Стеблов Анвер Борисович
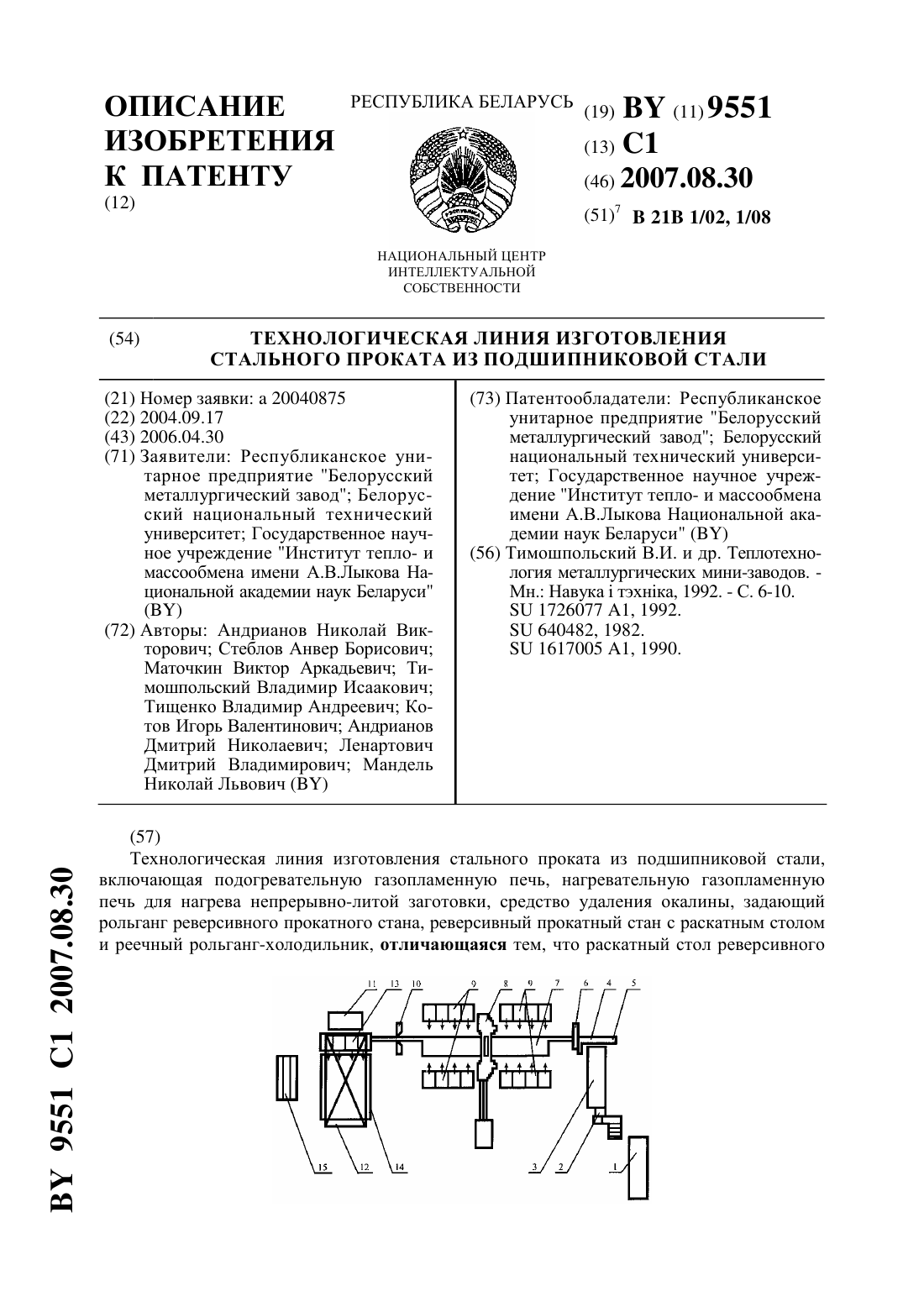
Технологическая линия изготовления стального проката из подшипниковой стали
Номер патента: 9551
Опубликовано: 30.08.2007
Авторы: Мандель Николай Львович, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Котов Игорь Валентинович, Андрианов Дмитрий Николаевич, Андрианов Николай Викторович
Метки: подшипниковой, стали, проката, технологическая, линия, стального, изготовления
Текст:
...работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуо-реверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывнолитой заготовки путем управления процессом градиента температур между внутренними слоями и наружными слоями заготовки. Поставленная задача достигается тем, что в технологической линии...
Способ производства заготовок на реверсивном стане
Номер патента: 8958
Опубликовано: 28.02.2007
Авторы: Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Андрианов Николай Викторович, Мандель Николай Львович, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Горбанев Аркадий Алексеевич, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: производства, стане, реверсивном, способ, заготовок
Текст:
...увеличением разницы температур между гранями раската вследствие того, что одна из его граней, контактирующая охлаждаемыми элементами технологического оборудования стана охлаждается интенсивнее. Это вызывает возникновение температурного градиента между гранями раската,приводящего к его искривлению. В этой связи режим обжатий, реализуемый в известном техническом решении не может быть рекомендован для решения поставленной задачи....
Способ прокатки заготовок на реверсивном стане
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Мандель Николай Львович, Андрианов Николай Викторович, Горбанев Аркадий Алексеевич, Ленартович Дмитрий Владимирович, Рябцев Олег Викторович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: прокатки, реверсивном, способ, заготовок, стане
Текст:
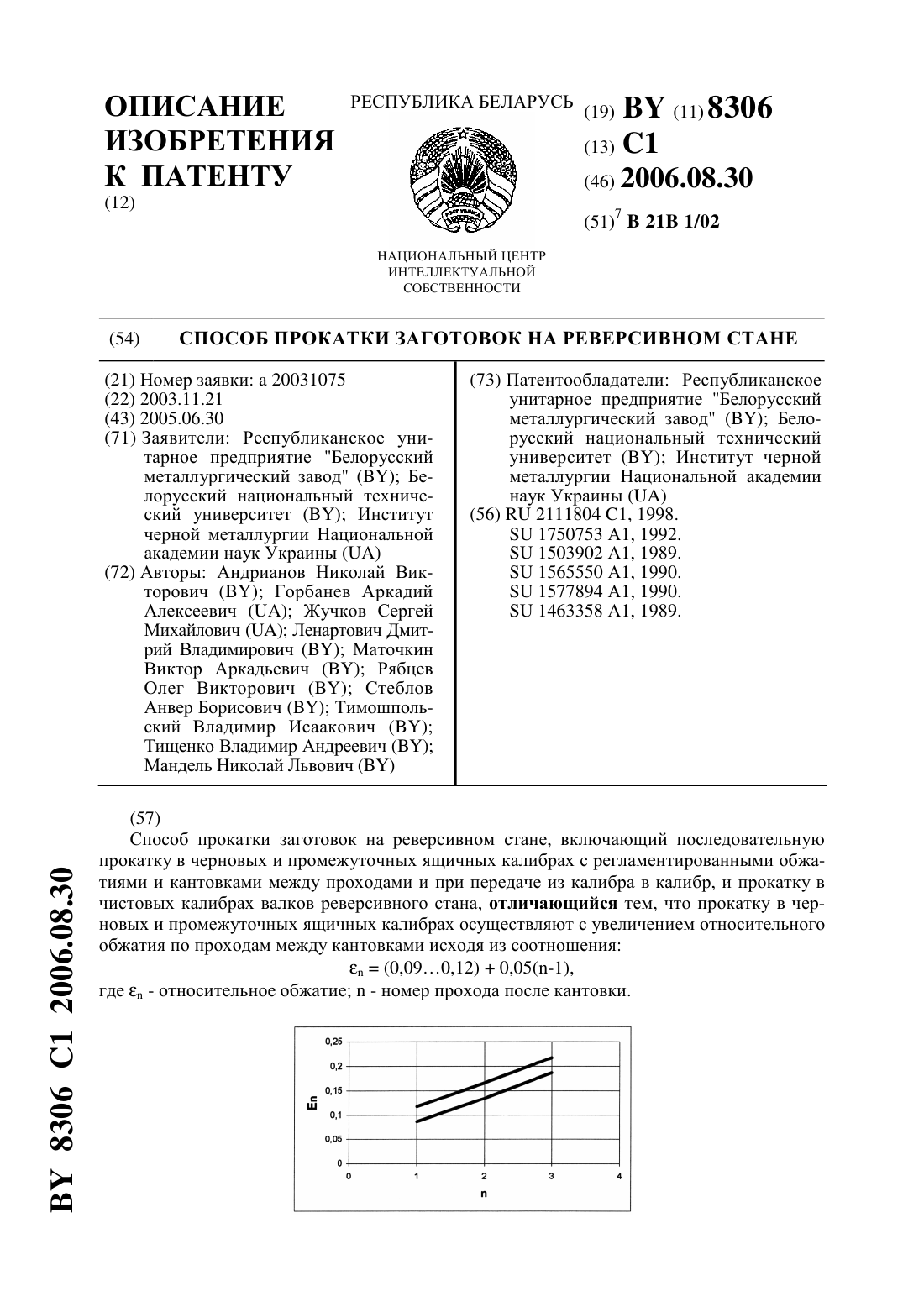
...способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании...
Способ изготовления проката
Номер патента: 8206
Опубликовано: 30.06.2006
Авторы: Стеблов Анвер Борисович, Жучков Сергей Михайлович, Мандель Николай Львович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Парусов Владимир Васильевич, Тищенко Владимир Андреевич, Эндерс Владимир Владимирович, Луценко Владислав Анатольевич, Кириленко Олег Михайлович, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич
Метки: изготовления, способ, проката
Текст:
...аустенита 4. При небольших переохлаждениях число центров кристаллизации сравнительно мало, перлитные зерна получаются крупными, межпластиночное расстояние большим. С увеличением переохлаждения аустенита число центров кристаллизации перлитных зерен резко увеличивается, а скорость роста замедляется, размеры перлитных зерен и межпластиночное расстояние уменьшаются, а прочность повышается. В результате охлаждения со скоростью(520)2 в...
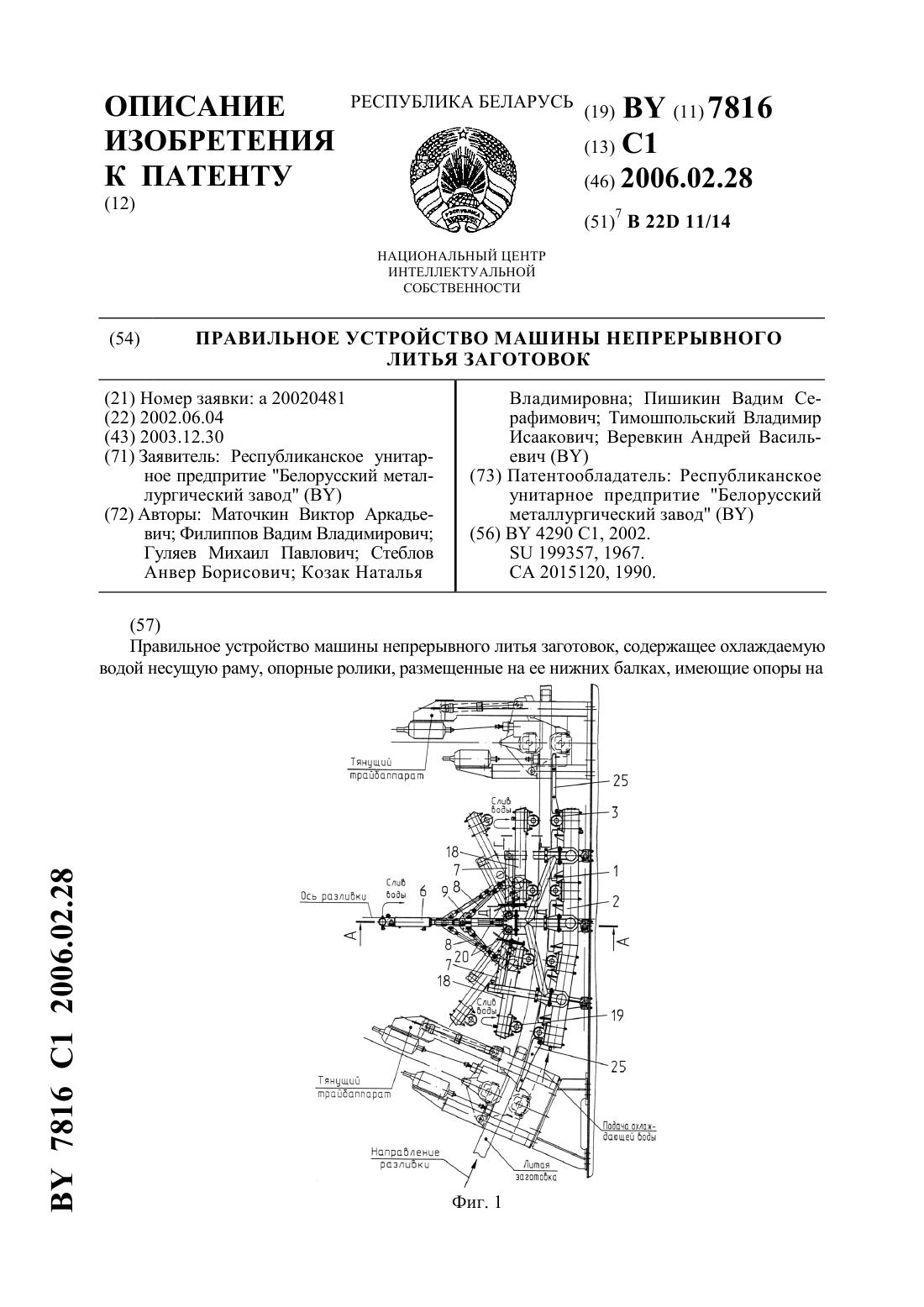
Правильное устройство машины непрерывного литья заготовок
Номер патента: 7816
Опубликовано: 28.02.2006
Авторы: Гуляев Михаил Павлович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Козак Наталья Владимировна, Пишикин Вадим Серафимович, Стеблов Анвер Борисович, Филиппов Вадим Владимирович, Веревкин Андрей Васильевич
МПК: B22D 11/14
Метки: непрерывного, заготовок, правильное, машины, литья, устройство
Текст:
...рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку, на фиг. 2 разрез по Б-Б (см. фиг. 3) на фиг. 3 - разрез ПУ по А-А (см. фиг. 1) на фиг. 4 - выносной элемент В (см. фиг. 3) на фиг. 5 - разрез по Г-Г (см. фиг. 1) на фиг. 6 - сечение Д-Д (см. фиг. 1). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого...
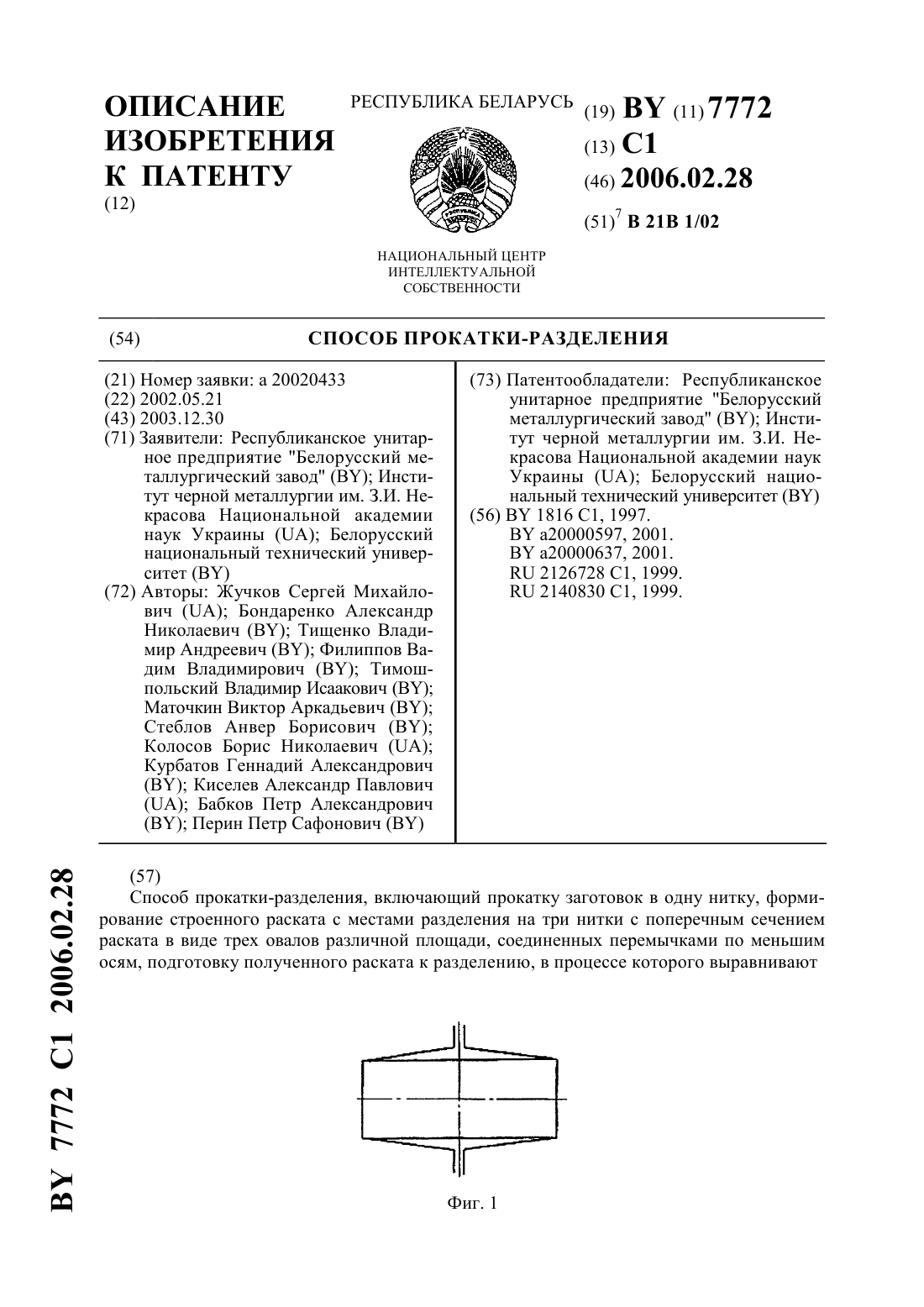
Способ прокатки – разделения
Номер патента: 7772
Опубликовано: 28.02.2006
Авторы: Бабков Петр Александрович, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Перин Петр Сафонович, Бондаренко Александр Николаевич, Колосов Борис Николаевич, Киселев Александр Павлович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: прокатки, разделения, способ
Текст:
...калибра, формирующего строенный раскат. На фиг. 3 - схема калибра, подготавливающего полученный раскат к продольному разделению. На фиг. 4 - три нитки разделенного раската. На фиг. 5 - схема формирования трех ниток раската на гладкой бочке со свободным уширением. На фиг. 6 - схема чистовых калибров, в которых формируется готовый профиль. Согласно изобретению, заготовка квадратного или прямоугольного сечения прокатывается в одну нитку в...
