Стан поперечно-клиновой прокатки с плоским инструментом
Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Суша Николай Викентьевич, Квон Се Хе, Кожевникова Гражина Валерьевна, Дже Сун Хе

Текст
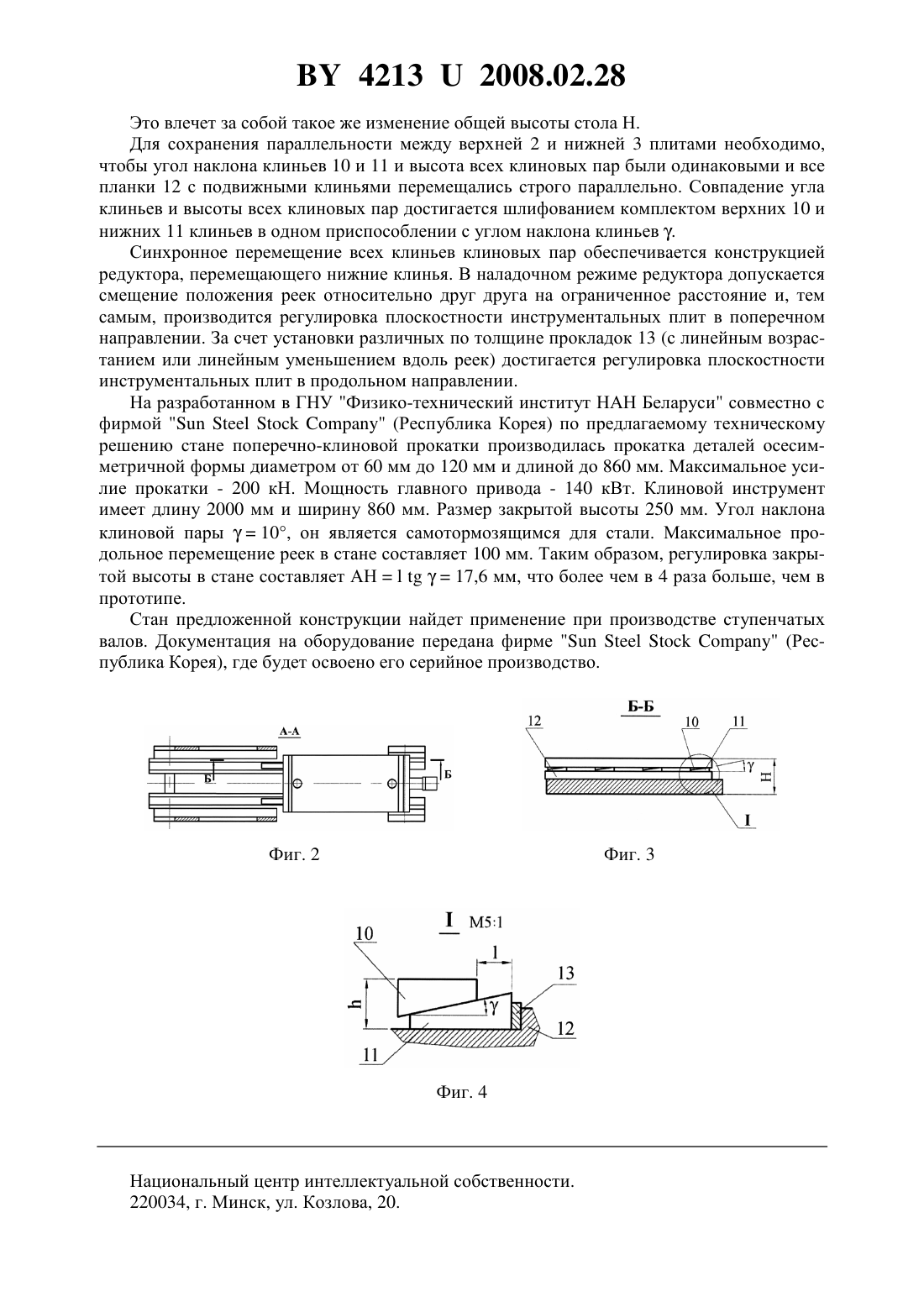
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук БеларусиСан Стил Сток компани(72) Авторы Кожевникова Гражина ВалерьевнаСуша Николай ВикентьевичКвон Се ХеДже Сун Хе(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук БеларусиСан Стил Сток компани(57) Стан поперечно-клиновой прокатки с плоским инструментом, включающий станину и размещенные в ней горизонтально подвижные верхнюю и нижнюю инструментальные плиты, параллельные одна другой с возможностью возвратно-поступательного перемещения в направлении их продольных осей, привод перемещения инструментальных плит,клиновые инструменты и механизм регулировки расстояния между клиновыми инструментами, отличающийся тем, что механизм регулировки расстояния между клиновыми инструментами выполнен в виде закрепленного на нижней инструментальной плите стола,состоящего из верхней и нижней плиты, между которыми установлены клиновые пары,причем плиты стола соединены посредством осей и втулок, а верхние клинья клиновых пар жестко закреплены на верхней плите стола, нижние клинья клиновых пар жестко закреплены на рейках, установленных подвижно на нижней плите стола, кроме того, угол наклона клиновой пары выполнен в пределах от 1,2 до 11,5.(56) 1. Клушин В.А., Макушок Е.М., Щукин В.Я. Совершенствование поперечно-клиновой прокатки. - Мн. Наука и техника, 1980. - С. 208-211. 2. Патент РБ 298, МПК В 21 Н 1/18, 2001 (прототип). Предлагаемое техническое решение относится к машиностроению и может найти применение в прокатных станах с плоским инструментом и станках для установки инструмента или приспособлений, имеющих значительную присоединительную поверхность и требующих сохранения параллельности и высоты инструментальной плиты при нагружении