Король Владимир Андреевич
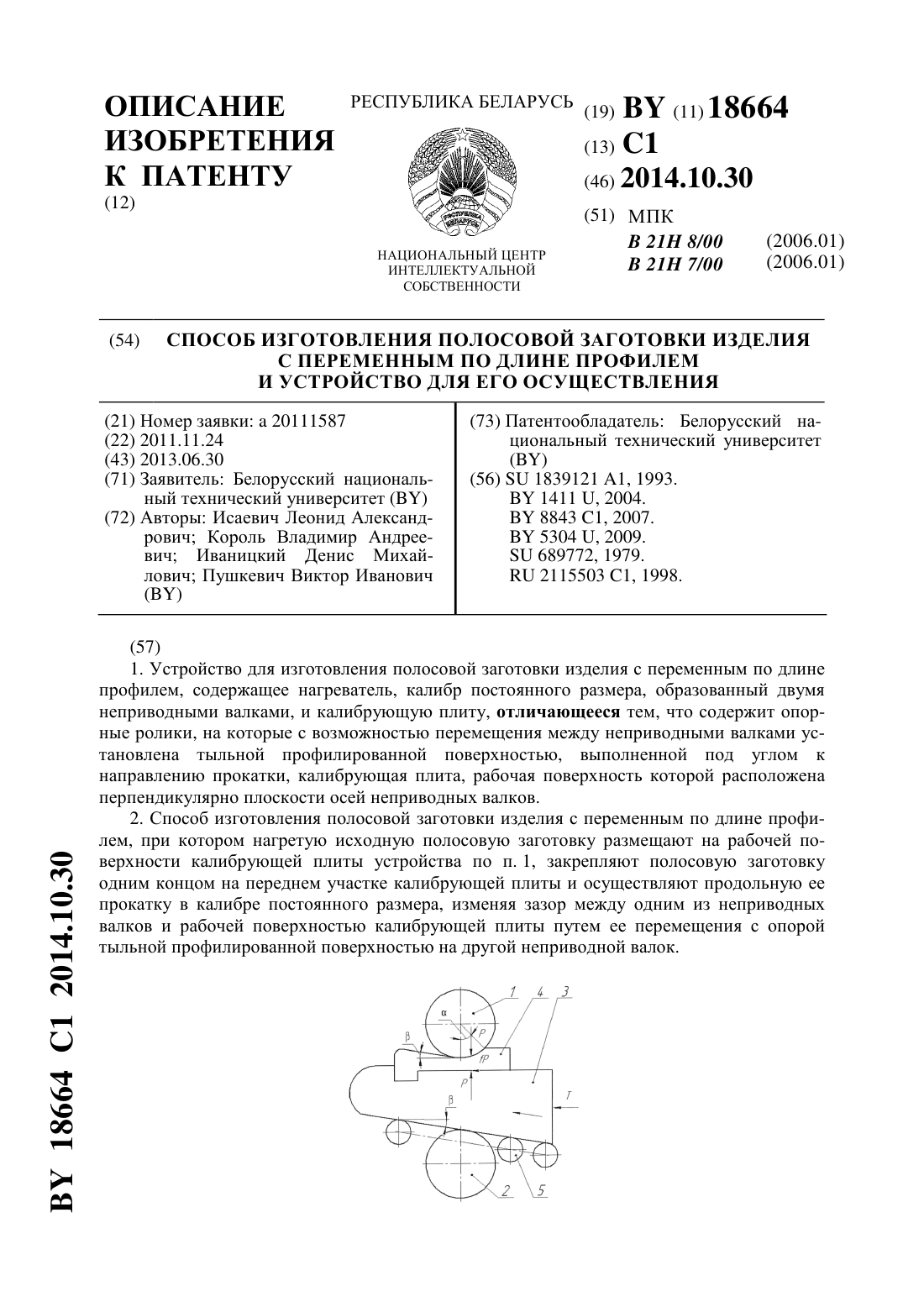
Способ изготовления полосовой заготовки изделия с переменным по длине профилем и устройство для его осуществления
Номер патента: 18664
Опубликовано: 30.10.2014
Авторы: Пушкевич Виктор Иванович, Король Владимир Андреевич, Исаевич Леонид Александрович, Иваницкий Денис Михайлович
Метки: изделия, полосовой, длине, заготовки, устройство, переменным, способ, изготовления, осуществления, профилем
Текст:
...и направляющий ролик. Недостатком указанного устройства является наличие большого уширения при нарастающем обжатии профилируемого конца заготовки вследствие возникновения подпирающих сил, действующих в зоне отставания в направлении прокатки, как из-за наличия контактного трения, так и за счет наклона рабочей поверхности оправки по отношению к направлению прокатки. Задача изобретения - уменьшение уширения в получаемом изделии....