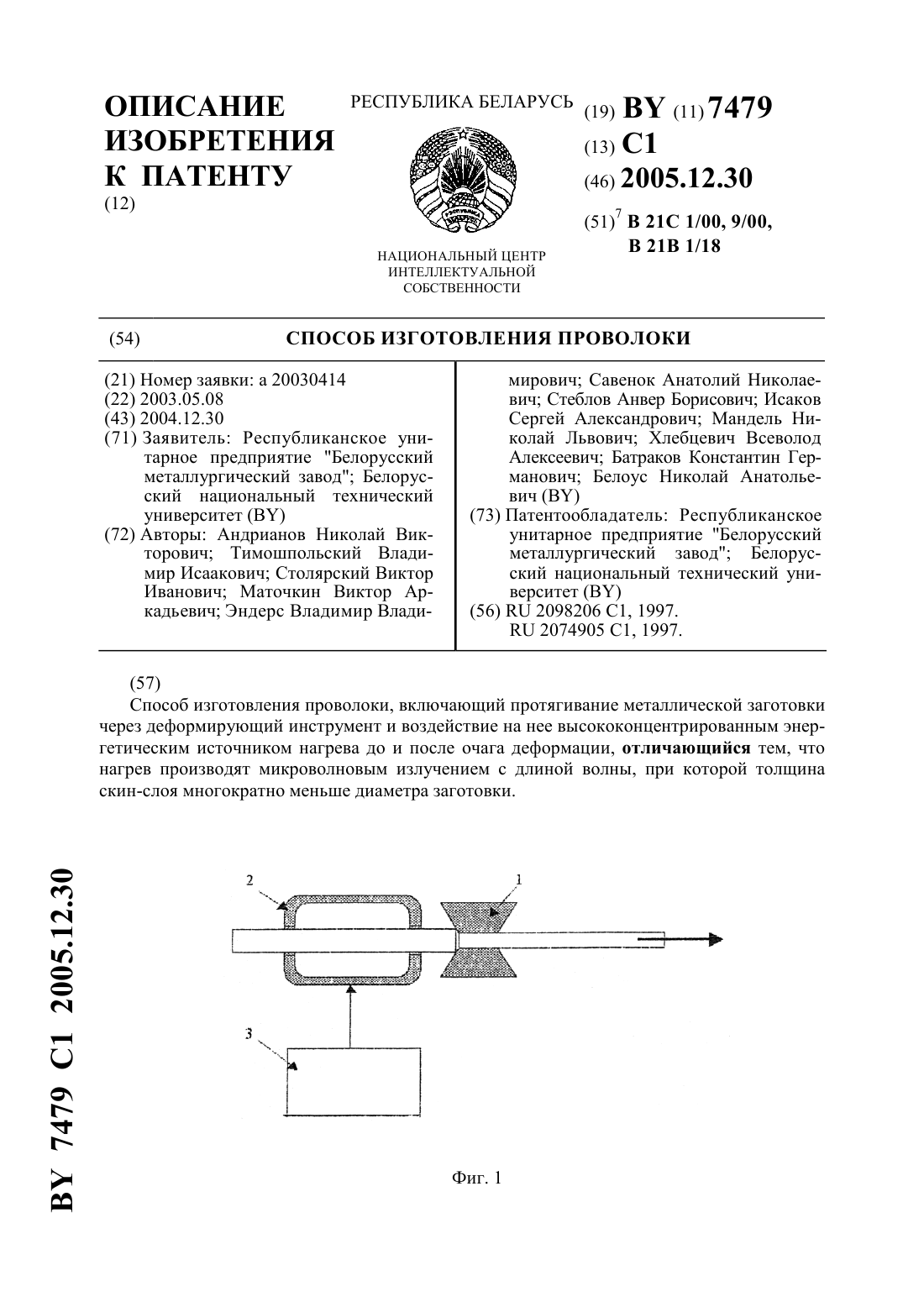
Способ изготовления проволоки
Номер патента: 7479
Опубликовано: 30.12.2005
Авторы: Эндерс Владимир Владимирович, Батраков Константин Германович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Белоус Николай Анатольевич, Исаков Сергей Александрович, Столярский Виктор Иванович, Андрианов Николай Викторович, Стеблов Анвер Борисович, Савенок Анатолий Николаевич, Хлебцевич Всеволод Алексеевич
МПК: B21C 9/00, B21C 1/00, B21B 1/18...
Метки: изготовления, проволоки, способ
Текст:
...на его нагрев. Из-за наличия теплопроводности выделенное тепло будет распространяться вглубь проволочной заготовки. Поэтому на практике возможен нагрев прилегающего к скин слою металла. Так на глубину 100 м в меди тепло распространится за время по порядку величины 0,0001 с. Такое время взаимодействия излучения с 3 7479 1 2005.12.30 поверхностью проволочной заготовки для сварочной проволоки Св-08 ГС (3,04,05,0) получается, если проволока...
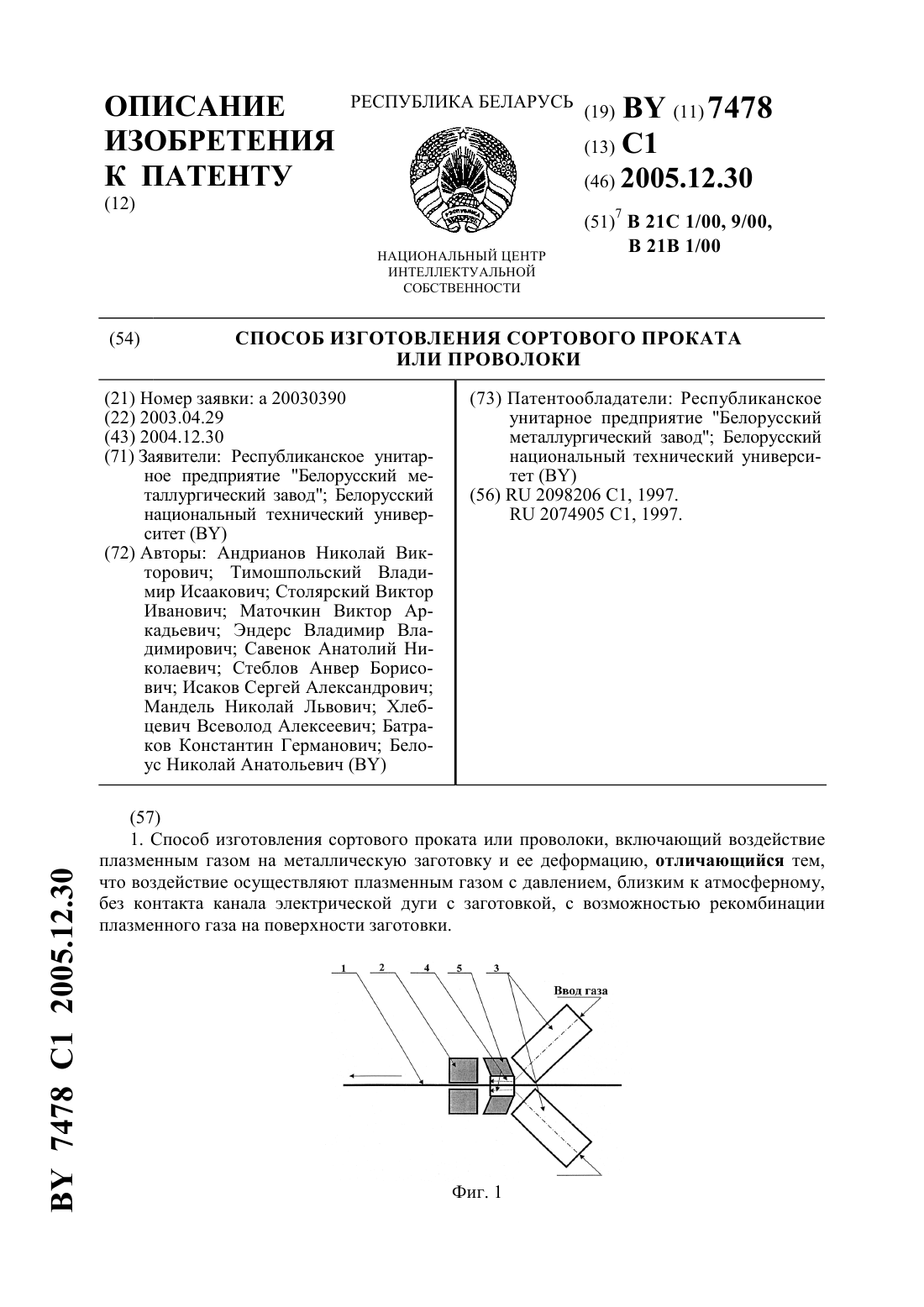
Способ изготовления сортового проката или проволоки
Номер патента: 7478
Опубликовано: 30.12.2005
Авторы: Тимошпольский Владимир Исаакович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Савенок Анатолий Николаевич, Столярский Виктор Иванович, Батраков Константин Германович, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Эндерс Владимир Владимирович, Белоус Николай Анатольевич, Стеблов Анвер Борисович, Исаков Сергей Александрович
МПК: B21C 9/00, B21B 1/00, B21C 1/00...
Метки: или, сортового, проката, изготовления, проволоки, способ
Текст:
...азимутальная однородность распределения температуры обеспечивается радиальное распределение температуры в заготовке путем теплообмена между поверхностью заготовки и потоком плазмы, а также энерговыделения на поверхности заготовки, связанного с поверхностной рекомбинацией плазмы. Рекомбинация - процесс образования нейтрального атома при соединении иона с электроном. Каждый акт рекомбинации сопровождается выделением энергии ионизации 6,...
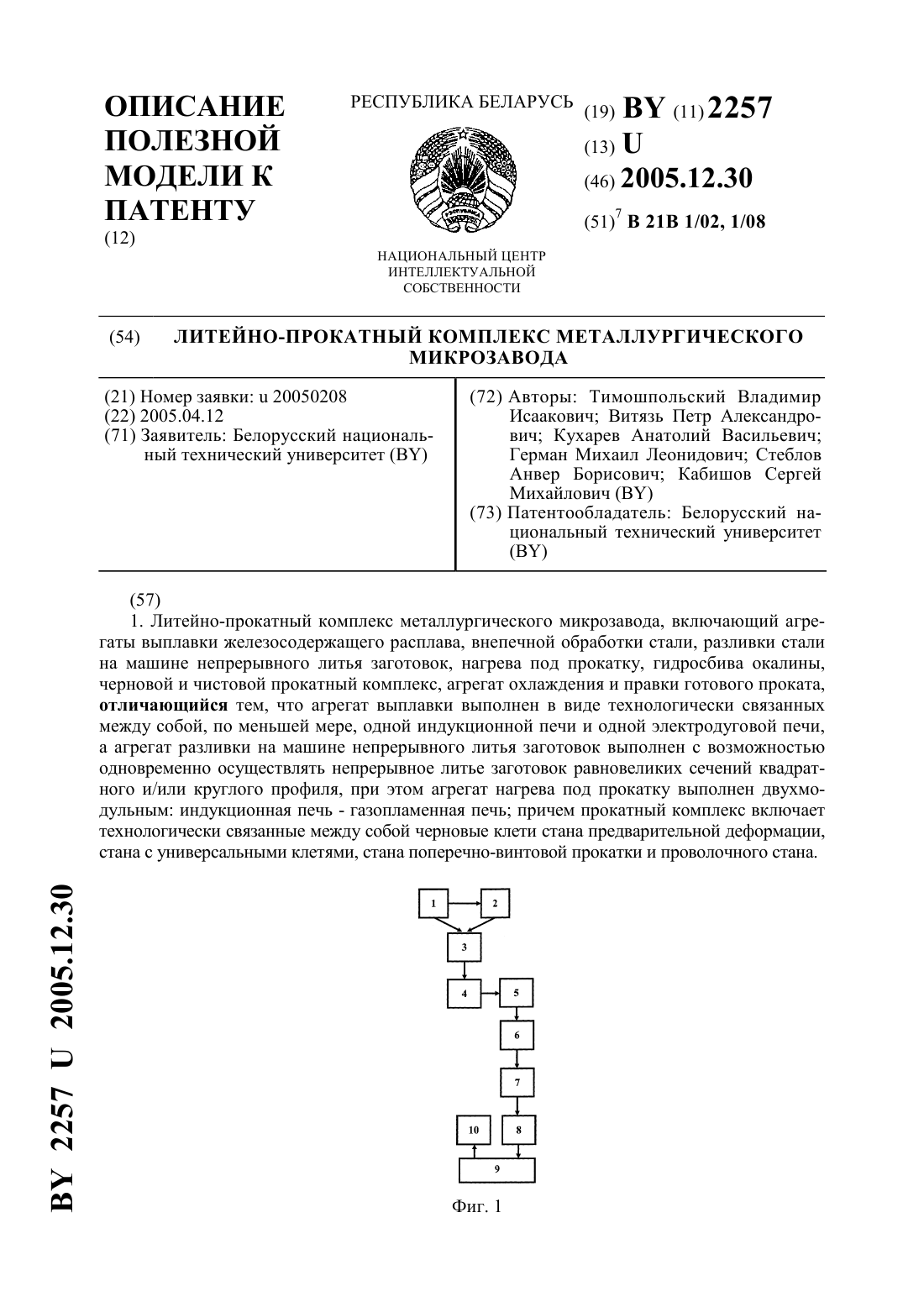
Литейно-прокатный комплекс металлургического микрозавода
Номер патента: U 2257
Опубликовано: 30.12.2005
Авторы: Стеблов Анвер Борисович, Кабишов Сергей Михайлович, Кухарев Анатолий Васильевич, Тимошпольский Владимир Исаакович, Герман Михаил Леонидович, Витязь Петр Александрович
Метки: комплекс, микрозавода, металлургического, литейно-прокатный
Текст:
...работы ЛПК микрозавода. Особенностью нового литейно-прокатного комплекса является возможность независимого получения товарной продукции на различных технологических стадиях выплавка и получение товарного чугуна и стали, разливка непрерывно-литой заготовки, получение готового проката в прутках и бунтах. В индукционных плавильных печах 1, используя в качестве исходного материала чугунную стружку от обработки литейных форм (СЧ, хим. состав С -...
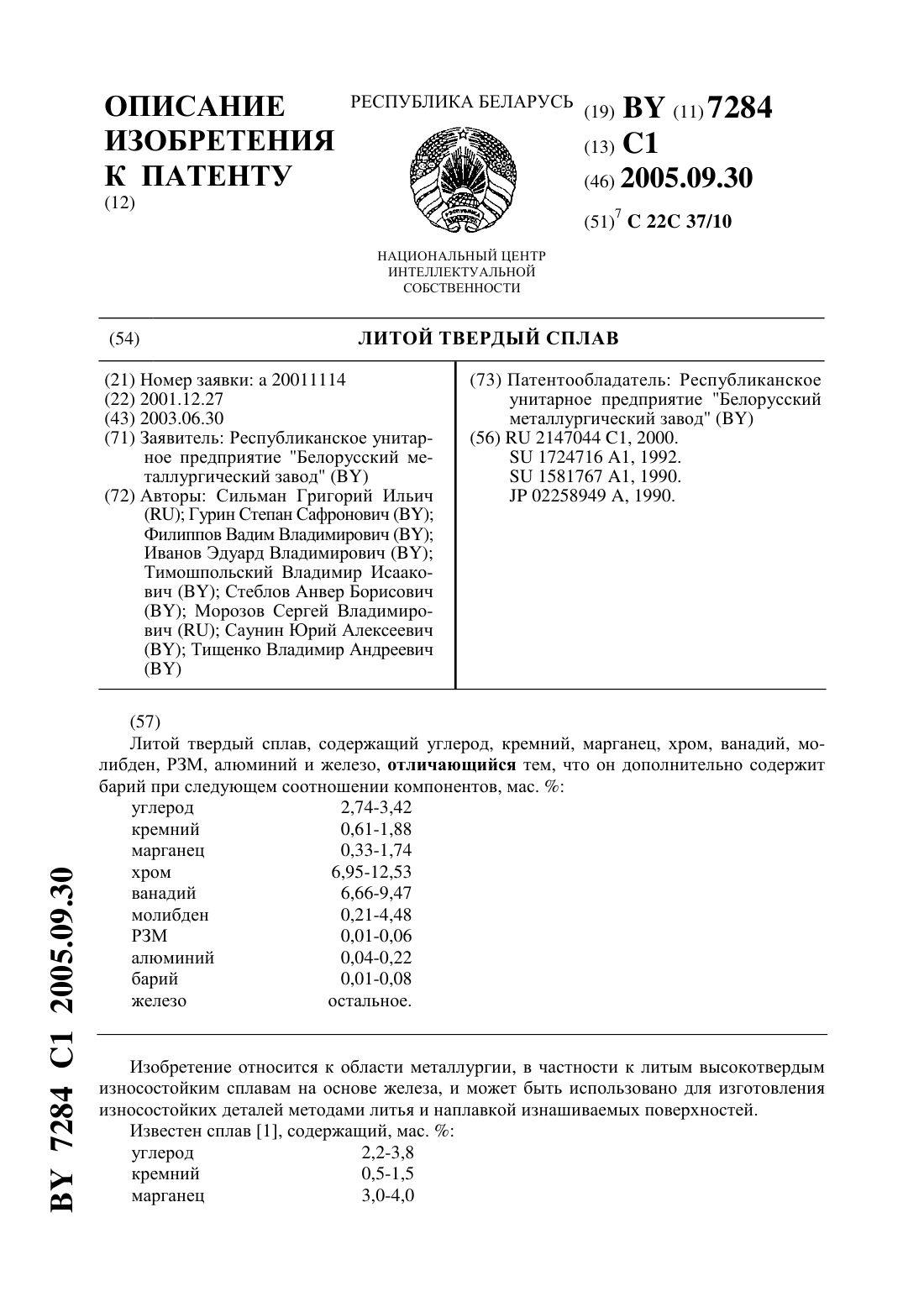
Литой твердый сплав
Номер патента: 7284
Опубликовано: 30.09.2005
Авторы: Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Иванов Эдуард Владимирович, Сильман Григорий Ильич, Саунин Юрий Алексеевич, Гурин Степан Сафронович, Морозов Сергей Владимирович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич
МПК: C22C 37/10
Текст:
...12,53 для формирования в сплаве композиционной структуры на основе карбидов ванадия, что обеспечивает высокий уровень механических свойств и износостойкости сплава. При содержании хрома менее 6,95 уменьшается общее количество карбидов, что приводит к снижению твердости сплава. При увеличении содержания хрома более 12,53 уменьшается доля карбидови ухудшаются механические свойства сплава. Принятое содержание ванадия обеспечивает преобладание в...