его интенсивной нагрузкой. Известны станы поперечно-клиновой прокатки с плоским инструментом, состоящие из станины и размещенных в ней горизонтально верхнюю и нижнюю инструментальные плиты, параллельные одна другой с возможностью возвратно-поступательного перемещения верхней плиты в направлении ее продольной оси, привода перемещения верхней инструментальной плиты, в виде гидроцилиндра, клиновых инструментов, жестко закрепленных на инструментальных плитах и механизма регулировки расстояния между клиновыми инструментами. На станах данного типа под всей длиной нижней инструментальной плиты размещена промежуточная клиновая плита, которая перемещается посредством винта и редуктора, тем самым осуществляется регулировка расстояния между клиновыми инструментами. Клиновая плита выполнена с наклоном 150 или 1100 1. Недостатком этих станов являются трудность изготовления клиновых пар, а диапазон регулировки расстояния между клиновыми инструментами составляет не более 2 мм. Недостатком стана является также его большие габариты, т.к. длина гидроцилиндра должна быть более двух длин инструментальной плиты. Известен стан поперечно-клиновой прокатки с плоским инструментом, включающий станину и размещенные в ней горизонтально подвижные верхнюю и нижнюю инструментальные плиты, параллельные одна другой с возможностью возвратно-поступательного перемещения обоих плит в направлении их продольных осей, привод перемещения инструментальных плит, клиновые инструменты и механизм регулировки расстояния между клиновыми инструментами 2. Недостатком конструкции данного стана является невозможность регулировки параллельности нижней инструментальной плиты в продольном и поперечном направлении, а диапазон регулировки расстояния между клиновыми инструментами составляет не более 1/50, где 1 - перемещение клиновой пары в мм. Задачей предлагаемой полезной модели является расширение диапазона регулировки расстояния между клиновыми инструментами и