич, Давидович Людмила Михайловна, Киселев Дмитрий Александрович, Давидович Александр Николаевич
Текст
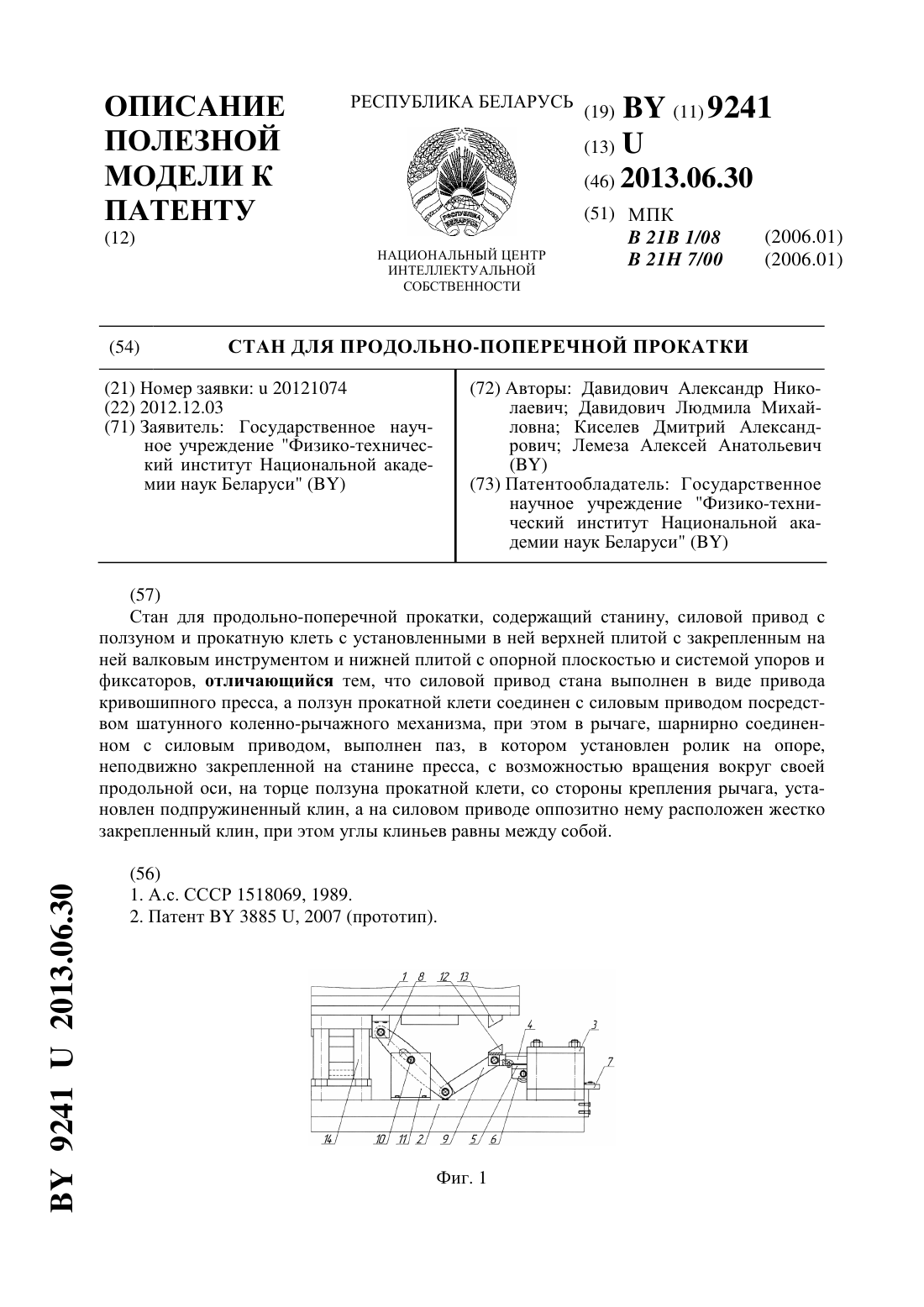
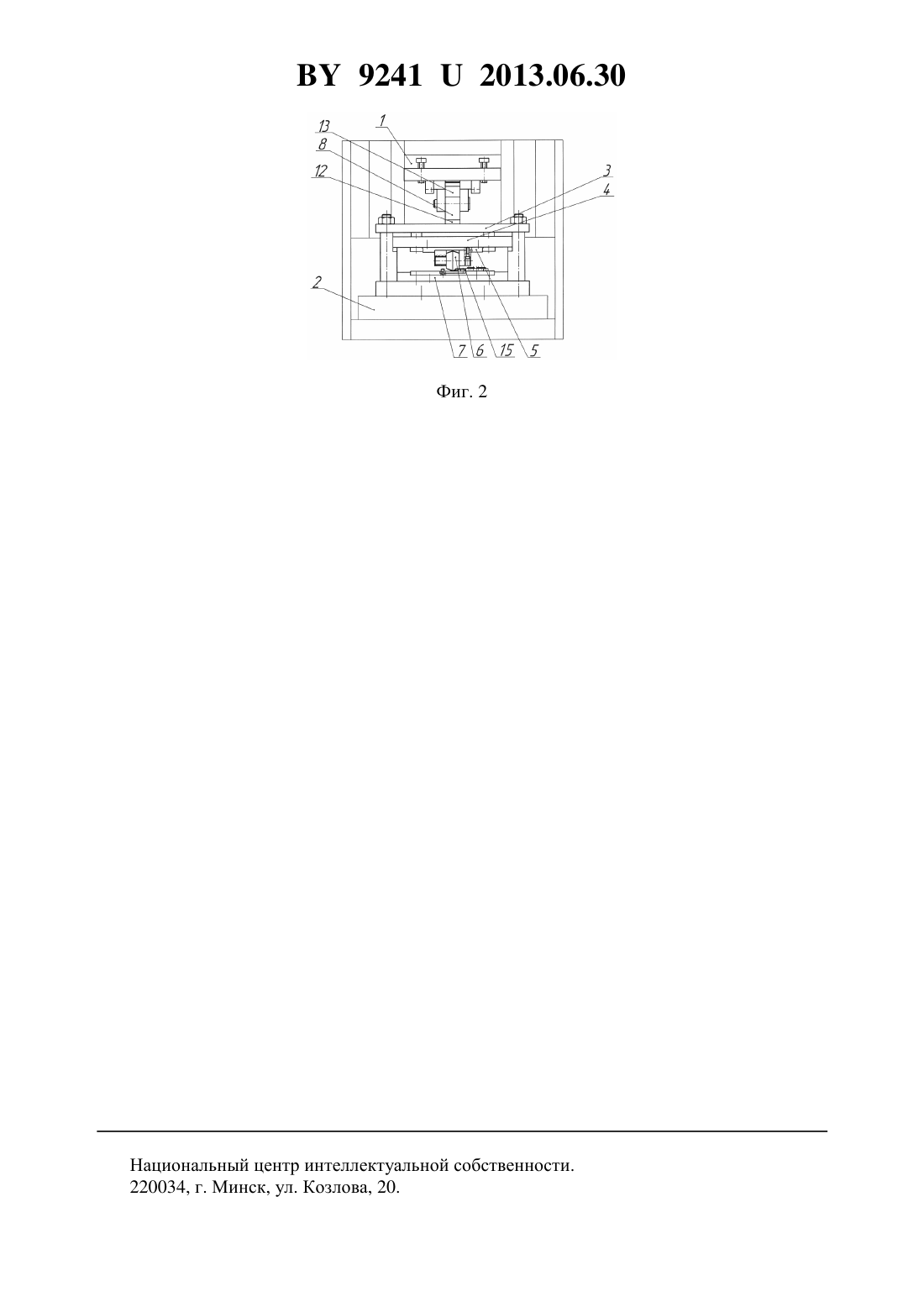
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Давидович Александр Николаевич Давидович Людмила Михайловна Киселев Дмитрий Александрович Лемеза Алексей Анатольевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Стан для продольно-поперечной прокатки, содержащий станину, силовой привод с ползуном и прокатную клеть с установленными в ней верхней плитой с закрепленным на ней валковым инструментом и нижней плитой с опорной плоскостью и системой упоров и фиксаторов, отличающийся тем, что силовой привод стана выполнен в виде привода кривошипного пресса, а ползун прокатной клети соединен с силовым приводом посредством шатунного коленно-рычажного механизма, при этом в рычаге, шарнирно соединенном с силовым приводом, выполнен паз, в котором установлен ролик на опоре,неподвижно закрепленной на станине пресса, с возможностью вращения вокруг своей продольной оси, на торце ползуна прокатной клети, со стороны крепления рычага, установлен подпружиненный клин, а на силовом приводе оппозитно нему расположен жестко закрепленный клин, при этом углы клиньев равны между собой. 92412013.06.30 Полезная модель относится к обработке металлов давлением и может использоваться в прокатном производстве при изготовлении деталей, имеющих заостренные лезвия, например ножей косилок, лап стрельчатых и т.д. Известен прокатный стан 1 с гидроприводом, клетью и двумя инструментами, обеспечивающий высокую точность прокатываемых изделий. Недостатком данного стана является то, что он позволяет производить формообразование изделий только с вращением заготовки и ее удлинением вдоль оси профиля. Известен прокатный стан 2, являющийся прототипом, содержащий станину, силовой гидропривод с ползуном, клеть с установленными в ней верхней плитой с закрепленным на ней валковым инструментом и нижней плитой с опорной плоскостью и системой упоров и фиксаторов для формообразования плоских изделий с заостренными лезвиями на их периферийной части, обеспечивающий локальную одновременную деформацию лезвий в направлении действия ползуна и в перпендикулярном направлении с удлинением заготовки. Недостатком данной конструкции является то, что силовой гидропривод не создает усилие, необходимое для формообразования крупногабаритных изделий, и не обеспечивает возможность проведения дополнительных операций на изделии, таких как штамповка,гибка и т.