Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Курбатов Геннадий Александрович, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Рябцев Олег Викторович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Маточкин Виктор Аркадьевич, Шувякова Ирина Владимировна
Текст
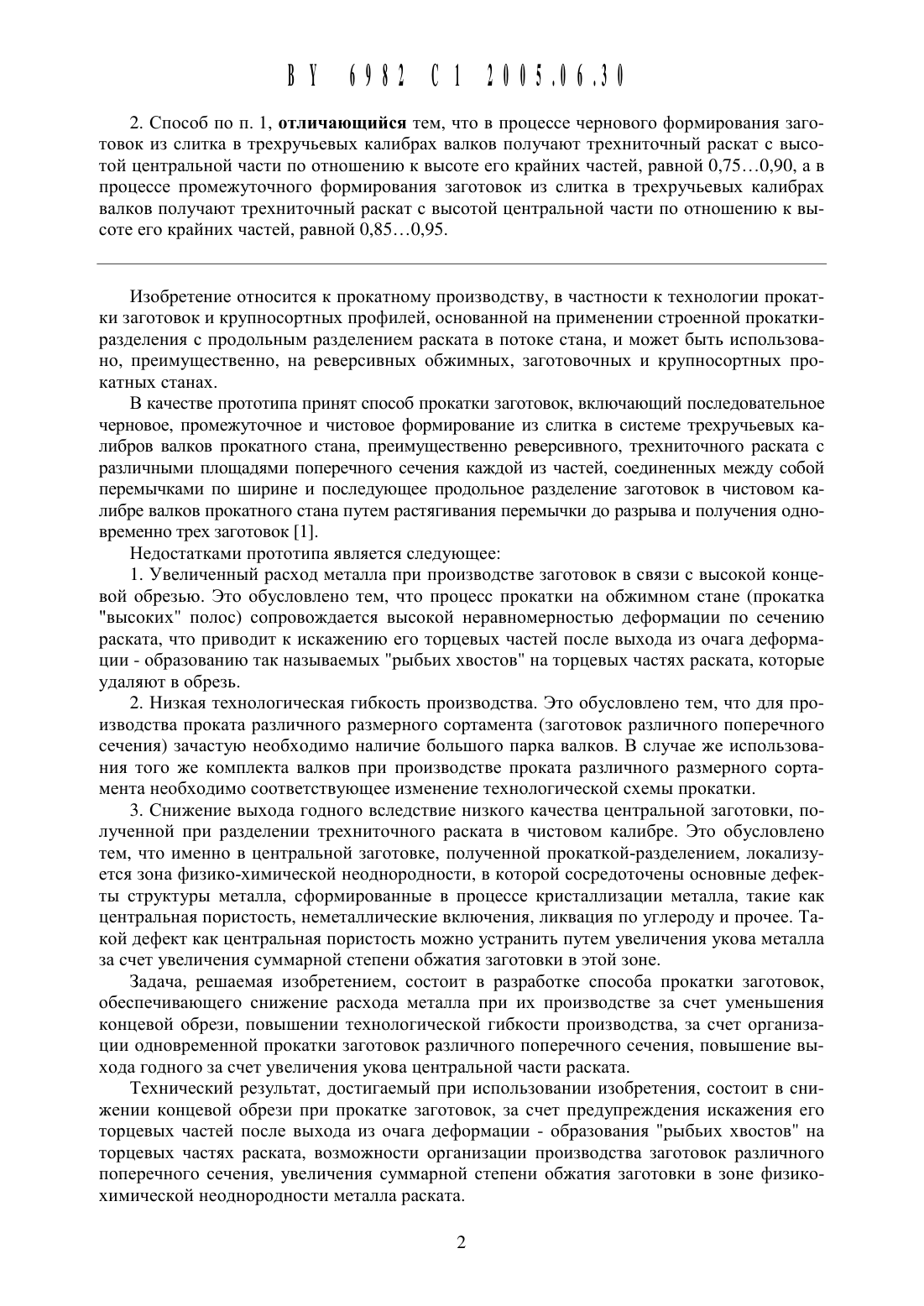
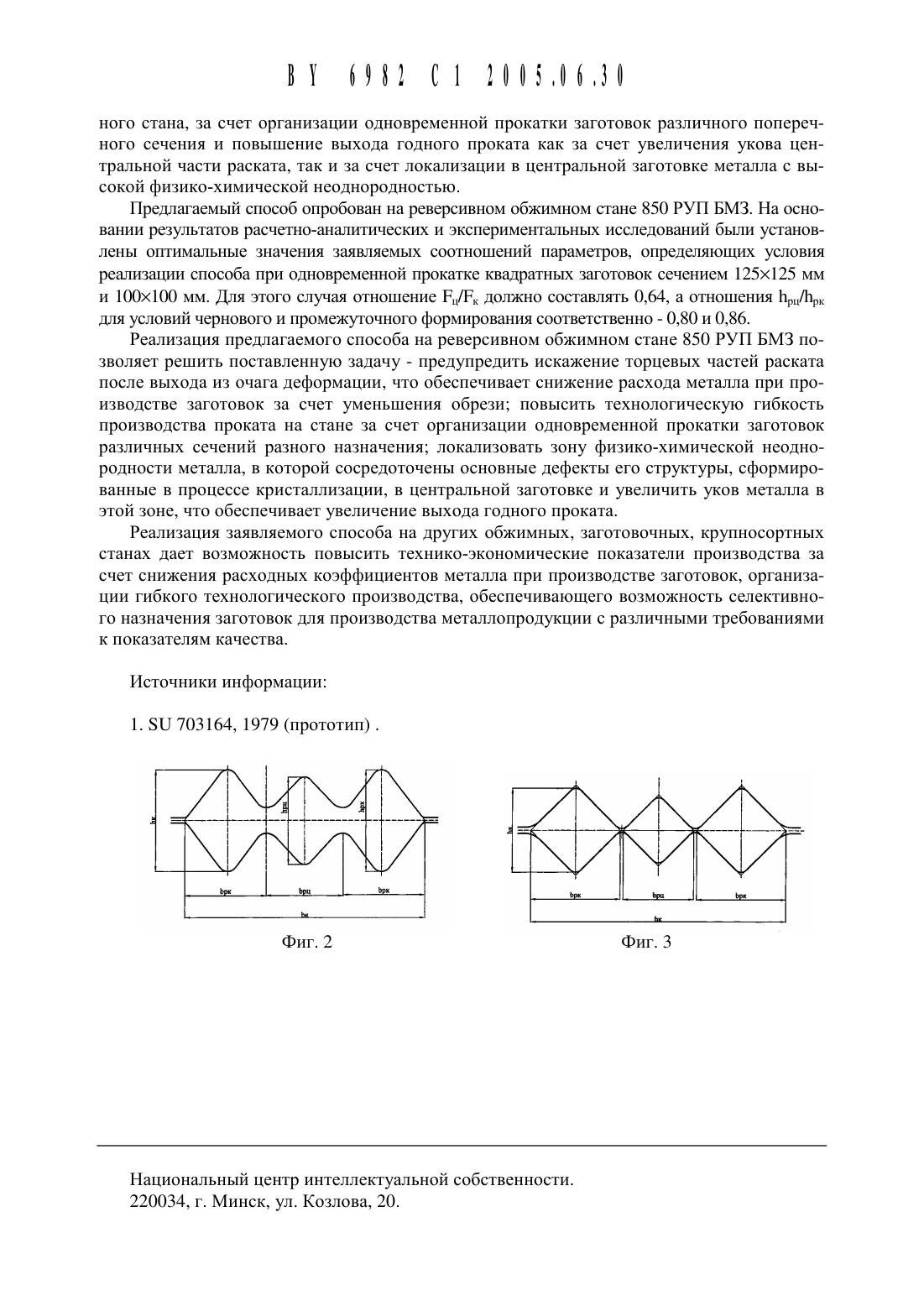
(51) В 211 1102 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод (ВУ) Институт черной металлургии им. 3.И. Некрасова НАН Украины (ПА) Белорусский наЦиональнь 1 й технический университет(72) Авторы Тищенко Владимир Андреевич Стеблов Анвер Борисович (ВУ) Жучков Сергей Михайлович (ПА) Бондаренко Александр Николаевич Тимощпольский Владимир Исаакович Маточкин Виктор Аркадьевич Курба тов Геннадий Александрович (ВУ) ЛуЦенко Владислав Анатольевич (ПА) РябЦев Олег Викторович (ВУ) Шувякова Ирина Владимировна (ПА)(73) Патентообладатели Республиканское унитарное предприятие Белорусский Металлургический завод (ВУ) Институт черной металлургии им. З.И. Некрасова НАН Украины (ПА) Белорусский национальный технический университет (ВУ)1. Способ прокатки заготовок, включающий последовательное черновое, промежуточное и чистовое формирование из слитка в системе трехручьевых калибров валков прокатного стана, преимущественно реверсивного, трехниточного раската с различными площадями поперечного сечения каждой из частей, соединенных между собой перемычками по щирине, и последующее продольное разделение заготовок в чистовом калибре валков прокатного стана путем растягивания перемычки до разрыва и получения одновременно трех заготовок, отличающийся тем, что в процессе чернового и промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с уменьшенной высотой Центральной части по отнощению к высоте его крайних частей, а в результате прокатки получают заготовки с различными площадями поперечного сечения, причем площадь поперечного