Устройство для прокатки рессор переменного профиля
Номер патента: U 5849
Опубликовано: 30.12.2009
Авторы: Марусич Владимир Иванович, Клубович Владимир Владимирович, Липницкий Алексей Станиславович, Францкевич Владимир Антонович, Томило Вячеслав Анатольевич
Текст
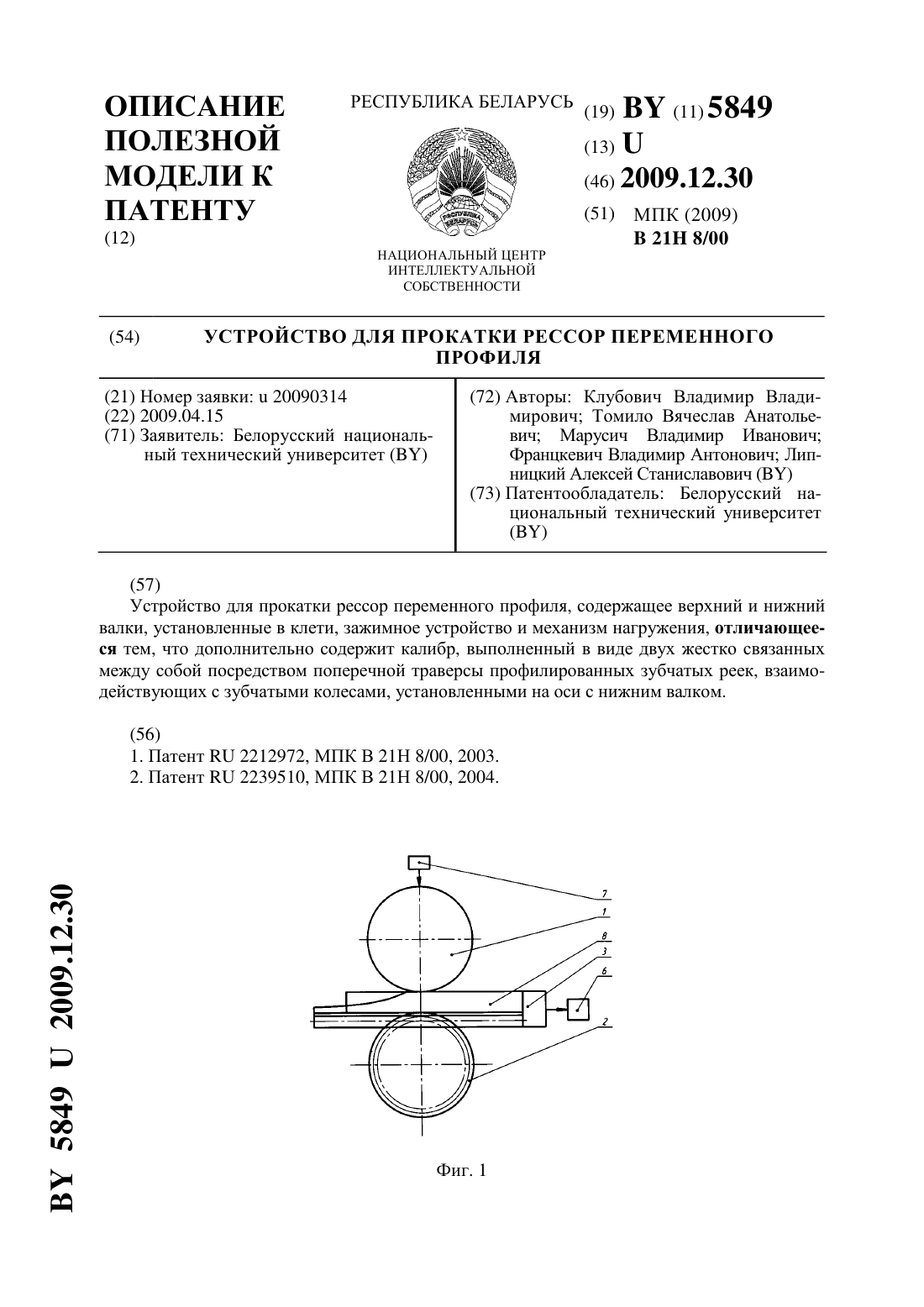
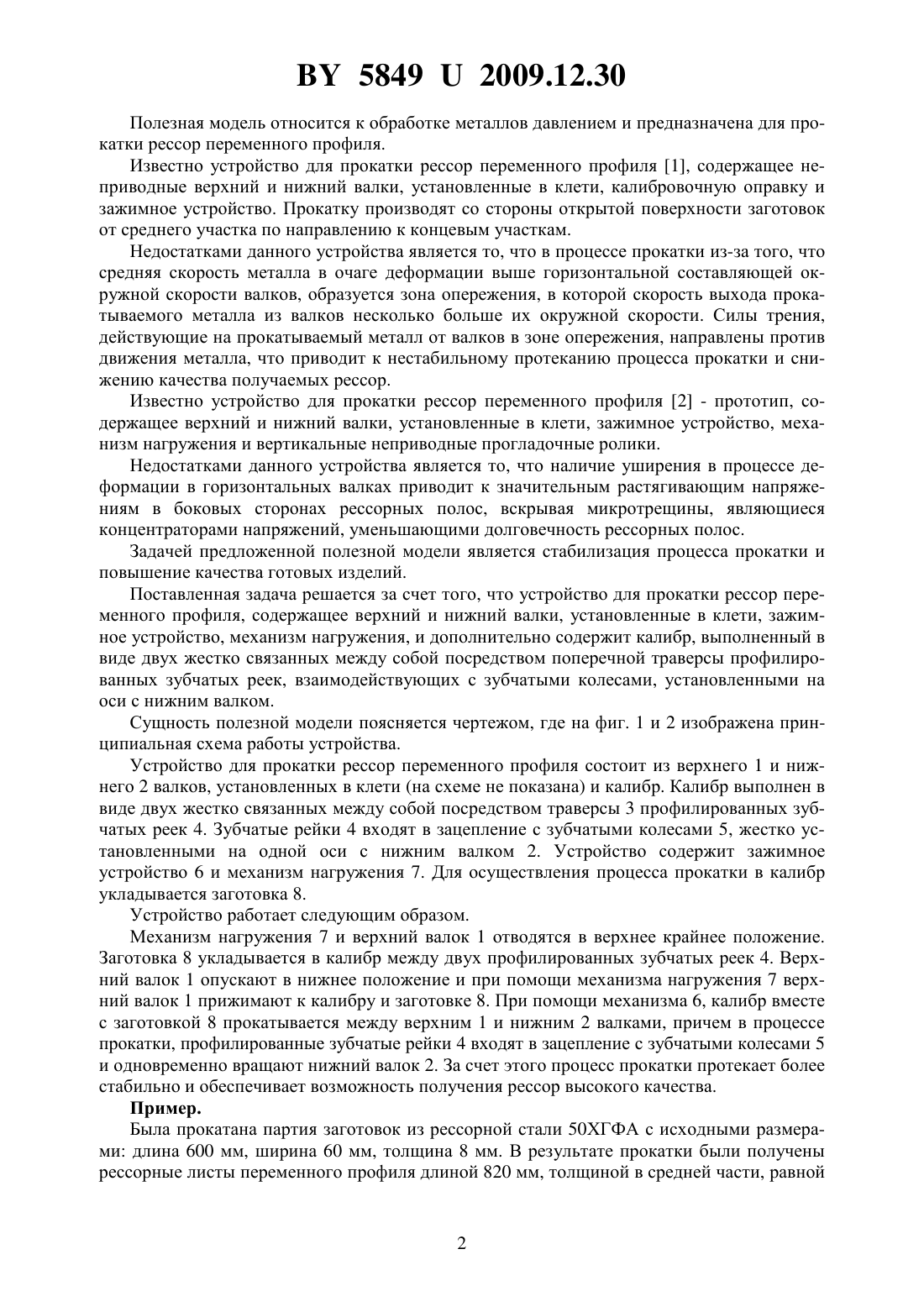
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕССОР ПЕРЕМЕННОГО ПРОФИЛЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клубович Владимир Владимирович Томило Вячеслав Анатольевич Марусич Владимир Иванович Францкевич Владимир Антонович Липницкий Алексей Станиславович(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для прокатки рессор переменного профиля, содержащее верхний и нижний валки, установленные в клети, зажимное устройство и механизм нагружения, отличающееся тем, что дополнительно содержит калибр, выполненный в виде двух жестко связанных между собой посредством поперечной траверсы профилированных зубчатых реек, взаимодействующих с зубчатыми колесами, установленными на оси с нижним валком. 