Способ прокатки разделением
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Бабков Петр Александрович, Перин Петр Сафонович, Чернов Анатолий Ефимович, Тищенко Владимир Андреевич, Пустовалов Александр Геннадьевич, Бондаренко Александр Николаевич, Курбатов Геннадий Александрович, Санок Эдуард Альбинович
Текст
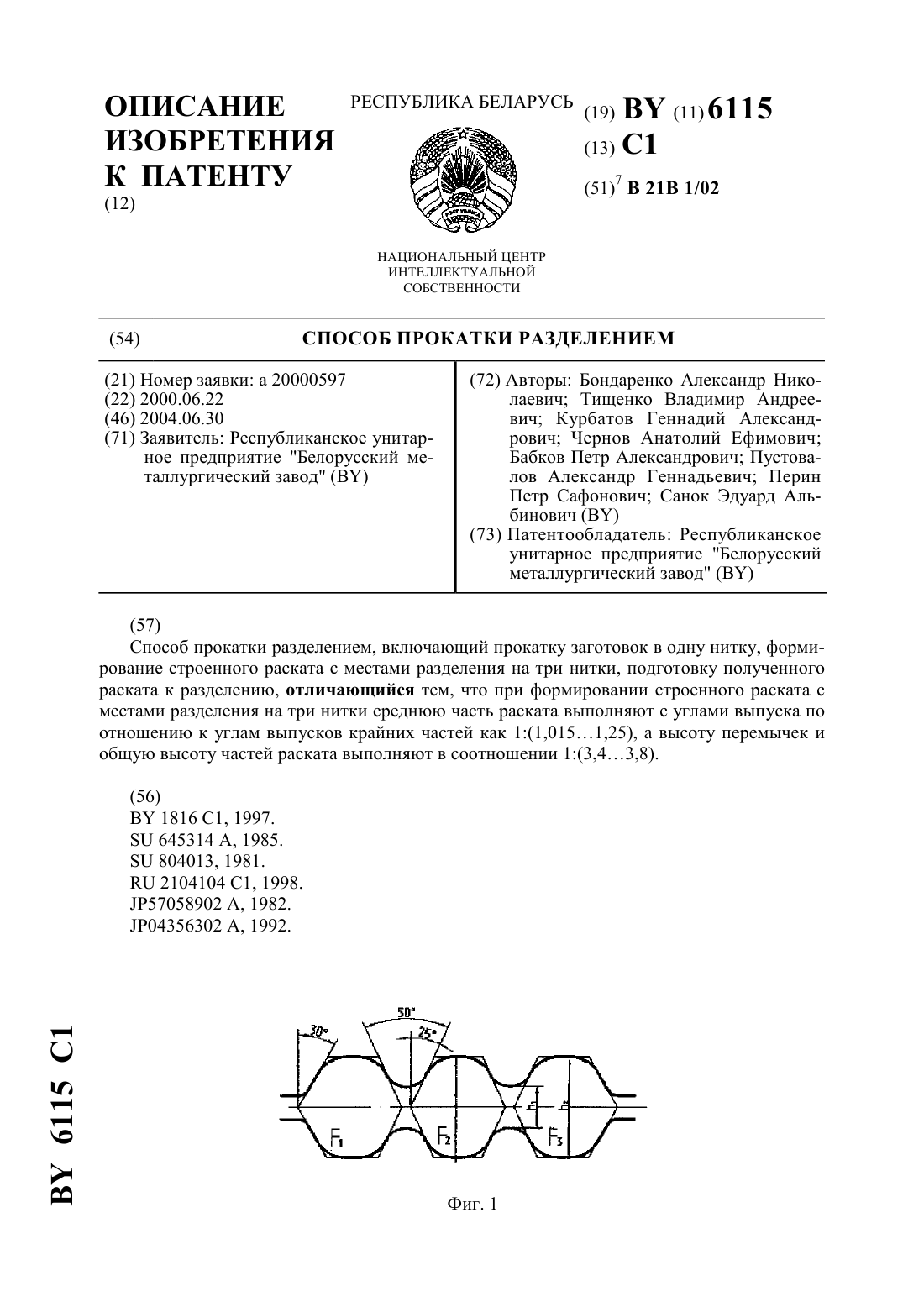
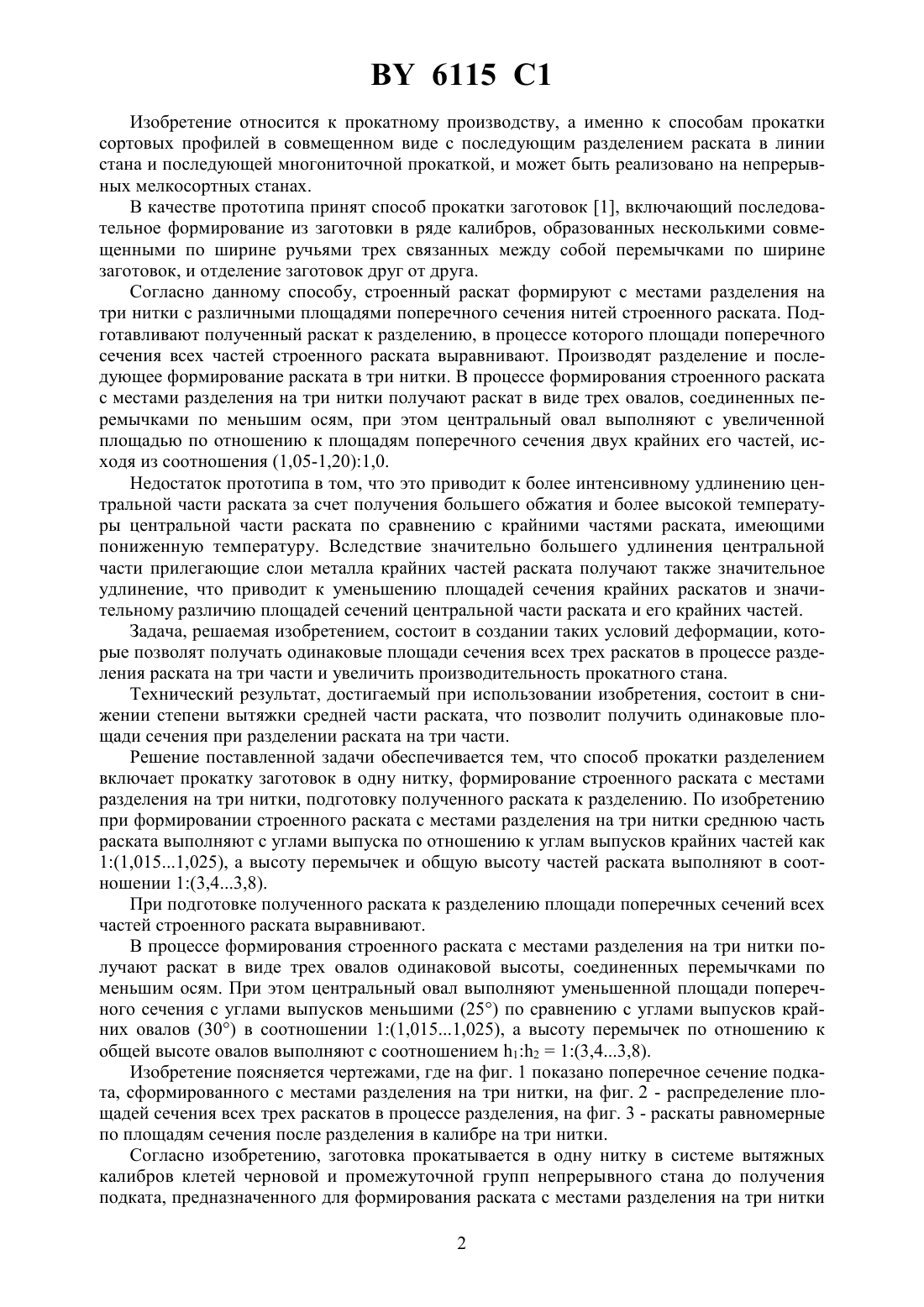
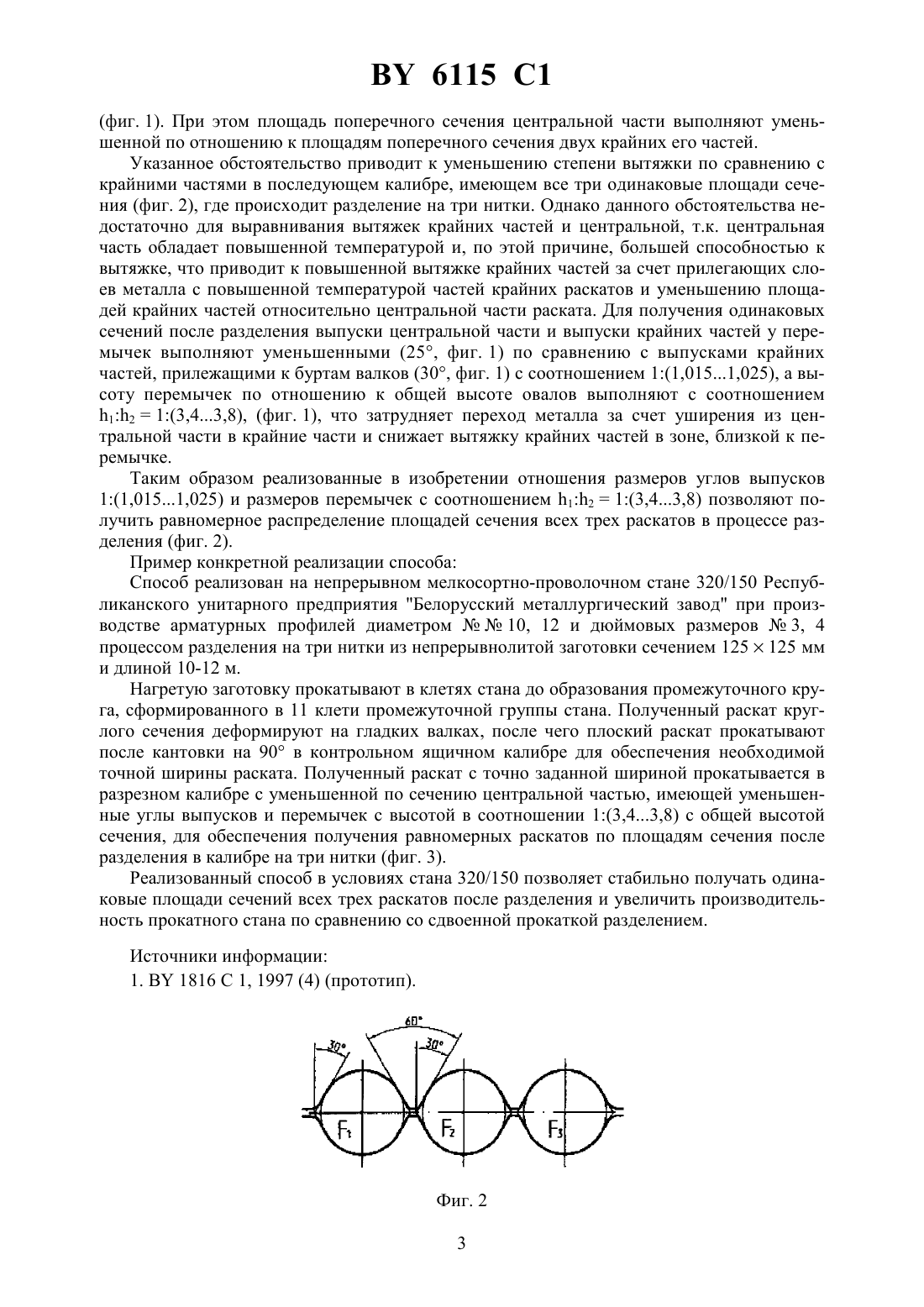
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Бондаренко Александр Николаевич Тищенко Владимир Андреевич Курбатов Геннадий Александрович Чернов Анатолий Ефимович Бабков Петр Александрович Пустовалов Александр Геннадьевич Перин Петр Сафонович Санок Эдуард Альбинович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Способ прокатки разделением, включающий прокатку заготовок в одну нитку, формирование строенного раската с местами разделения на три нитки, подготовку полученного раската к разделению, отличающийся тем, что при формировании строенного раската с местами разделения на три нитки среднюю часть раската выполняют с углами выпуска по отношению к углам выпусков крайних частей как 1(1,0151,25), а высоту перемычек и общую высоту частей раската выполняют в соотношении 1(3,43,8). 