сечения заготовки, полученной из Центральной части чистового трехручьевого калибра, составляет 0,400,80 площади поперечного сечения заготовки, полученной в каждой из крайних частей чистового трехручьевого калибра.2. Способ по п. 1, отличающийся тем, что в процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточнь 1 й раскат с вь 1 сотой центральной части по отношению к высоте его крайних частей, равной О,75 О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточнь 1 й раскат с высотой центральной части по отношению к вь 1 соте его крайних частей, равной 0,85. . .О,95.Изобретение относится к прокатному производству, в частности к технологии прокатки заготовок и крупносортных профилей, основанной на применении строенной прокаткиразделения с продольным разделением раската в потоке стана, и может быть использовано, преимущественно, на реверсивных обжимных, заготовочнь 1 х и крупносортных прокатных станах.В качестве прототипа принят способ прокатки заготовок, включающий последовательное черновое, промежуточное и чистовое формирование из слитка в системе трехручьевых калибров валков прокатного стана, преимущественно реверсивного, трехниточного раската с различными площадями поперечного сечения каждой из частей, соединенных между собой перемычками по ширине и последующее продольное разделение заготовок в чистовом калибре валков прокатного стана путем растягивания перемычки до разрыва и получения одновременно трех заготовок 1.Недостатками прототипа является следующее1. Увеличенный расход металла при производстве заготовок в связи с высокой концевой обрезью. Это обусловлено тем, что процесс прокатки на обжимном стане (прокатка высоких полос) сопровождается высокой неравномерностью деформации по сечению раската, что приводит к искажению его торцевых частей после выхода из очага деформации - образованию так называемых рыбьих хвостов на торцевых частях раската, которые