58492009.12.30 Полезная модель относится к обработке металлов давлением и предназначена для прокатки рессор переменного профиля. Известно устройство для прокатки рессор переменного профиля 1, содержащее неприводные верхний и нижний валки, установленные в клети, калибровочную оправку и зажимное устройство. Прокатку производят со стороны открытой поверхности заготовок от среднего участка по направлению к концевым участкам. Недостатками данного устройства является то, что в процессе прокатки из-за того, что средняя скорость металла в очаге деформации выше горизонтальной составляющей окружной скорости валков, образуется зона опережения, в которой скорость выхода прокатываемого металла из валков несколько больше их окружной скорости. Силы трения,действующие на прокатываемый металл от валков в зоне опережения, направлены против движения металла, что приводит к нестабильному протеканию процесса прокатки и снижению качества получаемых рессор. Известно устройство для прокатки рессор переменного профиля 2 - прототип, содержащее верхний и нижний валки, установленные в клети, зажимное устройство, механизм нагружения и вертикальные неприводные прогладочные ролики. Недостатками данного устройства является то, что наличие уширения в процессе деформации в горизонтальных валках приводит к значительным растягивающим напряжениям в боковых сторонах рессорных полос, вскрывая микротрещины, являющиеся концентраторами напряжений, уменьшающими долговечность рессорных полос. Задачей предложенной полезной модели является стабилизация процесса прокатки и повышение качества готовых изделий. Поставленная задача решается за счет того, что устройство для прокатки рессор переменного профиля, содержащее верхний и нижний валки, установленные в клети, зажимное устройство, механизм нагружения, и дополнительно содержит калибр, выполненный в виде двух жестко связанных между собой посредством поперечной траверсы профилированных зубчатых реек, взаимодействующих с зубчатыми колесами, установленными на оси с нижним валком. Сущность полезной модели поясняется чертежом, где на фиг. 1 и 2 изображена принципиальная схема работы устройства. Устройство для прокатки рессор переменного профиля состоит из верхнего 1 и нижнего 2 валков, установленных в клети (на схеме не показана) и калибр. Калибр выполнен в виде двух жестко связанных между собой посредством траверсы 3 профилированных зубчатых реек 4. Зубчатые рейки 4 входят в зацепление с зубчатыми колесами 5, жестко установленными на одной оси с нижним валком 2. Устройство содержит зажимное устройство 6 и механизм нагружения 7. Для осуществления процесса прокатки в калибр