6115 1 Изобретение относится к прокатному производству, а именно к способам прокатки сортовых профилей в совмещенном виде с последующим разделением раската в линии стана и последующей многониточной прокаткой, и может быть реализовано на непрерывных мелкосортных станах. В качестве прототипа принят способ прокатки заготовок 1, включающий последовательное формирование из заготовки в ряде калибров, образованных несколькими совмещенными по ширине ручьями трех связанных между собой перемычками по ширине заготовок, и отделение заготовок друг от друга. Согласно данному способу, строенный раскат формируют с местами разделения на три нитки с различными площадями поперечного сечения нитей строенного раската. Подготавливают полученный раскат к разделению, в процессе которого площади поперечного сечения всех частей строенного раската выравнивают. Производят разделение и последующее формирование раската в три нитки. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов, соединенных перемычками по меньшим осям, при этом центральный овал выполняют с увеличенной площадью по отношению к площадям поперечного сечения двух крайних его частей, исходя из соотношения (1,05-1,20)1,0. Недостаток прототипа в том, что это приводит к более интенсивному удлинению центральной части раската за счет получения большего обжатия и более высокой температуры центральной части раската по сравнению с крайними частями раската, имеющими пониженную температуру. Вследствие значительно большего удлинения центральной части прилегающие слои металла крайних частей раската получают также значительное удлинение, что приводит к уменьшению площадей сечения крайних раскатов и значительному различию площадей сечений центральной части раската и его крайних частей. Задача, решаемая изобретением, состоит в создании таких условий деформации, которые позволят получать одинаковые площади сечения всех трех раскатов в процессе разделения раската на три части и увеличить производительность прокатного стана. Технический результат, достигаемый при использовании изобретения, состоит в снижении степени вытяжки средней части раската, что позволит получить одинаковые площади сечения при разделении раската на три части. Решение поставленной задачи обеспечивается тем, что способ прокатки разделением включает прокатку заготовок в одну нитку, формирование строенного раската с местами разделения на три нитки, подготовку полученного раската к разделению. По изобретению при формировании строенного раската с местами разделения на три нитки среднюю часть раската выполняют с углами выпуска по отношению к углам выпусков крайних частей как 1(1,0151,025), а высоту перемычек