Способ поперечно-клиновой прокатки изделия с винтовой поверхностью
Номер патента: 14444
Опубликовано: 30.06.2011
Авторы: Рудович Александр Олегович, Клушин Валерий Александрович
Текст
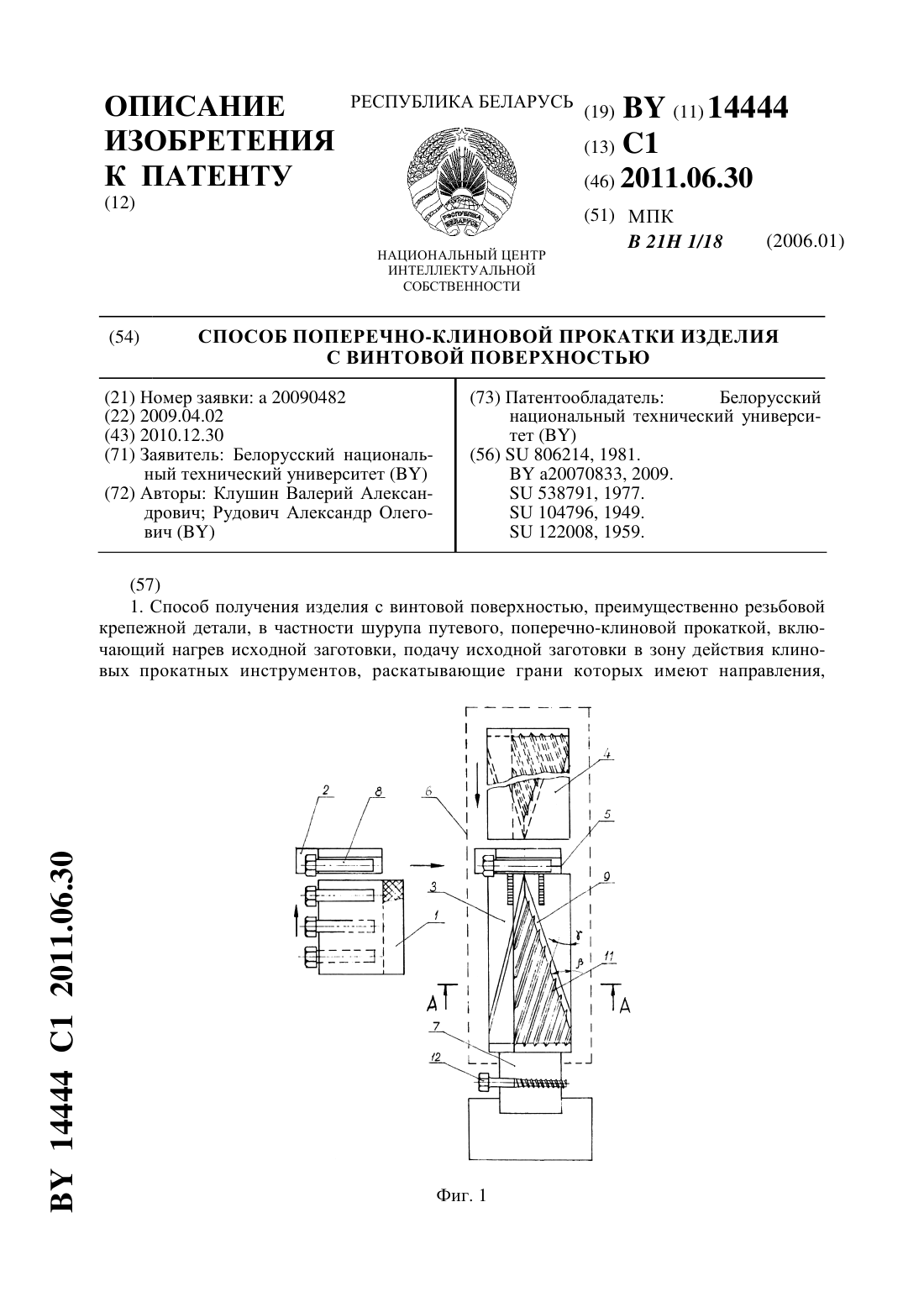
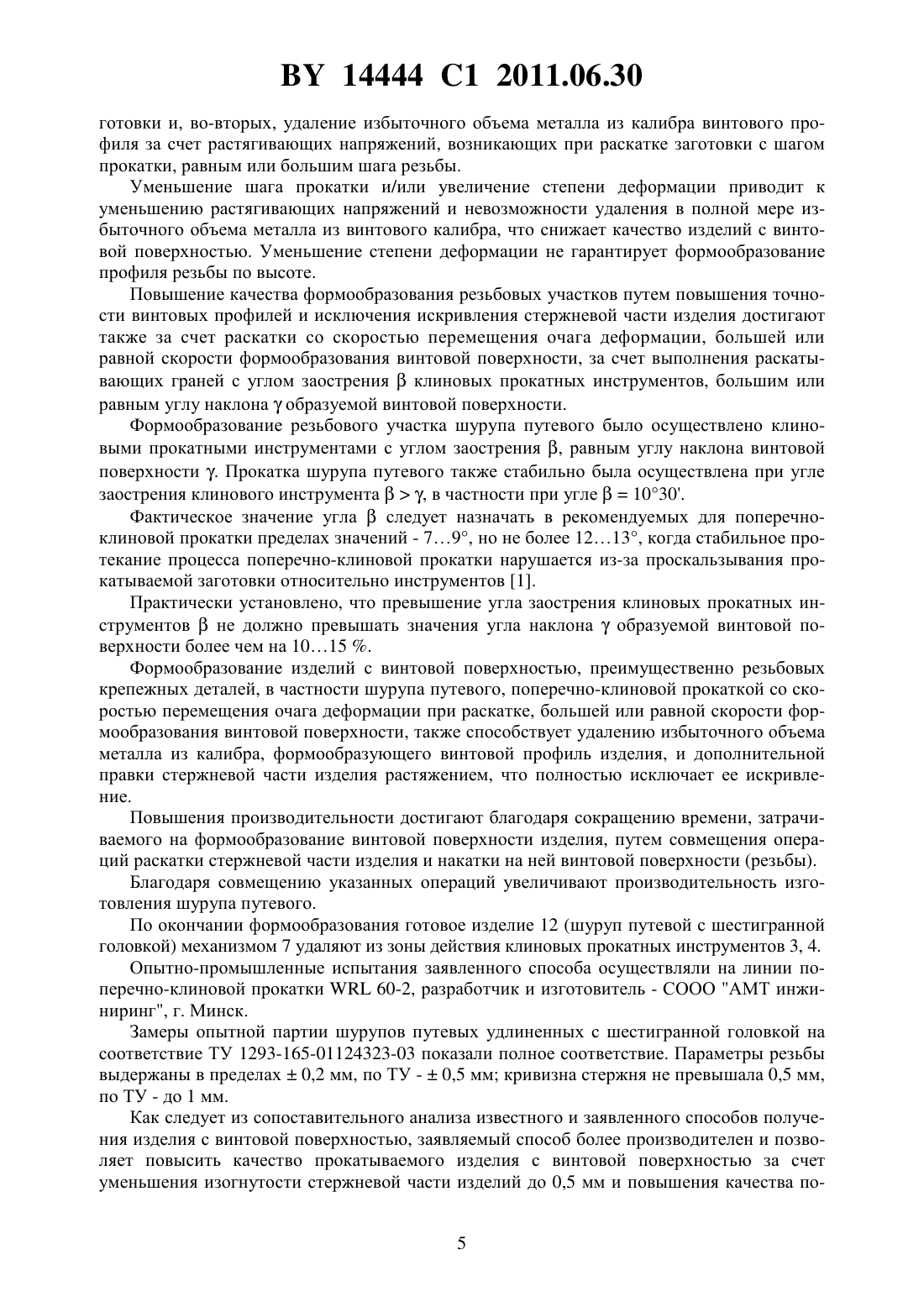
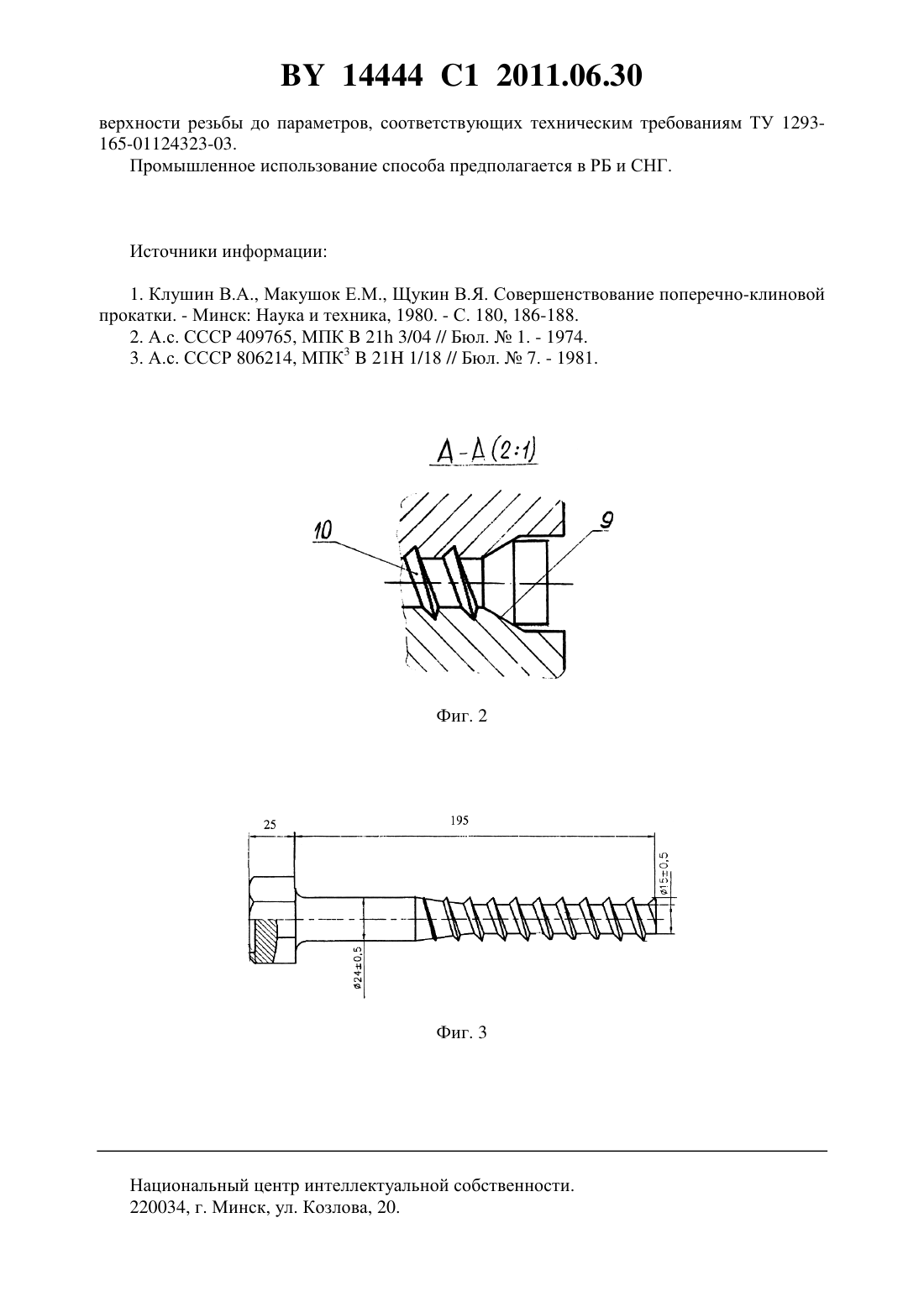
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Рудович Александр Олегович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ получения изделия с винтовой поверхностью, преимущественно резьбовой крепежной детали, в частности шурупа путевого, поперечно-клиновой прокаткой, включающий нагрев исходной заготовки, подачу исходной заготовки в зону действия клиновых прокатных инструментов, раскатывающие грани которых имеют направления, Фиг. 1 14444 1 2011.06.30 противоположные направлению нанесенных на их калибрующие поверхности винтовых профилей, формообразование винтовой поверхности при встречном движении клиновых прокатных инструментов, отличающийся тем, что одновременно с формообразованием винтовой поверхности клиновыми прокатными инструментами осуществляют раскатку стержневой части получаемого изделия с шагом прокатки пр, равным или большим шага образуемой винтовой поверхности , и со степенью деформации , которую выбирают из соотношения 1,21,6,при этом шаг прокатки пр определен из выражения Тпр 2 к ,где к - радиус качения исходной заготовки в процессе прокатки винтовой поверхности- угол заострения клиновых прокатных инструментов,а в качестве степени деформациипринято отношение диаметра исходной заготовки к внутреннему диаметру образуемой винтовой поверхности. 2. Способ по п. 1, отличающийся тем, что раскатку выполняют со скоростью перемещения очага деформации, большей или равной скорости формообразования винтовой поверхности, за счет выполнения раскатывающих граней с углом заостренияклиновых прокатных инструментов, большим или равным углу наклонаобразуемой винтовой поверхности. Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделия с винтовой поверхностью, преимущественно резьбовой крепежной детали, в частности шурупа путевого, поперечно-клиновой прокаткой. Известен способ получения изделия с винтовой поверхностью поперечно-клиновой прокаткой, включающий нагрев исходной заготовки, подачу исходной заготовки в зону действия клиновых прокатных инструментов и последующее последовательное формообразование винтовой поверхности на прокатываемой заготовке путем предварительной раскатки ее стержневой части поперечно-клиновой прокаткой и накатки на прокатанных участках винтовой поверхности (резьбы или других винтовых профилей) 1. Недостаток способа заключается в его ограниченных технологических возможностях,заключающихся в снижении производительности и точности формообразования резьбовых участков изделия по мере увеличения их геометрических параметров длины резьбового участка изделия, шага резьбы, высоты профиля и др. Так, например, при накатке резьбы на шурупе путевом плоскими плашками или тремя роликами возможна изогнутость стержневой части изделия более допустимого значения 1,5 мм. На поверхности резьбы можно обнаружить различные дефекты, такие как вмятины, наплывы, рванины и др., вызванные перерезанием ниток резьбы, переполнением или незаполнением профиля калибра накатного инструмента. Указанные дефекты являются характерными для процесса накатки, так как формообразование резьбы осуществляют одновременно на всей длине стержневого участка в закрытом калибре накатных инструментов,и малейшие отклонения геометрических размеров стержневого участка и/или пластических свойств его материала сказываются на точности резьбы. Известен способ накатки резьбы резьбонакатными инструментами с односторонними вытяжными клиньями, выполненными в виде трапециевидных буртов с постоянной длиной калибрующей поверхности, при этом раскатывающие грани клиньев имеют направления,противоположные направлению нанесенных на их калибрующие поверхности винтовых профилей 2. Способ позволяет увеличить точность накатываемой резьбы за счет минимизации площадки контакта заготовки с калибрующей поверхностью инструментов и сохранения постоянства указанного контакта в процессе формообразования резьбы. 