Проволочный стан горячей прокатки
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Мандель Николай Львович, Стеблов Анвер Борисович, Анисович Геннадий Анатольевич, Тимошпольский Владимир Исаакович, Эндерс Владимир Владимирович, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Жданок Сергей Александрович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна
Текст
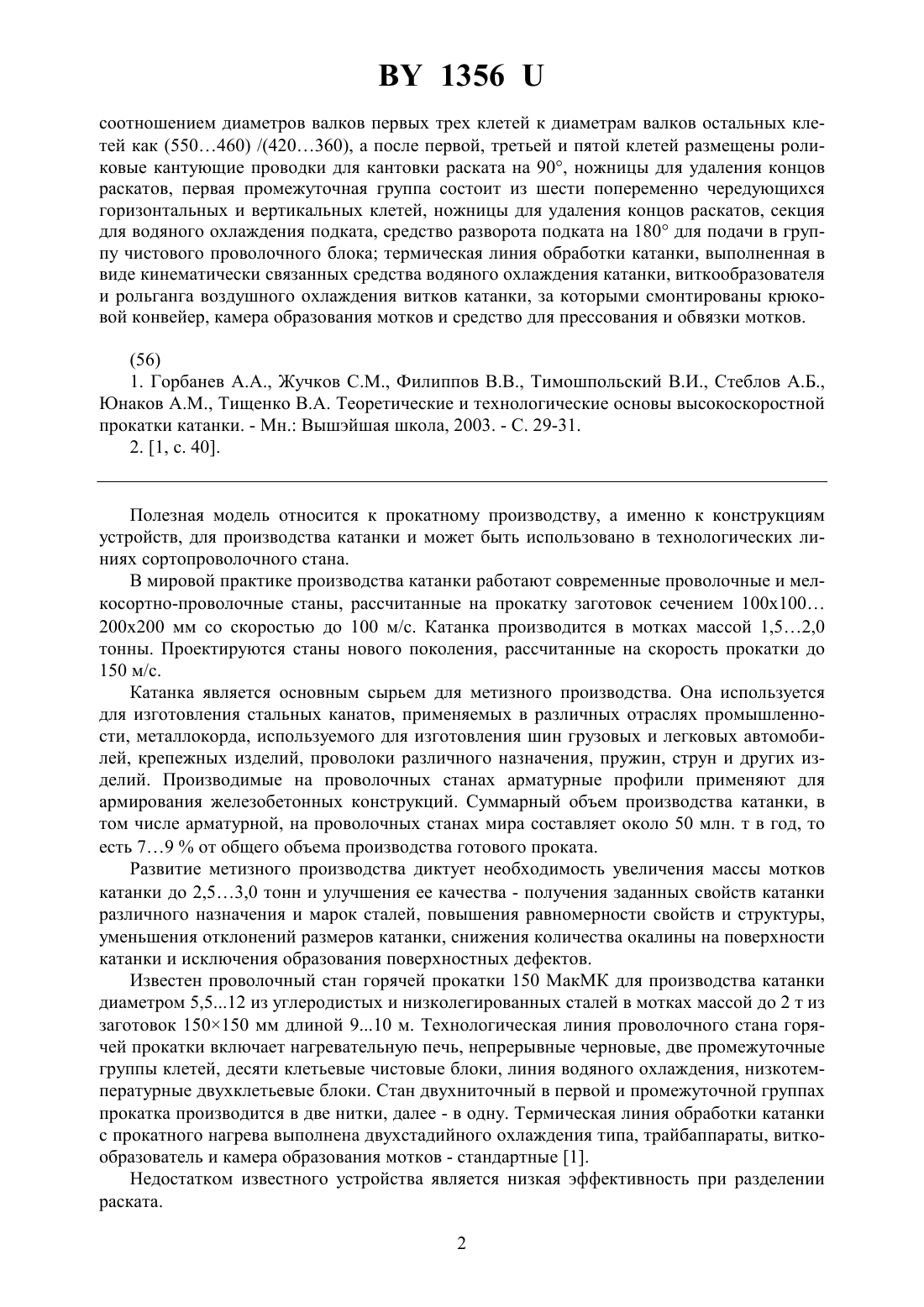
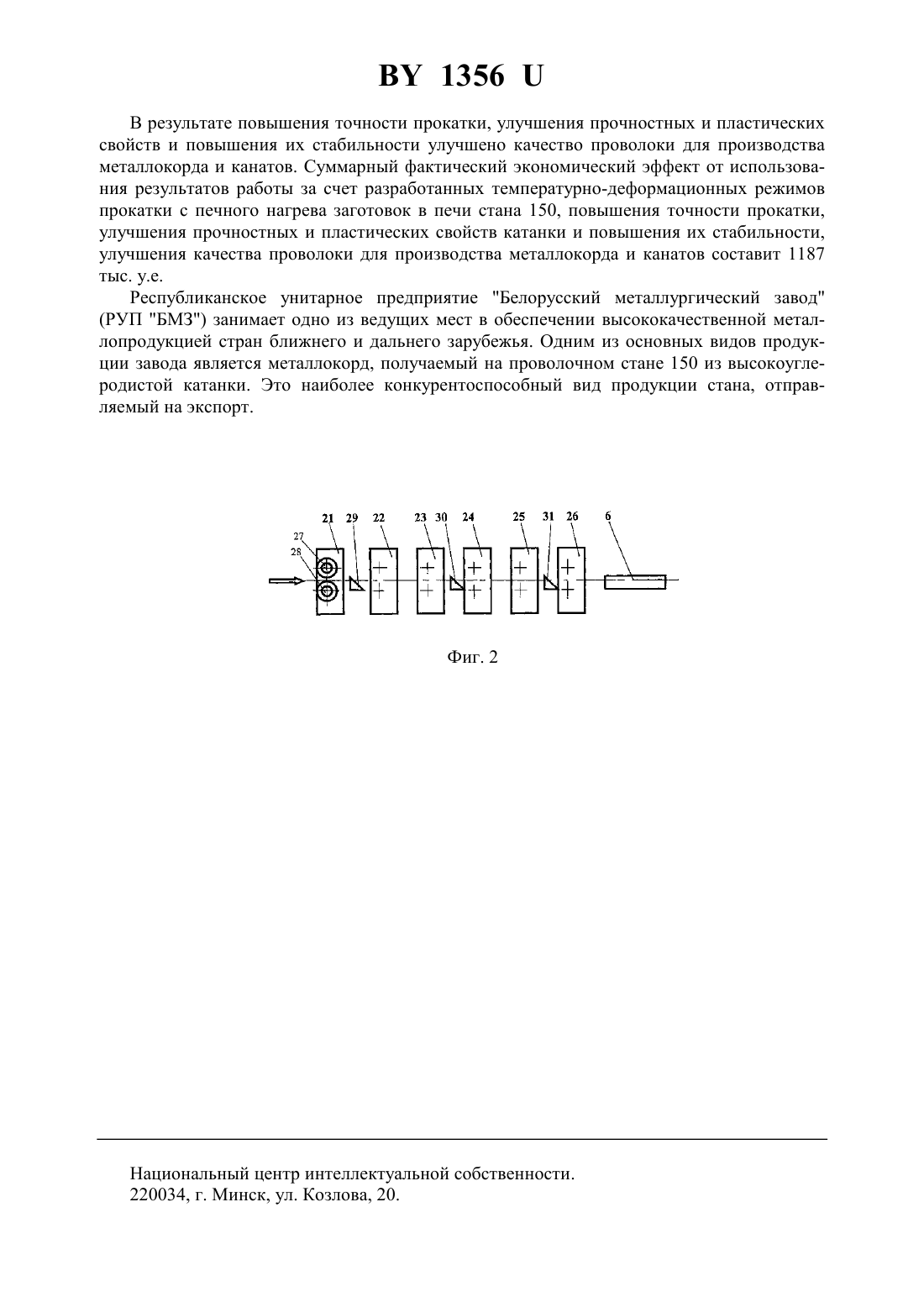
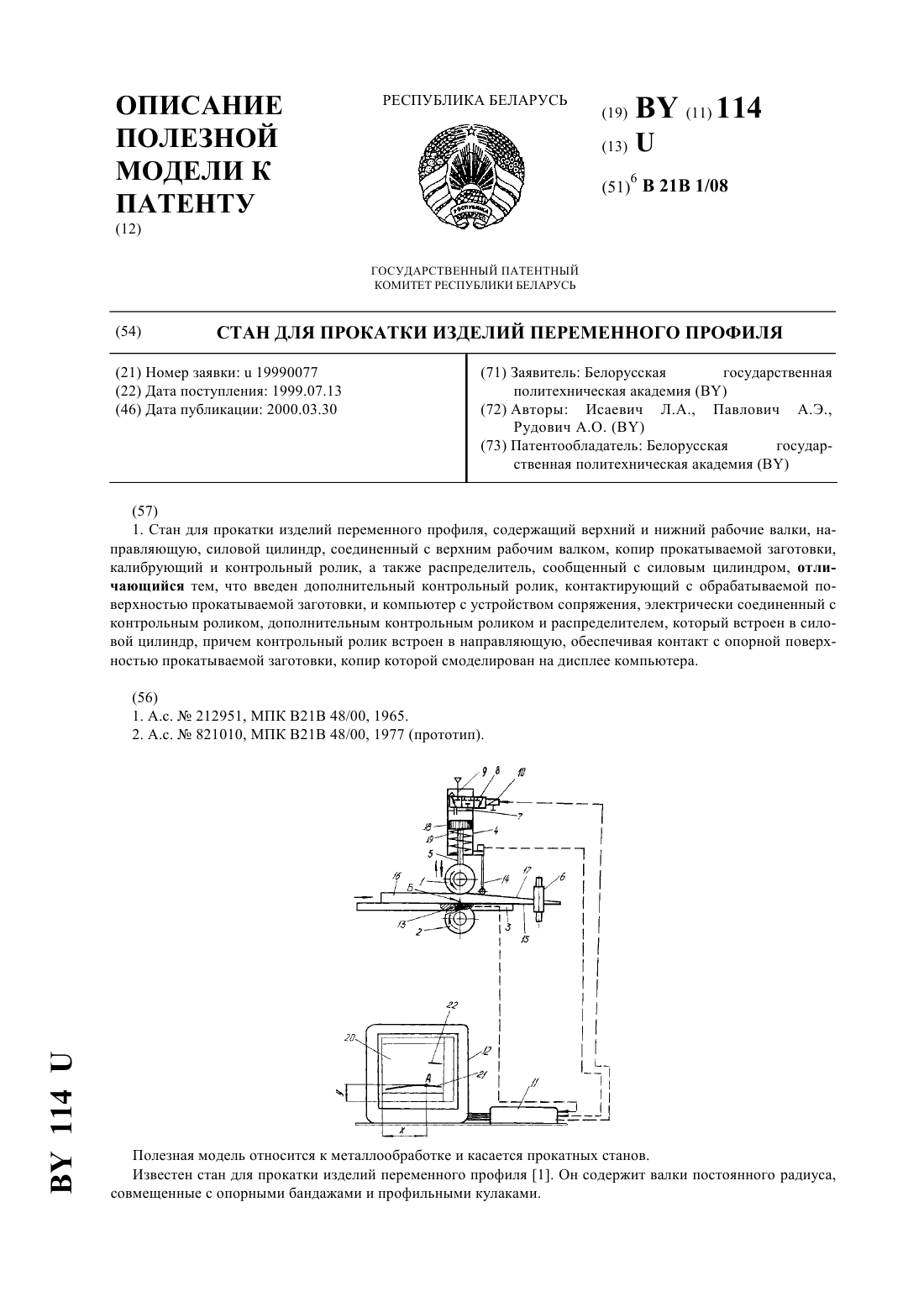
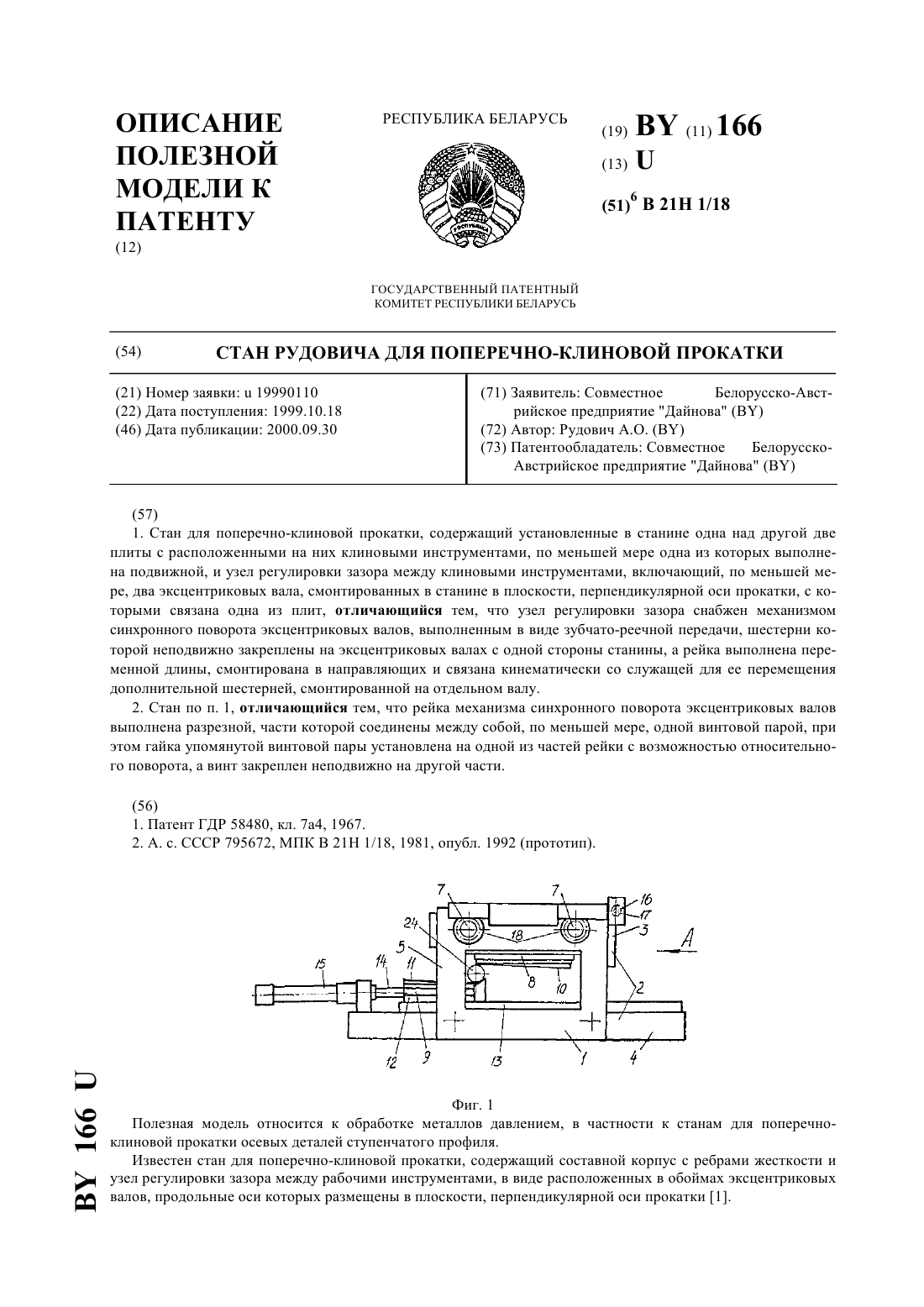
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРОВОЛОЧНЫЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Андрианов Николай ВикторовичТимошпольский Владимир ИсааковичМаточкин Виктор АркадьевичЖданок Сергей АлександровичАнисович Геннадий АнатольевичТищенко Владимир АндреевичЭндерс Владимир ВладимировичМандель Николай ЛьвовичБондаренко Александр НиколаевичЖучков Сергей МихайловичТрусова Ирина АлександровнаХлебцевич Всеволод АлексеевичСтеблов Анвер Борисович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) Проволочный стан горячей прокатки, включающий нагревательную печь с шагающим подом, непрерывные черновые, промежуточные группы клетей и чистовые клети блочного типа, термическую линии обработки катанки с прокатного нагрева двухстадийного охлаждения, трайбаппараты, виткообразователь и камеру образования мотков, отличающийся тем, что технологическая линия стана выполнена однониточной однопетлевой и ее узлы и агрегаты расположены между собой друг по отношению к другу в следующей кинематической последовательности нагревательная печь с шагающим подом, разгрузочный рольганг печи, средство гидросбива с поверхности заготовок для удаления окалины, термостат для уменьшения потерь тепла и различия температур по длине заготовок, при этом черновая группа включает шесть клетей с горизонтальным расположением валков и индивидуальным приводом с 1356 соотношением диаметров валков первых трех клетей к диаметрам валков остальных клетей как (550460) /(420360), а после первой, третьей и пятой клетей размещены роликовые кантующие проводки для кантовки раската на 90, ножницы для удаления концов раскатов, первая промежуточная группа состоит из шести попеременно чередующихся горизонтальных и вертикальных клетей, ножницы для удаления концов раскатов, секция для водяного охлаждения подката, средство разворота подката на 180 для подачи в группу чистового проволочного блока термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков.(56) 1. Горбанев А.А., Жучков С.М., Филиппов В.В., Тимошпольский В.И., Стеблов А.Б.,Юнаков А.М., Тищенко В.А. Теоретические и технологические основы высокоскоростной прокатки катанки. - Мн. Вышэйшая школа, 2003. - С. 29-31. 2. 1, с. 40. Полезная модель относится к прокатному производству, а именно к конструкциям устройств, для производства катанки и может быть использовано в технологических линиях сортопроволочного стана. В мировой практике производства катанки работают современные проволочные и мелкосортно-проволочные станы, рассчитанные на прокатку заготовок сечением 100100 200200 мм со скоростью до 100 м/с. Катанка производится в мотках массой 1,52,0 тонны. Проектируются станы нового поколения, рассчитанные на скорость прокатки до 150 м/с. Катанка является основным сырьем для метизного производства. Она используется для изготовления стальных канатов, применяемых в различных отраслях промышленности, металлокорда, используемого для изготовления шин грузовых и легковых автомобилей, крепежных изделий, проволоки различного назначения, пружин, струн и других изделий. Производимые на проволочных станах арматурные профили применяют для армирования железобетонных конструкций. Суммарный объем производства катанки, в том числе арматурной, на проволочных станах мира составляет около 50 млн. т в год, то есть 79 от общего объема производства готового проката. Развитие метизного производства диктует необходимость увеличения массы мотков катанки до 2,53,0 тонн и улучшения ее качества - получения заданных свойств катанки различного назначения и марок сталей, повышения равномерности свойств и структуры,уменьшения отклонений размеров катанки, снижения количества окалины на поверхности катанки и исключения образования поверхностных дефектов. Известен проволочный стан горячей прокатки 150 МакМК для производства катанки диаметром 5,512 из углеродистых и низколегированных сталей в мотках массой до 2 т из заготовок 