укладывается заготовка 8. Устройство работает следующим образом. Механизм нагружения 7 и верхний валок 1 отводятся в верхнее крайнее положение. Заготовка 8 укладывается в калибр между двух профилированных зубчатых реек 4. Верхний валок 1 опускают в нижнее положение и при помощи механизма нагружения 7 верхний валок 1 прижимают к калибру и заготовке 8. При помощи механизма 6, калибр вместе с заготовкой 8 прокатывается между верхним 1 и нижним 2 валками, причем в процессе прокатки, профилированные зубчатые рейки 4 входят в зацепление с зубчатыми колесами 5 и одновременно вращают нижний валок 2. За счет этого процесс прокатки протекает более стабильно и обеспечивает возможность получения рессор высокого качества. Пример. Была прокатана партия заготовок из рессорной стали 50 ХГФА с исходными размерами длина 600 мм, ширина 60 мм, толщина 8 мм. В результате прокатки были получены рессорные листы переменного профиля длиной 820 мм, толщиной в средней части, равной 58492009.12.30 толщине исходной заготовки, а по краям равной 3,5 мм. Сравнительные измерения толщины полученных листов по их длине показали, что ее разброс не превышает 2,5 . Данная полезная модель найдет широкое применение в области сельскохозяйственного машиностроения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21H 8/00