д. Задачей настоящей полезной модели является расширение технических возможностей прокатного стана за счет увеличения усилия, создаваемого силовым приводом, и обеспечение проведения дополнительных операций. Поставленная задача решается за счет того, что в стане для продольно-поперечной прокатки, содержащем станину, силовой привод с ползуном и прокатную клеть с установленными в ней верхней плитой с закрепленным на ней валковым инструментом и нижней плитой с опорной плоскостью и системой упоров и фиксаторов, силовой привод стана выполнен в виде привода кривошипного пресса, а ползун прокатной клети соединен с силовым приводом посредством шатунного коленно-рычажного механизма, при этом в рычаге,шарнирно соединенном с силовым приводом, выполнен паз, в котором установлен ролик на опоре, неподвижно закрепленной на станине пресса, с возможностью вращения вокруг своей продольной оси, на торце ползуна прокатной клети, со стороны крепления рычага,установлен подпружиненный клин, а на силовом приводе оппозитно нему расположен жестко закрепленный клин, при этом углы клиньев равны между собой. Сущность заявленного технического решения состоит в том, что в конструкции прокатного стана в качестве силового привода используется механический привод кривошипного пресса, а прокатная клеть размещается на станине этого же пресса совместно со штамповой оснасткой, что позволяет производить дополнительные операции. Заявляемое техническое решение предусматривает расширение технических возможностей прокатного стана по сравнению с прототипом за счет того, что в качестве силового привода используется механический привод кривошипного пресса, который позволяет развивать усилие большее, чем стандартный гидропривод, а клеть располагается на станине пресса и может использоваться совместно со штамповой оснасткой, что позволит производить формообразование изделий с увеличенной производительностью, сниженными затратами ресурсов и расширить применяемость данного типа оборудования. Заявляемое техническое решение поясняется фигурами, где на фиг. 1 показан общий вид стана в профильной плоскости на фиг. 2 