удаляют в обрезь.2. Низкая технологическая гибкость производства. Это обусловлено тем, что для производства проката различного размерного сортамента (заготовок различного поперечного сечения) зачастую необходимо наличие большого парка валков. В случае же использования того же комплекта валков при производстве проката различного размерного сортамента необходимо соответствующее изменение технологической схемы прокатки.3. Снижение выхода годного вследствие низкого качества центральной заготовки, полученной при разделении трехниточного раската в чистовом калибре. Это обусловлено тем, что именно в центральной заготовке, полученной прокаткой-разделением, локализуется зона физико-химической неоднородности, в которой сосредоточены основные дефекты структуры металла, сформированные в процессе кристаллизации металла, такие как центральная пористость, неметаллические включения, ликвация по углероду и прочее. Такой дефект как центральная пористость можно устранить путем увеличения укова металла за счет увеличения суммарной степени обжатия заготовки в этой зоне.Задача, решаемая изобретением, состоит в разработке способа прокатки заготовок,обеспечивающего снижение расхода металла при их производстве за счет уменьшения концевой обрези, повышении технологической гибкости производства, за счет организации одновременной прокатки заготовок различного поперечного сечения, повышение вь 1 хода годного за счет увеличения укова центральной части раската.Технический результат, достигаемый при использовании изобретения, состоит в снижении концевой обрези при прокатке заготовок, за счет предупреждения искажения его торцевых частей после выхода из очага деформации - образования рыбьих хвостов на торцевых частях раската, возможности организации производства заготовок различного поперечного сечения, увеличения суммарной степени обжатия заготовки в зоне физикохимической неоднородности металла раската.