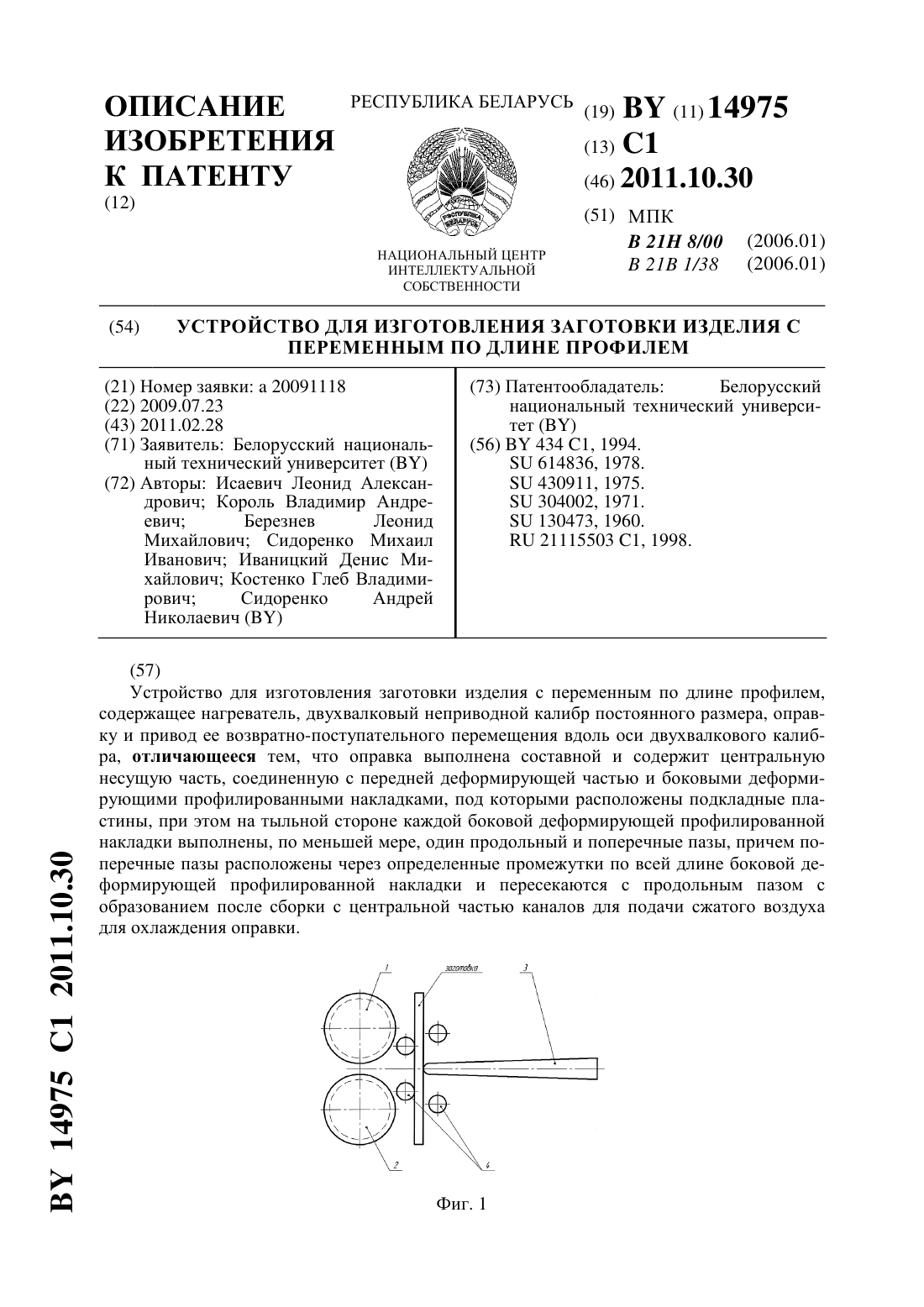
Устройство для изготовления заготовки изделия с переменным по длине профилем
Номер патента: 14975
Опубликовано: 30.10.2011
Авторы: Король Владимир Андреевич, Сидоренко Андрей Николаевич, Иваницкий Денис Михайлович, Сидоренко Михаил Иванович, Костенко Глеб Владимирович, Березнев Леонид Михайлович, Исаевич Леонид Александрович
Метки: изделия, профилем, устройство, переменным, заготовки, длине, изготовления
Текст:
...известного устройства показал нестабильность теплового режима при работе, что приводит к преждевременному выходу из строя оправки и необходимости изготовления большого количества ее дублеров. Задачей изобретения является обеспечение возможности восстановления первоначальных размеров оправки после перешлифовки ее изношенных рабочих поверхностей,расширение технологических возможностей оправки, обеспечение оптимального теплового режима ее...