150150 мм длиной 910 м. Технологическая линия проволочного стана горячей прокатки включает нагревательную печь, непрерывные черновые, две промежуточные группы клетей, десяти клетьевые чистовые блоки, линия водяного охлаждения, низкотемпературные двухклетьевые блоки. Стан двухниточный в первой и промежуточной группах прокатка производится в две нитки, далее - в одну. Термическая линия обработки катанки с прокатного нагрева выполнена двухстадийного охлаждения типа, трайбаппараты, виткообразователь и камера образования мотков - стандартные 1. Недостатком известного устройства является низкая эффективность при разделении раската. 2 1356 В качестве прототипа принят проволочный стан горячей прокатки. Технологическая линия стана включает нагревательную печь с шагающим подом, непрерывные черновые,промежуточные группы клетей и группу чистового проволочного блока клетей, термическую линию обработки катанки с прокатного нагрева двухстадийного охлаждения, трайбаппараты, виткообразователь и камеру образования мотков 1, с.40. Как показал опыт работы БМЗ и других станов зарубежных стран, проектные скорости прокатки обычно не достигаются, так как при повышении скорости более 90 м/с резко возрастают простои станов и количество недокатов. Это связано с неустойчивой работой блока черновых клетей и высокоскоростного оборудования, в основном блоков чистовых клетей. Поэтому прокатку ведут на скоростях, пониженных относительно проектных. Это объясняется тем, что при проектировании конструкций блоков и разработке калибровки и рабочих режимов прокатки не учитывались особенности процесса непрерывной высокоскоростной прокатки. В частности, не учитывались влияние инерционных сил на все параметры процесса воздействие межклетьевых усилий, определяющих совместно с инерционными силами устойчивость заполнения металлом очага деформации в начальный момент захвата и при установившемся процессе, а также нагрузка и динамика приводной линии блока чистовых клетей и точность катанки характер зависимости сопротивления металла деформации от скорости деформации. В основу полезной модели поставлена задача улучшения качества металлопродукции,снижения энергозатрат, повышения эффективности ее производства и потребления