Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
Текст
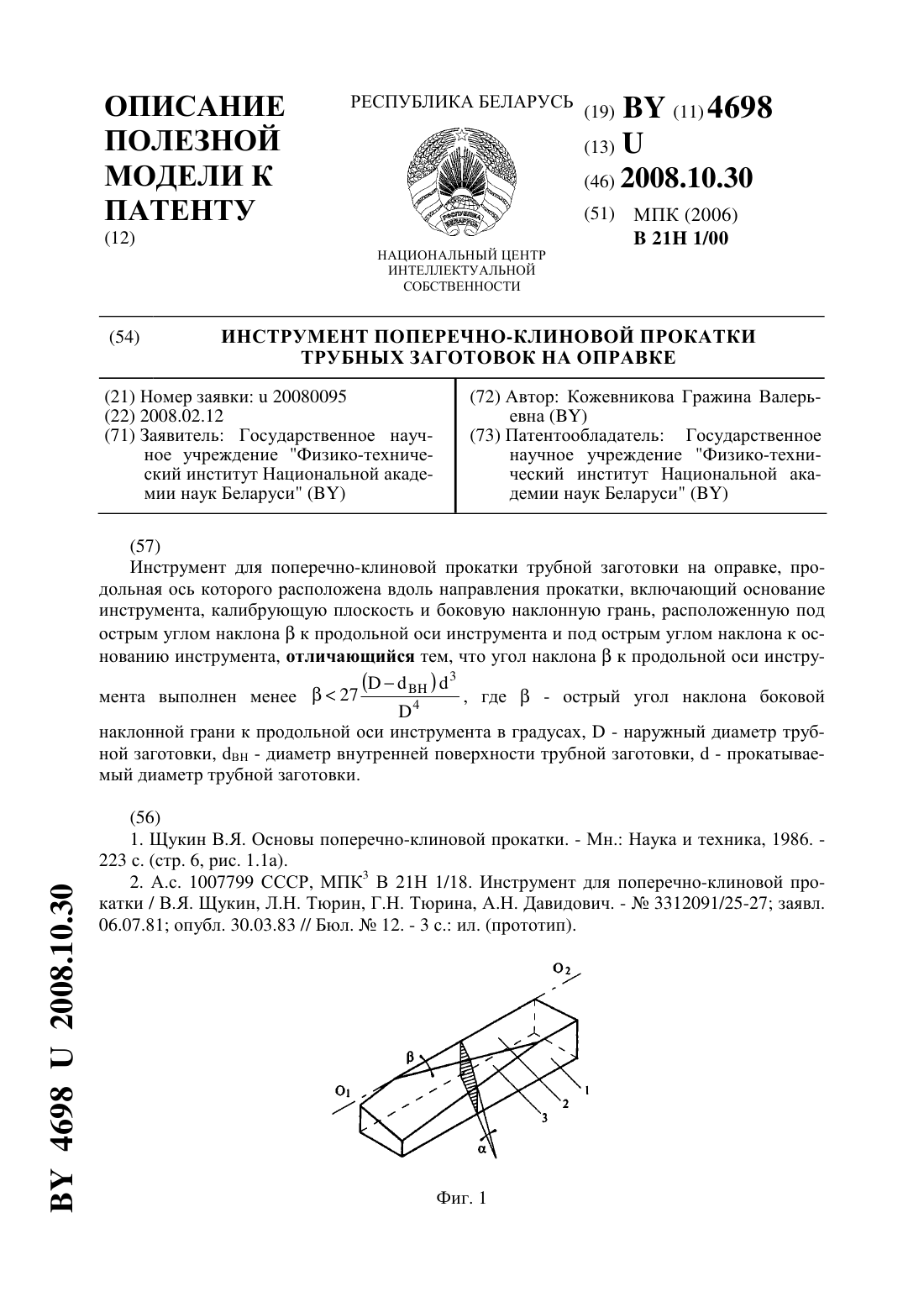
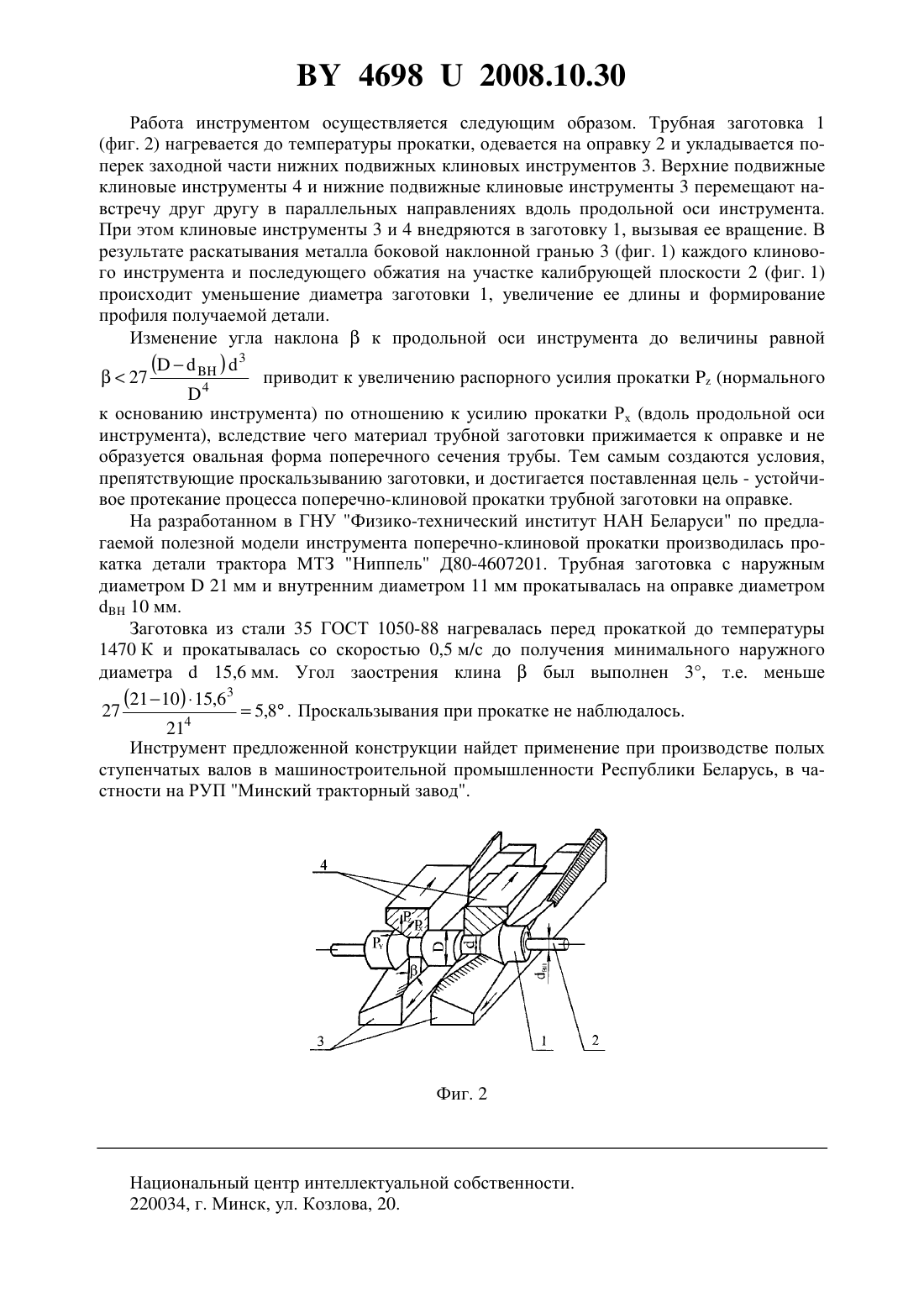
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ТРУБНЫХ ЗАГОТОВОК НА ОПРАВКЕ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Кожевникова Гражина Валерьевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Инструмент для поперечно-клиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающий основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклона к основанию инструмента, отличающийся тем, что угол наклонак продольной оси инстру327 мента выполнен менее, где- острый угол наклона боковой 4 наклонной грани к продольной оси инструмента в градусах,- наружный диаметр трубной заготовки, ВН - диаметр внутренней поверхности трубной заготовки,- прокатываемый диаметр трубной заготовки. 46982008.10.30 Полезная модель относится к обработке металлов давлением и может быть использовано для получения полых осесимметричных деталей, преимущественно типа ступенчатый вал, посредством поперечно-клиновой прокатки. Известен инструмент для поперечно-клиновой прокатки, продольная ось которого расположена вдоль направления прокатки, включающий основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под углами наклона к продольной оси инструмента и к основанию инструмента. Формообразование полых осесимметричных деталей типа