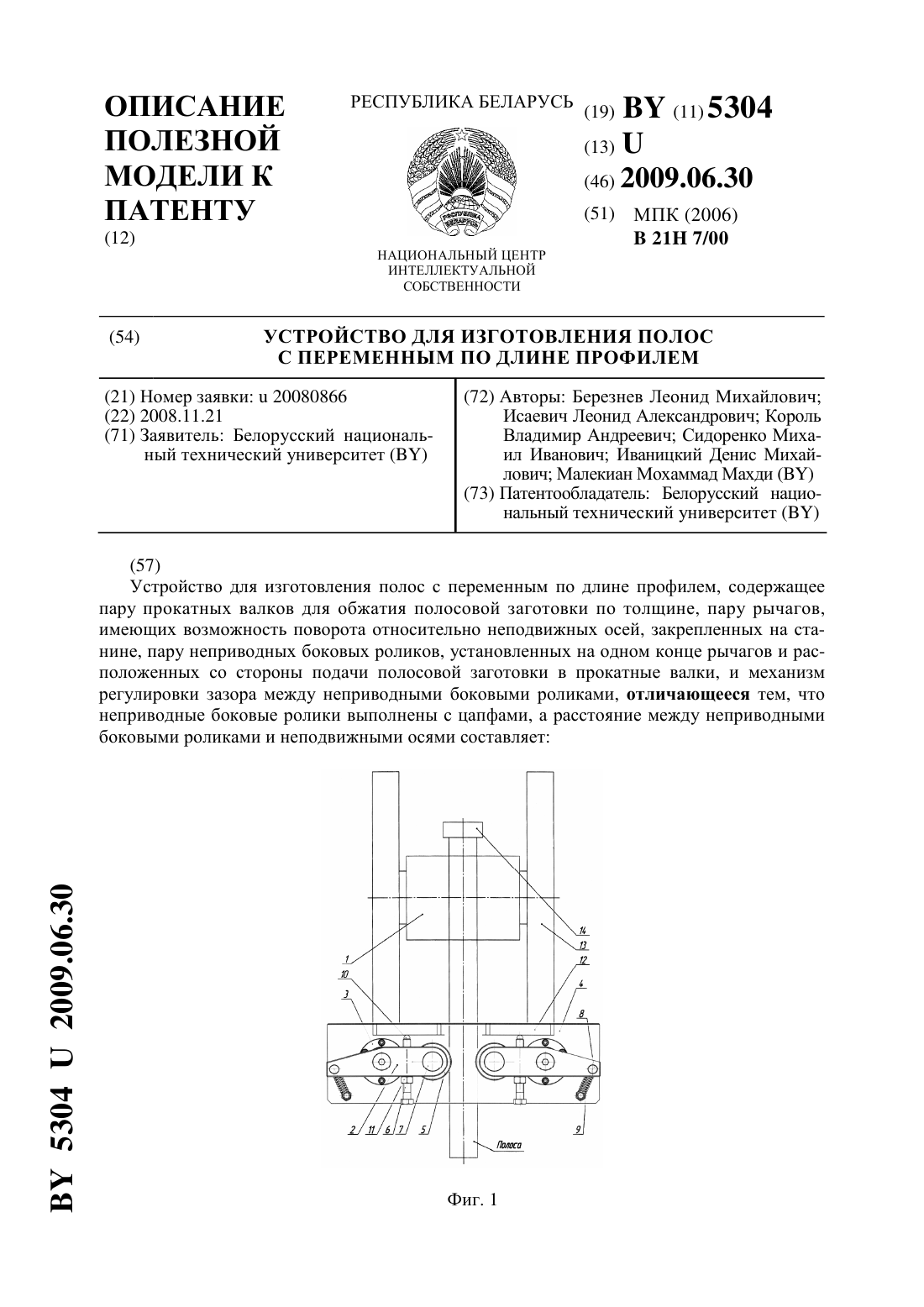
Устройство для изготовления полос с переменным по длине профилем
Номер патента: U 5304
Опубликовано: 30.06.2009
Авторы: Исаевич Леонид Александрович, Малекиан Мохаммад Махди, Король Владимир Андреевич, Сидоренко Михаил Иванович, Иваницкий Денис Михайлович, Березнев Леонид Михайлович
МПК: B21H 7/00
Метки: полос, переменным, устройство, профилем, длине, изготовления
Текст:
...полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов. Сущность полезной модели поясняется чертежами, где изображена конструктивная схема устройства для изготовления полос с переменным по длине профилем фиг. 1 - вид сверху фиг. 2 - фронтальный вид фиг. 3 - схема определения условия самозаклинивания...