с учетом особенностей процесса непрерывной высокоскоростной прокатки и после деформационного охлаждения. Решение поставленной задачи обеспечивается тем, что в проволочном стане горячей прокатки, включающем нагревательную печь с шагающим подом, непрерывные черновые,промежуточные группы клетей и чистовые клети блочного типа, термическую линию обработки катанки с прокатного нагрева двухстадийного охлаждения, трайбаппараты, виткообразователь и камеру образования мотков, согласно полезной модели, технологическая линия стана выполнена однониточной однопетлевой и ее узлы и агрегаты расположены между собой друг по отношению к другу в следующей кинематической последовательности нагревательная печь с шагающим подом, разгрузочный рольганг печи, средство гидросбива с поверхности заготовок для удаления окалины, термостат для уменьшения потерь тепла и различия температур по длине заготовок, при этом черновая группа включает шесть клетей с горизонтальным расположением валков и индивидуальным приводом с соотношением диаметров валков первых трех клетей к диаметрам валков остальных клетей как (550460) /(420360), а после первой, третьей и пятой клетей размещены роликовые кантующие проводки для кантовки раската на 90, ножницы для удаления концов раскатов, первая промежуточная группа состоит из шести попеременно чередующихся горизонтальных и вертикальных клетей, ножницы для удаления концов раскатов, секция для водяного охлаждения подката, средство разворота подката на 180 для подачи в группу чистового проволочного блока термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3 (аварийный) установка 4 гидросбива для удаления окалины черновая группа 5 3 1356 клетей ротационные ножницы 6 первая промежуточная группа 7 клетей ротационные ножницы 8 вторая промежуточная группа 9 клетей секция водяного охлаждения 10 подката перед чистовым проволочным блоком 12 трайбаппарат 11 чистовой проволочный блок 12 участок водяного охлаждения 13 катанки виткообразователь 14 рольганг 15 для воздушного охлаждения витков катанки камера образования мотков 16, крюковой конвейер 17 устройство 18 для прессования и обвязки мотков весы 19 станция разгрузки 20 мотков. По фиг. 2 нагревательная черновая группа 5 клетей