2 14444 1 2011.06.30 Недостаток известного способа 2, так же как и способа 1, заключается в низкой производительности процесса изготовления деталей с винтовой поверхностью, обусловленного последовательностью выполнения операций раскатки стержневой части изделия и накатки резьбы. Проблема повышения производительности и точности прокатки деталей с винтовой поверхностью решена в способе 3 получения изделия с винтовой поверхностью, преимущественно резьбовой крепежной детали, в частности шурупа путевого, поперечноклиновой прокаткой, включающем нагрев исходной заготовки, подачу исходной заготовки в зону действия клиновых прокатных инструментов, раскатывающиеграни которых имеют направления, противоположные направлению нанесенных на их калибрующие поверхности винтовых профилей, формообразование винтовой поверхности при встречном движении клиновых прокатных инструментов. Известный способ 3 принят в качестве прототипа. Он позволяет повысить производительность прокатки за счет обеспечения возможности одновременной раскатки заготовки и формообразования винтовой поверхности и повысить точность резьбы (винтовой поверхности) путем ее накатки клиновыми прокатными инструментами, при этом резьбовой (винтовой) профиль выполняют на калибрующей грани только одного из инструментов, а на втором инструменте выполняют паз глубиной, превышающей высоту резьбового профиля. Указанный способ (прототип) также имеет ограниченные возможности и может быть использован только для определенных типов изделий с мелкой резьбой небольшой длины,так как при накатке резьбы одной плашкой необходимо гарантированное раскручивание заготовки клиновыми инструментами. Кроме того, известный способ, так же как 1 и 2,предусматривает вначале раскатку исходной заготовки до нужного диаметра (например,среднего диаметра резьбы, как указано в прототипе) и только затем формирование винтовой поверхности, в связи с чем ему в полной мере присущи все недостатки приведенных выше аналогов. В основу изобретения положена задача повышения производительности и качества изделия с винтовой поверхностью, преимущественно резьбовой крепежной детали, в частности шурупа путевого, поперечно-клиновой прокаткой. Поставленная задача достигается тем, что в способе получения изделия с винтовой поверхностью, преимущественно резьбовой крепежной детали, в частности шурупа путевого, поперечно-клиновой прокаткой, включающем нагрев