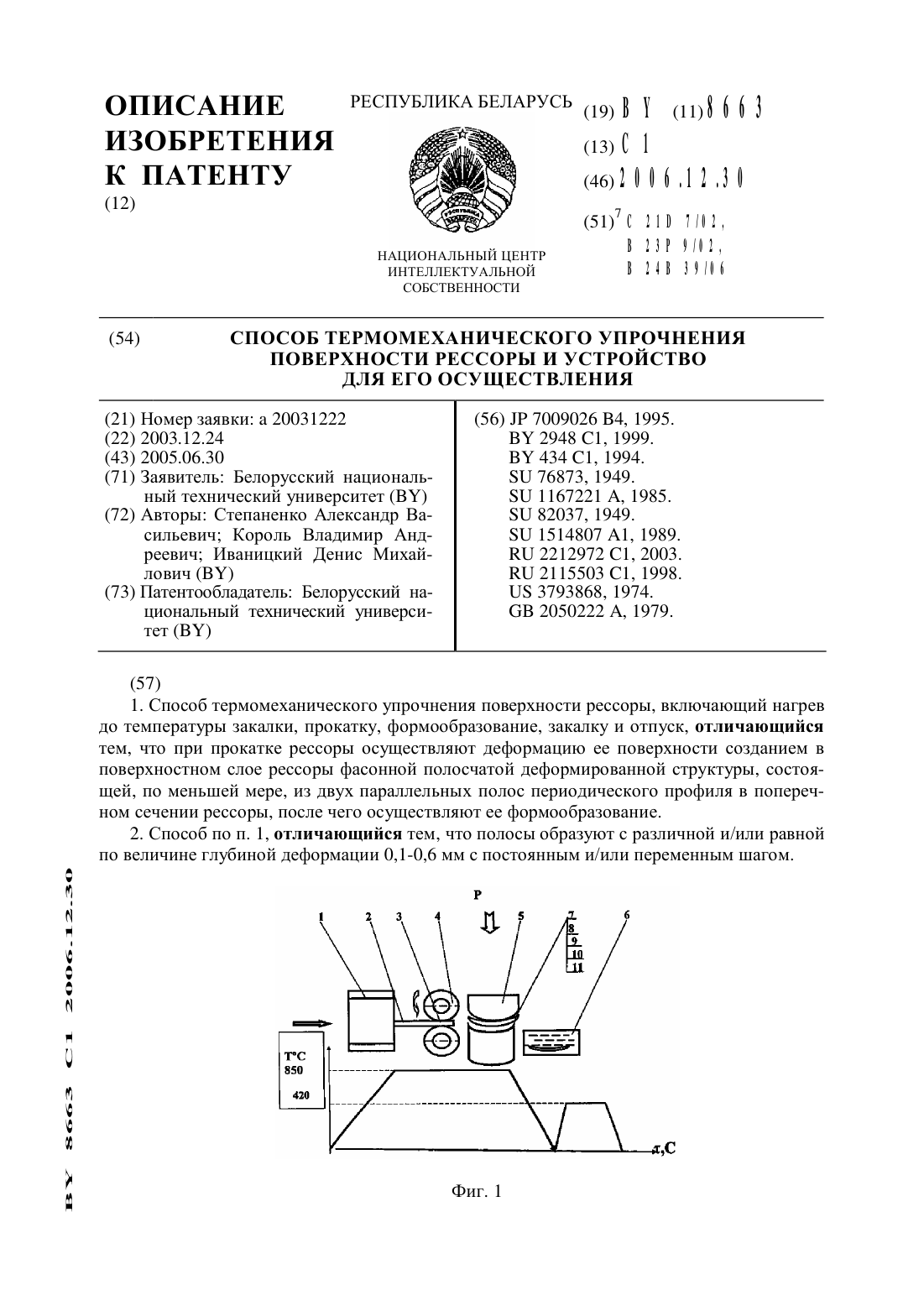
Способ термомеханического упрочнения поверхности рессоры и устройство для его осуществления
Номер патента: 8663
Опубликовано: 30.12.2006
Авторы: Степаненко Александр Васильевич, Иваницкий Денис Михайлович, Король Владимир Андреевич
МПК: C21D 7/02, B23P 9/02, B24B 39/06...
Метки: термомеханического, осуществления, рессоры, упрочнения, устройство, способ, поверхности
Текст:
...рессоры, отличающееся тем, что прокатный стан выполнен в виде двухвалковой клети, с по меньщей мере, одним приводным валком, поверхность бочки которого образована, по меньщей мере, двумя периодическими выступами и впадинами регулярного характера по кольцевой направляющей.В устройстве периодические выступы и впадинами выполнены на поверхности бочки валки в виде однозаходной резьбы.В устройстве валковая клеть выполнена в виде пары гладкий...