включает шесть клетей 21, 22, 23,24, 25, 26 с горизонтальным расположением валков 27, 28 и индивидуальным приводом(на чертеже условно не показан) с соотношением диаметров валков 27 и 28 первых трех клетей 21, 22, 23 к диаметрам валков остальных клетей 24, 25, 26 как (550460)/(420360), а после первой клети 21, третьей клети 23 и пятой клети 25 размещены, соответственно, роликовые кантующие проводки 29, 30, 31 для кантовки раската на 90. Первая промежуточная группа 7 состоит из шести попеременно чередующихся горизонтальных и вертикальных клетей. Вторая промежуточная группа 9 состоит из шести попеременно чередующихся горизонтальных и вертикальных клетей ножницы 8 для удаления концов раскатов, секция 10 для водяного охлаждения подката, средство разворота подката на 180 для подачи в группу чистового проволочного блока 12 термическая линия обработки катанки, выполненная в виде кинематически связанных средства 13 водяного охлаждения катанки, виткообразователя 14 и рольганга 15 воздушного охлаждения витков катанки, камера 16 образования мотков, за которыми смонтированы крюковой конвейер 17 и средство 18 для прессования и обвязки мотков. Работа производится на примере проволочного стана горячей прокатки 150 по следующей технологии. С загрузочной решетки 1 заготовки подают в печь 2. Нагретые до температуры прокатки заготовки выдают в линию стана из печи 2 или на разгрузочный-аварийный рольганг 3. С помощью устройства 4 гидросбива с поверхности заготовок удаляют окалину. Для уменьшения потерь тепла и различия температур по длине заготовок перед первой клетью черновой группы 5 клетей расположен термостат, на чертеже условно не показан. Основные операции технологического процесса производства катанки на технологической линии сортопроволочного стана состоят в следующем. После контроля и зачистки дефектов с загрузочной решетки 1 заготовки сечением 125125 мм и длиной 12 м, массой до 1,5 т подают в нагревательную печь 2 стана 150. Нагрев 1250 С осуществляют с помощью 18-ти длиннофакельных горелок, температура подогрева воздуха - до 530 С. В процессе нагрева производят пошаговую кантовку на 90 заготовок с полным оборотом 360 в рабочем пространстве печи 2. Предметом полезной модели является