и общую высоту частей раската выполняют в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с углами выпусков крайних овалов (30) в соотношении 1(1,0151,025), а высоту перемычек по отношению к общей высоте овалов выполняют с соотношением 121(3,43,8). Изобретение поясняется чертежами, где на фиг. 1 показано поперечное сечение подката, сформированного с местами разделения на три нитки, на фиг. 2 - распределение площадей сечения всех трех раскатов в процессе разделения, на фиг. 3 - раскаты равномерные по площадям сечения после разделения в калибре на три нитки. Согласно изобретению, заготовка прокатывается в одну нитку в системе вытяжных калибров клетей черновой и промежуточной групп непрерывного стана до получения подката, предназначенного для формирования раската с местами разделения на три нитки 2(фиг. 1). При этом площадь поперечного сечения центральной части выполняют уменьшенной по отношению к площадям поперечного сечения двух крайних его частей. Указанное обстоятельство приводит к уменьшению степени вытяжки по сравнению с крайними частями в последующем калибре, имеющем все три одинаковые площади сечения (фиг. 2), где происходит разделение на три нитки. Однако данного обстоятельства недостаточно для выравнивания вытяжек крайних частей и центральной, т.к. центральная часть обладает повышенной температурой и, по этой причине, большей способностью к вытяжке, что приводит к повышенной вытяжке крайних частей за счет прилегающих слоев металла с повышенной температурой частей крайних раскатов и уменьшению площадей крайних частей относительно центральной части раската. Для получения одинаковых сечений после разделения выпуски центральной части и выпуски крайних частей у перемычек выполняют уменьшенными (25, фиг. 1) по сравнению с выпусками крайних частей, прилежащими к буртам валков (30, фиг. 1) с соотношением 1(1,0151,025), а высоту перемычек по отношению к общей высоте овалов выполняют с соотношением 121(3,43,8), (фиг. 1), что затрудняет переход металла за счет уширения из центральной части в крайние части и снижает вытяжку крайних частей в зоне, близкой к перемычке. Таким образом реализованные в изобретении отношения размеров углов выпусков 1(1,0151,025) и размеров перемычек с соотношением 121(3,43,8) позволяют получить равномерное распределение площадей сечения всех трех раскатов в процессе разделения (фиг. 2). Пример конкретной реализации способа Способ реализован на непрерывном мелкосортно-проволочном стане 320/150 Республиканского унитарного предприятия Белорусский металлургический завод при производстве арматурных профилей