возможность регулировки параллельности нижней инструментальной плиты по отношению к верхней в продольном и поперечном направлениях. Поставленная задача решается следующим образом. В стане поперечно-клиновой прокатки с плоским инструментом, включающем станину и размещенные в ней горизонтально подвижные верхнюю и нижнюю инструментальные плиты, параллельные одна другой с возможностью возвратно-поступательного перемещения в направлении их продольных осей, привод перемещения инструментальных плит, клиновые инструменты и механизм регулировки расстояния между клиновыми инструментами, механизм регулировки расстояния между клиновыми инструментами выполнен в виде закрепленного на нижней инструментальной плите стола, состоящего из верхней и нижней плиты, между которыми установлены клиновые пары, причем плиты стола соединены посредством осей и втулок,а верхние клинья клиновых пар жестко закреплены на верхней плите стола, нижние клинья клиновых пар жестко закреплены на рейках, установленных подвижно на нижней плите стола, кроме того, угол наклона клиновой пары выполнен в пределах от 1,2 до 11,5. 2 42132008.02.28 Угол наклона клиновой парывыполнен в пределах от 1,2 до 11,5. Он должен быть самотормозящимся. Угол самоторможения сталь по стали при полусухом трении - 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки расстояния между клиновыми инструментами с восьмью клиновыми парами, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1, на фиг. 4 областьна фиг. 3 в масштабе 51. Стан поперечно-клиновой прокатки с плоским инструментом, состоит из станины 1 и размещенных в ней верхней 2 и нижней 3 инструментальных плит, приводов перемещения 4 и 5 верхней и нижней инструментальных плит, выполненных в виде гидроцилиндров. Инструментальные плиты расположены параллельно одна другой с возможностью возвратно-поступательного перемещения в направлении их продольных осей. На нижней инструментальной плите 3 установлен плоскопараллельный