Способ упрочнения рессоры и устройство для его осуществления

Номер патента: 8654
Опубликовано: 30.12.2006
Авторы: Король Владимир Андреевич, Степаненко Александр Васильевич
МПК: C21D 7/02, B23P 9/02, B24B 39/06...
Метки: рессоры, способ, осуществления, упрочнения, устройство
Текст:
...рессоры, включающем создание на ее поверхности напряжений сжатия путем деформации поверхности, согласно изобретению, напряжения сжатия создают образованием в поверхностном слое фасонной полосчатой деформированной структуры, состоящей, по меньшей мере, из двух параллельных полос периодического профиля в поперечном сечении.В способе полосчатую деформированную структуру образуют в продольном направлении из полос, параллельных длинной стороне...
Конструкция сегмента с насеченным лезвием для сельскохозяйственных машин
Номер патента: U 2903
Опубликовано: 30.08.2006
Авторы: Полынь Владимир Александрович, Гордиенко Анатолий Илларионович, Ковалев Николай Федорович, Иваницкий Денис Михайлович, Нестеренко Григорий Сергеевич, Король Владимир Андреевич, Исаевич Леонид Александрович, Хлебцевич Всеволод Алексеевич
МПК: A01D 34/00
Метки: насеченным, лезвием, сельскохозяйственных, сегмента, машин, конструкция
Текст:
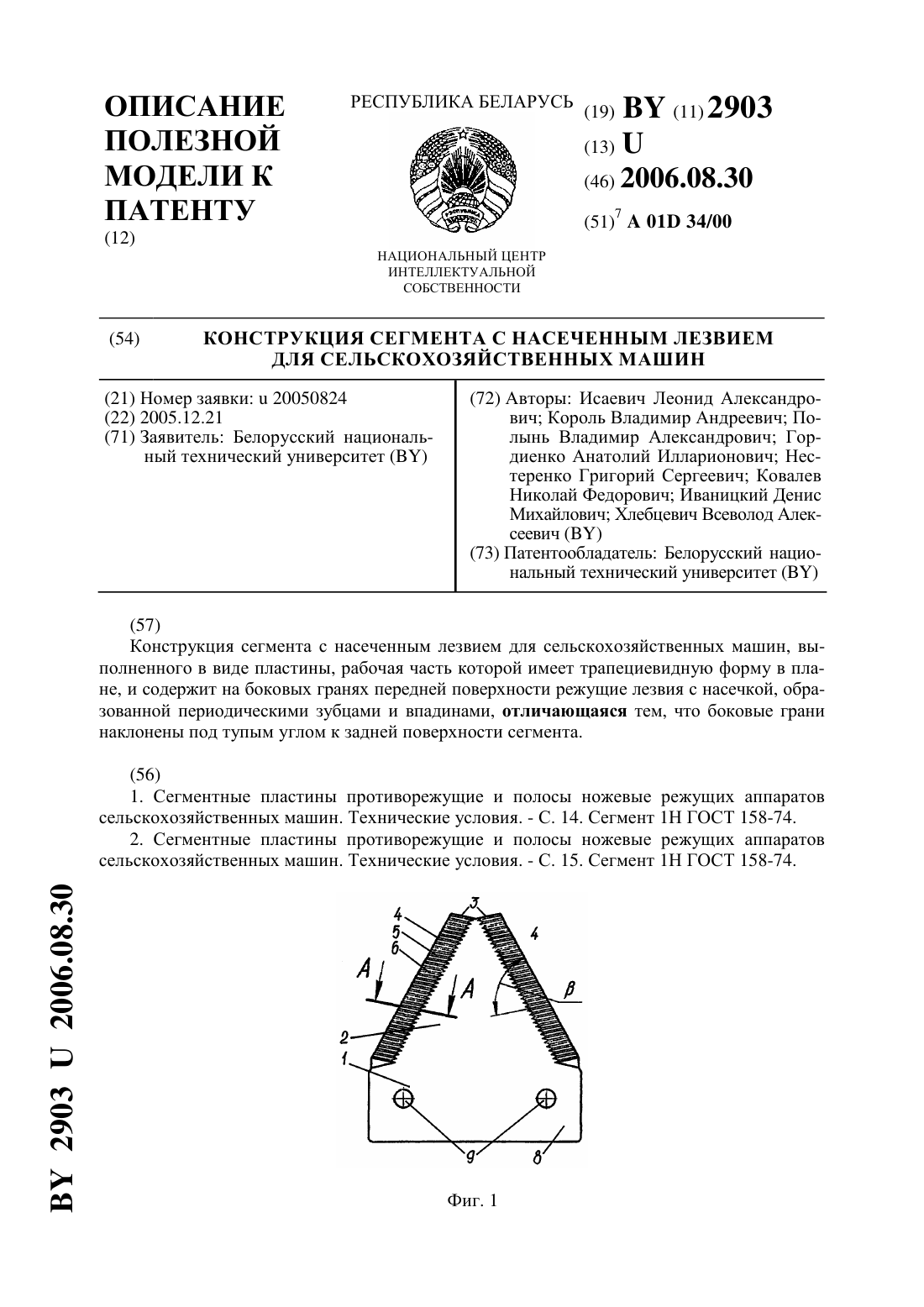
...3-4 раза допустимые. В основу полезной модели положена задача повышения эксплуатационных свойств сегмента и снижения издержек производства за счет импортозамещения. Поставленная задача достигается тем, что в конструкции сегмента с насеченным лезвием для сельскохозяйственных машин, выполненного в виде пластины, рабочая часть которой имеет трапециевидную форму в плане, и содержит на боковых гранях передней поверхности режущие лезвия с насечкой,...