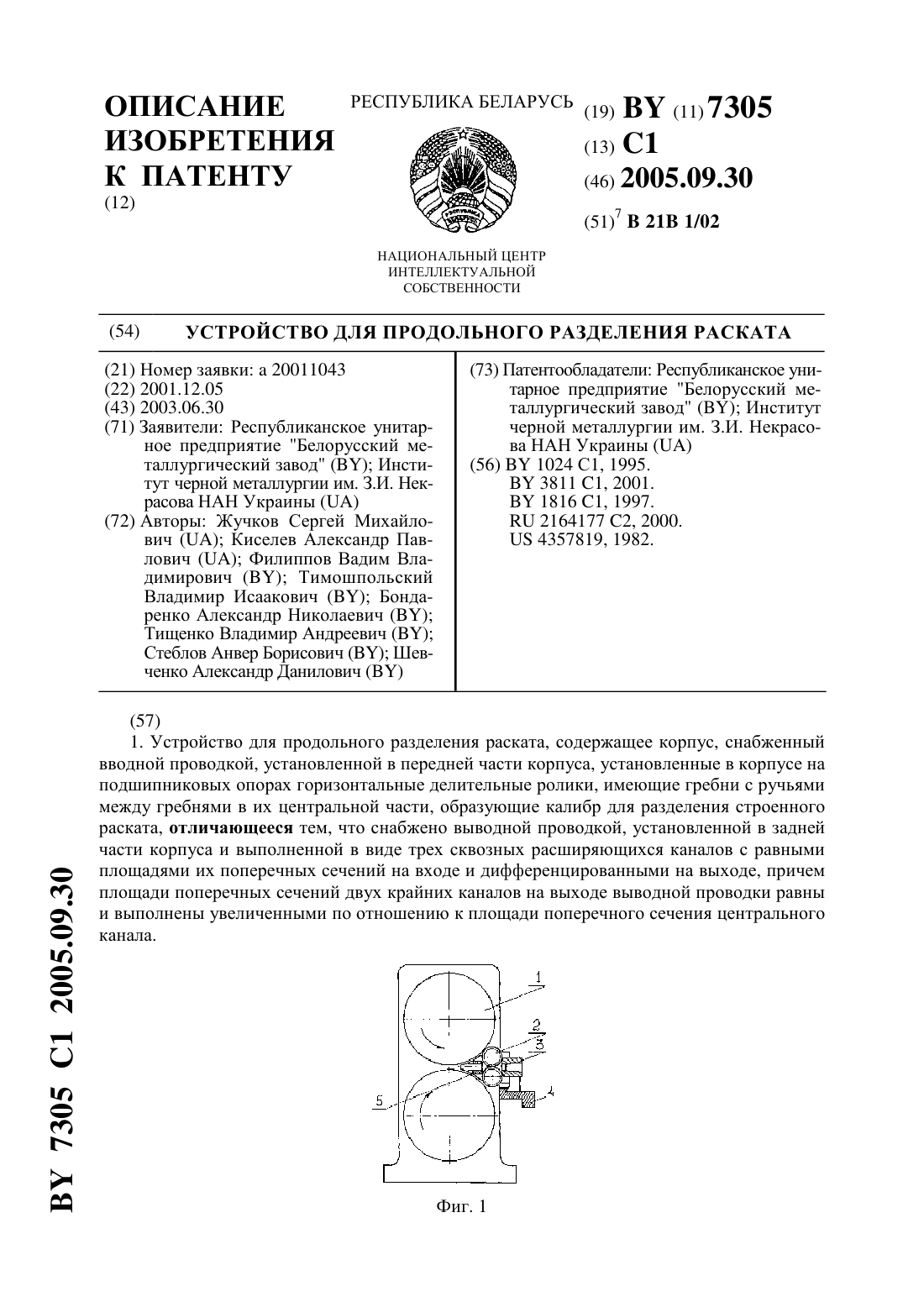
Устройство для продольного разделения раската
Номер патента: 7305
Опубликовано: 30.09.2005
Авторы: Жучков Сергей Михайлович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Шевченко Александр Данилович, Киселев Александр Павлович, Тищенко Владимир Андреевич, Филиппов Вадим Владимирович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: устройство, раската, продольного, разделения
Текст:
...при перемещении каждой из разделенных ниток после деления строенного раската. Расширяющиеся каналы выводной проводки выполнены с различными соотношениями площади поперечного сечения выходных отверстий. Площади поперечных сечений двух крайних каналов на выходе выводной проводки выполнены увеличенными по отношению к площади поперечного сечения центрального канала 2(1,05-1,5) 1 (фиг. 2). Указанные соотношения гарантированно обеспечивают...
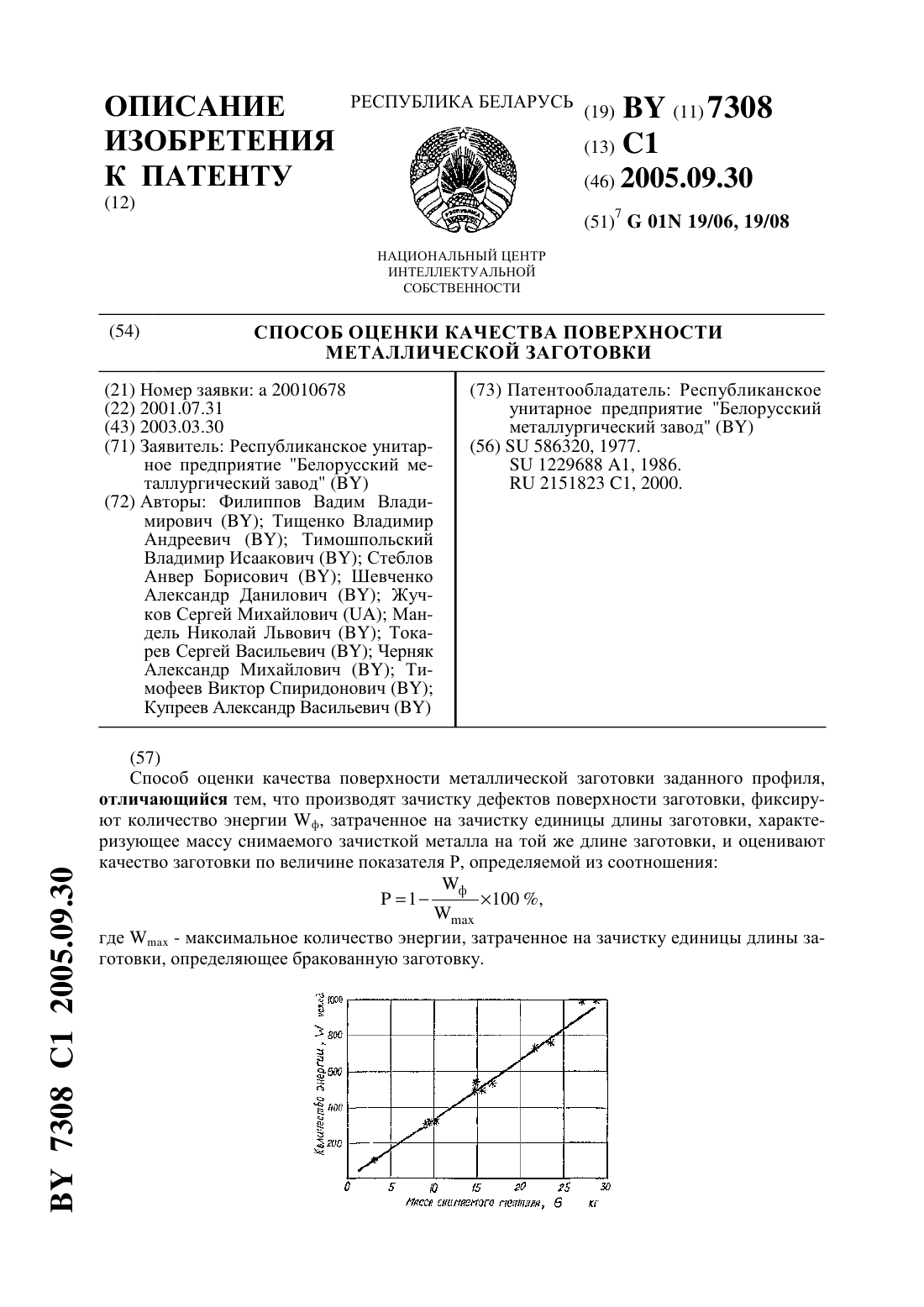
Способ оценки качества поверхности металлической заготовки
Номер патента: 7308
Опубликовано: 30.09.2005
Авторы: Филиппов Вадим Владимирович, Купреев Александр Васильевич, Тищенко Владимир Андреевич, Тимофеев Виктор Спиридонович, Шевченко Александр Данилович, Жучков Сергей Михайлович, Мандель Николай Львович, Токарев Сергей Васильевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Черняк Александр Михайлович
МПК: G01N 19/08, G01N 19/06
Метки: заготовки, качества, поверхности, оценки, металлической, способ
Текст:
...из соотношения ф Р 1 100 , 2 7308 1 2005.09.30 где ф - фактическое количество энергии, расходуемой на зачистку дефектов, в условных единицах- максимальное количество энергии, затраченное на зачистку единицы длины заготовки, определяющее бракованную заготовку. Превышениепри зачистке говорит о том, что указанная заготовка не подлежит последующей переработке и является браком. При хорошем качестве поверхности заготовки ф - стремится к нулю,-...
Способ термической обработки металла в колодцах
Номер патента: 7335
Опубликовано: 30.09.2005
Авторы: Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Филиппов Вадим Владимирович, Тимофеев Виктор Спиридонович, Анисович Геннадий Анатольевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
МПК: C21D 9/70
Метки: колодцах, металла, способ, обработки, термической
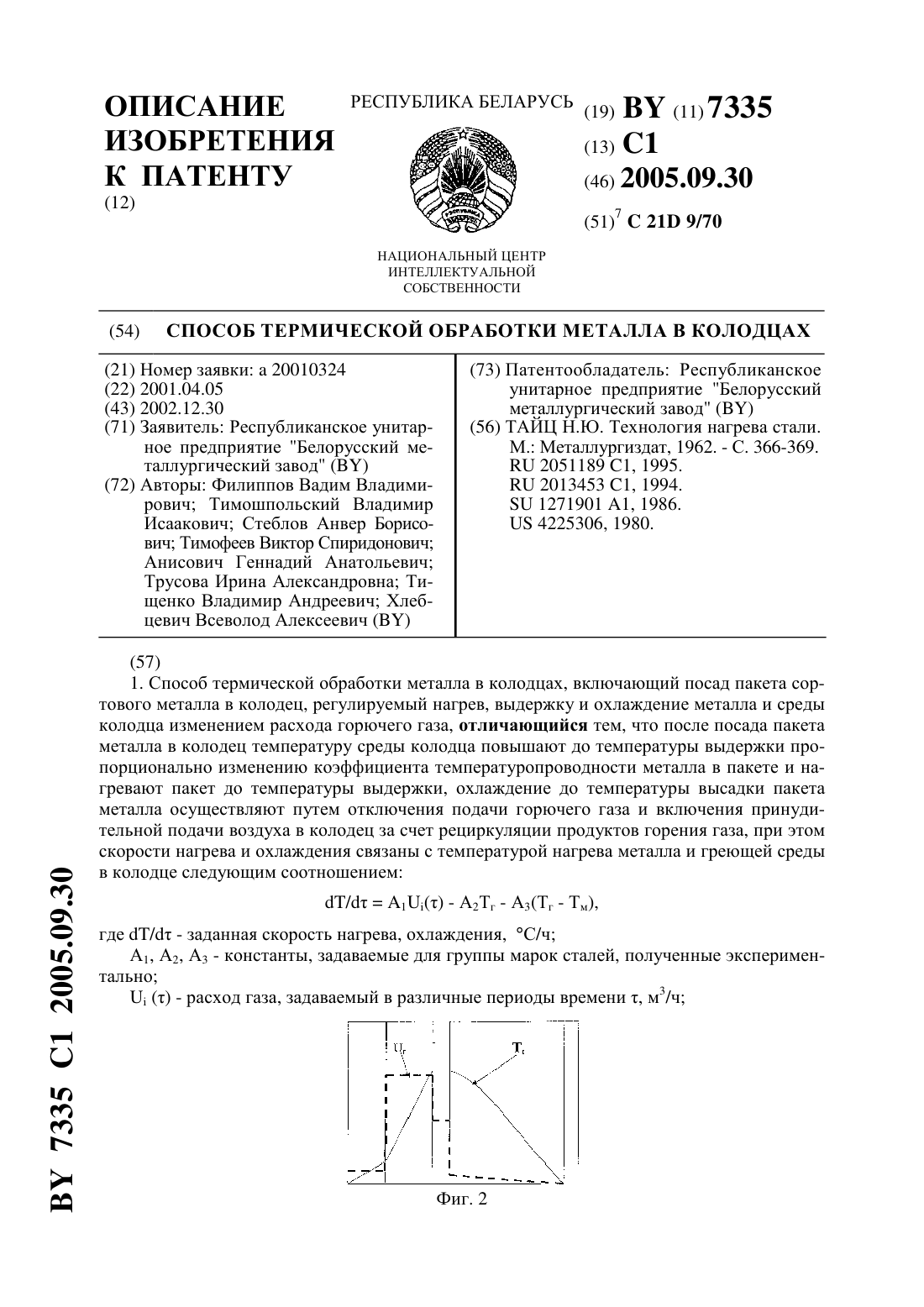
Текст:
...времениг - температура греющей среды м - температура металла в посаде в процессе нагрева, выдержки и охлаждения. В способе после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем температуру среды колодца повышают до температуры выдержки, нагревают металл до температуры выдержки, выдержку проводят при постоянном расходе газа до удаления флокенов...
Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Луценко Владислав Анатольевич, Рябцев Олег Викторович, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Шувякова Ирина Владимировна, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: прокатки, заготовок, способ
Текст:
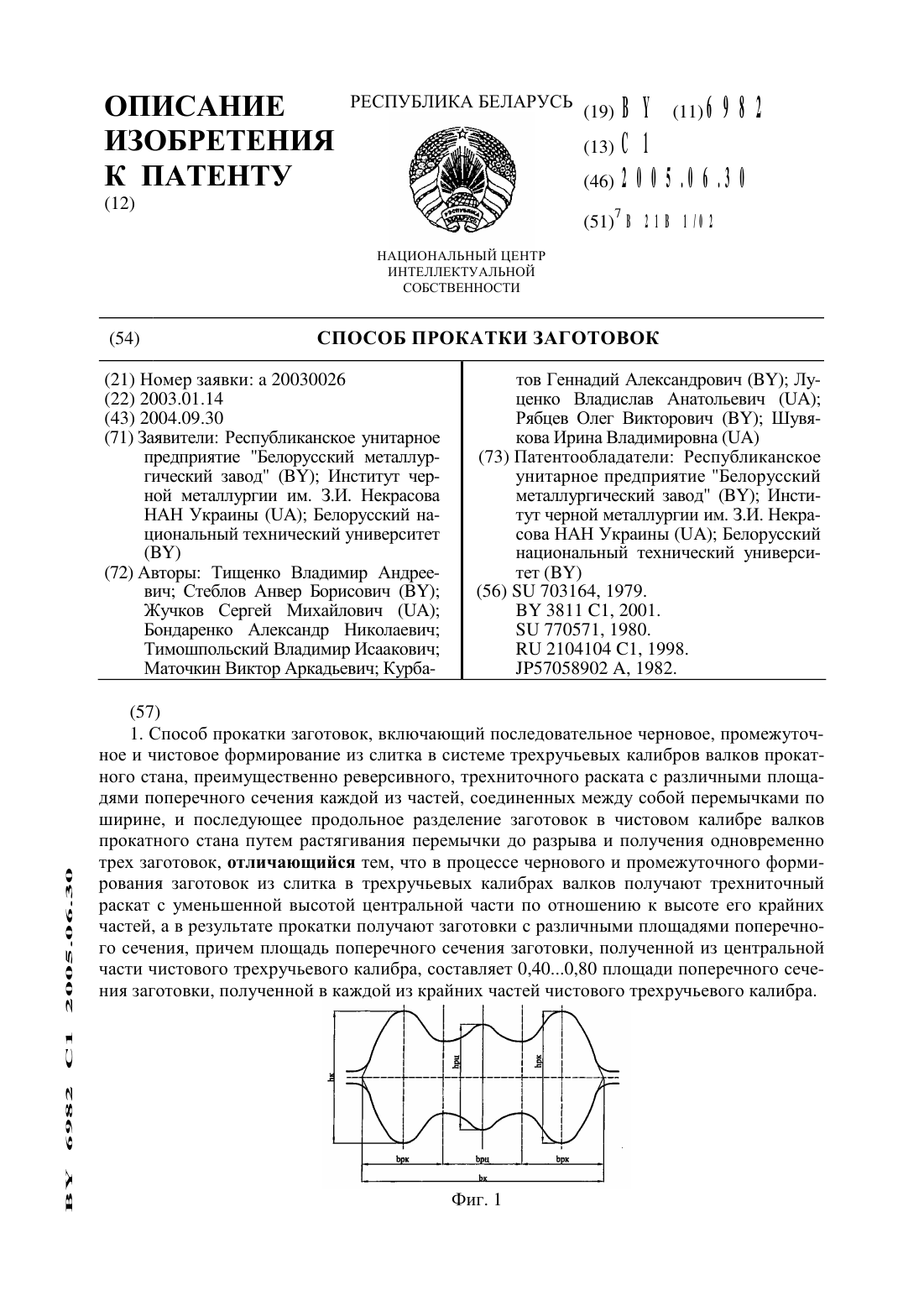
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
Способ внепечного легирования стали титаном
Номер патента: 7055
Опубликовано: 30.06.2005
Авторы: Кушнарев Николай Николаевич, Паршиков Анатолий Николаевич, Онищук Виталий Прохорович, Бать Сергей Юрьевич, Филиппов Вадим Владимирович, Шевченко Александр Данилович, Кисиленко Владимир Васильевич, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Дюдкин Дмитрий Александрович
МПК: C21C 7/00
Метки: стали, способ, легирования, титаном, внепечного
Текст:
...в диапазоне 4,010,0 г/т-с.Приведенные выще признаки являются необходимыми и достаточными для всех случаев, на которые распространяется область изобретения.Между существенными признаками и техническим результатом - достижение стабильно высокой степени усвоения титана и стабильного получения его содержания в узких заданных пределах - существует причинно-следственная связь, которая объясняется следующим образом. При вводе титансодержащей...
Способ бесконечной прокатки
Номер патента: 7043
Опубликовано: 30.06.2005
Авторы: Маточкин Виктор Аркадьевич, Шевченко Александр Данилович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Стеблов Анвер Борисович
МПК: B21B 1/04
Метки: способ, прокатки, бесконечной
Текст:
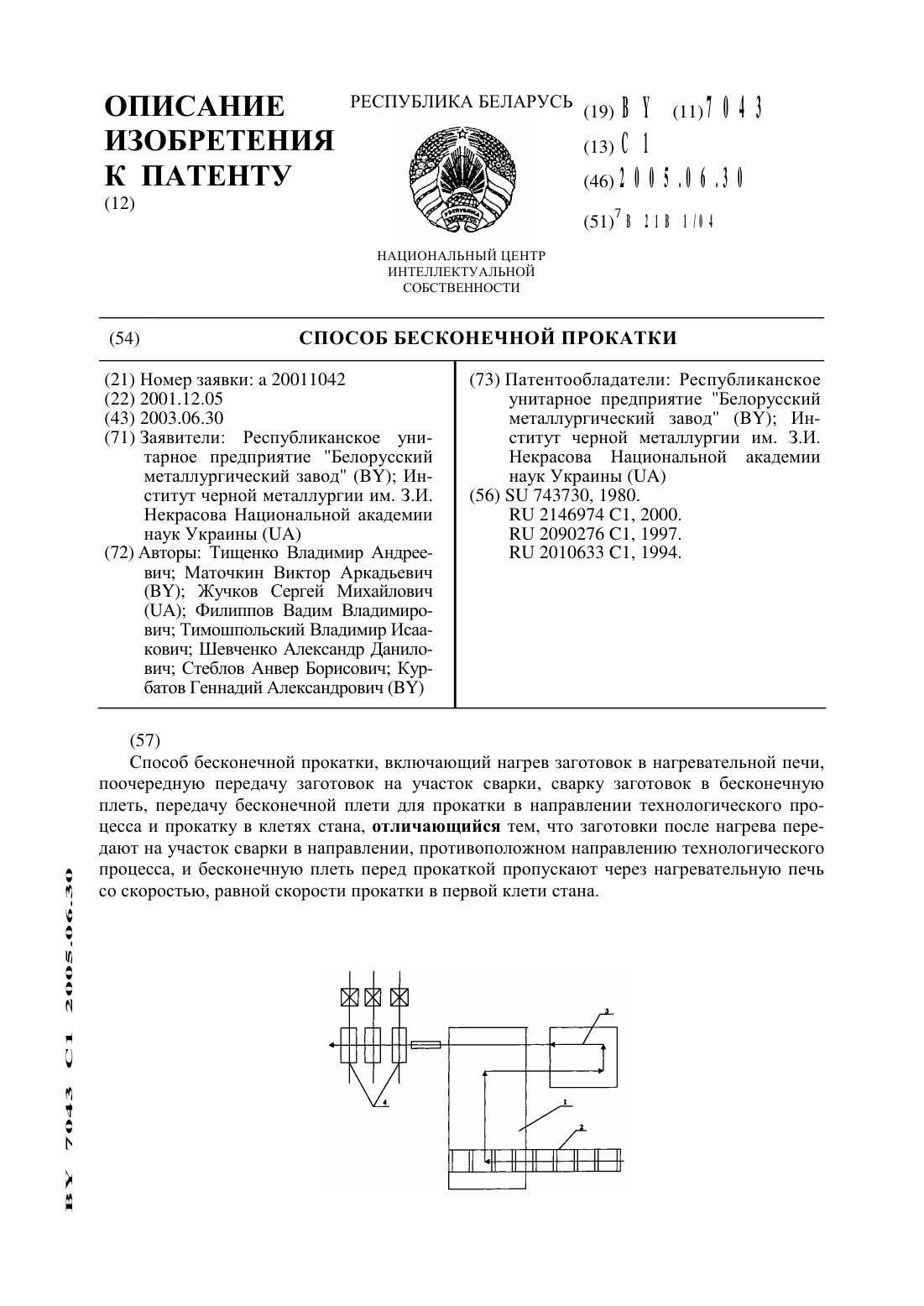
...печь со скоростью, равной скорости прокатки в первой клети стана.Размещение участка сварки за нагревательной печью по ходу технологического процесса позволяет без особых затруднений организовать процесс бесконечной прокатки на непрерь 1 вном сортовом стане с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана, на которых при традиционной схеме реализации процесса бесконечной прокатки...
Способ производства сортового проката и катанки на непрерывном стане
Номер патента: 6987
Опубликовано: 30.06.2005
Авторы: Жучков Сергей Михайлович, Шевченко Александр Данилович, Курбатов Геннадий Александрович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Тищенко Владимир Андреевич, Филиппов Вадим Владимирович
МПК: B21B 1/18
Метки: стане, сортового, непрерывном, проката, катанки, производства, способ
Текст:
...ее переднему концу. При этом градиент увеличения температуры нагрева заготовки от ее переднего конца к заднему концуустанавливают исходя из соотношения 2,пр полученного в результате статистической обработки экспериментальных данных при производстве сортового проката и катанки широкого размерного сортамента из заготовок квадратного сечения размерами 8080, 100100, 125125, 150150 мм на непрерывных проволочных станах 250 Енакиевского метзавода,...
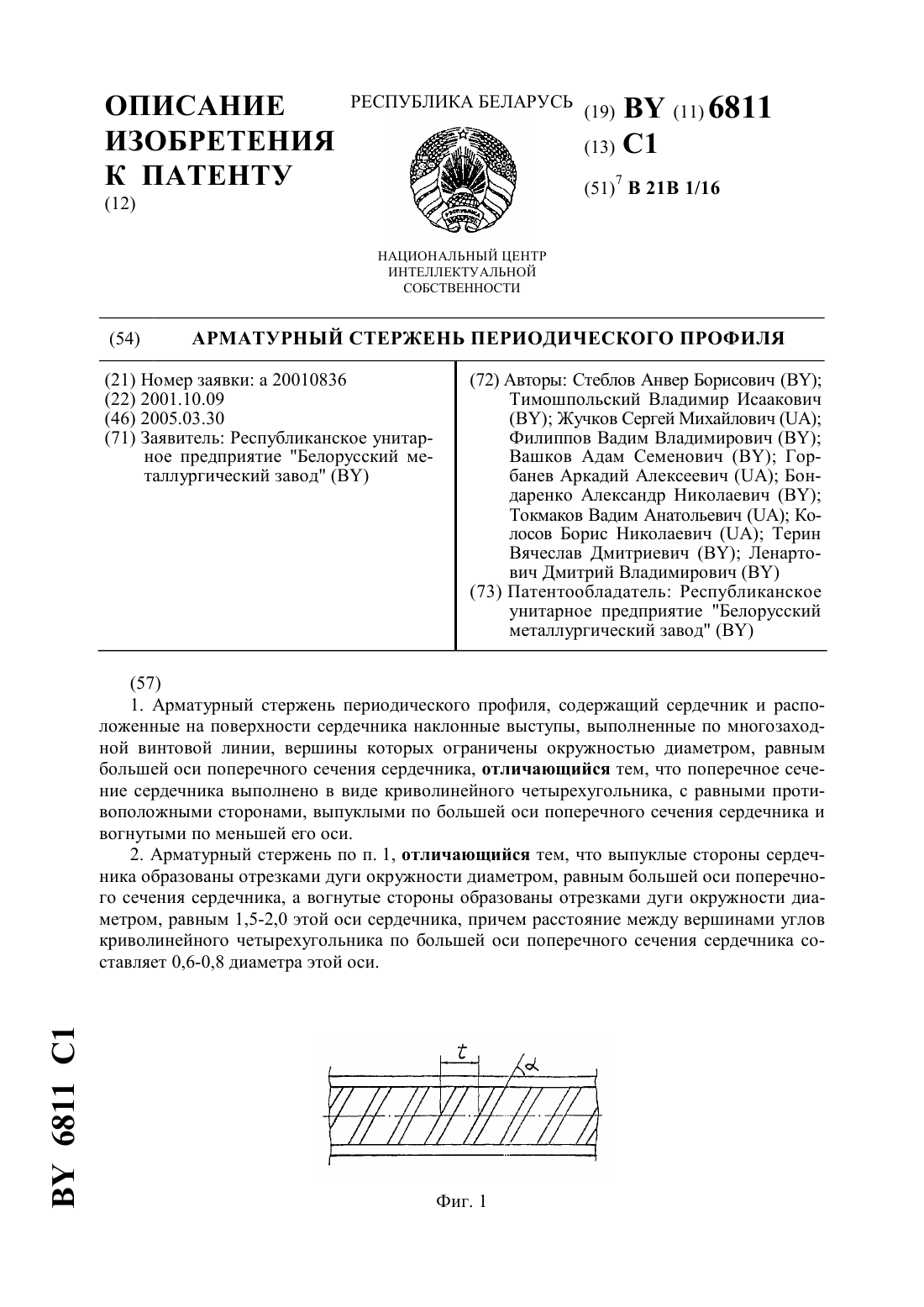
Арматурный стержень периодического профиля
Номер патента: 6811
Опубликовано: 30.03.2005
Авторы: Токмаков Вадим Анатольевич, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Терин Вячеслав Дмитриевич, Ленартович Дмитрий Владимирович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Колосов Борис Николаевич, Горбанев Аркадий Алексеевич, Стеблов Анвер Борисович, Вашков Адам Семенович
МПК: B21B 1/16
Метки: профиля, периодического, стержень, арматурный
Текст:
...неизменным, а высота выступов уменьшается незначительно. Указанное обстоятельство позволяет увеличить съем металла с одного калибра без ухудшения эксплуатационных свойств арматурного профиля. Таким образом, выполнение поперечного сечения сердечника с вогнутыми по меньшей его оси сторонами увеличивает стойкость чистовых калибров, улучшает сцепление арматурного профиля с бетоном, по сравнению с эллиптической, и тем более круглой формой...
Способ изготовления проката
Номер патента: 6848
Опубликовано: 30.03.2005
Авторы: Стеблов Анвер Борисович, Шевченко Александр Данилович, Горбанев Аркадий Алексеевич, Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
МПК: B21B 1/16
Метки: способ, изготовления, проката
Текст:
...различных диаметров из одной и той же марки стали позволило повысить однородность структуры катанки, а следовательно, и механических свойств металла, что обеспечило вь 1 сокие потребительские свойства катанки в условиях проволочного стана 150 РУП БМ 3. При расходе воздуха менее Оо 1 0,182(1-1 о) не достигается в достаточной мере измельчение аустенитного зерна и повышения дисперсности перлита (площадь, занимаемая перлитом балла 1), в...
Способ термической обработки проката
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Шевченко Александр Данилович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Тимофеев Виктор Спиридонович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович, Филиппов Вадим Владимирович
Метки: способ, обработки, проката, термической
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
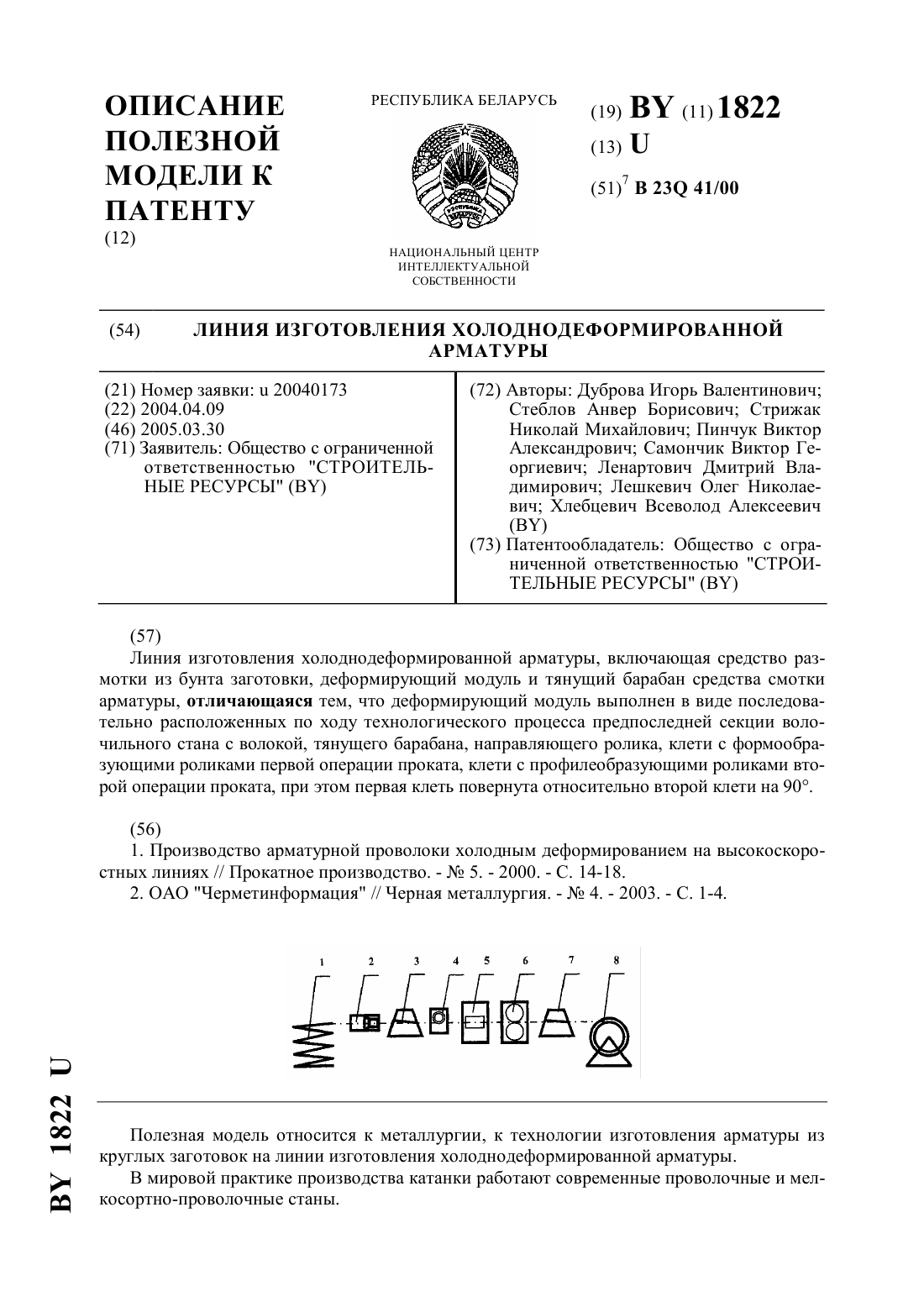
Линия изготовления холоднодеформированной арматуры
Номер патента: U 1822
Опубликовано: 30.03.2005
Авторы: Хлебцевич Всеволод Алексеевич, Пинчук Виктор Александрович, Дуброва Игорь Валентинович, Стрижак Николай Михайлович, Самончик Виктор Георгиевич, Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович, Лешкевич Олег Николаевич
МПК: B23Q 41/00
Метки: линия, изготовления, арматуры, холоднодеформированной
Текст:
...для холодной прокатки производства проволочной арматуры проявляется в экономии до 50) порошка мыльной смазки, более длительный срок эксплуатации роликовых волок деформирующего модуля по сравнению с волоками. Недостаток известного устройства проявляется в снижении качества формообразования подката и профилирования армирующего стержня в связи с отклонением формы профиля по длине арматурного стержня и не стабильностью технологии при...