исходной заготовки, подачу исходной заготовки в зону действия клиновых прокатных инструментов, раскатывающие грани которых имеют направления, противоположные направлению нанесенных на их калибрующие поверхности винтовых профилей, формообразование винтовой поверхности при встречном движении клиновых прокатных инструментов, согласно изобретению, одновременно с формообразованием винтовой поверхности клиновыми прокатными инструментами осуществляют раскатку стержневой части получаемого изделия с шагом прокатки пр, равным или большим шага образуемой винтовой поверхности , и со степенью деформации , которую выбирают из соотношения 1,21,6,при этом шаг прокатки пр определен из выражения пр 2,где- радиус качения исходной заготовки в процессе прокатки винтовой поверхности- угол заострения клиновых прокатных инструментов,а в качестве степени деформациипринято отношение диаметра исходной заготовки к внутреннему диаметру образуемой винтовой поверхности. В способе раскатку выполняют со скоростью перемещения очага деформации, большей или равной скорости формообразования винтовой поверхности, за счет выполнения 14444 1 2011.06.30 раскатывающих граней с углом заостренияклиновых прокатных инструментов, большим или равным углу наклонаобразуемой винтовой поверхности. Отличительные признаки и технический результат находятся между собой в причинноследственной связи, т.е. совокупность новых признаков с неочевидностью позволяет повышать производительность получения изделия с винтовой поверхностью за счет совмещения операций раскатки стержневой части изделия и формообразования на ней винтовой поверхности поперечно-клиновой прокаткой и повышения качества формообразования винтовой поверхности за счет повышения точности винтовых профилей и исключения возможности искривления стержневой части изделия, что свидетельствует о соответствии способа критерию изобретательский уровень. Для лучшего понимания изобретения его поясняют чертежами, где фиг. 1 - схема технологической линии поперечно-клиновой прокатки изделий с винтовой поверхностью - шурупа путевого с шестигранной головкой фиг. 2 - разрез по - (фиг. 1) фиг. 3 - шуруп путевой удлиненный с шестигранной головкой по ТУ 