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Король Владимир Андреевич, Исаевич Георгий Александрович, Степаненко Александр Васильевич
МПК: B21H 8/00
Метки: способ, изготовления, переменного, длине, изделий, профиля
Текст:
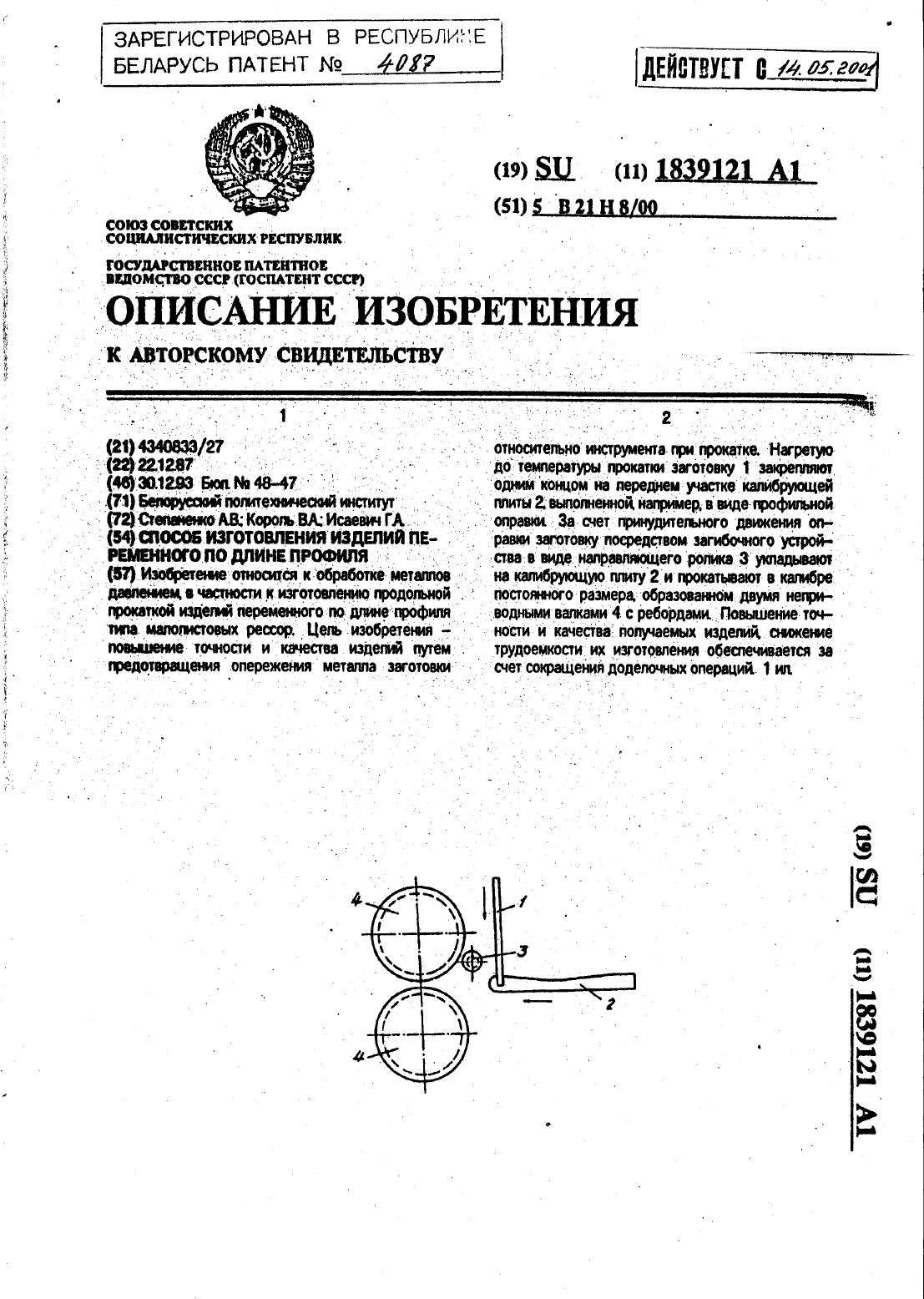
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Устройство для прокатки полос
Номер патента: U 146
Опубликовано: 30.06.2000
Авторы: Ковалев Николай Николаевич, Петров Валерий Павлович, Горбач Александр Александрович, Исаевич Леонид Александрович, Железняков Владимир Лаврентьевич, Клиновский Юрий Александрович, Степаненко Александр Васильевич, Король Владимир Андреевич