трубы осуществляется путем перераспределения металла вдоль оси заготовки движущимся поперек оси заготовки инструментом 1. Недостатком этого инструмента является то, что при свободной прокатке труб без оправки наблюдается изменение толщины трубы, внутреннее отверстие имеет значительные перепады по диаметру, вследствие чего необходима дополнительная механическая обработка отверстия. Известен инструмент для поперечно-клиновой прокатки, продольная ось которого расположена вдоль направления прокатки, включающий основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента 2.3 , где- остВеличина углав этом инструменте устанавливается 27 4 рый угол наклона боковой наклонной грани к продольной оси инструмента в градусах,наружный диаметр трубной заготовки,- диаметр внутренней поверхности трубной заготовки,- прокатываемый диаметр трубной заготовки. Недостатком инструмента этой конструкции является то, что такая величина углаинструмента при прокатке полых осесимметричных заготовок на оправке приводит к образованию овальной формы поперечного сечения заготовки вместо круглой и, как следствие, к проскальзыванию заготовки по инструменту, т.е. процесс поперечно-клиновой прокатки ограничивается потерей устойчивости заготовки. Задачей предлагаемой полезной модели является обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклона к основанию инструмента, угол3 , гденаклонак продольной оси инструмента выполнен менее 27 4 острый угол наклона боковой наклонной грани к продольной оси инструмента в градусах, - наружный диаметр трубной заготовки,-диаметр внутренней поверхности трубной заготовки,- прокатываемый диаметр трубной заготовки. На фиг. 1 показан инструмент. На фиг. 2 показана схема процесса. Инструмент поперечно-клиновой прокатки имеет основание инструмента 1 (фиг. 1),калибрующую плоскость 2 и боковую наклонную грань 3. Продольная ось инструмента 12 совпадает с направлением прокатки. Боковая наклонная грань 3 расположена под острым углом наклонак продольной оси инструмента 12 и под острым углом наклонак основанию инструмента 1. Величина угла наклонак продольной оси инструмента 46982008.10.30 Работа инструментом осуществляется следующим образом. Трубная заготовка 1(фиг. 2) нагревается до температуры прокатки, одевается на оправку 2 и укладывается поперек заходной части нижних подвижных клиновых инструментов 3. Верхние подвижные клиновые инструменты 4 и нижние подвижные клиновые инструменты 3 перемещают навстречу друг другу в параллельных направлениях вдоль продольной оси инструмента. При этом клиновые инструменты 3 и 4 внедряются в заготовку 1, вызывая ее вращение. В результате раскатывания металла боковой наклонной гранью 3 (фиг. 1) каждого клинового инструмента и последующего обжатия на участке калибрующей плоскости 2 (фиг. 1) происходит уменьшение диаметра заготовки 1, увеличение ее длины и формирование профиля получаемой детали. Изменение угла наклонак продольной оси инструмента до величины равной3 приводит к увеличению распорного усилия прокатки(нормального 27 4 к основанию инструмента) по отношению к усилию прокатки Рх (вдоль продольной оси инструмента), вследствие чего материал трубной заготовки прижимается к оправке и не образуется овальная форма поперечного сечения трубы. Тем самым создаются условия,препятствующие проскальзыванию заготовки, и достигается поставленная цель - устойчивое протекание процесса поперечно-клиновой прокатки трубной заготовки на оправке. На разработанном в ГНУ Физико-технический институт НАН Беларуси по предлагаемой полезной модели инструмента поперечно-клиновой прокатки производилась прокатка детали трактора МТЗ Ниппель Д 80-4607201. Трубная заготовка с наружным диаметром 21 мм и внутренним диаметром 11 мм прокатывалась на оправке диаметром 10 мм. Заготовка из стали 35 ГОСТ 1050-88 нагревалась перед прокаткой до температуры 1470 К и прокатывалась со скоростью 0,5 м/с до получения минимального наружного диаметра 15,6 мм. Угол заострения клинабыл выполнен 3, т.е. меньше(2110)15,635,8 . Проскальзывания при прокатке не наблюдалось. 27 214 Инструмент предложенной конструкции найдет применение при производстве полых ступенчатых валов в машиностроительной промышленности Республики Беларусь, в частности на РУП Минский тракторный завод. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21H 1/00