Способ прокатки заготовок, включает последовательное черновое, промежуточное И чистовое формирование из слитка в системе трехручьевых калибров валков прокатного стана, преимущественно реверсивного, трехниточного раската с различными площадями поперечного сечения каждой из частей, соединенных между собой перемычками по ширине, и последующее продольное разделение заготовок в чистовом калибре валков прокатного стана путем растягивания перемычки до разрыва и получения одновременно трех заготовок. В процессе чернового и промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с уменьшенной высотой центральной части по отношению к высоте его крайних частей, а в результате прокатки получают заготовки с различными площадями поперечного сечения, причем площадь поперечного сечения заготовки, полученной из центральной части чистового трехручьевого калибра, составляет О,4 ОО,8 О площади поперечного сечения заготовки, полученной в каждой из крайних частей чистового трехручьевого калибра.В процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется чертежом, где на фиг. 1-3 представлена схема калибров валков реверсивного обжимного стана для последовательного чернового (фиг. 1), промежуточного (фиг. 2) и чистового (фиг. 3) формирования раската в процессе строенной прокатки-разделения, поясняющая заявляемое техническое решение.Способ осуществляется следующим образом.Из исходного слитка прямоугольного сечения, нагретого до температуры прокатки, последовательно в черновом (фиг. 1), промежуточном (фиг. 2) и чистовом (фиг. 3) трехручьевых калибрах валков реверсивного обжимного стана формируют трехниточный раскат, части которого соединены между собой перемычками по ширине. В процессе прокатки в черновом, промежуточном и чистовом калибрах формируют трехниточный раскат с различными площадями поперечного сечения каждой из его частей (ниток). При прокатке в чистовом