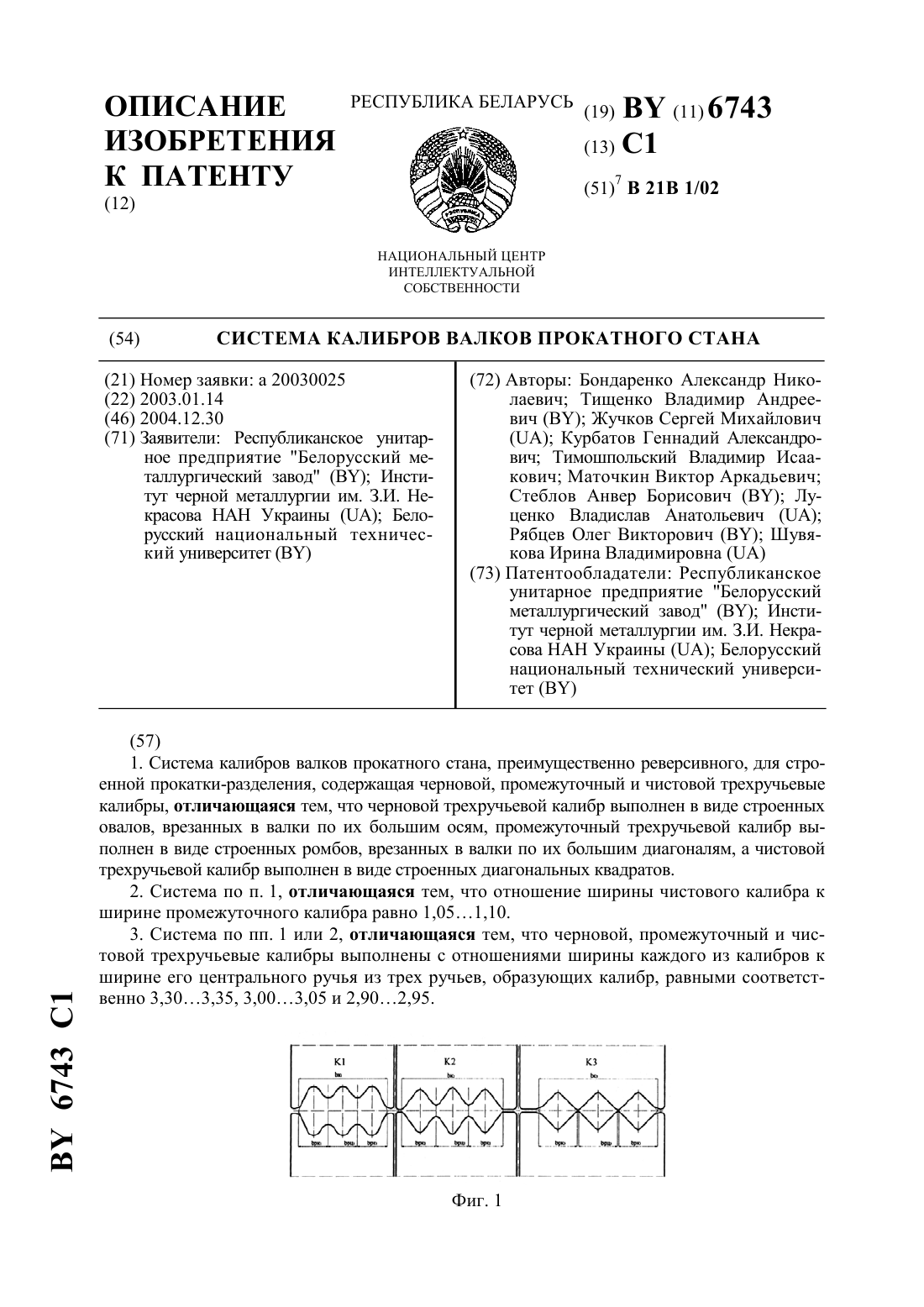
Система калибров валков прокатного стана
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Курбатов Геннадий Александрович, Шувякова Ирина Владимировна, Луценко Владислав Анатольевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Рябцев Олег Викторович, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: калибров, система, валков, стана, прокатного
Текст:
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
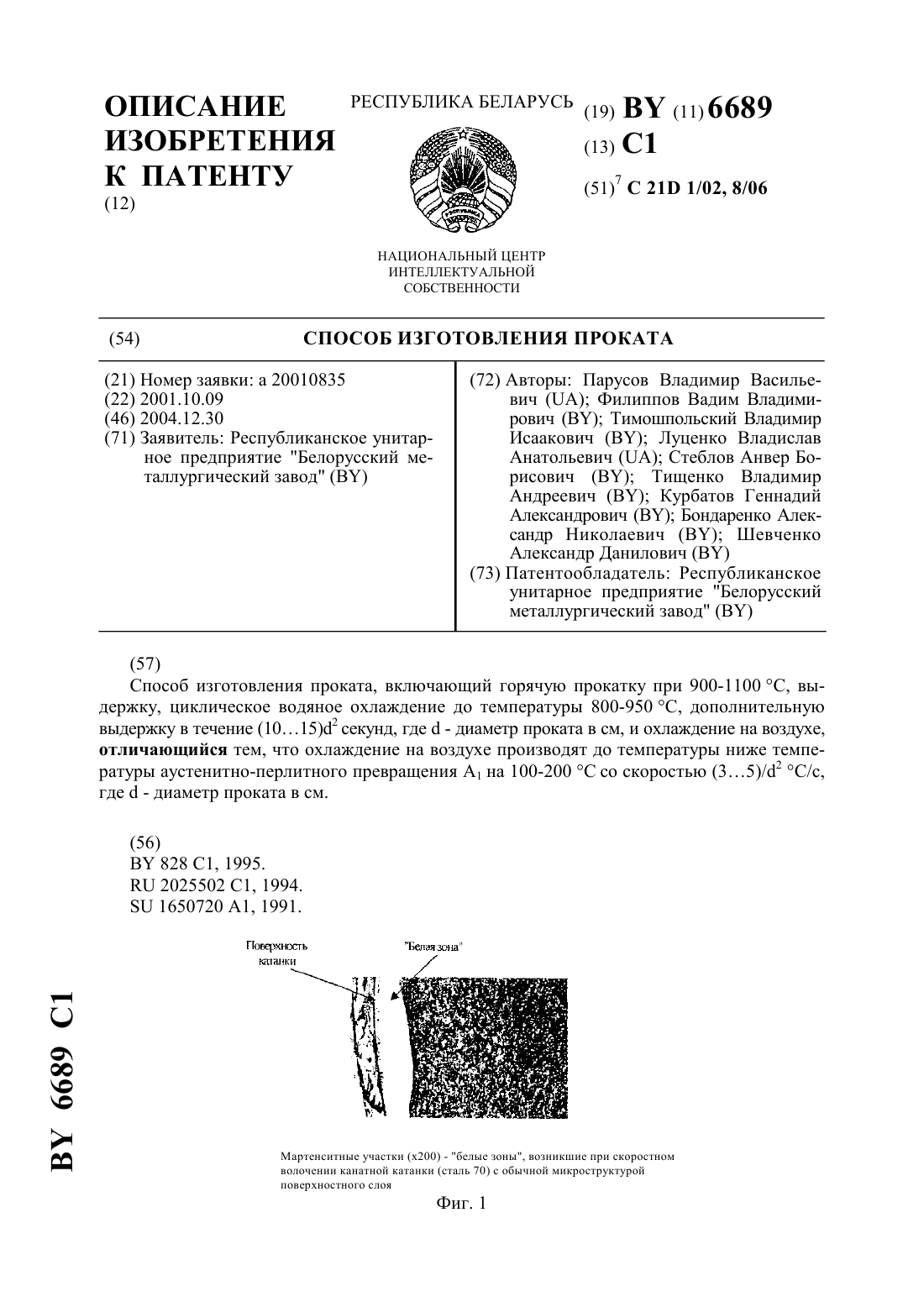
Способ изготовления проката
Номер патента: 6689
Опубликовано: 30.12.2004
Авторы: Бондаренко Александр Николаевич, Филиппов Вадим Владимирович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович, Шевченко Александр Данилович, Парусов Владимир Васильевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Луценко Владислав Анатольевич
Метки: изготовления, способ, проката
Текст:
...котором указаны белые зоны, обладающие пониженной пластичностью. Наличие белых зон под поверхностным слоем катанки при последующем волочении приводит к образованию суб- и микротрещин, развитие которых сопровождается обрывами. Охлаждение катанки на воздухе со скоростью менее 3/2 приводит к дальнейшему растворению в аустените исходных глобулей цементита (при температурах выше 1), что обусловливает превращение аустенита как по нормальному, так и...
Способ производства проката на непрерывных мелкосортных и проволочных станах
Номер патента: 6729
Опубликовано: 30.12.2004
Авторы: Курбатов Геннадий Александрович, Стеблов Анвер Борисович, Горбанев Аркадий Алексеевич, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Шевченко Александр Данилович, Мандель Николай Львович
МПК: B21B 1/18
Метки: производства, станах, проката, проволочных, мелкосортных, непрерывных, способ
Текст:
...печи до участка с минимальной температурой прокатки. Способ осуществляется следующим образом. Из марочного сортамента сталей, прокатываемых на конкретном прокатном стане, выявляют наименее пластичную сталь и определяют температуру прокатки этой стали с точки зрения достаточной пластичности и прочности оборудования. Устанавливают распределение температуры при прокатке по длине стана, выявляя при этом участок стана с минимальной температурой...
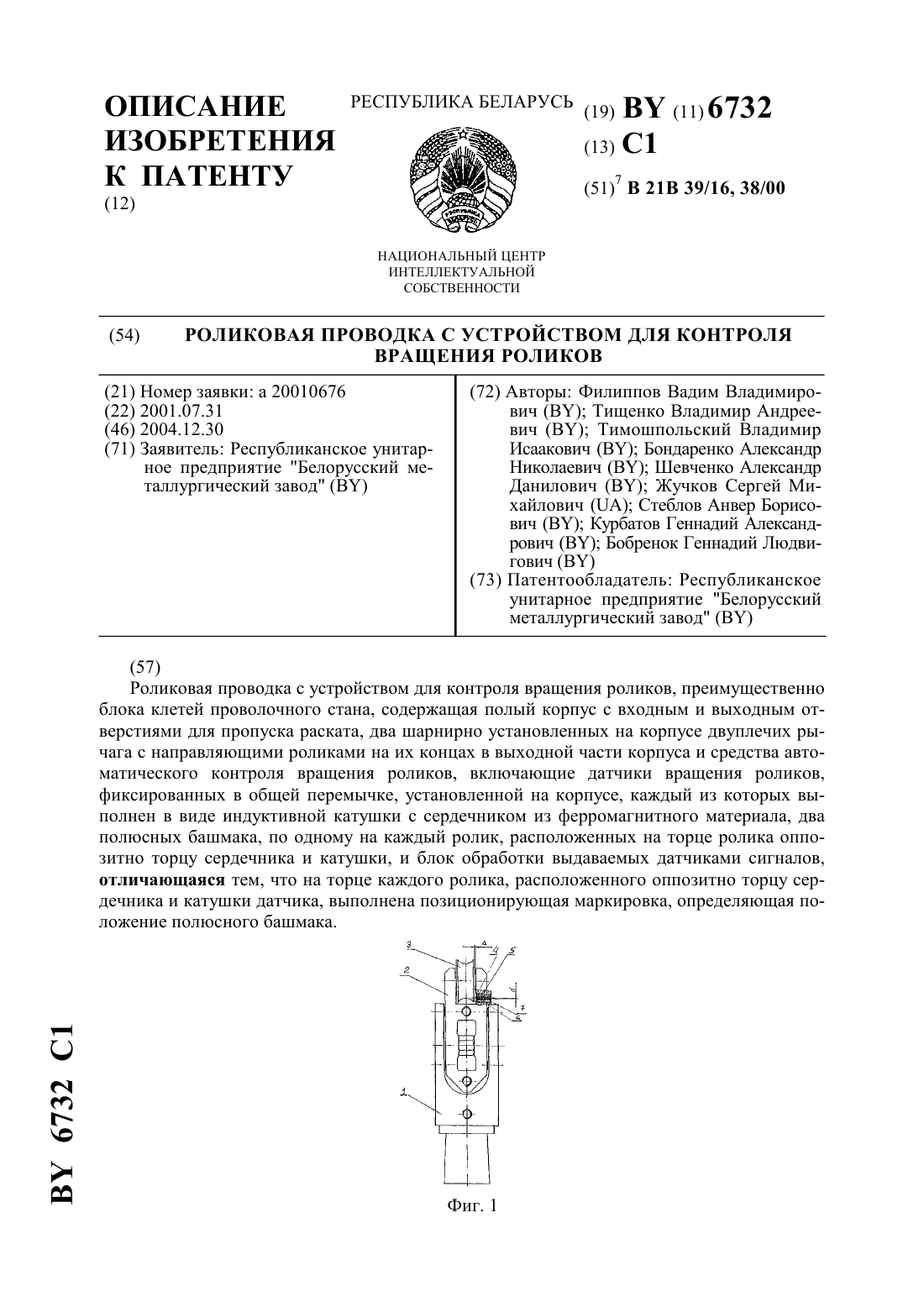
Роликовая проводка с устройством для контроля вращения роликов
Номер патента: 6732
Опубликовано: 30.12.2004
Авторы: Жучков Сергей Михайлович, Филиппов Вадим Владимирович, Бобренок Геннадий Людвигович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Шевченко Александр Данилович, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич
МПК: B21B 38/00, B21B 39/16
Метки: роликов, проводка, устройством, роликовая, контроля, вращения
Текст:
...ролика, не превышающем диаметра сердечника 7, что обеспечивает требуемую амплитуду импульса, индуцируемого в катушке. Наличие на торце ролика позиционирующей маркировки 9, расположенной оппозитно торцу сердечника и катушки и определяющей положение полюсного башмака 8 каждого ролика, предупреждает снижение эффективности использования роликовой проводки с устройством для контроля вращения роликов в процессе ее длительной...
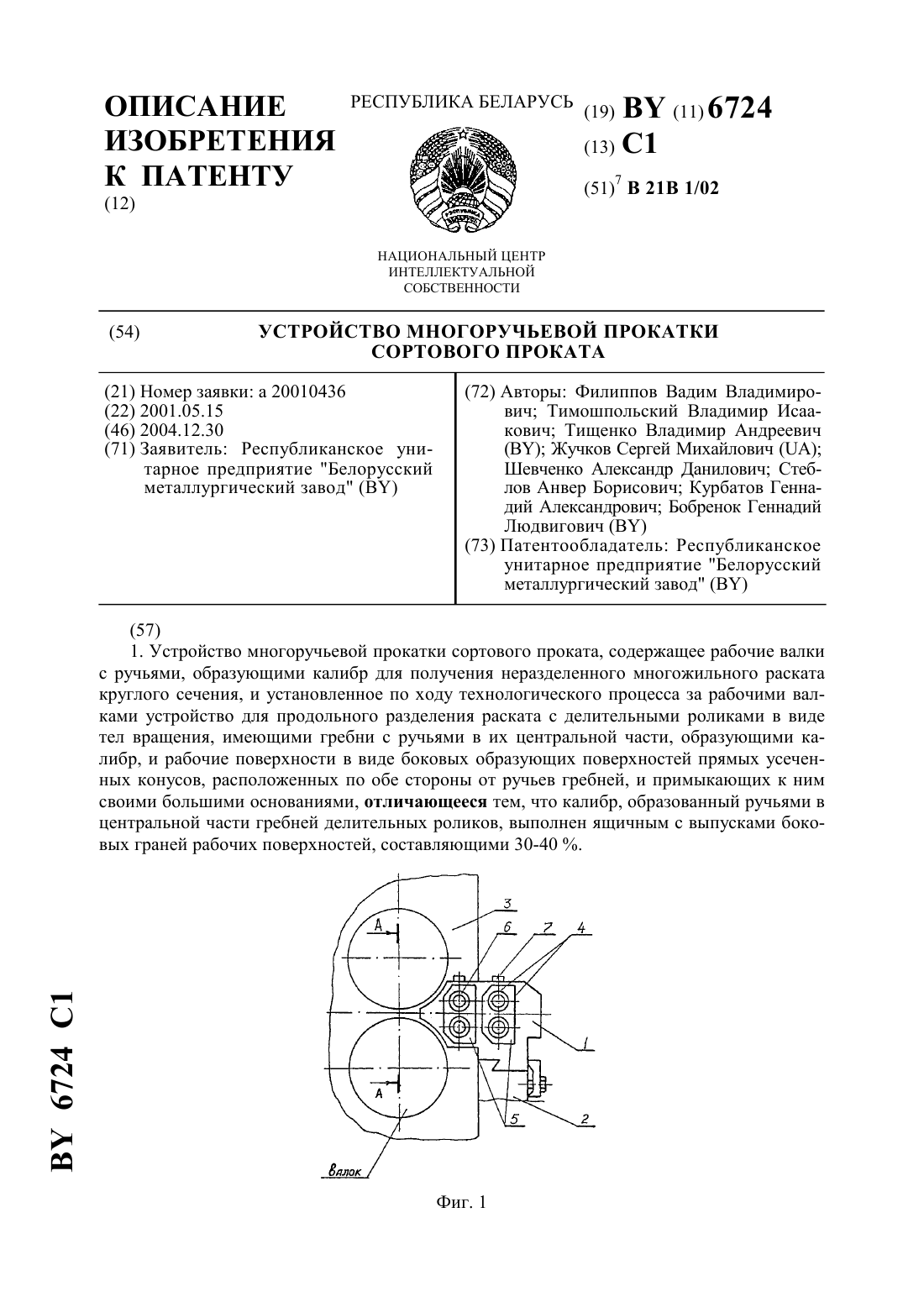
Устройство многоручьевой прокатки сортового проката
Номер патента: 6724
Опубликовано: 30.12.2004
Авторы: Бобренок Геннадий Людвигович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Шевченко Александр Данилович, Курбатов Геннадий Александрович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович
МПК: B21B 1/02
Метки: сортового, проката, прокатки, многоручьевой, устройство
Текст:
...для продольного разделения раската состоит из рабочей клети, содержащей станину 1 с привалковым брусом 2, установленным с выходной стороны клети, рабочие валки 3 и устройство 4 для продольного разделения раската, установленное на привалковом брусе 2 (фиг. 1). Ручьи рабочих валков 3, образуют калибр для получения неразделенного многожильного (строенного) раската круглого сечения (фиг. 2.). Кассета 4 для продольного разделения раската содержит...