Метки: поперечно-клиновой, оправке, заготовок, прокатки, трубных, инструмент
Код ссылки
<a href="https://by.patents.su/3-u4698-instrument-poperechno-klinovojj-prokatki-trubnyh-zagotovok-na-opravke.html" rel="bookmark" title="База патентов Беларуси">Инструмент поперечно-клиновой прокатки трубных заготовок на оправке</a>
Инструмент поперечно-клиновой прокатки
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, поперечно-клиновой, инструмент
Текст:
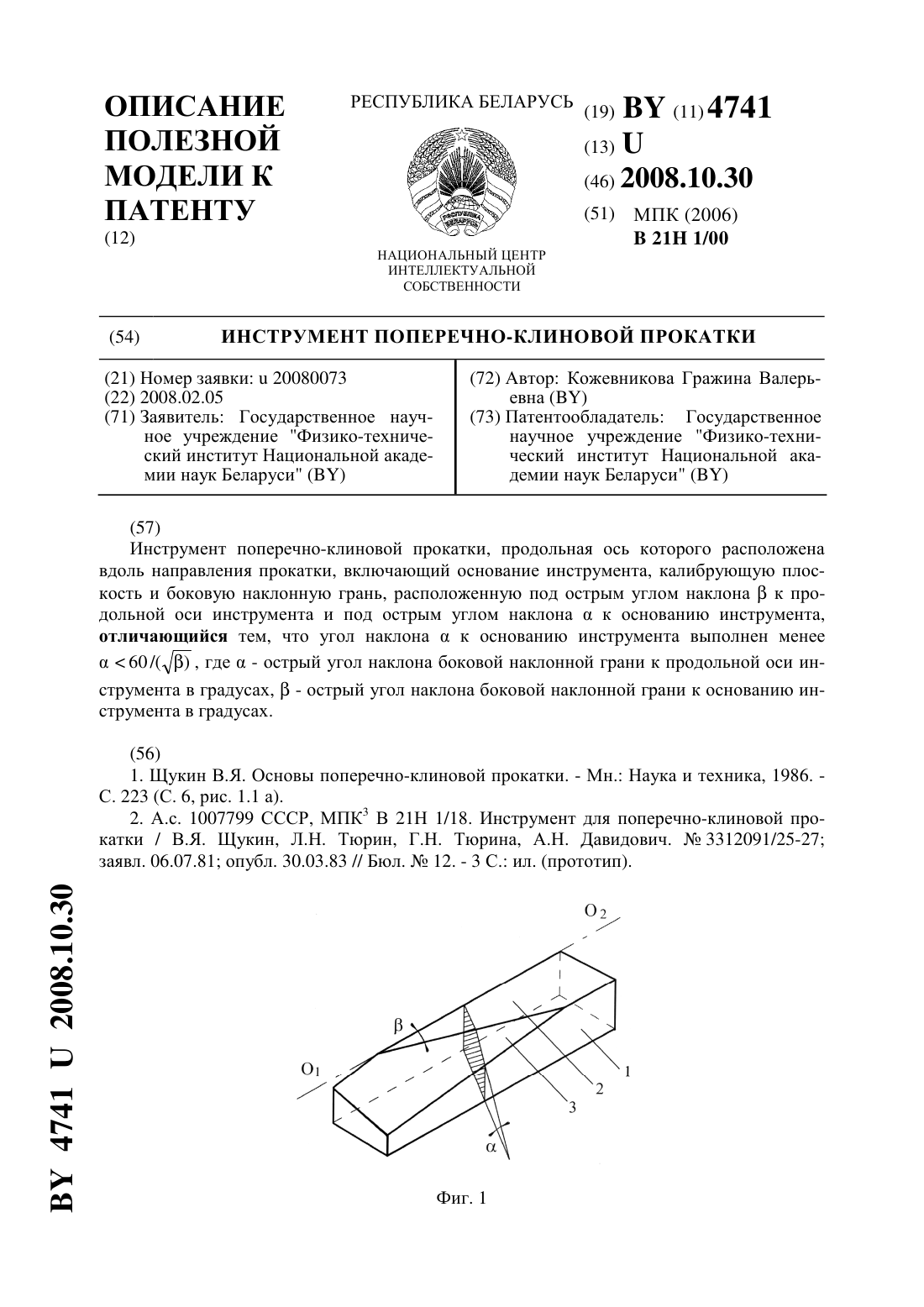
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
Инструмент для поперечно-клиновой прокатки
Номер патента: 2369
Опубликовано: 30.09.1998
Автор: Куксенков Василий Андреевич
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, инструмент
Текст:
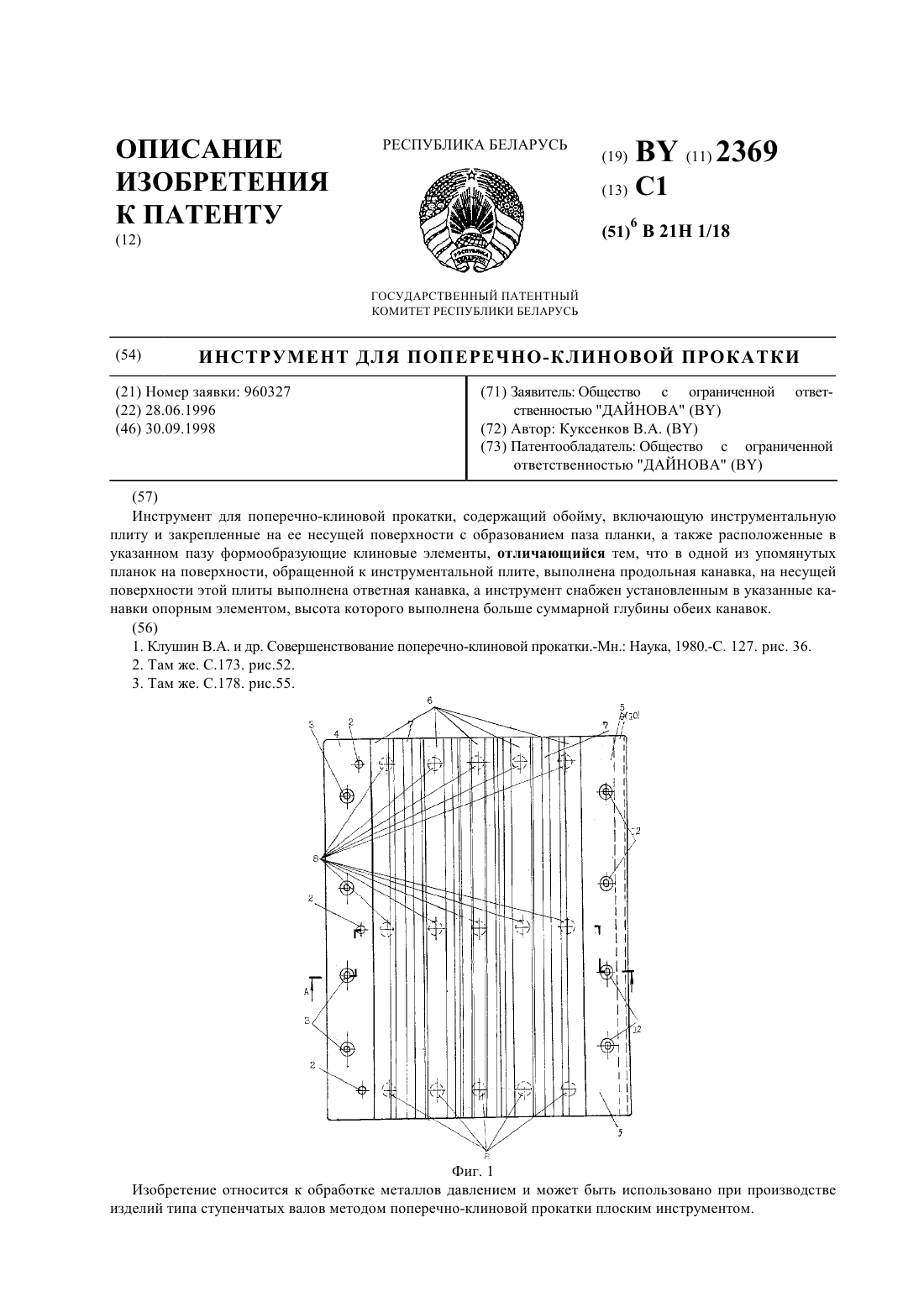
...узких формообразующих клиновых элементов любой длины. Кроме того, в задачу входит также и уменьшение трудоемкости изготовления инструмента за счет дополнительного сжатия набора клиновых элементов по всей длине паза. Сущность изобретения заключается в том, что в инструменте для поперечно-клиновой прокатки,одержащем обойму, включающую инструментальную плиту и закрепленные на ее несущей поверхности с образованием паза планки, а также...