калибре осуществляют продольное разделение трехниточного раската на части и получают одновременно три заготовки с различными площадями поперечного сечения. При этом площадь поперечного сечения заготовки, полученной из центральной части чистового трехручьевого калибра (центральной заготовки), составляет О,4 ОО,8 О площади поперечного сечения заготовки, полученной в каждой из крайних частей (крайние заготовки) чистового трехручьевого калибра. Такое решение позволяет увеличить вытяжку металла в процессе прокатки центральной части слитка. Это интенсифицирует уков металла за счет увеличения суммарной степени обжатия раската в этой зоне и способствует предупреждению такого дефекта готовой заготовки как центральная пористость. Кроме того, увеличение вытяжки металла в центральной части слитка уменьшает искажение его торцевых частей после вь 1 хода из очага деформации, то есть предупреждает образование рыбьих хвостов на торцевых частях раската, которые удаляют в обрезь после прокатки. Это способствует снижению расходного коэффициента металла при производстве заготовок.Одновременное получение трех заготовок с различными площадями поперечного сечения повышает технологическую гибкость производства, так как в этом случае нет необходимости в содержании большого парка валков, увеличении количества перевалок при переходе на другое сечение получаемой заготовки, изменении технологической схемы прокатки.Формирование центральной заготовки с уменьшенной площадью поперечного сечения по отношению к площади поперечного сечения каждой из крайних заготовок позволяет увеличить выход годного проката за счет уменьшения объема металла, в котором локализуется зона физико-химической неоднородности, где сосредоточены основные дефектыструктуры металла, сформированные в процессе его кристаллизации. И если центральная пористость устраняется за счет увеличения вытяжки металла при формировании центральной заготовки с уменьшенной площадью поперечного сечения, то неметаллические включения, ликвационная структура локализуется в центральной заготовке, которая может использоваться при производстве сортового проката неответственного назначения.