диаметром 10, 12 и дюймовых размеров 3, 4 процессом разделения на три нитки из непрерывнолитой заготовки сечением 125125 мм и длиной 10-12 м. Нагретую заготовку прокатывают в клетях стана до образования промежуточного круга, сформированного в 11 клети промежуточной группы стана. Полученный раскат круглого сечения деформируют на гладких валках, после чего плоский раскат прокатывают после кантовки на 90 в контрольном ящичном калибре для обеспечения необходимой точной ширины раската. Полученный раскат с точно заданной шириной прокатывается в разрезном калибре с уменьшенной по сечению центральной частью, имеющей уменьшенные углы выпусков и перемычек с высотой в соотношении 1(3,43,8) с общей высотой сечения, для обеспечения получения равномерных раскатов по площадям сечения после разделения в калибре на три нитки (фиг. 3). Реализованный способ в условиях стана 320/150 позволяет стабильно получать одинаковые площади сечений всех трех раскатов после разделения и увеличить производительность прокатного стана по сравнению со сдвоенной прокаткой разделением. Источники информации 1.1816 С 1, 1997 (4) (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/02
Метки: способ, разделением, прокатки
Код ссылки
<a href="https://by.patents.su/4-6115-sposob-prokatki-razdeleniem.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки разделением</a>