1293-16501124323-03. Способ поясняется на примере работы технологической линии поперечно-клиновой прокатки изделий с винтовой поверхностью (фиг. 1), которая содержит индукционный нагреватель 1, механизм 2 подачи нагретой заготовки в зону действия клиновых прокатных инструментов 3, 4 на позицию 5 начала деформирования в стане 6 поперечно-клиновой прокатки и механизм 7 удаления прокатанного изделия. В качестве исходной заготовки для поперечно-клиновой прокатки шурупа путевого(фиг. 1) принят полуфабрикат (штампованная заготовка) - цилиндрическая штучная заготовка из горячекатаного проката с предварительно высаженной в штампе на прессе шестигранной головкой. Возможен вариант изготовления, при котором вначале осуществляют на заготовке формообразование винтовых поверхностей поперечноклиновой прокаткой, а затем в штампе на прессе высаживают шестигранную головку. Одновременно с формообразованием винтовой поверхности шурупа клиновыми прокатными инструментами осуществляют раскатку стержневой части получаемого изделия с шагом прокатки пр 2, равным или большим шага образуемой винтовой поверхности , и со степенью деформации , которую выбирают из соотношения 1,21,6. Шаг прокатки - это расстояние, на которое перемещается очаг деформации прокатываемой заготовки вдоль оси за один ее оборот по инструментам. Технологическая линия работает следующим образом. Исходные штампованные заготовки из устройства для накопления и выдачи заготовок(на схеме не показано) в автоматическом режиме поштучно подают в индуктор индукционного нагревателя 1. По мере прохождения через индуктор штампованных заготовок их стержневые части разогревают до температуры максимального значения заданного температурного интервала и механизмом 2 осуществляют подачу нагретой заготовки 8 в стан 6 поперечно-клиновой прокатки на позицию 5 начала деформирования. Затем исходную заготовку прокатывают при встречном движении клиновых прокатных инструментов 3, 4 в изотермическом режиме, выдерживая заданный температурный интервал. При формообразовании винтовой поверхности поперечно-клиновой прокаткой (фиг. 2) на коническом и цилиндрическом участках стержневой части шурупа путевого (фиг. 3) прокатными