технология и режимы нагрева, технология производства катанки с заданными свойствами на однониточном однопетлевом стане 150, параметры процесса производства катанки (нагрев, прокатка и охлаждение, точность и свойства) диаметром 5,56,5 мм, получаемой из непрерывнолитых заготовок сечением 12512512000 мм из высокоуглеродистых марок сталей, используемой в дальнейшем сталепроволочном переделе для изготовления металлокорда и канатной проволоки. Прокатку осуществляют в черновой группе 5 клетей, первой промежуточной группе 7 клетей и второй промежуточной группе 9 клетей и чистовом проволочном блоке 12 клетей. После каждой группы клетей 5, 7 установлены ротационные ножницы 6, 8 для удаления концов раскатов, а в случае необходимости - аварийной порезки раскатов на мерные длины. 1356 В черновой группе 5 заготовку с печного нагрева прокатывают через шесть клетей 21,22, 23, 24, 25, 26 с горизонтальным расположением валков 27, 28 и индивидуальным приводом (на чертеже условно не показан) с соотношением диаметров валков 27 и 28 первых трех клетей 21, 22, 23 к диаметрам валков остальных клетей 24, 25, 26 как (550460)/(420360). После первой клети 21, третьей клети 23 и пятой клети 25 осуществляют кантовку со скручиванием раската на 90 через роликовые кантующие проводки 29, 30, 31. Коробчатые и круглые профили удерживают статической вводной проводкой, а овальные сечения - роликовыми направляющими. Диаметр валков первых трех клетей 21, 22, 23 составляет 550460 мм. В остальных клетях используют валки диаметром 420360 мм. Материал валков - сталь 150 ХНМ и чугун СШХН 50. Прокатка с таким соотношением диаметров валков заданной технологией кантовки в особо жестких станинах обеспечивает получение профилей от входного квадратного сечения 125125 в предварительный профиль с размерами между 17 и 24 мм для конечного сечения 5,5-12,5 мм. Первая промежуточная группа 7 клетей состоит из шести попеременно чередующихся горизонтальных и вертикальных клетей с валками консольного типа. Вторая промежуточная группа 9 клетей состоит из четырех клетей консольного типа с горизонтальным и вертикальным расположением валков. Перед прокаткой в чистовом проволочном блоке 12 клетей раскат охлаждают до температуры 950 С в