Штамповая сталь
Номер патента: 6728
Опубликовано: 30.12.2004
Авторы: Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович, Филипов Вадим Владимирович, Понкратин Евгений Иванович, Иванов Эдуард Владимирович, Тимошпольский Владимир Исаакович
МПК: C22C 38/50
Текст:
...отношение (титанцирконий)100/углерод составляет 8,7-13,8. 2 6728 1 Повышение содержания углерода связано с необходимостью увеличения прочности стали для обеспечения работоспособности мелкого инструмента удлиненной формы типа прошивников. Причем при содержании углерода менее 0,46 запас прочности недостаточен, а при содержании углерода более 0,58 резко снижается ударная вязкость. Указанное содержание хрома в сочетании с повышенным содержанием...
Штамповая сталь
Номер патента: 6731
Опубликовано: 30.12.2004
Авторы: Филипов Вадим Владимирович, Иванов Эдуард Владимирович, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Стеблов Анвер Борисович, Понкратин Евгений Иванович
МПК: C22C 38/50
Текст:
...0,01-0,04 титан 0,02-0,04 бор 0,001-0,003 цирконий 0,02-0,04 железо остальное,2 6731 1 причем отношение (ванадийтитан)/углерод составляет 0,16-0,26, а отношение (титанцирконий)100/углерод составляет 5,49-9,75. Повышение содержания углерода связано с необходимостью увеличения прочности стали для обеспечения работоспособности инструмента. Более низкое содержание кремния позволяет повысить пластические свойства стали,особенно ударную...
Линия изготовления стального проката 80-150мм из подшипниковой стали
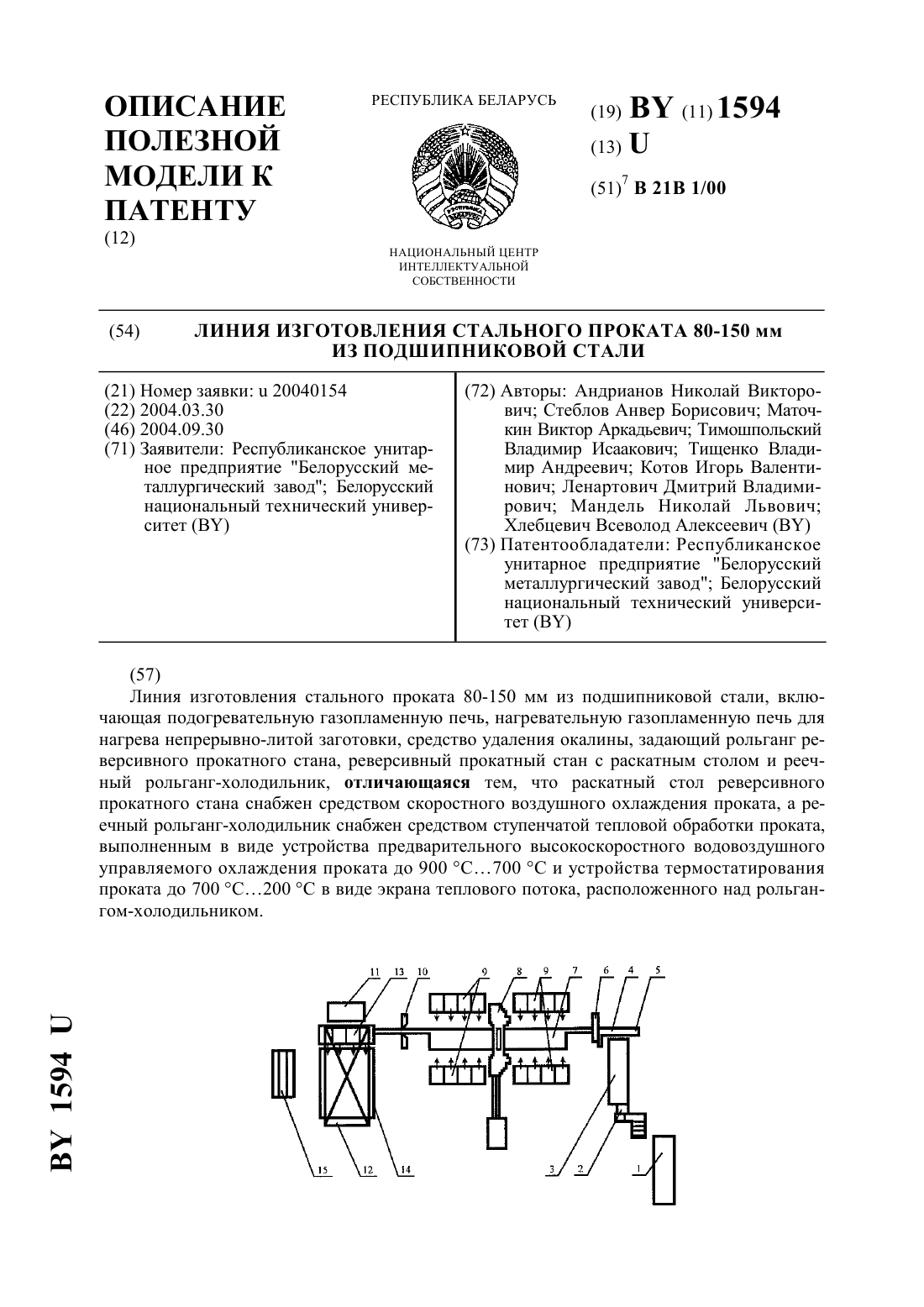
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Тищенко Владимир Андреевич, Ленартович Дмитрий Владимирович, Мандель Николай Львович, Тимошпольский Владимир Исаакович, Котов Игорь Валентинович
МПК: B21B 1/00
Метки: стального, изготовления, проката, подшипниковой, 80-150мм, линия, стали
Текст:
...задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур...
Нагревательная печь прокатного стана
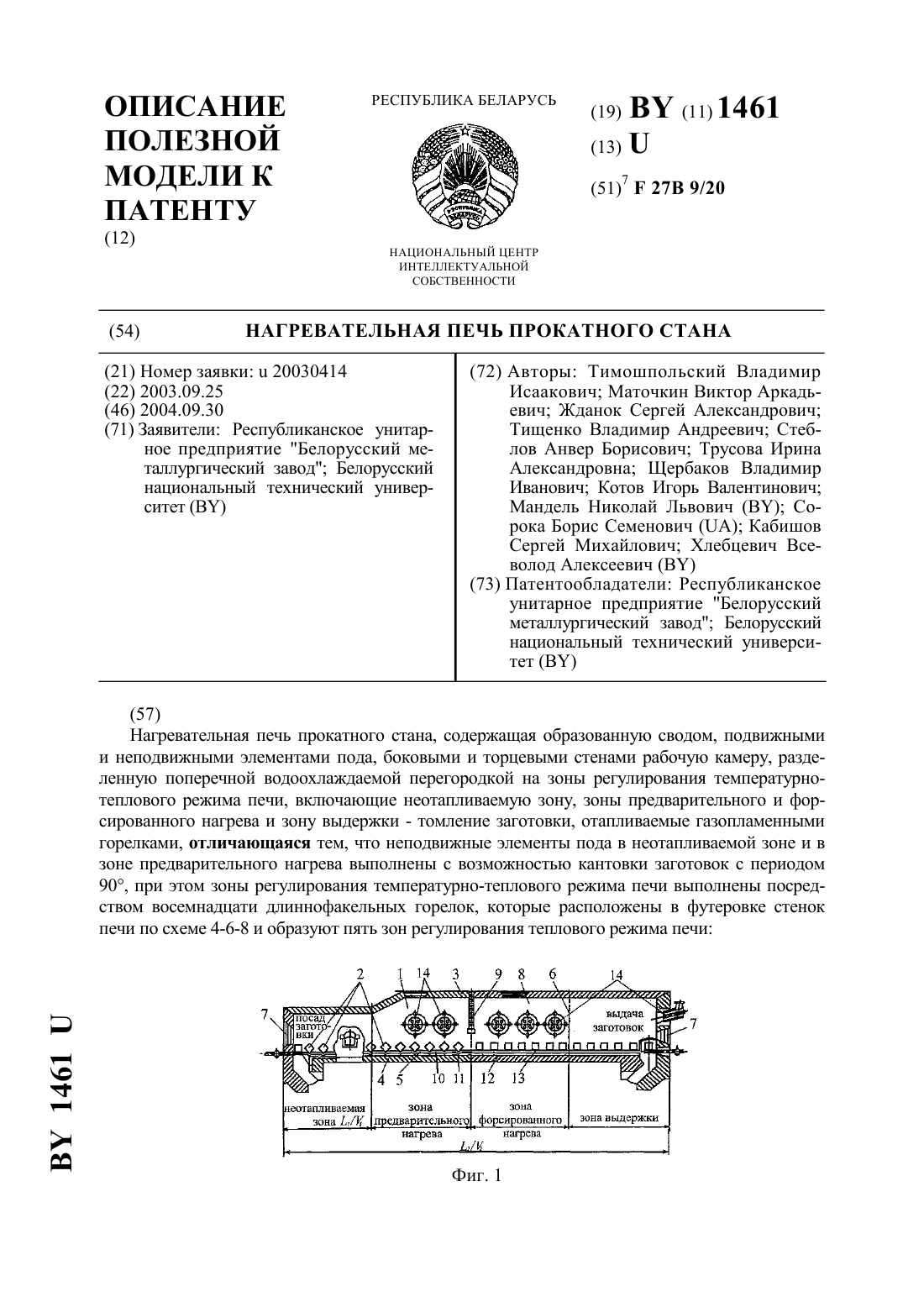
Номер патента: U 1461
Опубликовано: 30.09.2004
Авторы: Хлебцевич Всеволод Алексеевич, Щербаков Владимир Иванович, Жданок Сергей Александрович, Сорока Борис Семенович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Трусова Ирина Александровна, Кабишов Сергей Михайлович, Маточкин Виктор Аркадьевич, Котов Игорь Валентинович, Мандель Николай Львович
МПК: F27B 9/20
Метки: печь, стана, прокатного, нагревательная
Текст:
...по трехзонной схеме 2-4-2, т.е. четыре горелки 14 сгруппированы к центральной части задней торцевой стенки 7 и по паре горелок 14 образуют две зоны нагрева заготовок 2 в периферийной части задней торцевой стенки 7. Длина зоны кантования заготовок 2 в печи 1 связана с длиной всего рабочего пространства печи экспериментально и теоретически выявленным соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает сумму длин...
Проволочный стан горячей прокатки
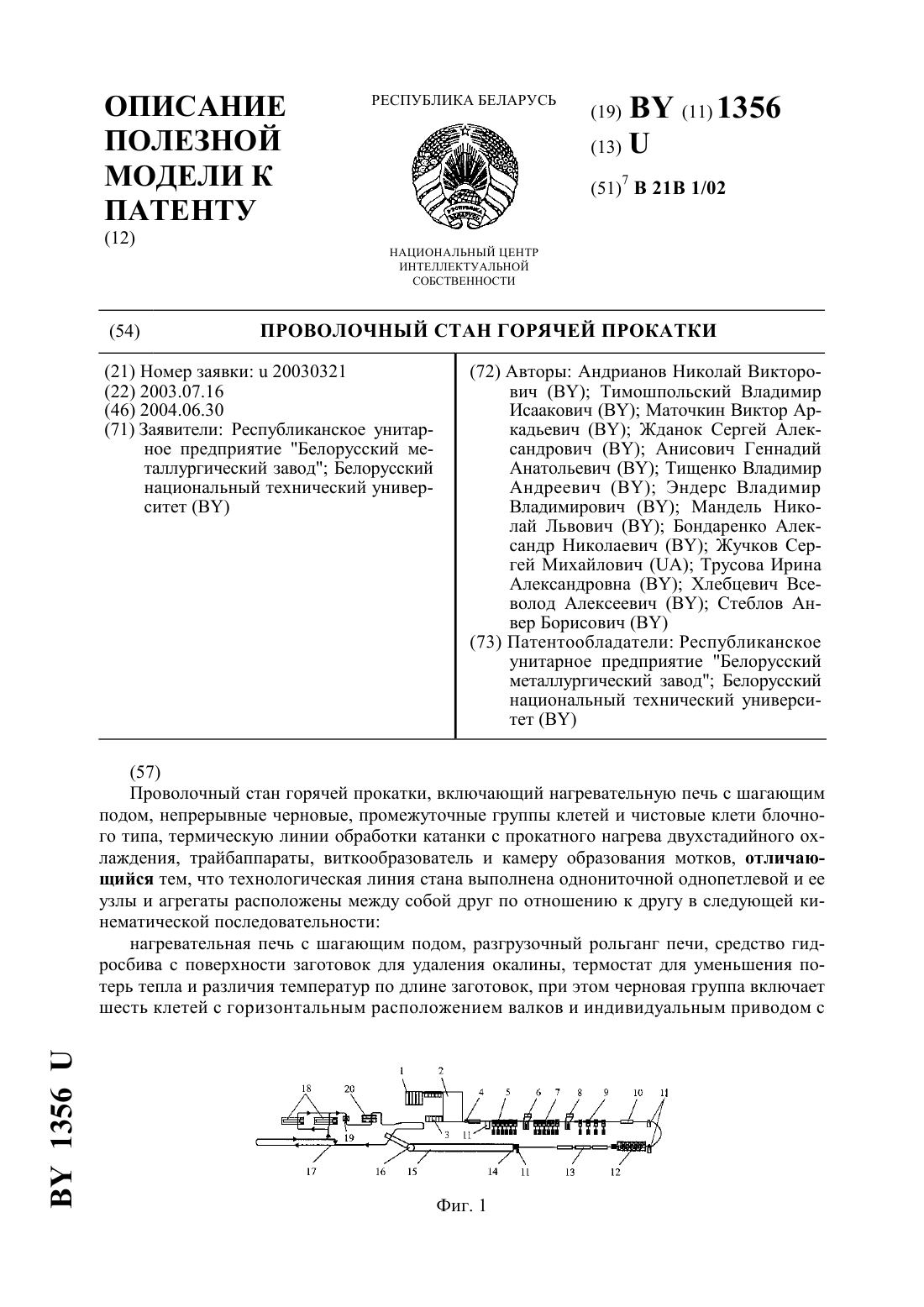
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Анисович Геннадий Анатольевич, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Трусова Ирина Александровна, Хлебцевич Всеволод Алексеевич, Жданок Сергей Александрович, Стеблов Анвер Борисович, Бондаренко Александр Николаевич, Жучков Сергей Михайлович, Мандель Николай Львович, Андрианов Николай Викторович, Эндерс Владимир Владимирович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: проволочный, прокатки, стан, горячей
Текст:
...смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3...