Границы диапазонов, определяющих условия реализации заявляемого способа, установлень 1 на основании расчетно-аналитических исследований, получивших подтверждение результатами экспериментов, выполненных в условиях реверсивного обжимного стана 850 Республиканского унитарного предприятия Белорусский металлургический заводРезультаты исследований показали, что для локализации зоны физико-химической неоднородности в центральной заготовке необходимо, чтобы площадь ее поперечного сечения(Ед) составляла 0,400,80 площади поперечного сечения (ЕК) каждой из крайних заготовок. Если отношение ЕЦ/ЕК будет меньше 0,40, то зона физико-химической неоднородности металла не будет полностью локализована в центральной заготовке. Это может ухудшить качество двух крайних заготовок и увеличить отбраковку, что снизит выход годного проката. Если отношение Ед/ЕК будет больше 0,80, то больший необходимого объем качественного однородного металла попадет в Центральную заготовку с высокой физико-химической неоднородностью, что также снижает выход годного проката повышенного качества.Для получения трехниточного раската с уменьшенной Ед по отношению к Ек необходимо в процессе чернового и промежуточного формирования заготовок из слитка в трехручьевь 1 х калибрах валков получать трехниточный раскат с уменьшенной высотой центральной части по отношению к его крайним частям. Результаты экспериментальных исследований показали, что в процессе чернового формирования высота центральной части трехниточного раската (при) должна составлять 0,750,90 высоты его крайних частей (Ьрк),а в процессе промежуточного формирования необходимо получать трехниточный раскат с высотой Ьрц, равной (0,850,95) Ьрк.