секциях 10 водяного охлаждения. Транспортировку раската к чистовому проволочному блоку 12 и разворот его на 180 против технологического хода линии осуществляют с помощью двух трайбаппаратов 11. Чистовой проволочный блок 12 конструкции состоит из десяти клетей. После прокатки в чистовом проволочном блоке 12 катанку охлаждают в линии двухстадийного охлаждения. После участка водяного охлаждения 13 (первая стадия) с помощью виткообразователя 14 катанку в виде плоской спирали укладывают на рольганг 15 для воздушного охлаждения витков катанки, на котором происходит формирование ее структуры и свойств. Перед виткообразователем 14 установлен трайбаппарат 11. В зависимости от марки стали и требуемых свойств и структуры готовой катанки ее витки охлаждают ускоренно вентиляторным воздухом или замедленно при отключенных вентиляторах и пониженной скорости рольганга 15. В шахте виткосборника 16 формируют мотки, которые затем передают на крюковой конвейер 17. При транспортировке на крюковом конвейере 17 мотки подпрессовывают,обвязывают устройством 18 для прессования и обвязки, взвешивают на весах 19 и передают на станцию 20 разгрузки мотков и далее на склад готовой продукции. На основании выполненных исследований разработаны и реализованы рациональные температурно-тепловые режимы нагрева непрерывнолитых заготовок сечением 125125 мм, обеспечившие снижение удельного расхода условного топлива на 23 кг у.т/т и уменьшение окалинообразования на 12,5 кг/т в зависимости от производительности печи. КПД печи составляет 6570 . За счет использования разработанных режимов прокатки и требований к точности подката уменьшены межклетьевые усилия в черновом и чистовом проволочном блоке клетей проволочного стана, что повысило точность катанки до 0,15 мм с овальностью не более 0,2 мм при вероятности 1,0, что соответствует точности, достигнутой на лучших зарубежных станах. Разработаны рациональные режимы охлаждения, которые позволили повысить прочностные и пластические свойства высокоуглеродистой катанки, в 3 раза снизить разброс временного сопротивления разрыву и в 1,31,5 раза - разброс относительного сужения по длине мотков и в плавках. 