МПК: B21B 1/42
Метки: прокатки, устройство, полос
Текст:
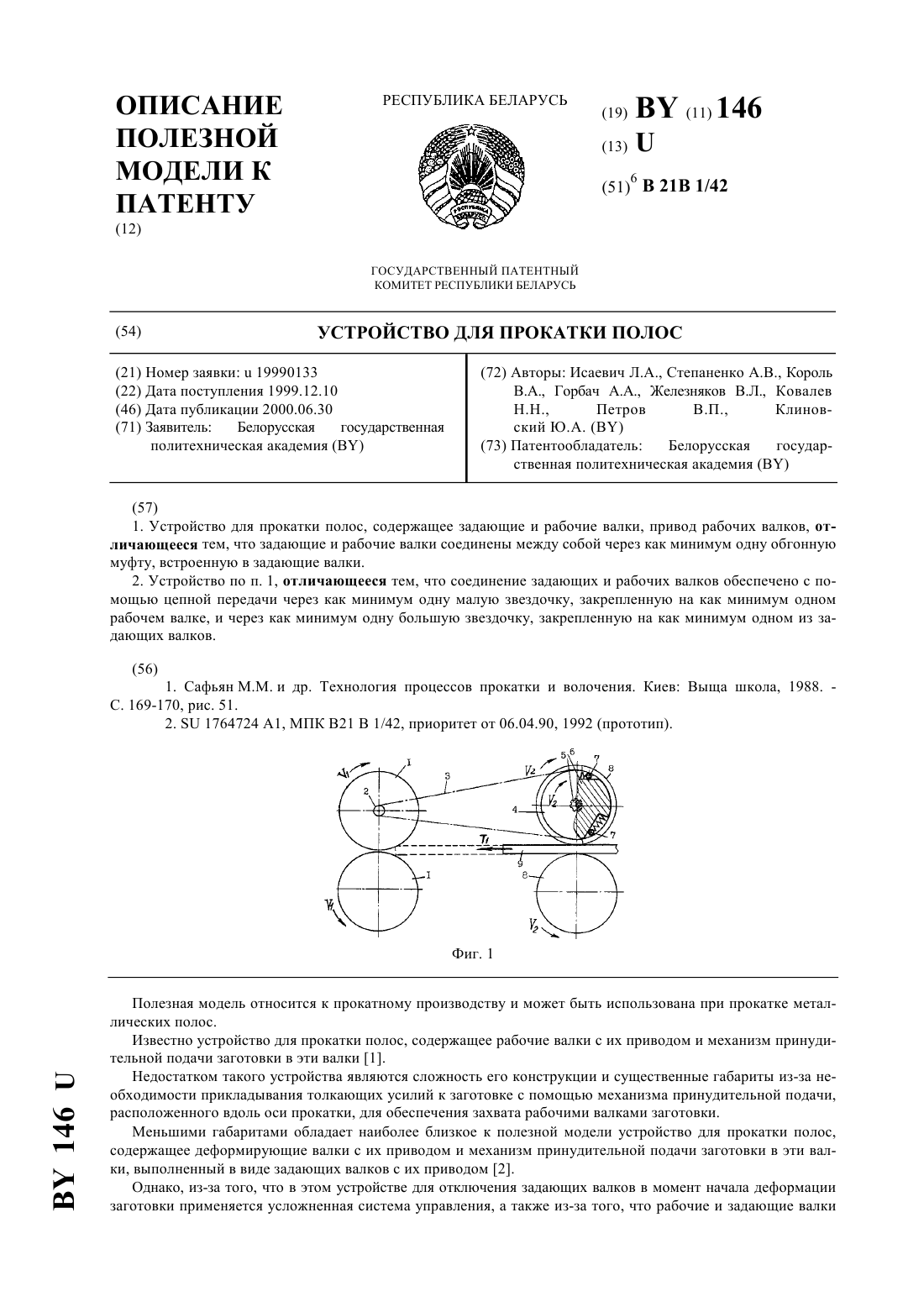
...отвечает условию уменьшения габаритов и металлоемкости устройства. Закрепление малой звездочки этой передачи в рабочих валках, а ее большой звездочки в задающих валках, позволит исключить до момента отключения обгонной муфты образование петли в прокатываемой полосе между парами рабочих и задающих валков. Это связано с тем, что поступательная скорость перемещения полосы на входе в очаг деформации, образованный рабочими валками,меньше...