стол, состоящий из нижней 6 и верхней 7 плиты, между которыми установлено восемь клиновых пар 8. Нижняя плита 6 жестко закреплена на нижней инструментальной плите 3. Верхняя плита 7 соединена в горизонтальной плоскости с нижней плитой 6 посредством двух осей и втулок 9, жестко закрепленными в этих частях и имеет возможность перемещаться в вертикальной плоскости по осям и втулкам 9. Верхние клинья 10 клиновых пар жестко закреплены на верхней плите 7 стола. Нижние клинья 11 клиновых пар расположены под верхними клиньями и жестко закреплены, как минимум, на двух рейках 12, установленных в пазу нижней плите 6 стола с возможностью перемещения вдоль ее в направлении продольной оси инструментальной плиты. Угол наклона клиновой парывыполнен в пределах от 1,2 до 11,5. Верхний и нижний клиновые инструменты (не показаны) жестко закрепляются на верхней инструментальной плите 2 и верхней плите 7 стола соответственно. Между нижним клином 11 клиновой пары и рейкой 12 установлена прокладка 13 определенной толщины. Стан работает следующим образом. В исходном положении верхняя инструментальная плита 2 занимает крайнее левое положение, а нижняя инструментальная плита 3 - крайнее правое положение. При помощи механизма передачи (не показано) предварительно нагретая до температуры прокатки заготовка (не показано) укладывается поперек заходной части нижнего клинового инструмента (не показано). При включении приводов перемещения 4 и 5 инструментальные плиты 2 и 3 совершают перемещение параллельно одна другой навстречу друг другу. Заготовка прокатывается между верхним и нижним клиновыми инструментами. Оба инструмента имеют боковые наклонные грани, которые заставляют перемещаться избытки металла по направлению к торцам, тем самым удлиняя заготовку, а оставшаяся часть металла прокатывается между клиновыми инструментами, приобретая профиль получаемой детали. На заключительной стадии профилирования ножи клиновых инструментов отрезают концевые