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: стан, прокатки, заготовок, нагретых, поперечно-клиновой
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
Стан поперечно-клиновой прокатки нагретых заготовок
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Кожевникова Гражина Валерьевна, Квон Се Хе, Щукин Валерий Яковлевич, Дже Сун Хе
МПК: B21H 1/00
Метки: стан, поперечно-клиновой, прокатки, заготовок, нагретых
Текст:
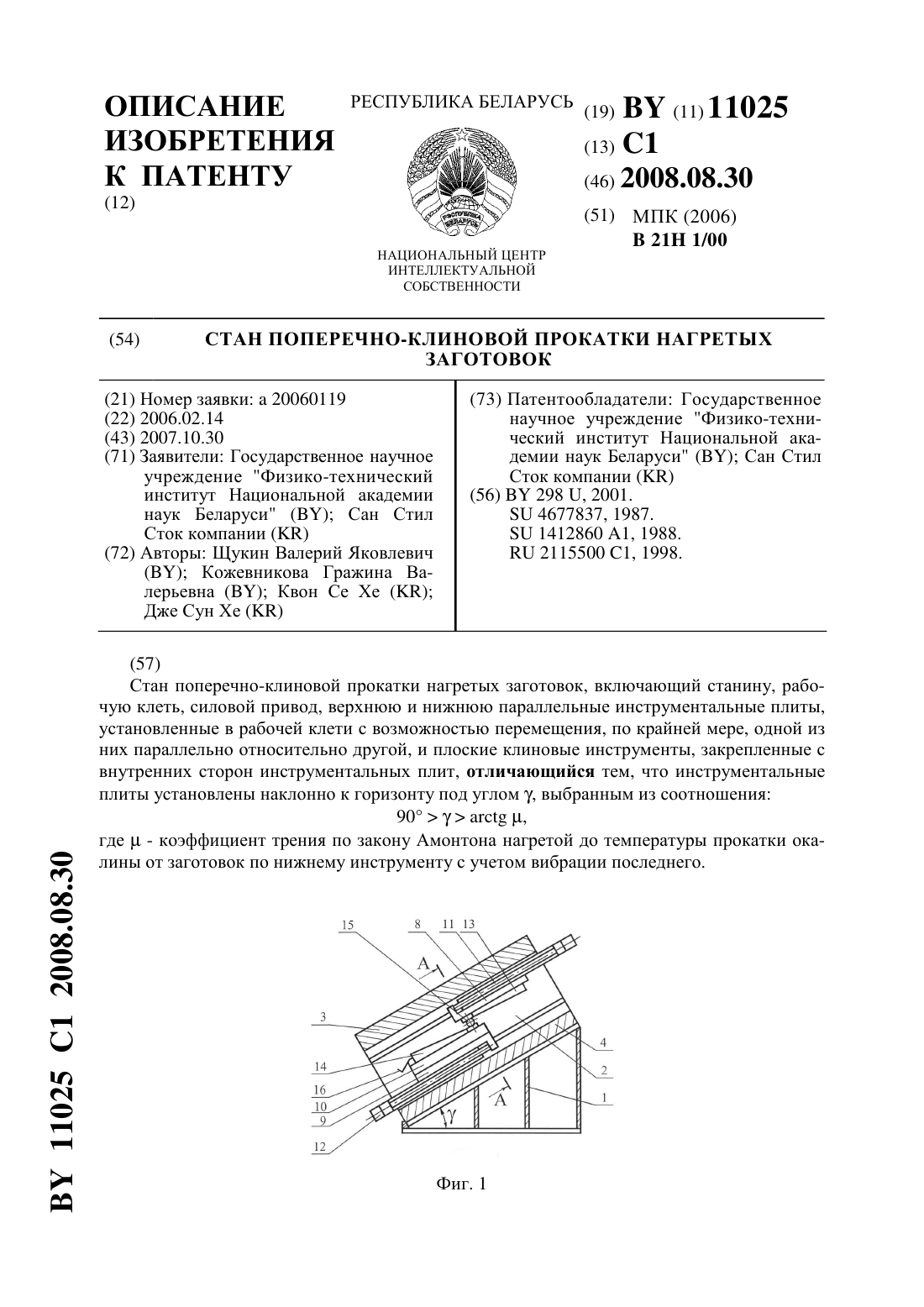
...действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2...