Если в процессе чернового формирования Ьрц будет меньше 0,75 Ьрк, а в процессе промежуточного формирования Ьрц будет меньше равной 0,85 Ьрк, то не будет обеспечена полная локализация зоны физико-химической неоднородности в центральной заготовке, то есть не будет обеспечено условие Ед/РКЗ 0,40 по п. 1 заявляемого технического решения. Это приведет к увеличению отбраковки заготовок, предназначенных для получения качественного проката - канатной и пружинной катанки и катанки для изготовления металлокорда, то есть к снижению выхода годного проката вследствие ухудшения качества двух крайних заготовок. Кроме того, высокие значения вытяжки металла в центральной зоне раската приведут к искажению торцов раската в обратном направлении - появлению так называемых языков и накатов, что увеличивает объем металла, идущих в концевую обрезь.В том случае, когда в процессе чернового формирования Ьрц раската будет больше 0,90 Ьрк, а в процессе промежуточного формирования Ьрц будет больше 0,95 Ьрк, снижается выход годного проката повышенного качества, так как увеличивается объем качественного металла в центральной заготовке с высокой физико-химической неоднородностью. Кроме того, не будет обеспечен достаточный уков центральной части раската, что еще более снижает качество центральной заготовки и не будет обеспечено уменьшение концевой обрези, так как малые вытяжки металла в центральной зоне раската не позволят устранить в полной мере искажение торцов раската. То есть не будет обеспечено условие ЕЦ/ЕК 0,80 по п. 1 заявляемого технического решения.Результаты исследований показали, что использование предлагаемого способа с заявляемь 1 ми соотношениями их параметров обеспечивают решение поставленной в изобретении задачи - снижение расхода металла при производстве заготовок за счет предупреждения искажения их торцов в процессе прокатки, приводящих к повышенной концевой обрези, повышение технологической гибкости производства заготовок в условиях обжим 4