инструментами 3, 4 (фиг. 1) одновременно осуществляют раскатку исходной заготовки 8 раскатывающими гранями 9 и накатку винтового профиля 10 калибрующими поверхностями 11 прокатных инструментов 3, 4. Раскатку осуществляют с шагом прокатки, равным или большим шага резьбы, и со степенью деформации 1,21,6, при этом гарантируют, во-первых, четкое заполнение профиля резьбы за счет переполнения калибра винтового профиля металлом исходной за 4 14444 1 2011.06.30 готовки и, во-вторых, удаление избыточного объема металла из калибра винтового профиля за счет растягивающих напряжений, возникающих при раскатке заготовки с шагом прокатки, равным или большим шага резьбы. Уменьшение шага прокатки и/или увеличение степени деформации приводит к уменьшению растягивающих напряжений и невозможности удаления в полной мере избыточного объема металла из винтового калибра, что снижает качество изделий с винтовой поверхностью. Уменьшение степени деформации не гарантирует формообразование профиля резьбы по высоте. Повышение качества формообразования резьбовых участков путем повышения точности винтовых профилей и исключения искривления стержневой части изделия достигают также за счет раскатки со скоростью перемещения очага деформации, большей или равной скорости формообразования винтовой поверхности, за счет выполнения раскатывающих граней с углом заостренияклиновых прокатных инструментов, большим или равным углу наклонаобразуемой винтовой поверхности. Формообразование резьбового участка шурупа путевого было осуществлено клиновыми прокатными инструментами с углом заострения , равным углу наклона винтовой поверхности . Прокатка шурупа путевого также стабильно была осуществлена при угле заострения клинового инструмента, в частности при угле 1030. Фактическое значение угласледует назначать в рекомендуемых для поперечноклиновой прокатки пределах значений - 79, но не более 1213, когда стабильное протекание процесса поперечно-клиновой прокатки нарушается из-за проскальзывания прокатываемой заготовки относительно инструментов 1. Практически установлено, что превышение угла заострения клиновых прокатных инструментовне должно превышать значения угла наклонаобразуемой винтовой