Способ прокатки изделий переменного профиля и устройство для его осуществления
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Сильванович Николай Владимирович, Степаненко Александр Васильевич, Рудович Александр Олегович, КУДИН Виктор Михайлович, Король Владимир Андреевич, Соколовский Игорь Феликсович, Исаевич Леонид Александрович
МПК: B21B 13/02, B21B 1/08
Метки: устройство, способ, профиля, осуществления, изделий, переменного, прокатки
Текст:
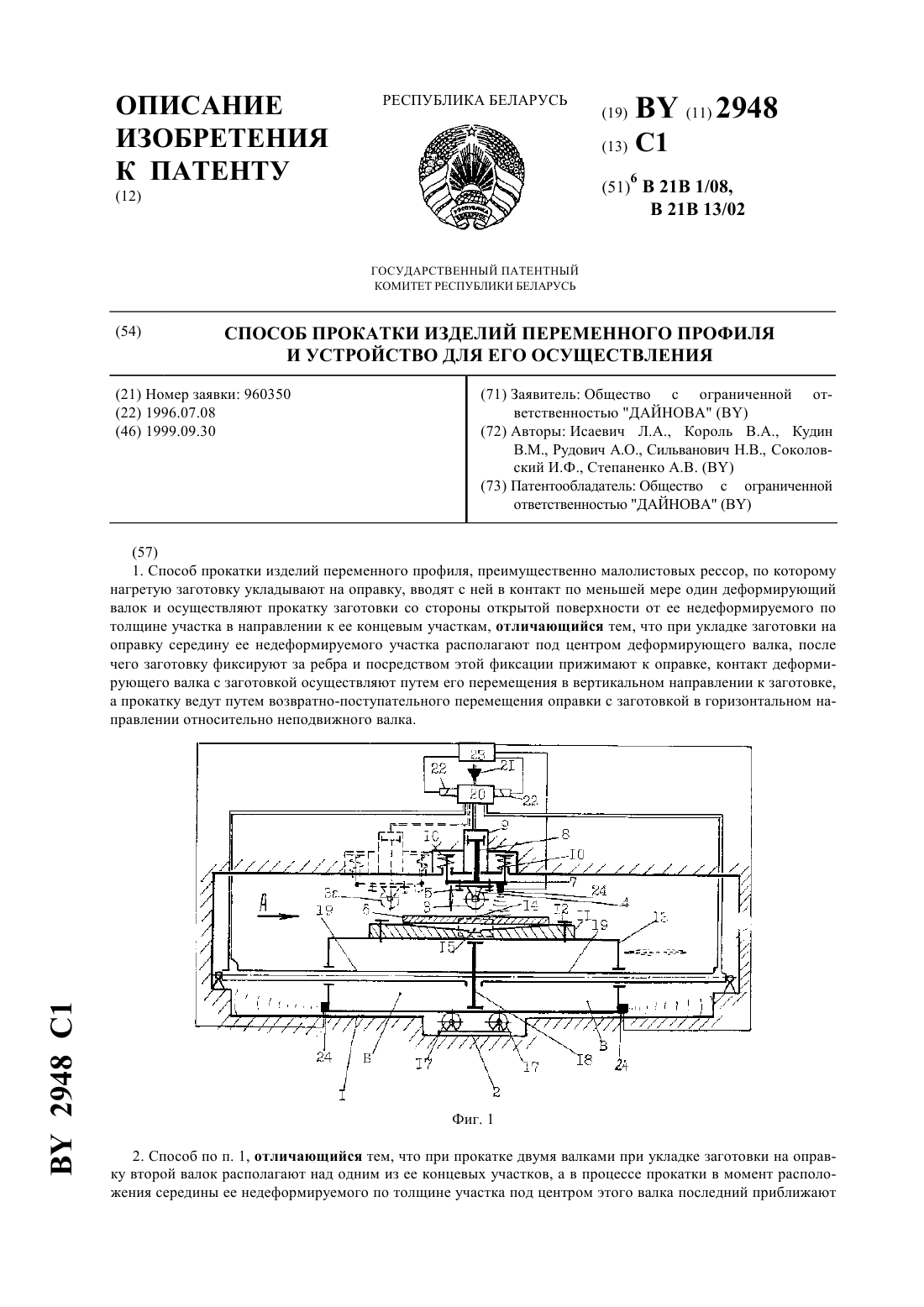
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...