МПК / Метки
МПК: B21B 1/02
Метки: заготовок, способ, прокатки
Код ссылки
<a href="https://by.patents.su/5-6982-sposob-prokatki-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки заготовок</a>
Способ прокатки заготовок разделением
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Филиппов Вадим Владимирович, Дьяченко Юрий Владимирович, Гуляев Михаил Павлович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: способ, прокатки, заготовок, разделением
Текст:
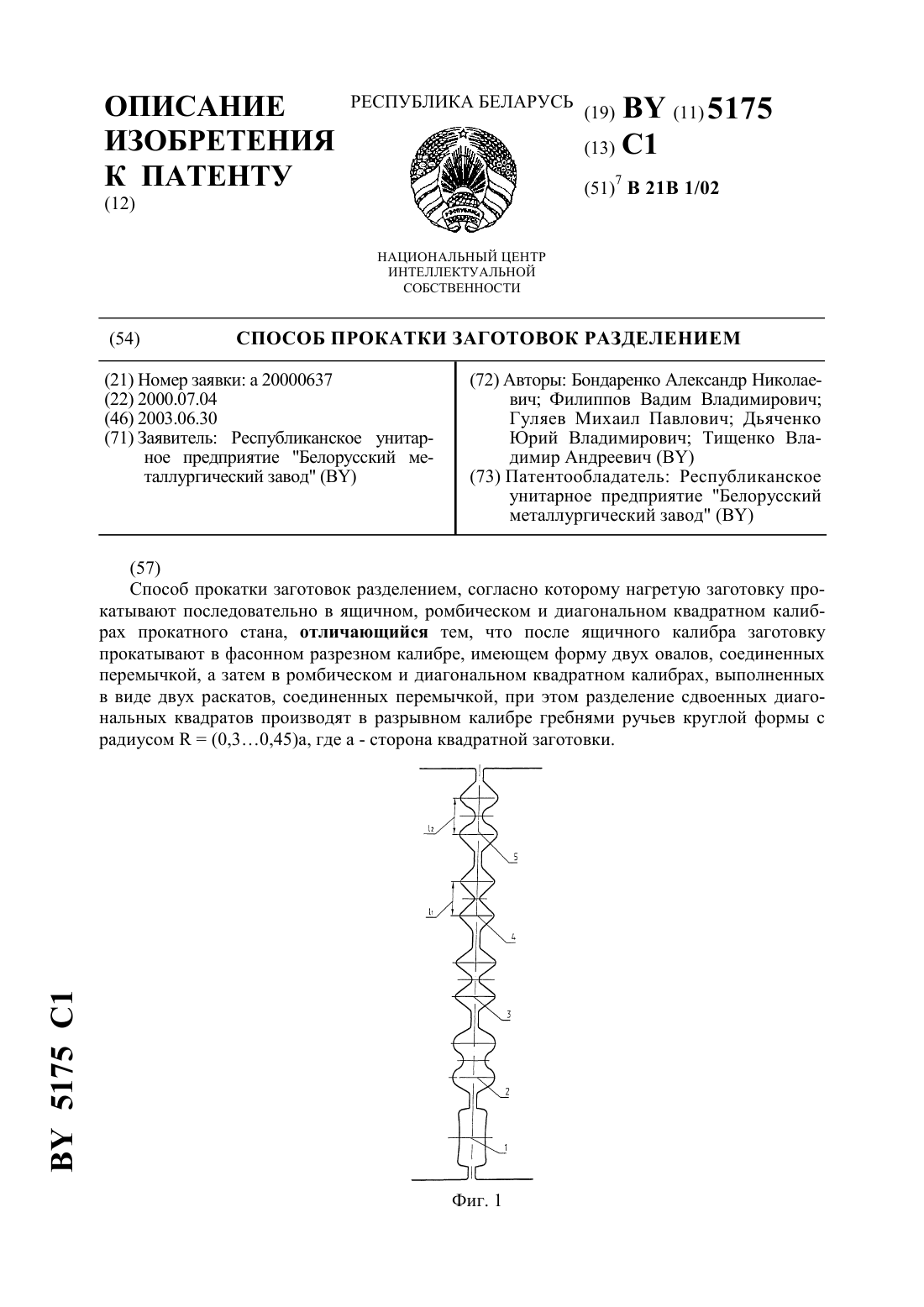
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ прокатки разделением
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Курбатов Геннадий Александрович, Перин Петр Сафонович, Бабков Петр Александрович, Бондаренко Александр Николаевич, Санок Эдуард Альбинович, Пустовалов Александр Геннадьевич, Тищенко Владимир Андреевич, Чернов Анатолий Ефимович
МПК: B21B 1/02
Метки: разделением, способ, прокатки
Текст:
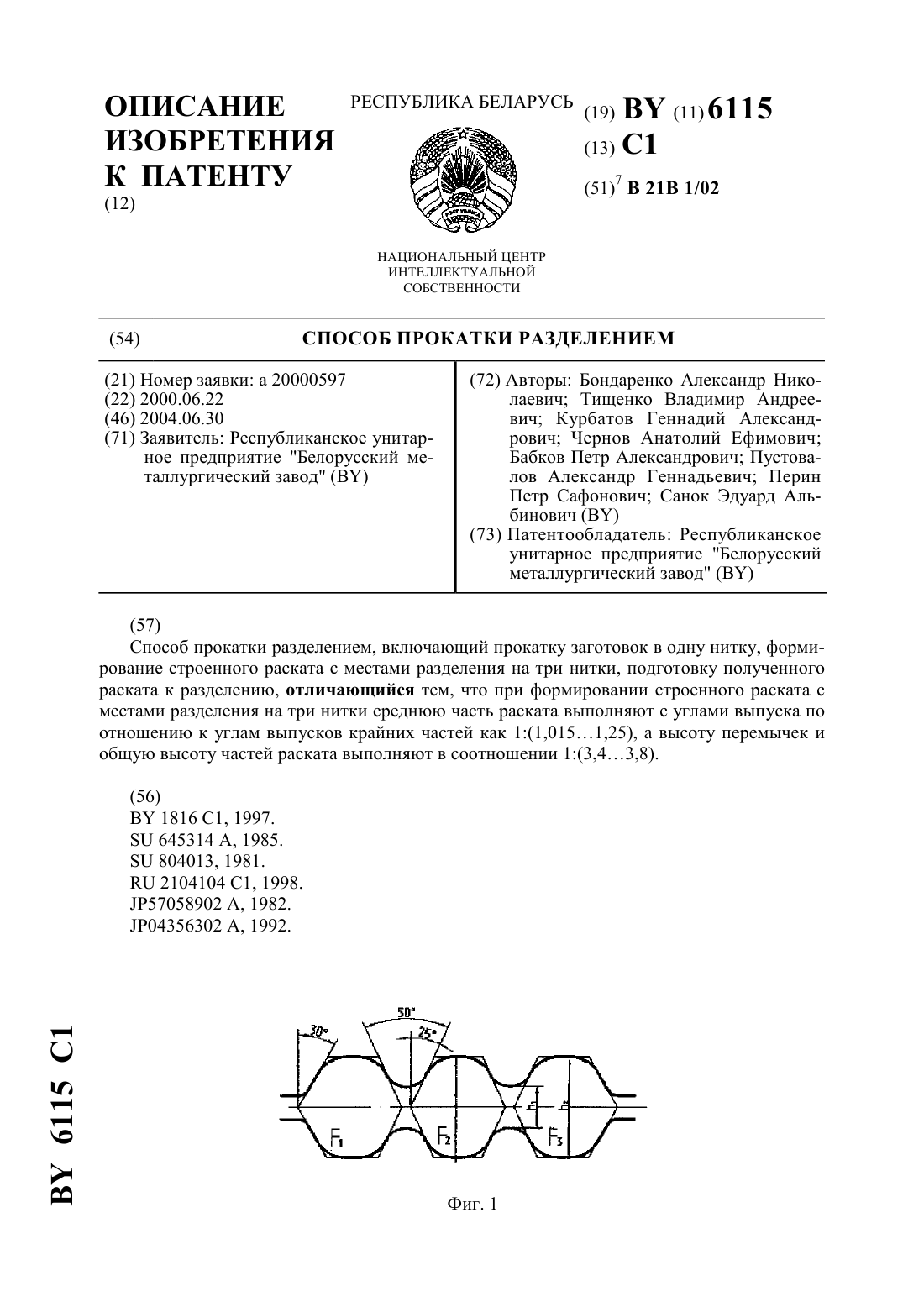
...в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович
МПК: B21H 1/02
Метки: прокатки, устройство, многоручьевой, сортовых, заготовок
Текст:
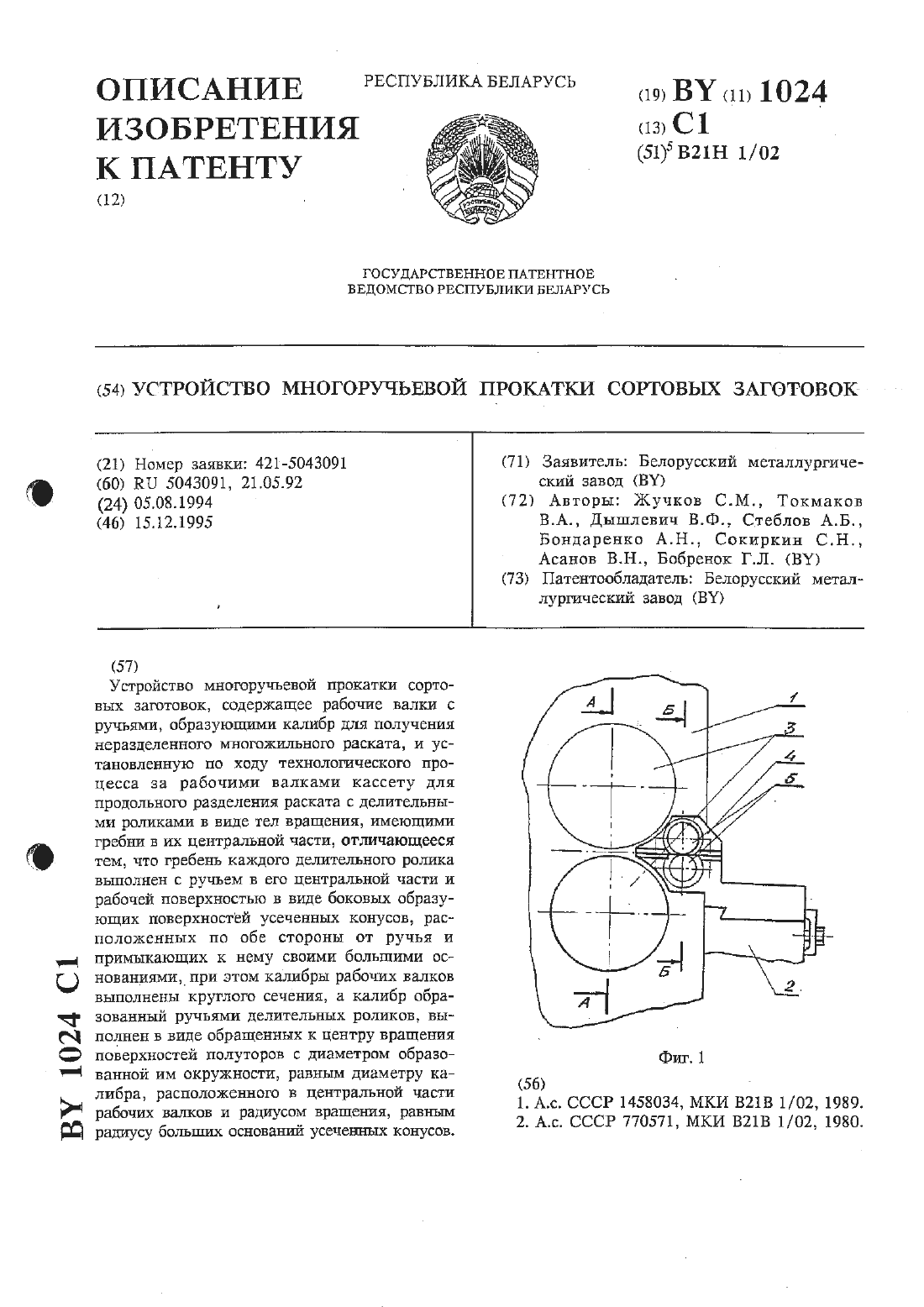
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич
МПК: B21B 1/02
Метки: способ, прокатки-разделения
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Ходырев Владимир Александрович, Дышлевич Виктор Федорович, Асанов Валерий Николаевич
МПК: B21C 47/04, B21B 1/02
Метки: профилей, разделением, раската, способ, арматурных, продольным, прокатки
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Предыдущий патент: Способ измерения диаметра протяженных отверстий
Следующий патент: Способ управляемого закалочного охлаждения стальных изделий
Случайный патент: Способ получения производных дистамицина А или их гидрохлоридов