показан общий вид стана во фронтальной плоскости. Стан состоит из ползуна силового привода 1, станины 2, прокатной клети 3 с ползуном 4 и верхней плитой 5, на которой закреплен валковый инструмент 6, а также нижней плиты 7 супорами. Между ползуном силового привода 1 и ползуном 4 прокатной клети 3 установлен рычаг 8, шарнирно закрепленный с ползуном силового привода 1, и рычаг 9, шарнирно за 2 92412013.06.30 крепленный с ползуном 4. В пазу рычага 8 размещен ролик 10 на опоре 11, которая закреплена на станине 2. На торце ползуна 4 установлен подпружиненный клин 12, а на ползуне силового привода 1, оппозитно подпружиненному клину 12, жестко закреплен клин 13. На станине пресса совместно с прокатной клетью расположена штамповая оснастка 14. Стан работает следующим образом. При ходе ползуна силового привода 1 вниз рычаг 8 поворачивается за счет воздействия ролика 10 на паз рычага 8. За счет жестко установленной на станине 2 опоры 11 и шарнирного соединения рычагов 8 и 9 последний поворачивается в другую сторону и своим концом, шарнирно связанным с ползуном 4, перемещает ползун 4 и закрепленную на нем верхнюю плиту 5 вперед. При этом валковый инструмент 6 внедряется в заготовку 15,расположенную в упорах нижней плиты 7, и производит формообразование лезвия. Для облегчения работы коленно-рычажного механизма и разгрузки пазовых поверхностей рычага 8 на первой стадии опускания ползуна силового привода 1 клин 12 действует своей наклонной плоскостью на наклонную плоскость подпружиненного клина 13 и создает дополнительное усилие перемещения ползуна 4. Клин 13 выполнен подпружиненным для синхронизации действия коленно-рычажного механизма с клиновым. После проведения операции продольно-поперечной прокатки, если того требует конструкция детали, заготовка перемещается в штамповую оснастку 14 пресса для последующей операции объемной штамповки. Данная конструкция обеспечивает возможность производить обработку деталей, требующих больших усилий, т.