5 1356 В результате повышения точности прокатки, улучшения прочностных и пластических свойств и повышения их стабильности улучшено качество проволоки для производства металлокорда и канатов. Суммарный фактический экономический эффект от использования результатов работы за счет разработанных температурно-деформационных режимов прокатки с печного нагрева заготовок в печи стана 150, повышения точности прокатки,улучшения прочностных и пластических свойств катанки и повышения их стабильности,улучшения качества проволоки для производства металлокорда и канатов составит 1187 тыс. у.е. Республиканское унитарное предприятие Белорусский металлургический завод(РУП БМЗ) занимает одно из ведущих мест в обеспечении высококачественной металлопродукцией стран ближнего и дальнего зарубежья. Одним из основных видов продукции завода является металлокорд, получаемый на проволочном стане 150 из высокоуглеродистой катанки. Это наиболее конкурентоспособный вид продукции стана, отправляемый на экспорт. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/02
Метки: стан, проволочный, горячей, прокатки
Код ссылки
<a href="https://by.patents.su/6-u1356-provolochnyjj-stan-goryachejj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Проволочный стан горячей прокатки</a>
Стан для прокатки изделий переменного профиля
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Исаевич Леонид Александрович, Рудович Александр Олегович, Павлович Александр Эдуардович
МПК: B21B 1/08
Метки: прокатки, переменного, профиля, изделий, стан
Текст:
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: рудовича, стан, поперечно-клиновой, прокатки
Текст:
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан для поперечно-клиновой прокатки
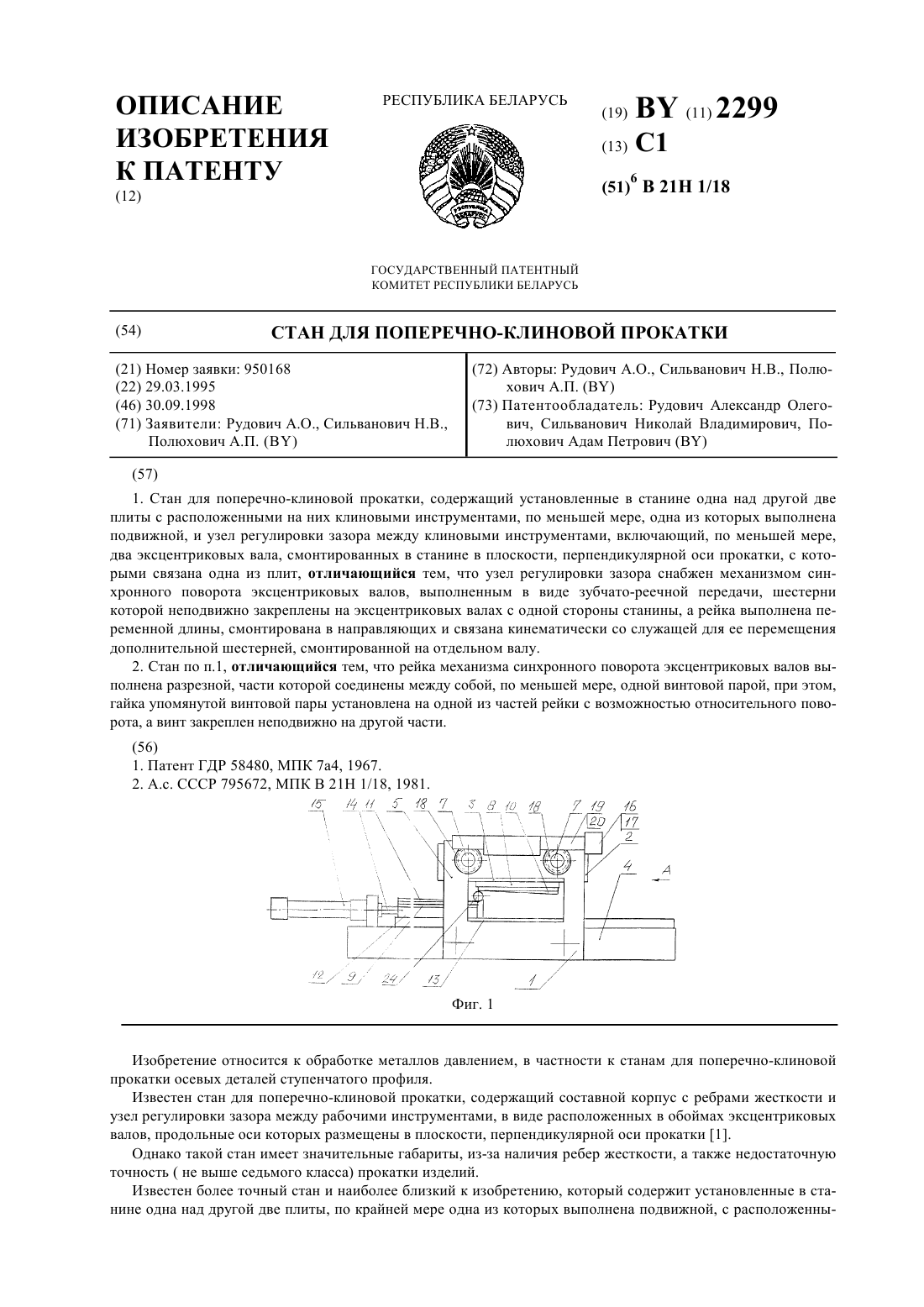
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Полюхович Адам Петрович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Садко В. И., Клушин В. А., Ермолович В. И., Щукин В. Я.
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, стан
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Предыдущий патент: Устройство для измерения температуры подвижных деталей
Следующий патент: Устройство для отбора проб грунта
Случайный патент: Антифрикционный материал РОМАНИТ, способ его получения и элемент узла трения