поверхности более чем на 1015 . Формообразование изделий с винтовой поверхностью, преимущественно резьбовых крепежных деталей, в частности шурупа путевого, поперечно-клиновой прокаткой со скоростью перемещения очага деформации при раскатке, большей или равной скорости формообразования винтовой поверхности, также способствует удалению избыточного объема металла из калибра, формообразующего винтовой профиль изделия, и дополнительной правки стержневой части изделия растяжением, что полностью исключает ее искривление. Повышения производительности достигают благодаря сокращению времени, затрачиваемого на формообразование винтовой поверхности изделия, путем совмещения операций раскатки стержневой части изделия и накатки на ней винтовой поверхности (резьбы). Благодаря совмещению указанных операций увеличивают производительность изготовления шурупа путевого. По окончании формообразования готовое изделие 12 (шуруп путевой с шестигранной головкой) механизмом 7 удаляют из зоны действия клиновых прокатных инструментов 3, 4. Опытно-промышленные испытания заявленного способа осуществляли на линии поперечно-клиновой прокатки 60-2, разработчик и изготовитель - СООО АМТ инжиниринг, г. Минск. Замеры опытной партии шурупов путевых удлиненных с шестигранной головкой на соответствие ТУ 1293-165-01124323-03 показали полное соответствие. Параметры резьбы выдержаны в пределах 0,2 мм, по ТУ -0,5 мм кривизна стержня не превышала 0,5 мм,по ТУ - до 1 мм. Как следует из сопоставительного анализа известного и заявленного способов получения изделия с винтовой поверхностью, заявляемый способ более производителен и позволяет повысить качество прокатываемого изделия с винтовой поверхностью за счет уменьшения изогнутости стержневой части изделий до 0,5 мм и повышения качества по 5 14444 1 2011.06.30 верхности резьбы до параметров, соответствующих техническим требованиям ТУ 1293165-01124323-03. Промышленное использование способа предполагается в РБ и СНГ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21H 1/18
Метки: поверхностью, поперечно-клиновой, прокатки, винтовой, изделия, способ
Код ссылки