к. усилие на ползуне пресса на порядок превышает усилие традиционных гидравлических приводов. Размещение прокатной клети на станине пресса совместно со штамповой оснасткой позволяет производить операции не только продольно-поперечной прокатки, но и объемной штамповки, если этого требует конструкция детали. В лаборатории поперечно-клиновой прокатки Физико-технического института НАН Беларуси разработано и изготовлено устройство для продольно-поперечной прокатки изделий на базе пресса, проведены испытания. Заготовки детали Зуб роторной бороны из стали 30 ХГСА толщиной 12 мм нагревали до температуры 1100 С, формообразование лезвий производилось за один переход, вследствие того, что силовой механизм пресса развивает усилие в 160 т, а усилие, развиваемое традиционным гидравлическим приводом, используемым в прототипе, составляет 15 т. Затем, в отличие от прототипа, при использовании которого было необходимо после операции продольно-поперечной прокатки производить повторный нагрев и транспортировку заготовки в штамп отдельно стоящего пресса, за счет того, что прокатная клеть располагается на станине пресса совместно со штампом, была произведена гибка монтажной части в штампе без дополнительного нагрева и использования транспортирующих механизмов. Детали, полученные данным способом, прошли предварительные полевые испытания и показали высокую износостойкость в процессе эксплуатации. Таким образом, заявленный стан, по сравнению с прототипом, позволяет производить формообразование изделий с повышенной производительностью и сниженными затратами ресурсов, что свидетельствует о расширении его технических возможностей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: стан, прокатки, продольно-поперечной
Код ссылки
<a href="https://by.patents.su/4-u9241-stan-dlya-prodolno-poperechnojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Стан для продольно-поперечной прокатки</a>
Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий
Номер патента: U 9308
Опубликовано: 30.06.2013
Авторы: Давидович Александр Николаевич, Давидович Людмила Михайловна, Киселев Дмитрий Александрович, Лемеза Алексей Анатольевич
Метки: плитой, продольно-поперечной, стан, подвижной, прокатки, нижней, изделий
Текст:
...заготовки и ее переустановки на переходах прокатки, а привод перемещения плиты обеспечивает быструю доставку заготовки на позицию прокатки. Сущность заявленного технического решения состоит в обеспечении быстрой перезагрузки заготовки и ее доставки в рабочую зону. Заявляемое техническое решение предусматривает выдвижение плиты из прокатной клети с целью обеспечения широкого доступа оператору для быстрой установки заготовки и ее...