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Сокиркин Сергей Николаевич, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: прокатки-разделения, способ
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Способ прокатки заготовок разделением
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Филиппов Вадим Владимирович, Бондаренко Александр Николаевич, Гуляев Михаил Павлович, Тищенко Владимир Андреевич, Дьяченко Юрий Владимирович
МПК: B21B 1/02
Метки: заготовок, разделением, способ, прокатки
Текст:
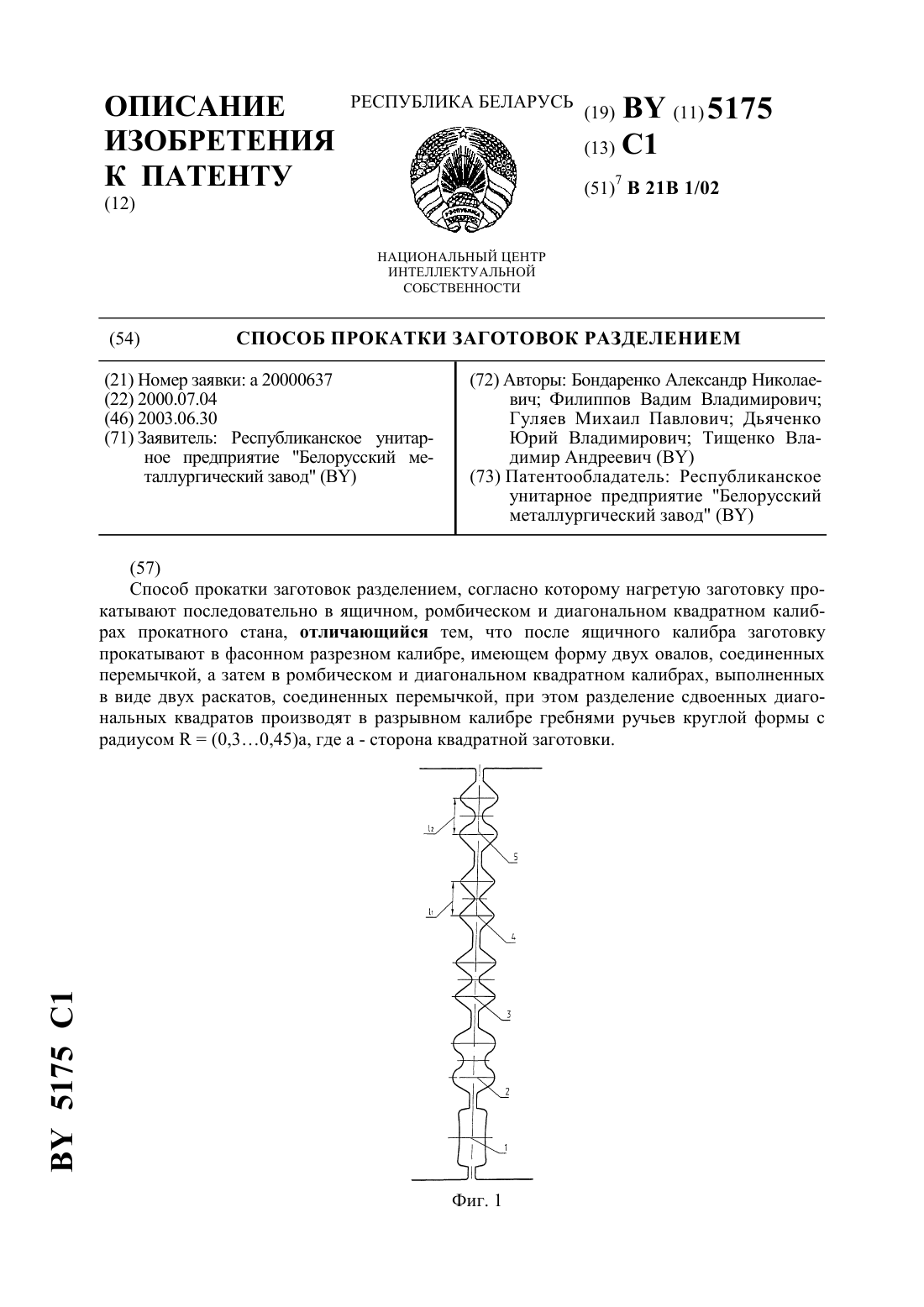
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Ходырев Владимир Александрович, Бобренок Геннадий Людвигович, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич
МПК: B21C 47/04, B21B 1/02
Метки: продольным, профилей, раската, разделением, прокатки, способ, арматурных
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Сокиркин Сергей Николаевич, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Дышлевич Виктор Федорович
МПК: B21H 1/02
Метки: заготовок, устройство, сортовых, прокатки, многоручьевой
Текст:
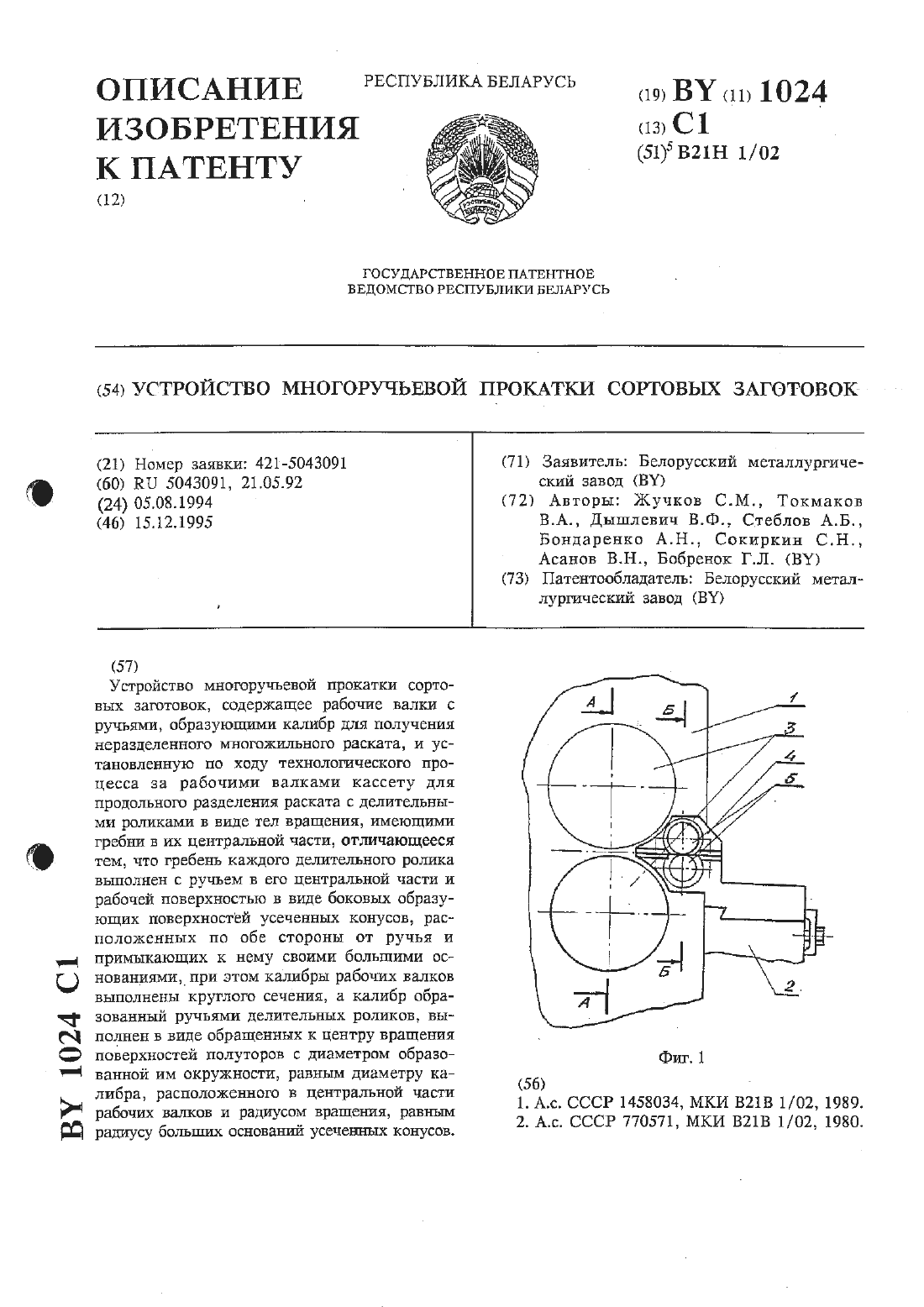
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Дышлевич В. Ф., Жучков С. М., Бондаренко А. Н., Асанов В. Н.