Топочная камера печи для нагрева металлических заготовок
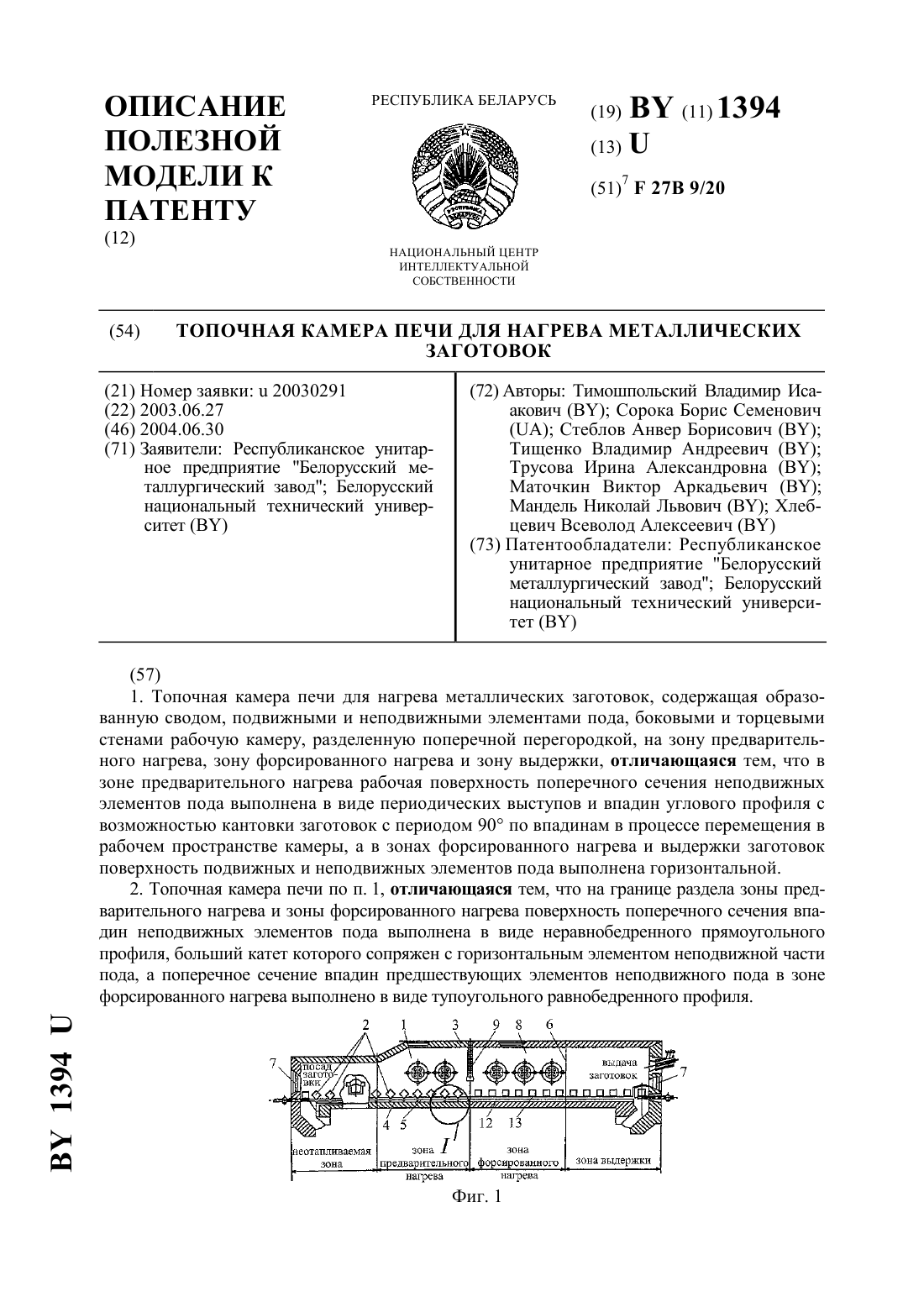
Номер патента: U 1394
Опубликовано: 30.06.2004
Авторы: Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич, Сорока Борис Семенович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович
МПК: F27B 9/20
Метки: топочная, заготовок, печи, камера, нагрева, металлических
Текст:
...прямоугольного профиля, больший катет которого сопряжен с горизонтальным элементом неподвижной части пода, а поперечное сечение впадин предшествующих элементов неподвижного пода в зоне форсированного нагрева выполнено в виде тупоугольного равнобедренного профиля. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид топочной камеры печи на фиг. 2 представлена конструкция рабочей поверхности...
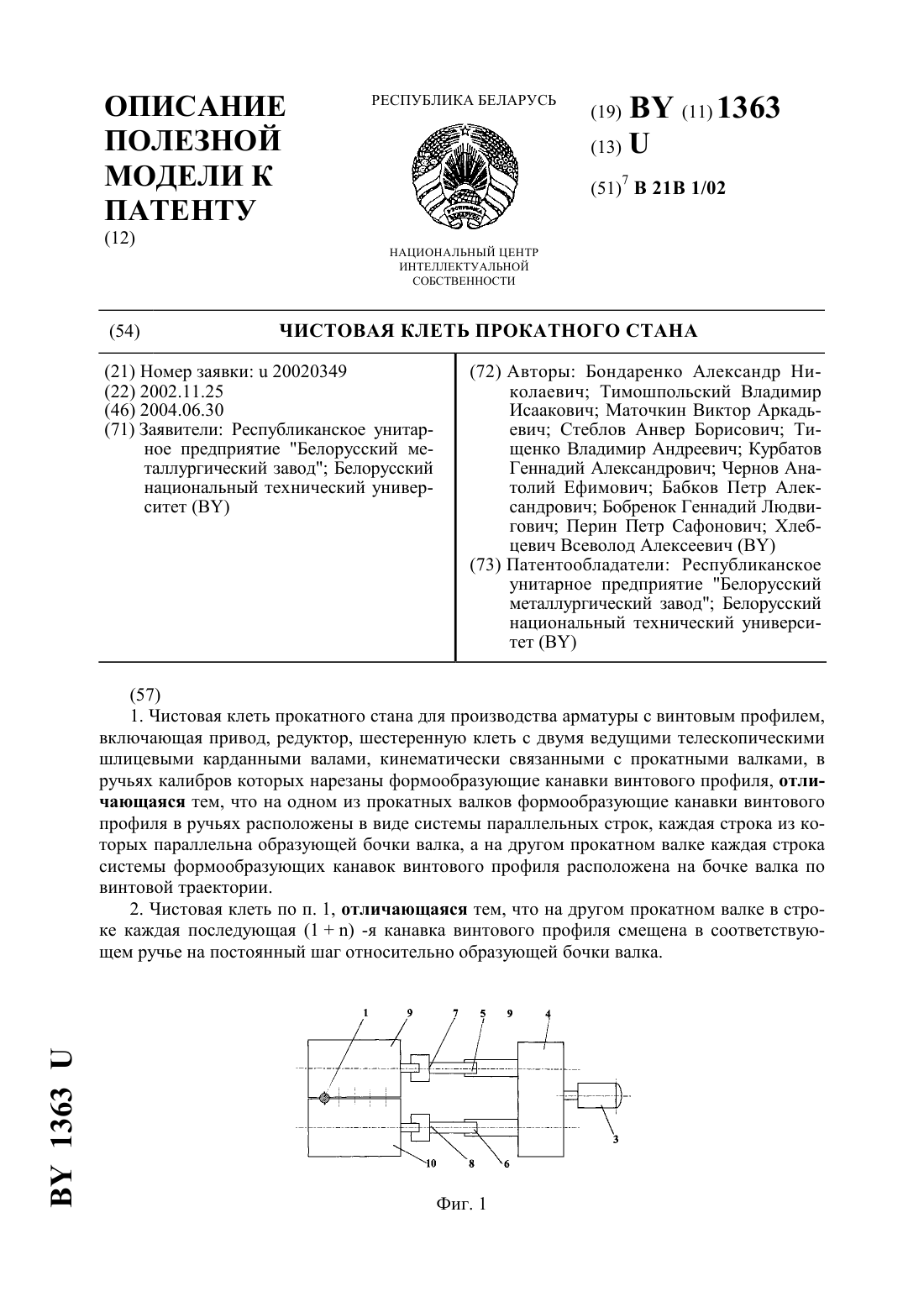
Чистовая клеть прокатного стана
Номер патента: U 1363
Опубликовано: 30.06.2004
Авторы: Перин Петр Сафонович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Хлебцевич Всеволод Алексеевич, Чернов Анатолий Ефимовия, Бабков Петр Александрович, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: прокатного, клеть, чистовая, стана
Текст:
...арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими...
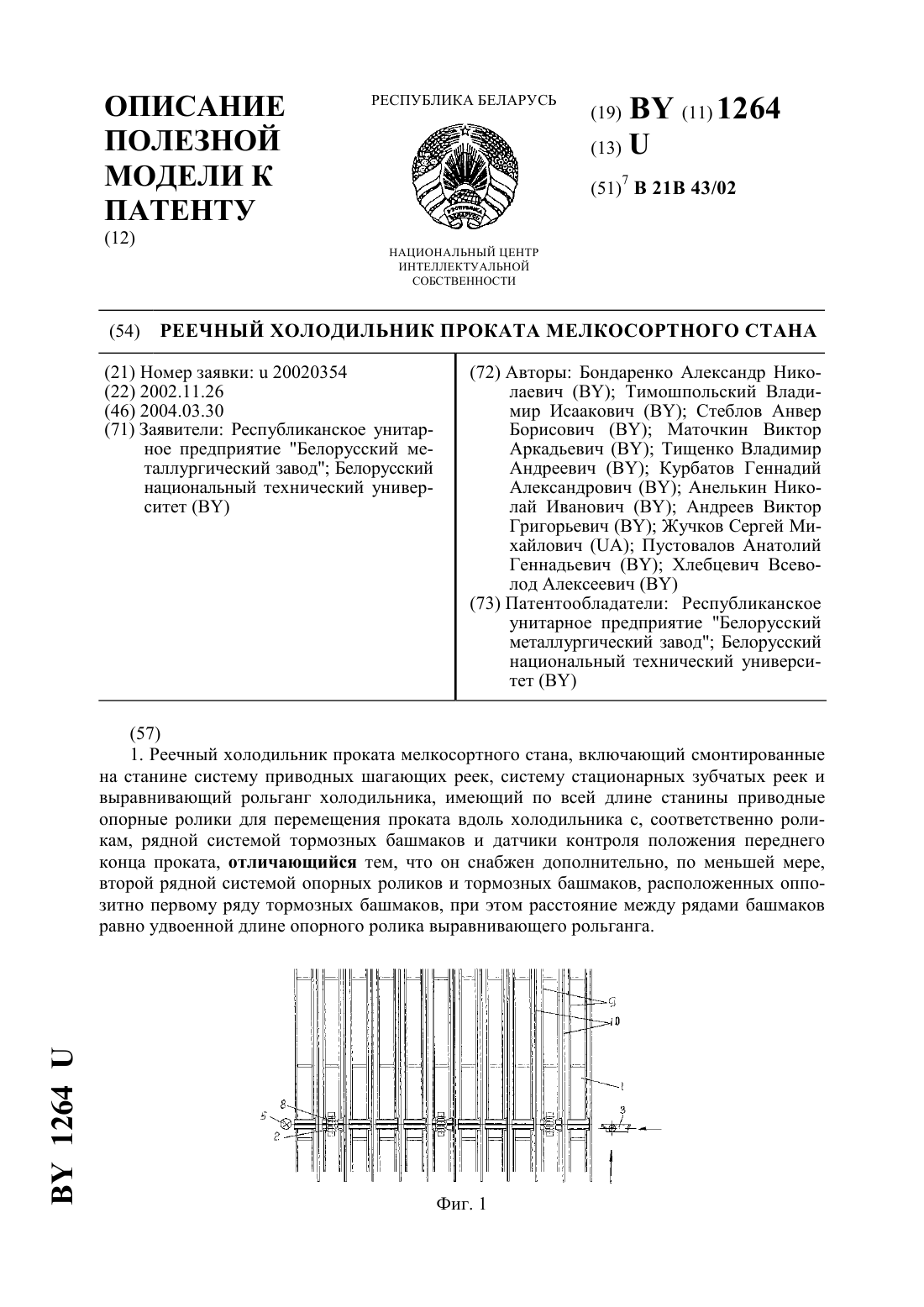
Реечный холодильник проката мелкосортного стана
Номер патента: U 1264
Опубликовано: 30.03.2004
Авторы: Маточкин Виктор Аркадьевич, Пустовалов Анатолий Геннадьевич, Хлебцевич Всеволод Алексеевич, Жучков Сергей Михайлович, Андреев Виктор Григорьевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Анелькин Николай Иванович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич
МПК: B21B 43/02
Метки: холодильник, реечный, мелкосортного, стана, проката
Текст:
...перемещения проката вдоль холодильника с, соответственно роликам, рядной системой тормозных башмаков и датчики контроля положения переднего конца проката, согласно полезной модели, он снабжен дополнительно, по меньшей мере, второй рядной системой опорных роликов и тормозных башмаков, расположенных оппозитно первому ряду тормозных башмаков, при этом расстояние между рядами башмаков равно удвоенной длине опорного ролика выравнивающего...
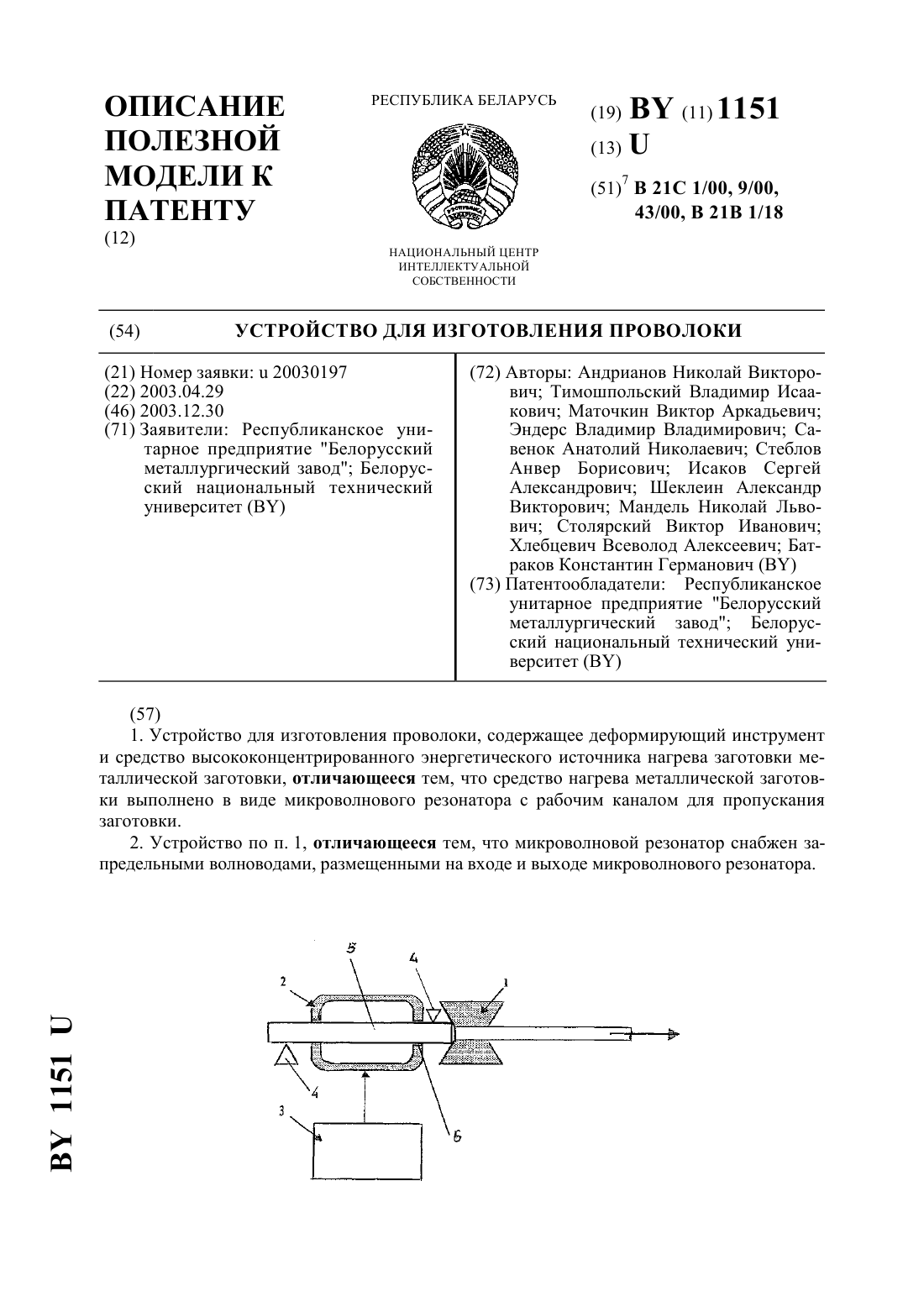
Устройство для изготовления проволоки
Номер патента: U 1151
Опубликовано: 30.12.2003
Авторы: Исаков Сергей Александрович, Столярский Виктор Иванович, Савенок Анатолий Николаевич, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Андрианов Николай Викторович, Батраков Константин Германович, Хлебцевич Всеволод Алексеевич, Шеклеин Александр Викторович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович
МПК: B21C 1/00, B21C 43/00, B21B 1/18...
Метки: изготовления, устройство, проволоки
Текст:
...Глубину проникновения электромагнитного поля в проволочную заготовку можно оценить по формуле 3. 4 2 Здесь- длина волны излучения,- коэффициент электрической проводимости металла, с - постоянная скорости света (считается, что все параметры в данной формуле выражены в системе СГС). Для частоты электромагнитного поля 10 Ггц (что соответствует длине волны 3 см) глубина скин слоя при комнатной температуре составляет 0,6 м. Такой же...