Стан для продольно-поперечной прокатки изделий с заостренными лезвиями

Номер патента: U 7980
Опубликовано: 28.02.2012
Авторы: Киселев Дмитрий Александрович, Давидович Александр Николаевич, Давидович Людмила Михайловна, Анищик Владимир Михайлович
МПК: B21B 1/08
Метки: стан, заостренными, изделий, лезвиями, продольно-поперечной, прокатки
Текст:
...решение предусматривает формообразование затылованной части лезвия, которая дает возможность производить перезаточку лезвий при эксплуатации деталей, кроме того, образование затылованной части на лезвиях ножей кормоуборочной техники позволит повысить качество среза кормовой массы и снизить энергоемкость процесса среза. Заявляемое техническое решение поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны...
Стан поперечной и продольной прокатки для получения сложнопрофильных изделий с заостренными лезвиями

Номер патента: U 3885
Опубликовано: 30.10.2007
Авторы: Вошкат Анатолий Сергеевич, Давидович Владимир Александрович, Делендик Валерий Павлович, Поплавский Станислав Станиславович, Бетеня Григорий Филиппович, Буель Александр Евгеньевич, Давидович Александр Николаевич
МПК: B21D 26/00
Метки: стан, изделий, продольной, заостренными, сложнопрофильных, поперечной, получения, прокатки, лезвиями
Текст:
...бесприводных конического и цилиндрического валков, установленных в цапфах с возможностью вращения вокруг оси, а инструмент неподвижной плиты выполнен в виде матриц, одна из которых снабжена упорами, а другая снабжена качающейся опорой с возвратной пружиной. Сущность предложенной полезной модели поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны инструменты подвижной и неподвижной плит для формообразования во...
Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями

Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Давидович Владимир Александрович, Бетеня Григорий Филиппович, Давидович Александр Николаевич, Мартынович Сергей Владимирович, Способ Анатолий Иванович, Мельник Владимир Иванович
МПК: B21D 26/00
Метки: лезвиями, стан, поперечно-клиновой, плоских, изделий, продольной, заостренными, прокатки
Текст:
...обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с...