МПК: B21D 1/02
Метки: способ, сдвоенной, арматурной, прокатки, стали
Текст:
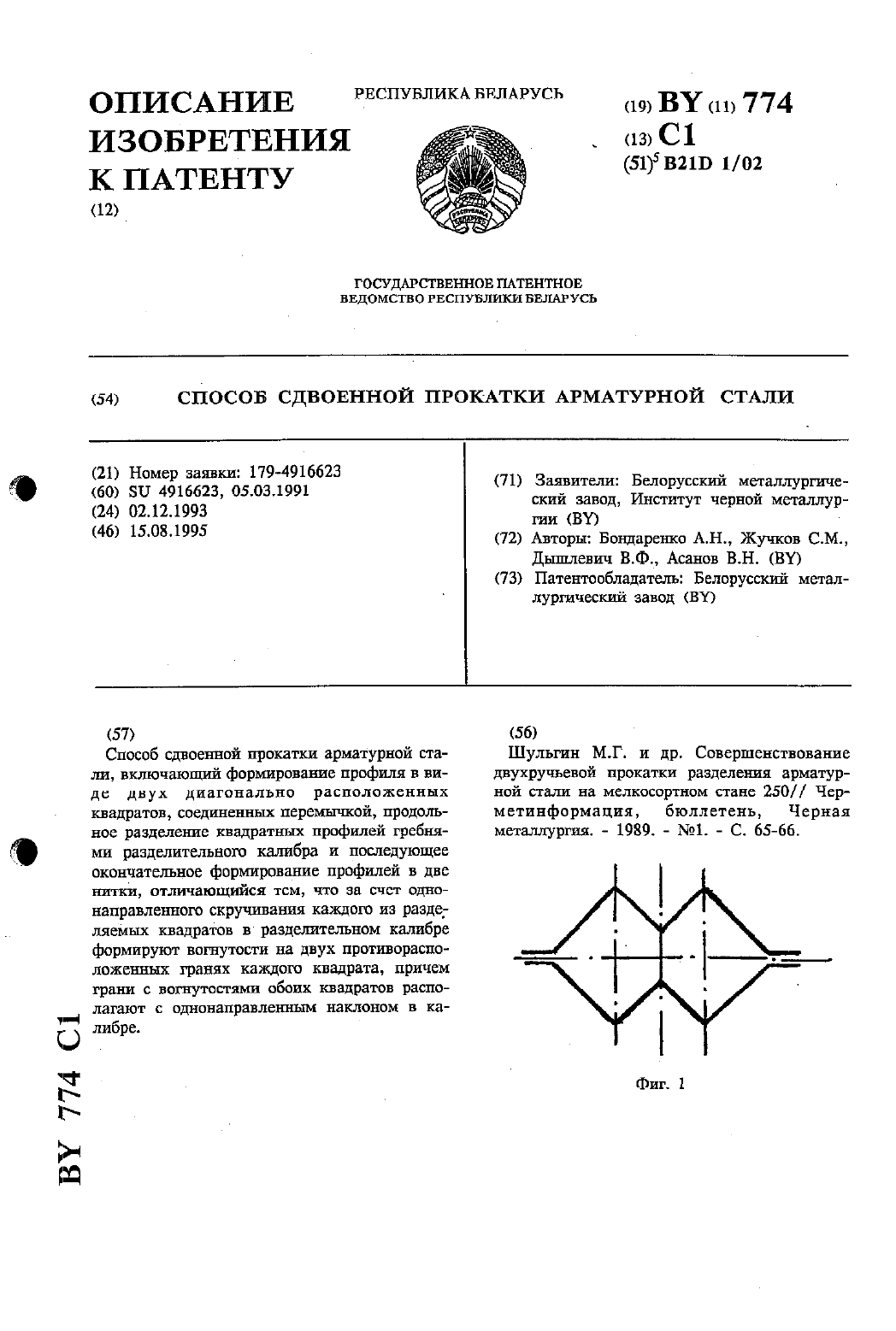
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Предыдущий патент: Сельскохозяйственная уборочная машина
Следующий патент: Зубопротезный сплав
Случайный патент: Способ лечения гипомикроэлементоза кобальта, меди, цинка и железа у сельскохозяйственного животного