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Стасюк Павел Анатольевич, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: поперечно-клиновой, устройство, прокатки
Текст:
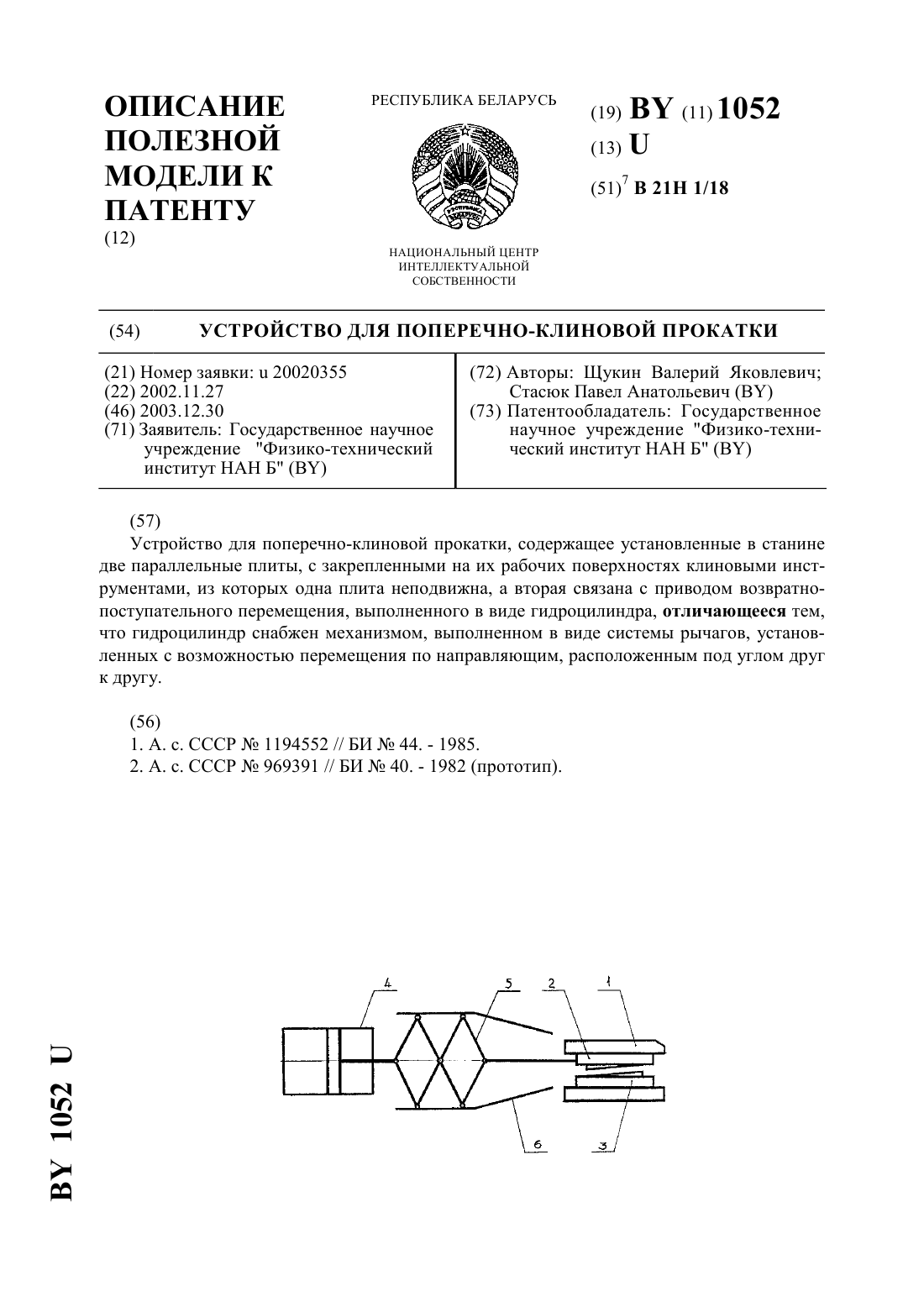
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Предыдущий патент: Реактор перегруппировки циклогексаноноксима в капролактам
Следующий патент: Устройство магнитной обработки топлива в системе двухразовой топливоподачи дизеля
Случайный патент: Пептидный ингибитор эластазы