Стан для поперечной прокатки
Номер патента: 3027
Опубликовано: 30.09.1999
Авторы: Клушин Валерий Александрович, Петрулин Евгений Кузьмич, Винников Игорь Савельевич, Архипов Михаил Федорович
МПК: B21H 1/18
Метки: стан, поперечной, прокатки
Текст:
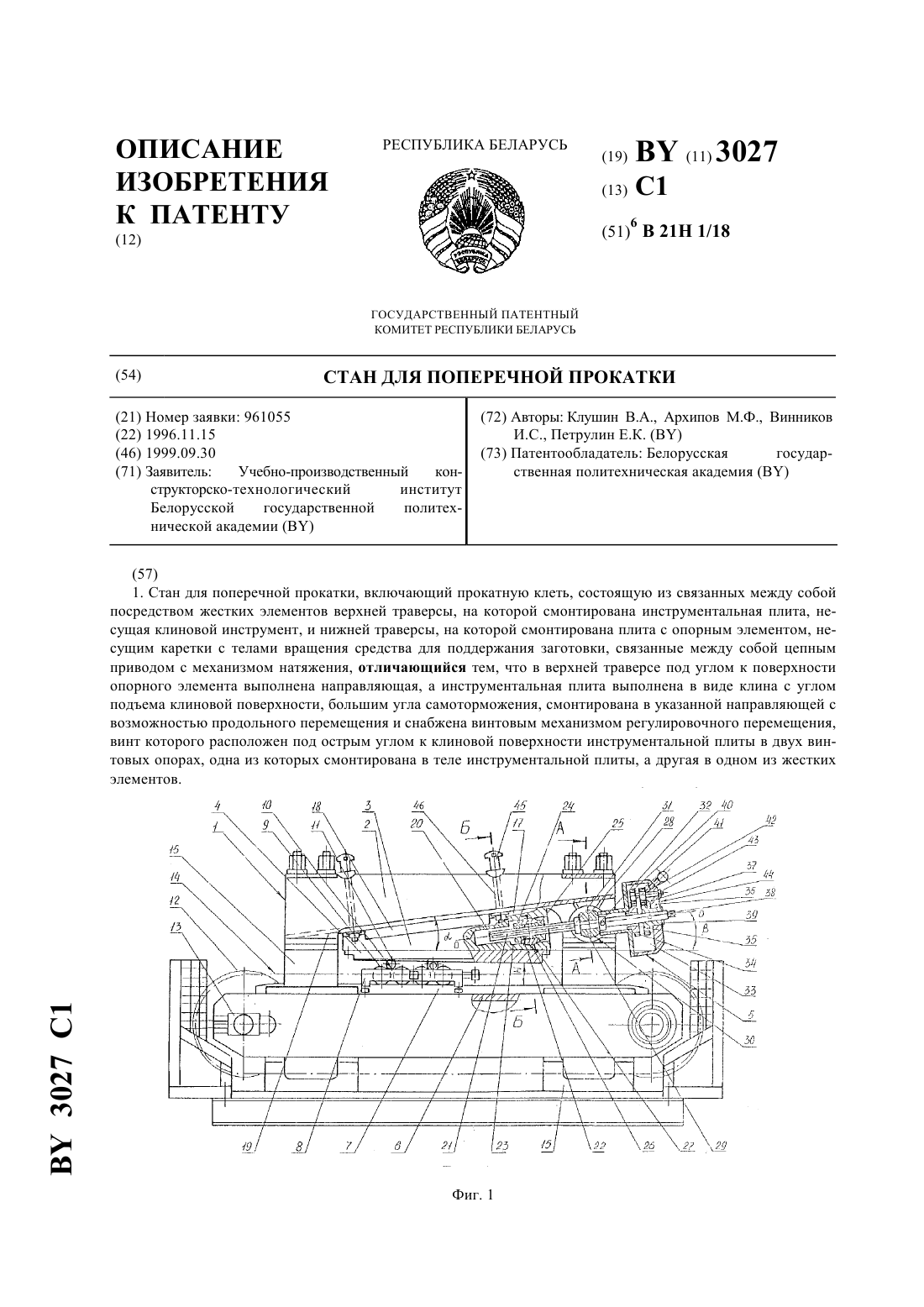
...элементов 15 и выполнена в виде цилиндрообразного подпятника 30, охватывающего винт 20, и зафиксированного между буртом 31 на винте 20 и фиксатором 32, жестко связанным с винтом 20. Для обеспечения заданного закона поступательных перемещений инструментальной плиты 3 винтовой механизм 5 регулировочного перемещения снабжен планетарным редуктором 33 поступательного хода, размещенным на хвостовике ходового винта 20. Одно из солнечных колес...
Предыдущий патент: Клапан сигнальный с малым гидравлическим сопротивлением
Следующий патент: Терморезистор
Случайный патент: Способ лечения эймериоза нутрий