отходы от окончательно оформленной детали, и она скатывается на приемный лоток (не показан). Инструментальные плиты 2 и 3 возвращаются в исходное положение. Далее в рабочую зону стана подается новая исходная заготовка, цикл прокатки повторяется. Механизм регулировки расстояния между клиновыми инструментами работает следующим образом. При перемещении нижних клиньев 11 происходит изменение высоты клиновых пар , которая рассчитывается по формуле,где- длина перемещения нижних клиньев- угол наклона клиновых опор. 3 42132008.02.28 Это влечет за собой такое же изменение общей высоты стола Н. Для сохранения параллельности между верхней 2 и нижней 3 плитами необходимо,чтобы угол наклона клиньев 10 и 11 и высота всех клиновых пар были одинаковыми и все планки 12 с подвижными клиньями перемещались строго параллельно. Совпадение угла клиньев и высоты всех клиновых пар достигается шлифованием комплектом верхних 10 и нижних 11 клиньев в одном приспособлении с углом наклона клиньев . Синхронное перемещение всех клиньев клиновых пар обеспечивается конструкцией редуктора, перемещающего нижние клинья. В наладочном режиме редуктора допускается смещение положения реек относительно друг друга на ограниченное расстояние и, тем самым, производится регулировка плоскостности инструментальных плит в поперечном направлении. За счет установки различных по толщине прокладок 13 (с линейным возрастанием или линейным уменьшением вдоль реек) достигается регулировка плоскостности инструментальных плит в продольном направлении. На разработанном в ГНУ Физико-технический институт НАН Беларуси совместно с фирмой(Республика Корея) по предлагаемому техническому решению стане поперечно-клиновой прокатки производилась прокатка деталей осесимметричной формы диаметром от 60 мм до 120 мм и длиной до 860 мм. Максимальное усилие прокатки - 200 кН. Мощность главного привода - 140 кВт. Клиновой инструмент имеет длину 2000 мм и ширину 860 мм. Размер закрытой