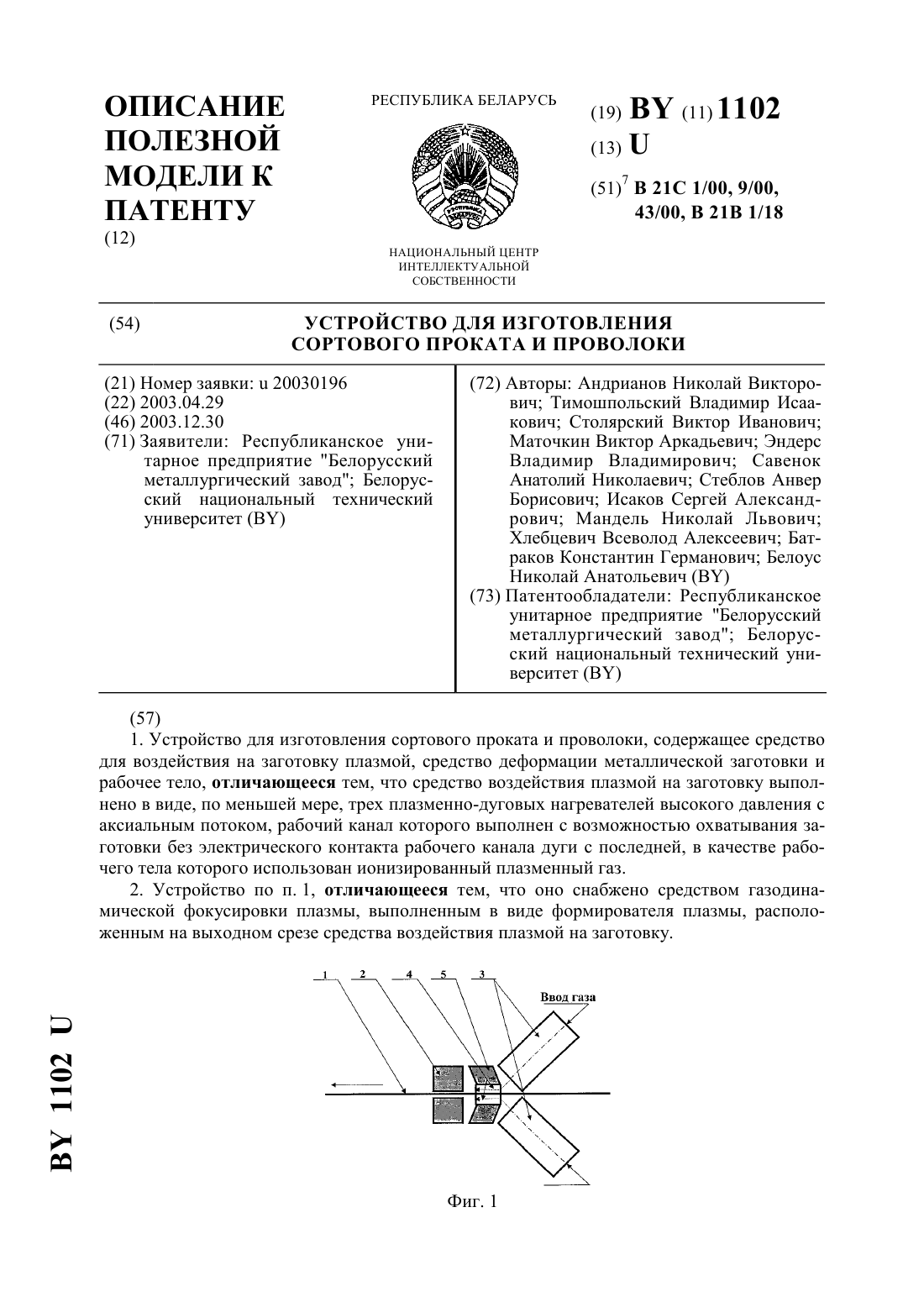
Устройство для изготовления сортового проката и проволоки
Номер патента: U 1102
Опубликовано: 30.12.2003
Авторы: Белоус Николай Анатольевич, Андрианов Николай Викторович, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Хлебцевич Всеволод Алексеевич, Батраков Константин Германович, Мандель Николай Львович, Исаков Сергей Александрович, Столярский Виктор Иванович, Савенок Анатолий Николаевич
МПК: B21C 43/00, B21B 1/18, B21C 1/00...
Метки: изготовления, проволоки, устройство, сортового, проката
Текст:
...3 высокого давления с аксиальным потоком, средство газодинамической фокусировки рабочего тела, в качестве которого использован ионизированный плазменный газ для оптимального воздействия на заготовку 1 в виде формирователя 5 плазмы. Далее заготовка 1 поступает в очаг деформации волоки 2 или прокатной клети 6. Ионизированный плазменный газ использован с температурой 2500-10000 С. В качестве ионизированного плазменного газа может быть...
Арматурный стержень для железобетонных конструкций
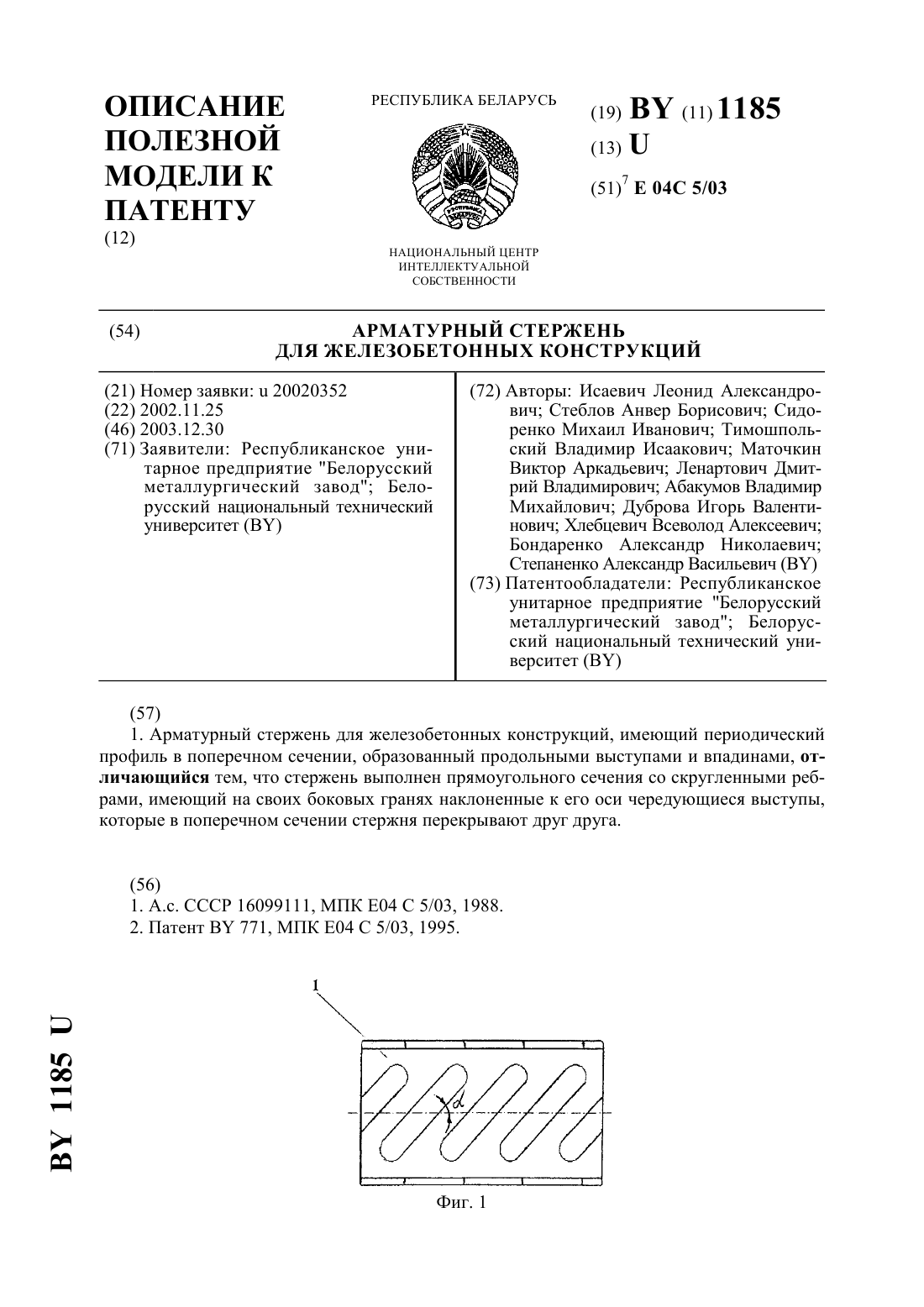
Номер патента: U 1185
Опубликовано: 30.12.2003
Авторы: Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Степаненко Александр Васильевич, Ленартович Дмитрий Владимирович, Хлебцевич Всеволод Алексеевич, Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Абакумов Владимир Михайлович, Дуброва Игорь Валентинович
МПК: E04C 5/03
Метки: арматурный, стержень, конструкций, железобетонных
Текст:
...признаков, характеризующих сущность полезной модели, не известна из уровня техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Предлагаемая сущность полезной модели может быть многократно использована в практически в любой области строительной индустрии. Заявителями изготовлены опытные образцы железобетонных изделий, армированных предлагаемой полезной моделью арматурного стержня, проведены его испытания,...
Дуговая сталеплавильная печь
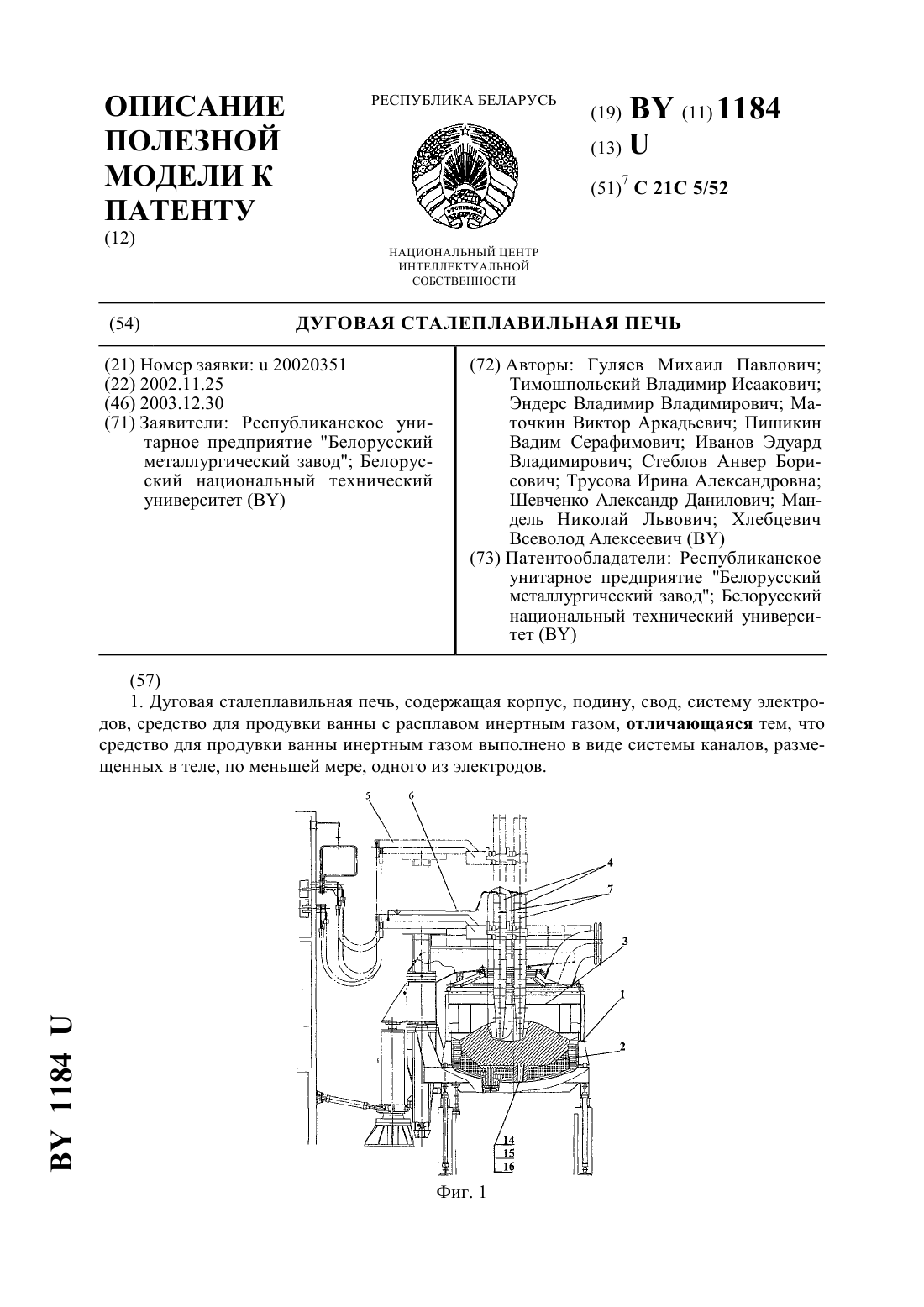
Номер патента: U 1184
Опубликовано: 30.12.2003
Авторы: Мандель Николай Львович, Трусова Ирина Александровна, Гуляев Михаил Павлович, Шевченко Александр Данилович, Тимошпольский Владимир Исаакович, Пишикин Вадим Серафимович, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Иванов Эдуард Владимирович, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич
МПК: C21C 5/52
Метки: печь, сталеплавильная, дуговая
Текст:
...открывается заглушка 10 первого снизу радиального канала 9 и осуществляют кроме осевой продувки расплава аргоном дополнительную радиальную продувку через радиальный канал 9, тем самым интенсифицируя процесс барботирования расплава аргоном и гомогенизацию расплава, которая выражена в интенсивном перемешивании металла со шлаком, мелкие пузыри оказывают фильтрующее воздействие на металл. Слои металла, насыщенные инертным газом, вследствие...
Чистовой калибр для холоднодеформированной арматуры
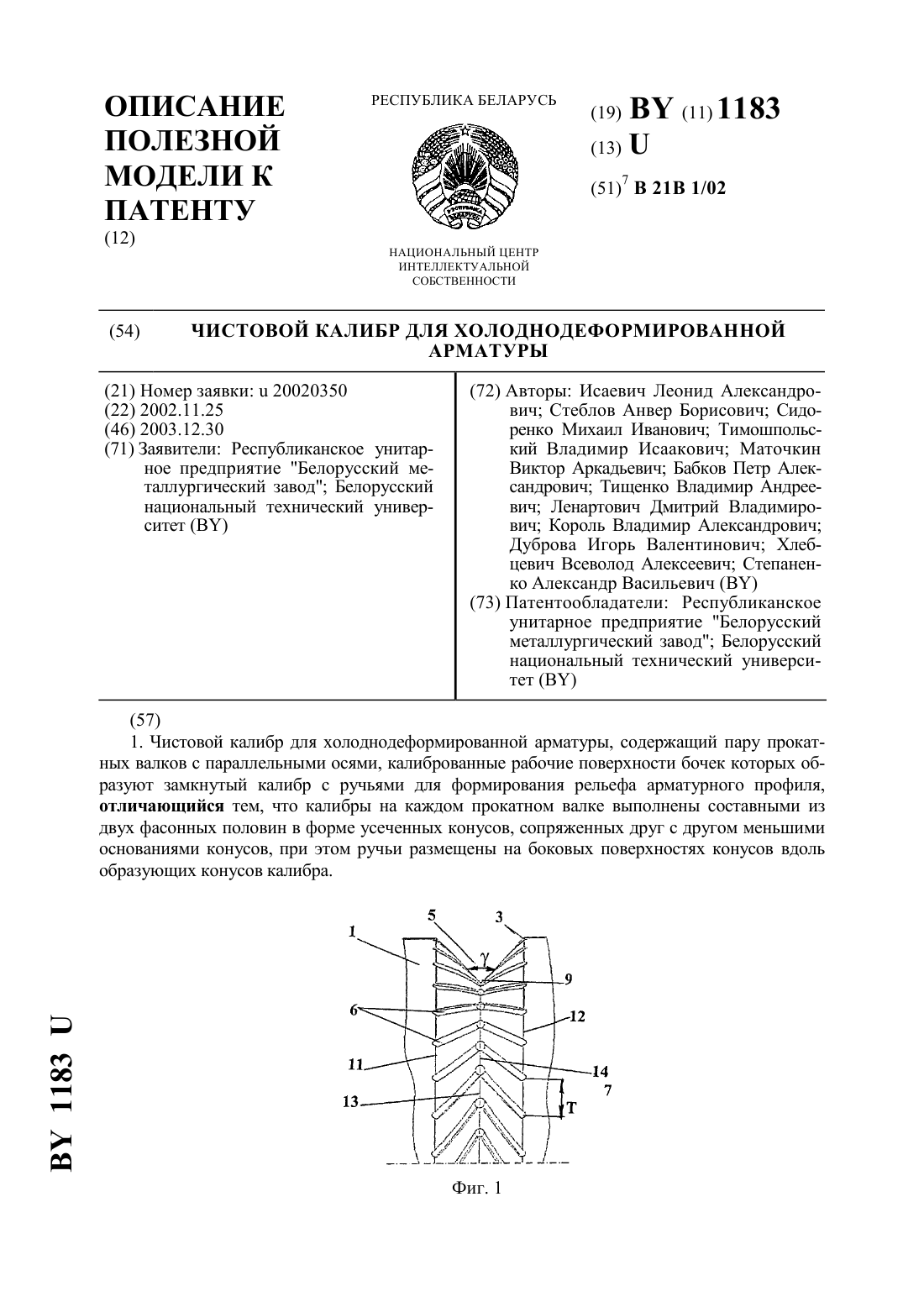
Номер патента: U 1183
Опубликовано: 30.12.2003
Авторы: Степаненко Александр Васильевич, Стеблов Анвер Борисович, Король Владимир Александрович, Тищенко Владимир Андреевич, Сидоренко Михаил Иванович, Ленартович Дмитрий Владимирович, Тимошпольский Владимир Исаакович, Дуброва Игорь Валентинович, Исаевич Леонид Александрович, Бабков Петр Александрович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич
МПК: B21B 1/02
Метки: чистовой, холоднодеформированной, калибр, арматуры
Текст:
...на ее поверхности. 2 1183 Недостатком известного чистового является ограниченные технологические возможности, в связи с невозможностью получения в одном калибре арматуры с различным рельефом профиля на наружной поверхности. В основу полезной модели положена задача упрощения технологии изготовления чистового калибра, расширение технологических возможностей получения арматуры с различным профилем и рельефом и повышение качества арматуры...
Ротационные ножницы для обрезки переднего конца проката мелкосортного стана

Номер патента: U 1181
Опубликовано: 30.12.2003
Авторы: Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Анелькин Николай Иванович, Курбатов Геннадий Александрович, Хлебцевич Всеволод Алексеевич, Бобренок Геннадий Людвигович, Стеблов Анвер Борисович
МПК: B23B 27/12
Метки: проката, мелкосортного, обрезки, ротационные, ножницы, переднего, конца, стана
Текст:
...в желоб следующей клети и, как следствие, приводит к повышению брака и снижению производительности. В основу полезной модели поставлена задача безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения для повышения качества мелкосортной прокатки путем исключения попадания переднего конца обрези в желоб следующей клети. Поставленная задача достигается тем, что в ротационных ножницах для обрезки переднего конца...