<a href="https://by.patents.su/6-14444-sposob-poperechno-klinovojj-prokatki-izdeliya-s-vintovojj-poverhnostyu.html" rel="bookmark" title="База патентов Беларуси">Способ поперечно-клиновой прокатки изделия с винтовой поверхностью</a>
Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
Номер патента: U 4698
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: поперечно-клиновой, заготовок, трубных, инструмент, оправке, прокатки
Текст:
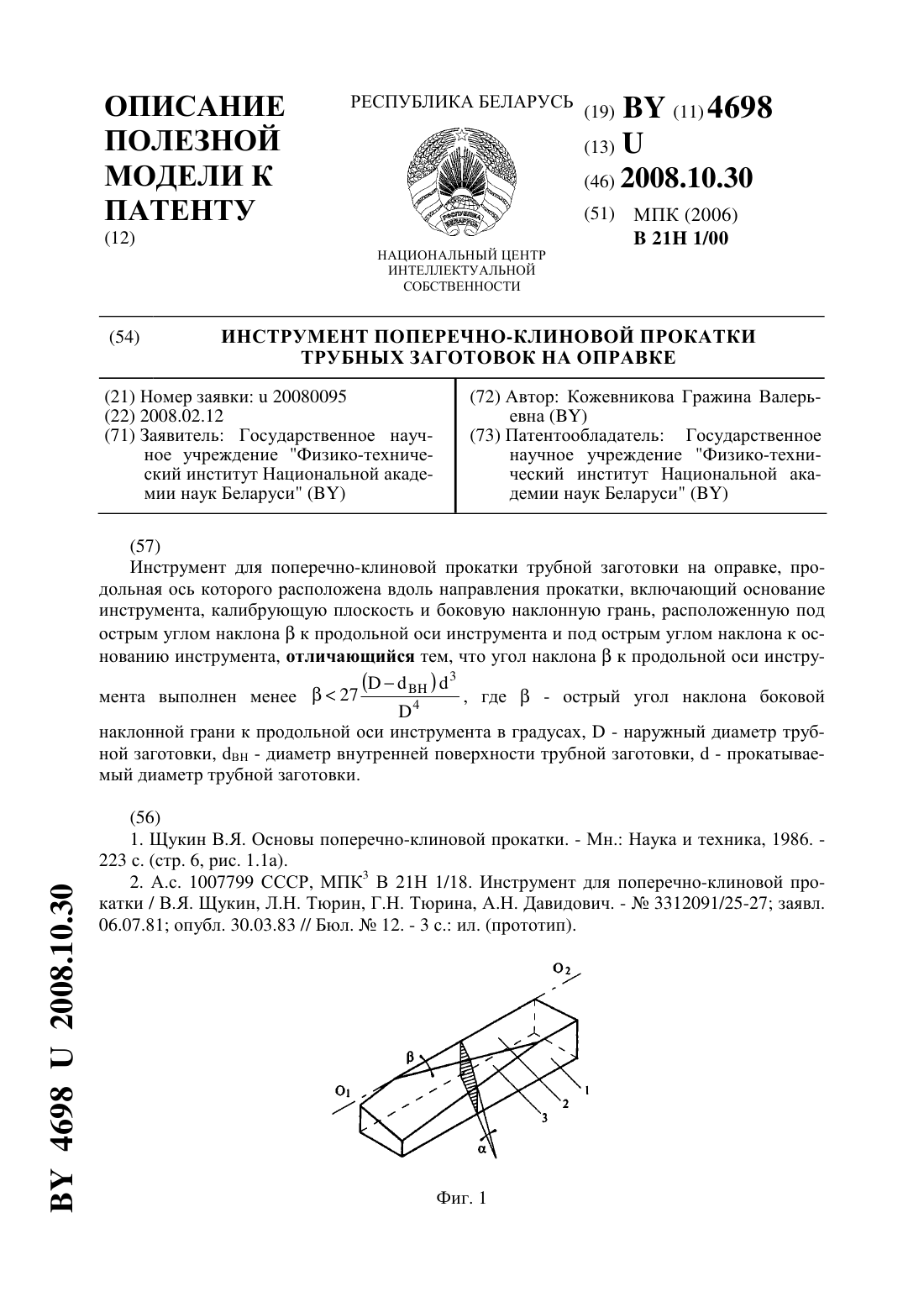
...обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак...
Инструмент для поперечно-клиновой прокатки
Номер патента: 2369
Опубликовано: 30.09.1998
Автор: Куксенков Василий Андреевич
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, инструмент
Текст:
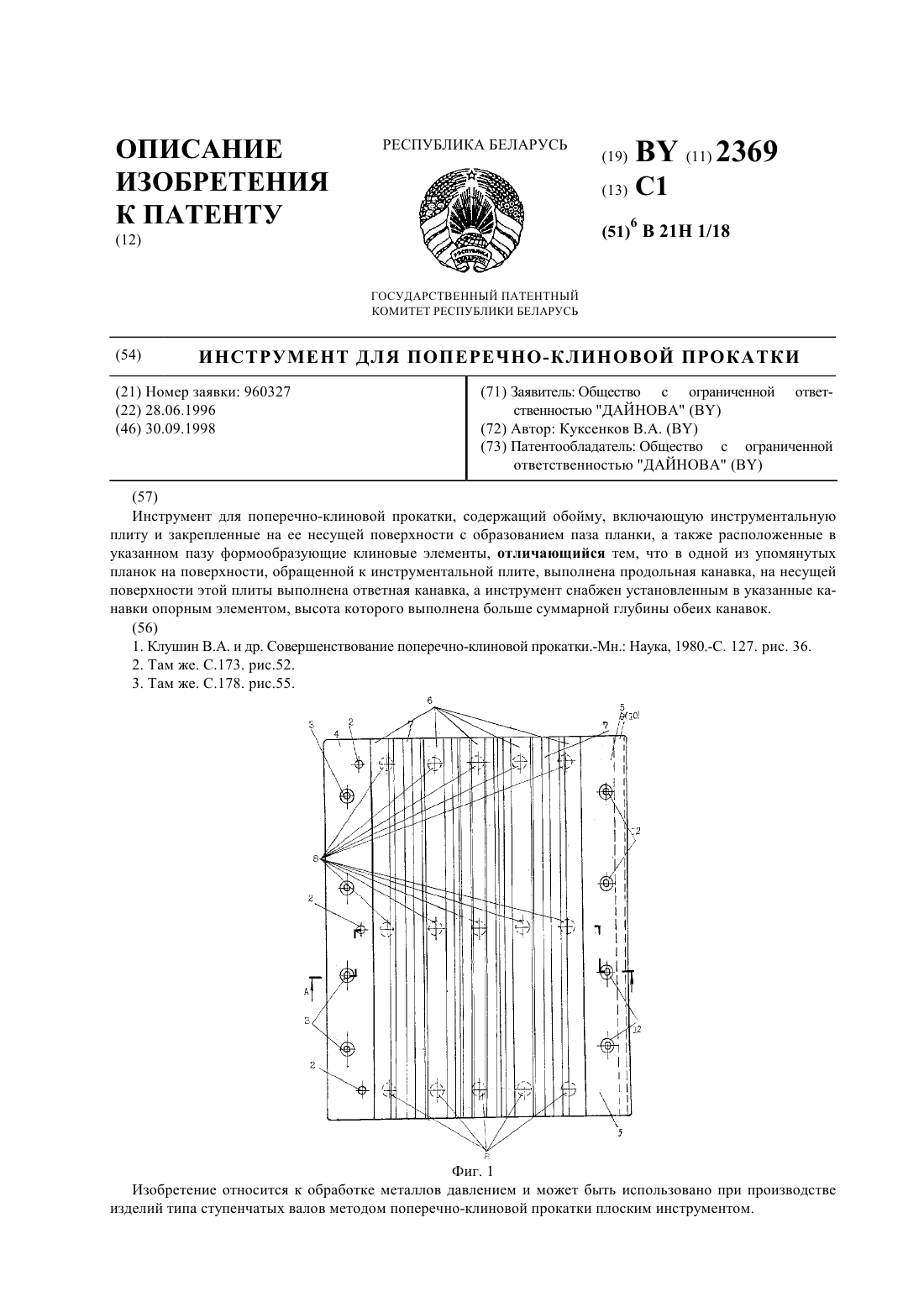
...узких формообразующих клиновых элементов любой длины. Кроме того, в задачу входит также и уменьшение трудоемкости изготовления инструмента за счет дополнительного сжатия набора клиновых элементов по всей длине паза. Сущность изобретения заключается в том, что в инструменте для поперечно-клиновой прокатки,одержащем обойму, включающую инструментальную плиту и закрепленные на ее несущей поверхности с образованием паза планки, а также...
Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12414
Опубликовано: 30.10.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: типа, прокаткой, изготовления, поперечно-клиновой, изделия, ступенчатого, вала, способ
Текст:
...приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой...
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Щукин Валерий Яковлевич, Стасюк Павел Анатольевич
МПК: B21H 1/18
Метки: прокатки, устройство, поперечно-клиновой
Текст:
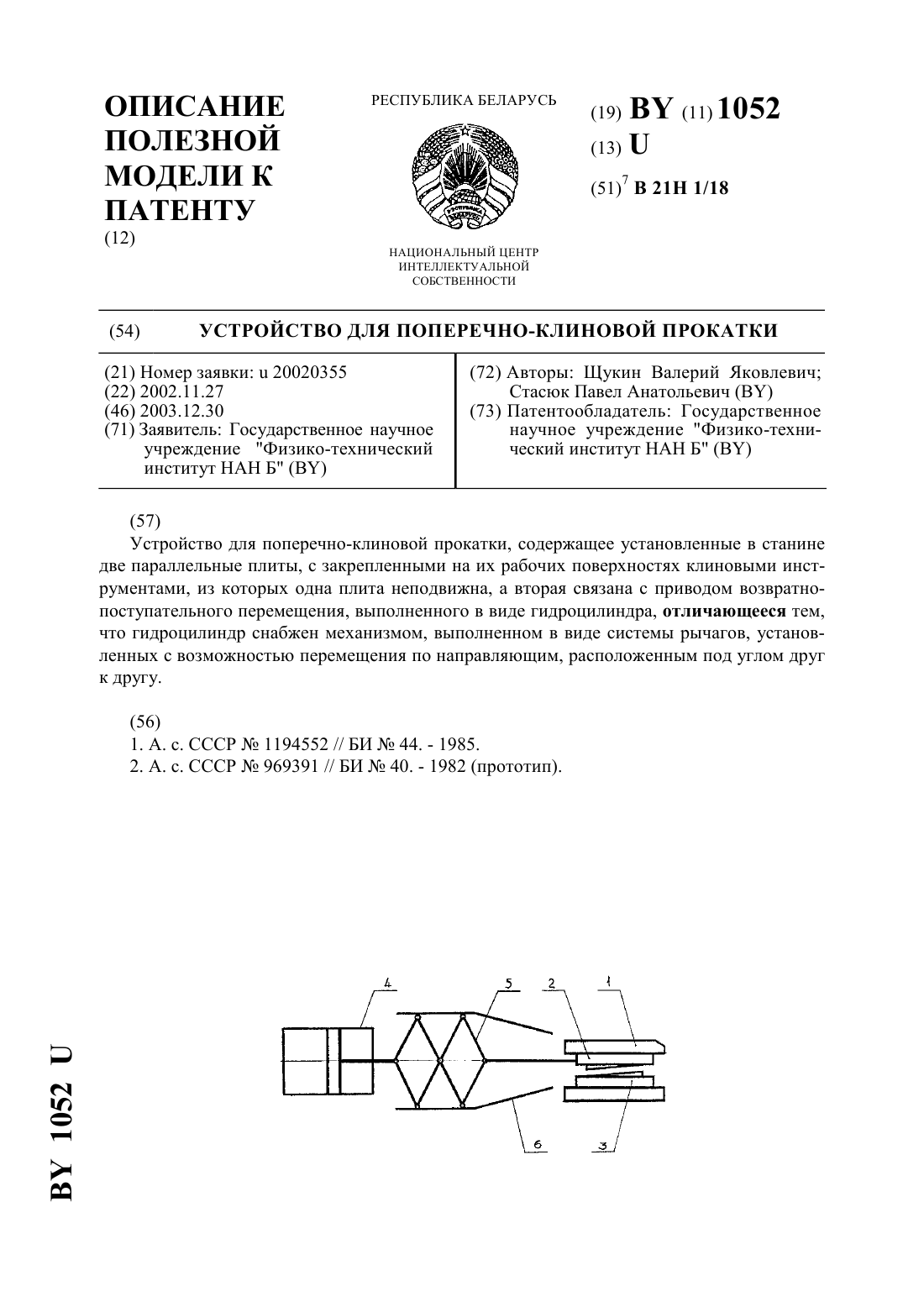
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Инструмент поперечно-клиновой прокатки
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, инструмент, поперечно-клиновой
Текст:
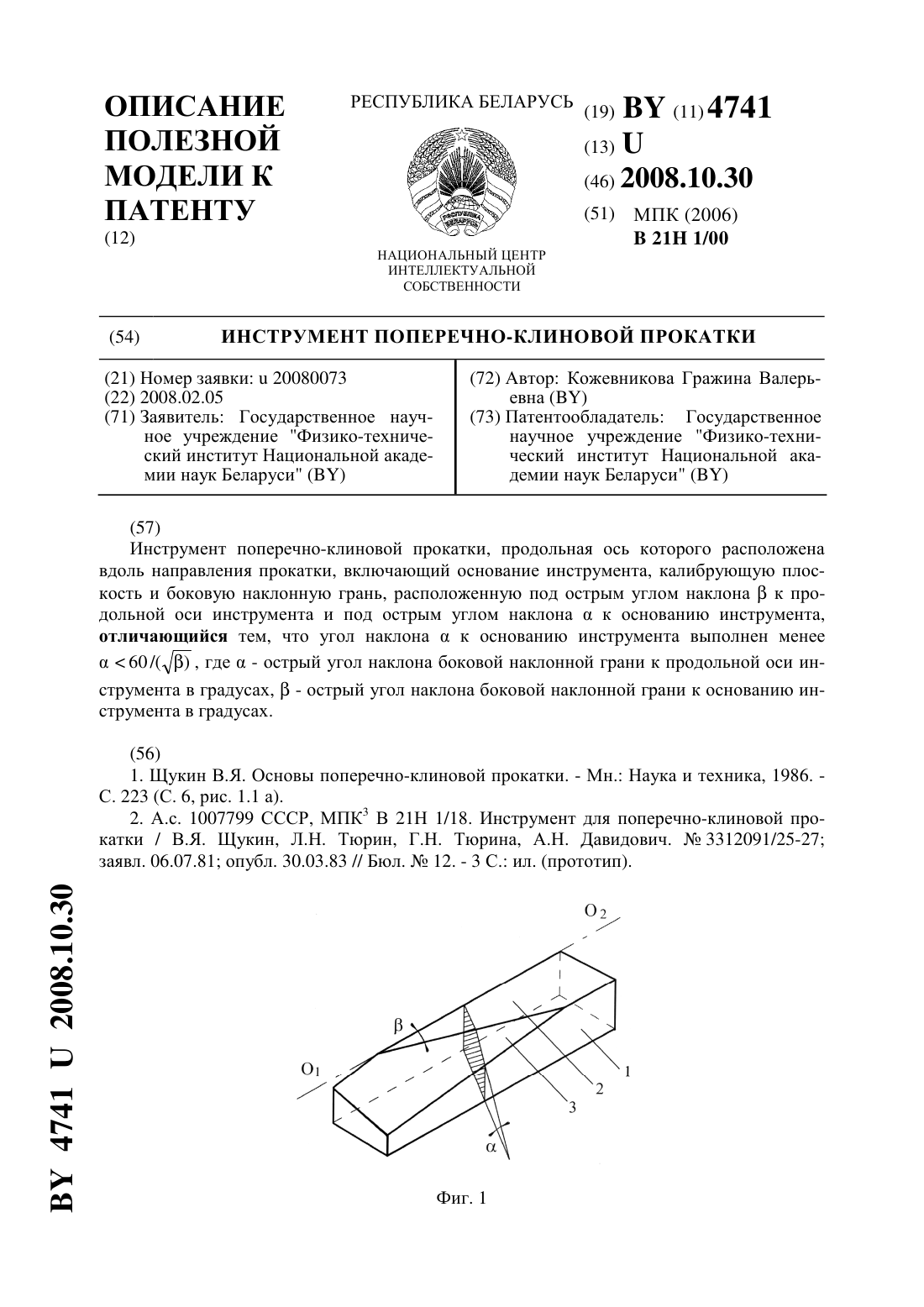
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
Предыдущий патент: Способ металлизации алюмооксидных керамических изоляторов
Следующий патент: Кристаллизатор для непрерывного литья металла или сплава
Случайный патент: Устройство для ультразвуковой магнитно-абразивной обоработки проволоки