высоты 250 мм. Угол наклона клиновой пары 10, он является самотормозящимся для стали. Максимальное продольное перемещение реек в стане составляет 100 мм. Таким образом, регулировка закрытой высоты в стане составляет АН 17,6 мм, что более чем в 4 раза больше, чем в прототипе. Стан предложеннойконструкции найдет применение при производстве ступенчатых валов. Документация на оборудование передана фирме(Республика Корея), где будет освоено его серийное производство. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21H 1/00
Метки: инструментом, поперечно-клиновой, плоским, стан, прокатки
Код ссылки
<a href="https://by.patents.su/4-u4213-stan-poperechno-klinovojj-prokatki-s-ploskim-instrumentom.html" rel="bookmark" title="База патентов Беларуси">Стан поперечно-клиновой прокатки с плоским инструментом</a>
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, рудовича, прокатки
Текст:
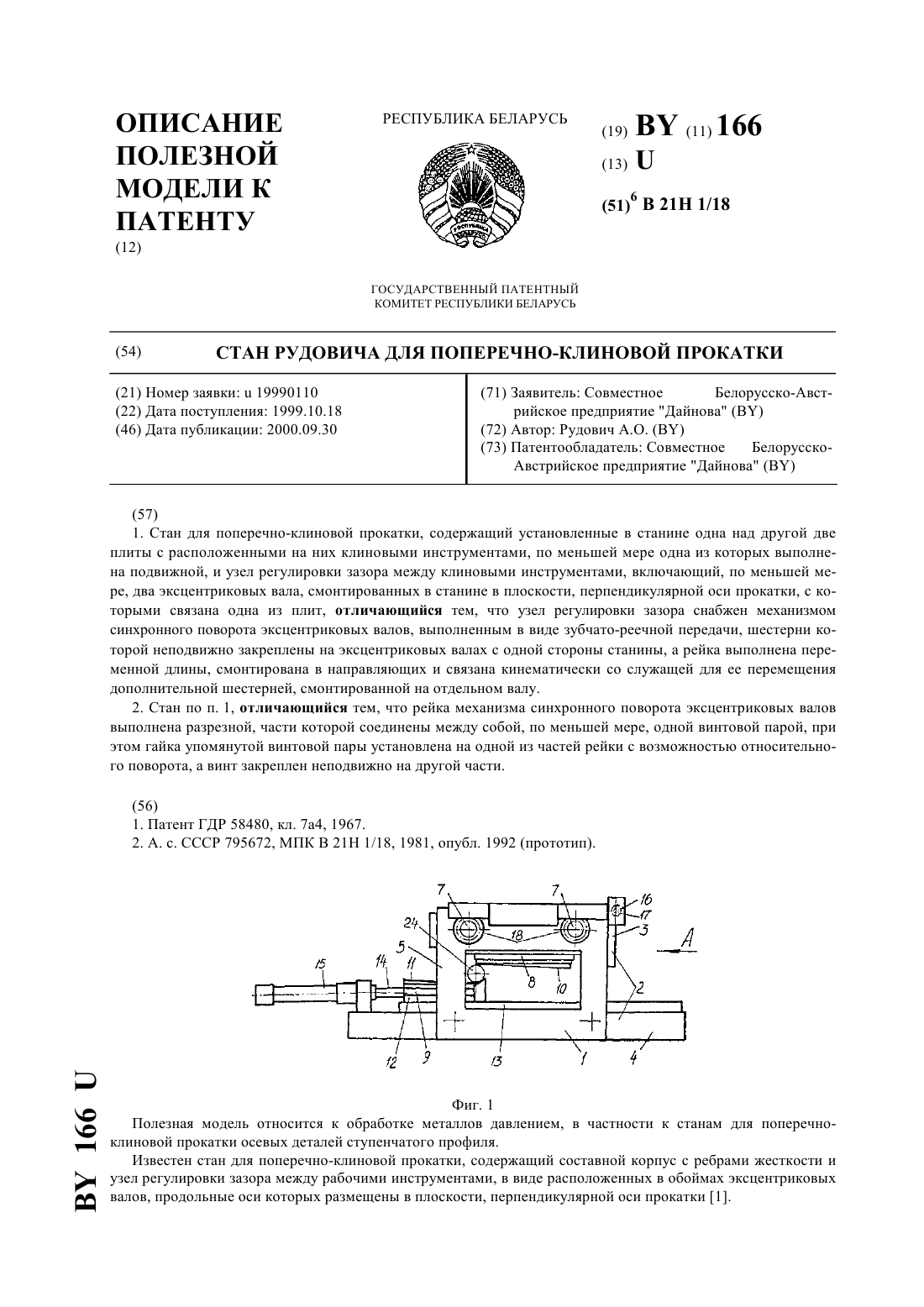
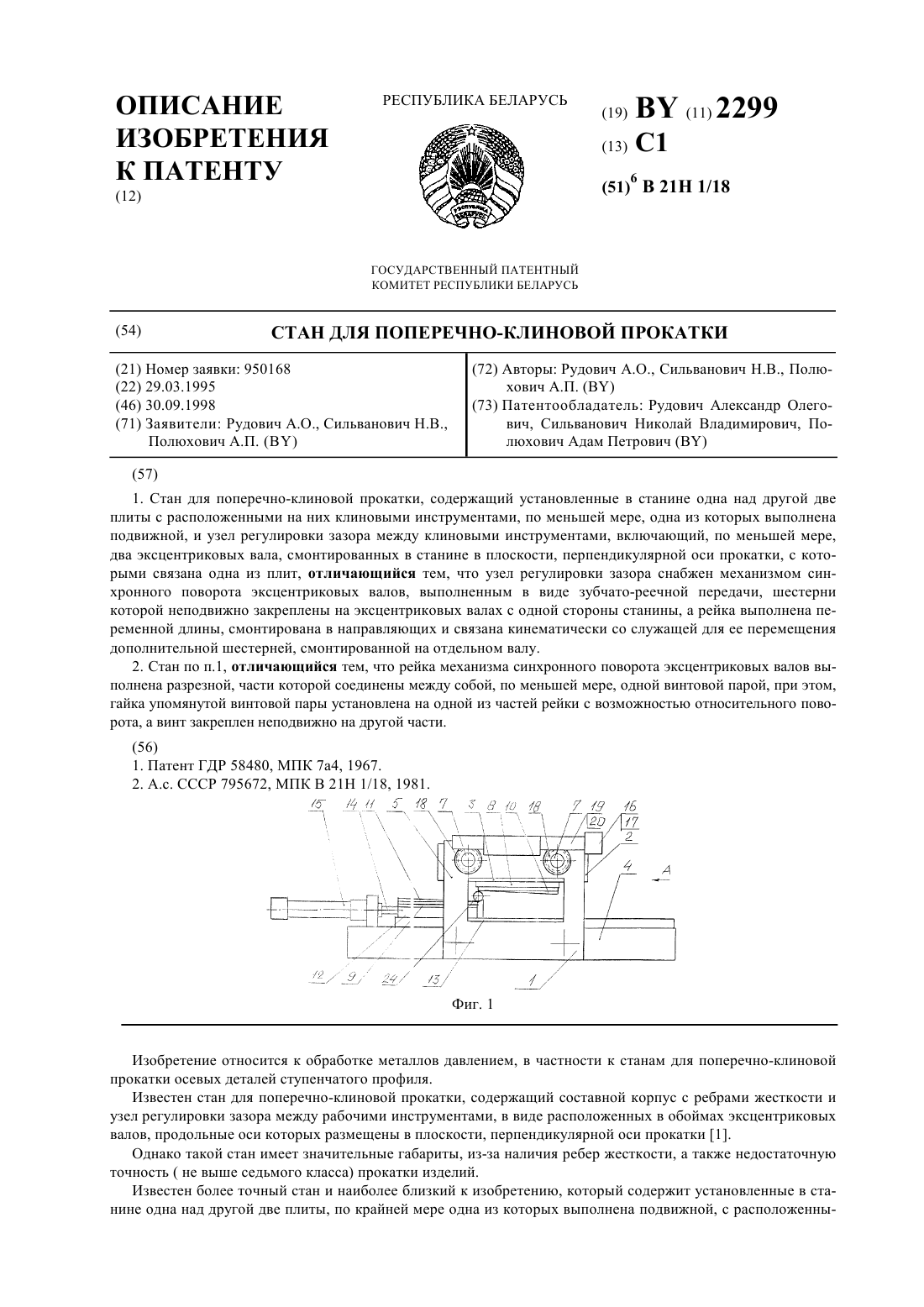
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович, Полюхович Адам Петрович
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Щукин Валерий Яковлевич, Стасюк Павел Анатольевич
МПК: B21H 1/18
Метки: прокатки, устройство, поперечно-клиновой
Текст:
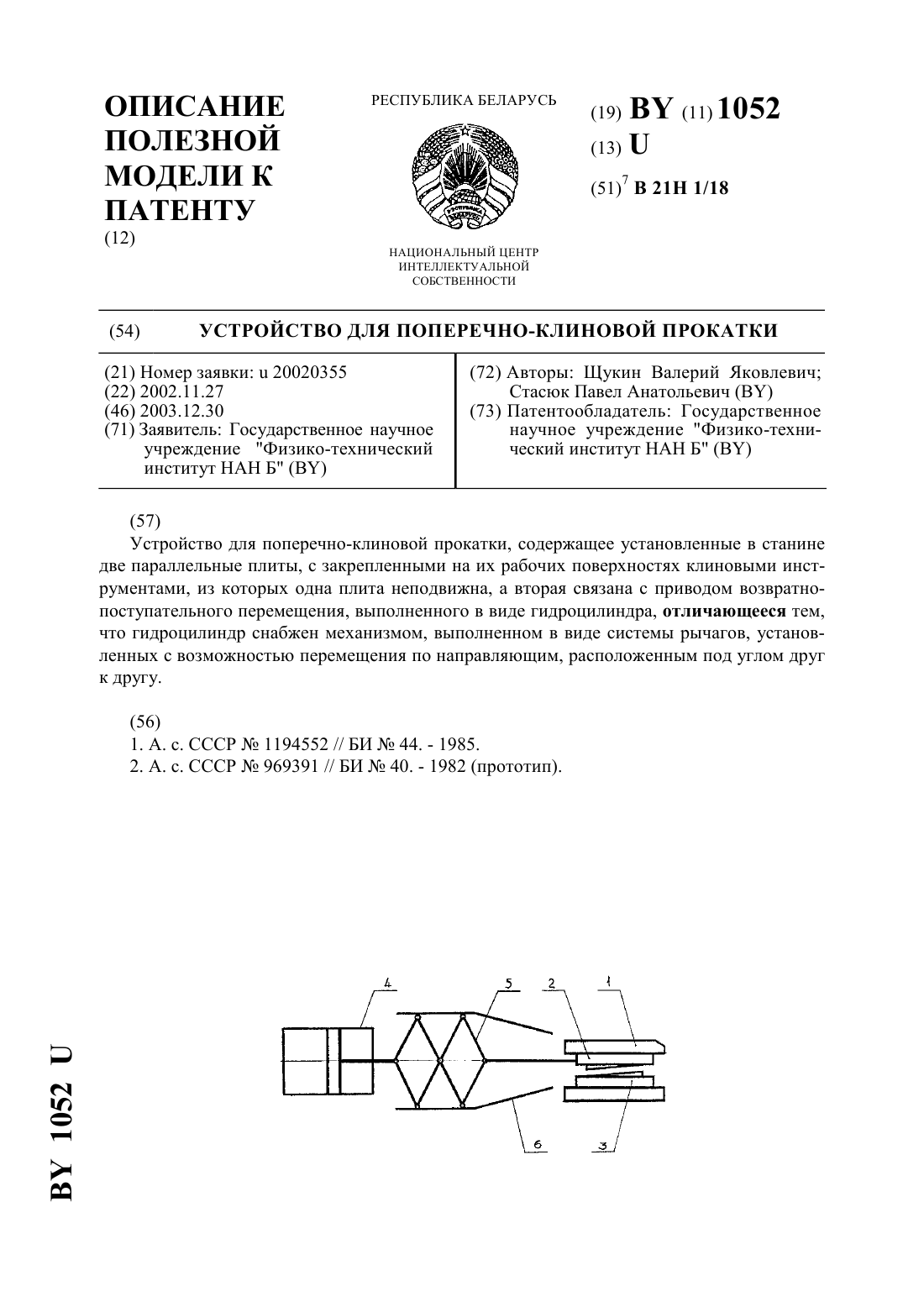
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями

Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Мартынович Сергей Владимирович, Давидович Владимир Александрович, Способ Анатолий Иванович, Бетеня Григорий Филиппович, Давидович Александр Николаевич, Мельник Владимир Иванович
МПК: B21D 26/00
Метки: плоских, изделий, заостренными, прокатки, поперечно-клиновой, продольной, стан, лезвиями
Текст:
...обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с...
Предыдущий патент: Высевающий аппарат для изготовления биолент
Следующий патент: Устройство для дезинфекции воздуха в животноводческих помещениях
Случайный патент: Приспособление для наващивания рамок