Метки: рессор, переменного, профиля, устройство, прокатки
Код ссылки
<a href="https://by.patents.su/3-u5849-ustrojjstvo-dlya-prokatki-ressor-peremennogo-profilya.html" rel="bookmark" title="База патентов Беларуси">Устройство для прокатки рессор переменного профиля</a>
Стан для прокатки изделий переменного профиля
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Павлович Александр Эдуардович, Исаевич Леонид Александрович, Рудович Александр Олегович
МПК: B21B 1/08
Метки: стан, изделий, прокатки, переменного, профиля
Текст:
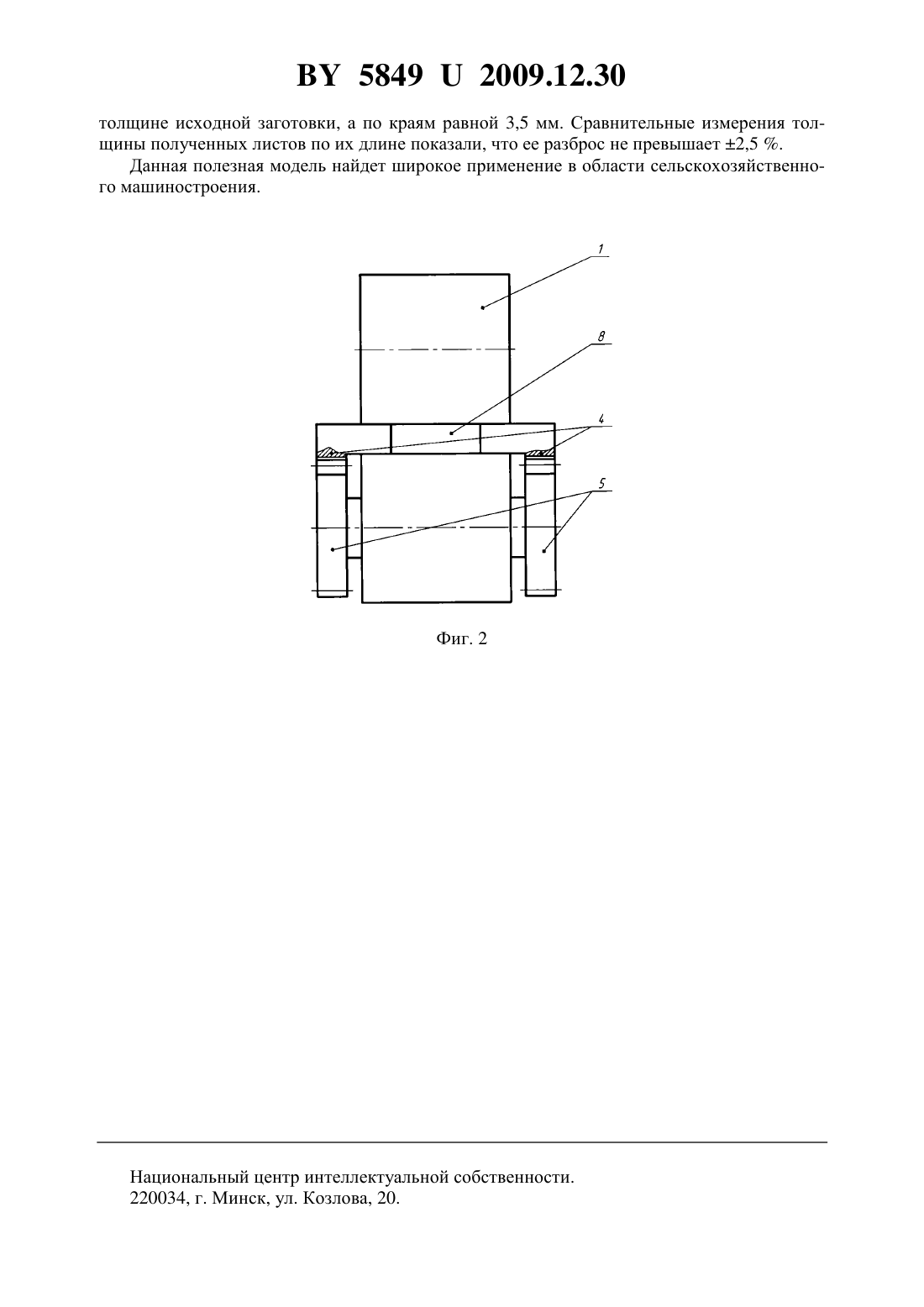
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Способ прокатки изделий переменного профиля и устройство для его осуществления
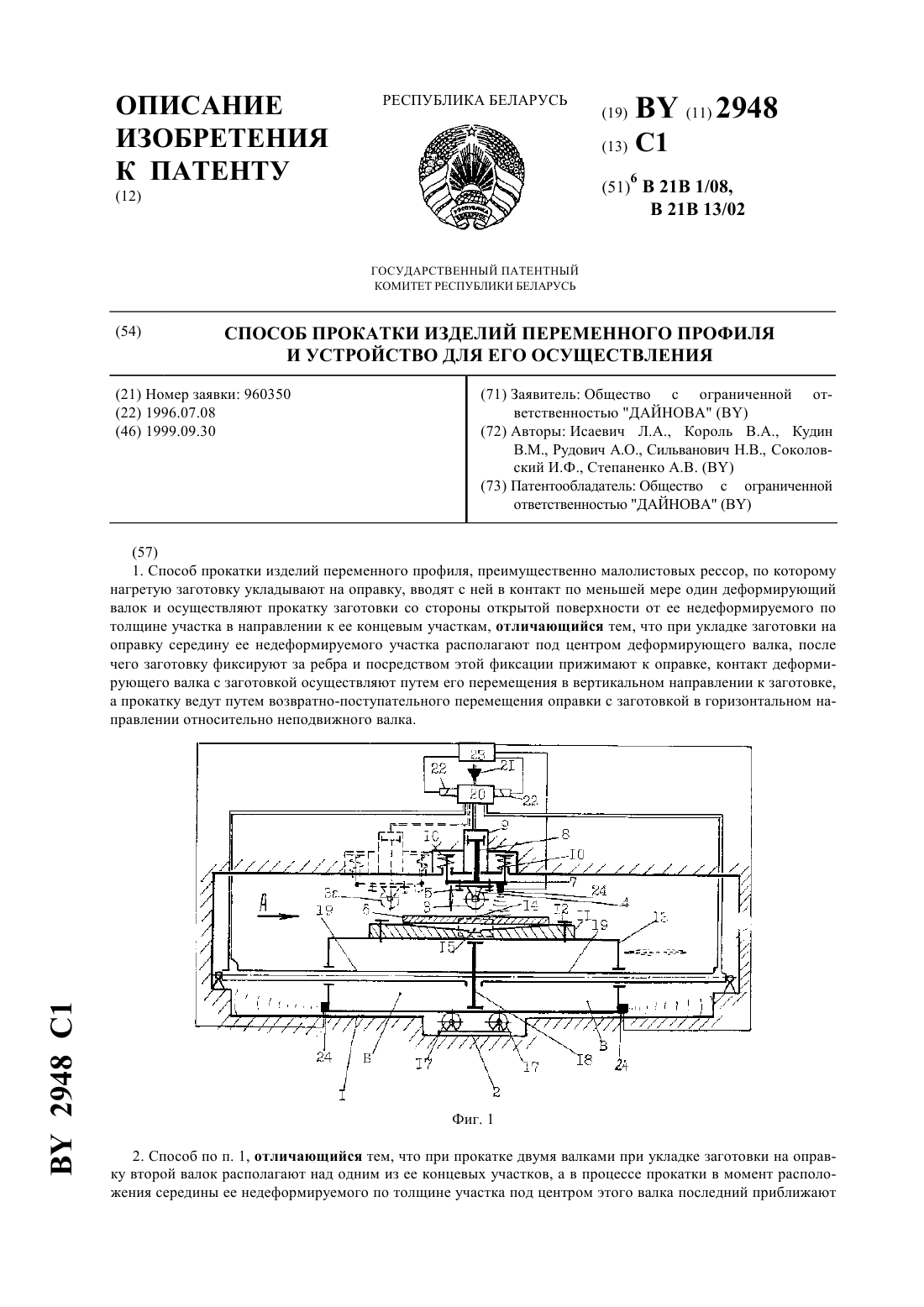
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Соколовский Игорь Феликсович, Король Владимир Андреевич, Исаевич Леонид Александрович, Сильванович Николай Владимирович, Рудович Александр Олегович, Степаненко Александр Васильевич, КУДИН Виктор Михайлович
МПК: B21B 1/08, B21B 13/02
Метки: прокатки, способ, переменного, устройство, профиля, осуществления, изделий
Текст:
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Способ изготовления изделий переменного по длине профиля
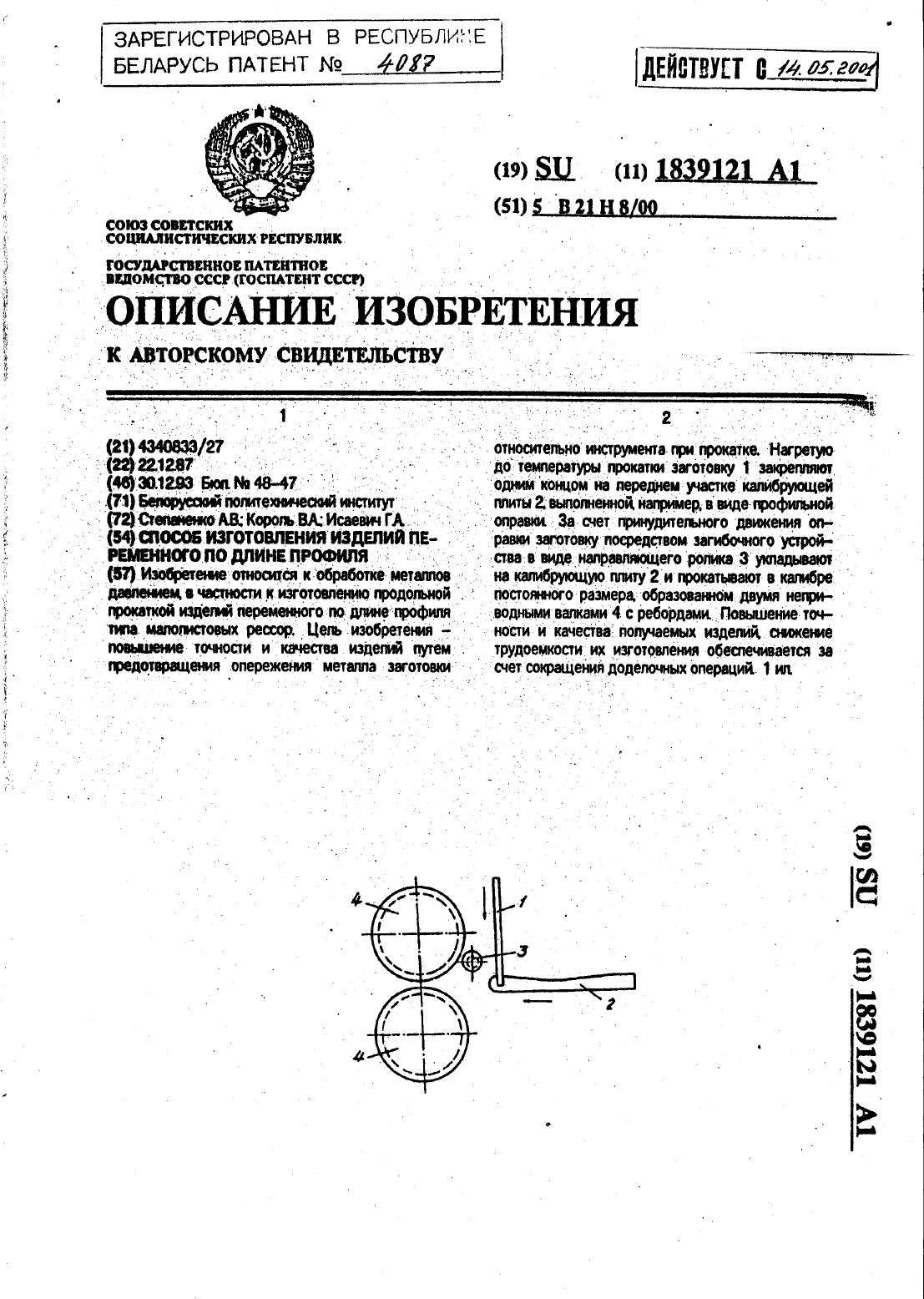
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Степаненко Александр Васильевич, Исаевич Георгий Александрович, Король Владимир Андреевич
МПК: B21H 8/00
Метки: переменного, длине, способ, изделий, профиля, изготовления
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Устройство для поверхностного ультразвукового упрочнения пластин рессор

Номер патента: U 3992
Опубликовано: 30.10.2007
Авторы: Лаппо Наталья Михайловна, Клубович Владимир Владимирович, Томило Вячеслав Анатольевич, Хрущев Евгений Викторович
МПК: B24B 39/00
Метки: упрочнения, ультразвукового, рессор, поверхностного, устройство, пластин
Текст:
...пластин рессор. Решение поставленной задачи достигается за счет того, что в устройстве для поверхностного ультразвукового упрочнения пластин рессор, включающем ультразвуковой генератор гармонических сигналов, электроакустический преобразователь с концентратором и закрепленным на его торце деформирующим элементом, выполненным в виде выступающих над торцом концентратора на одинаковую высоту сфер равного диаметра,торец концентратора расположен...
Устройство для поперечно-клиновой прокатки
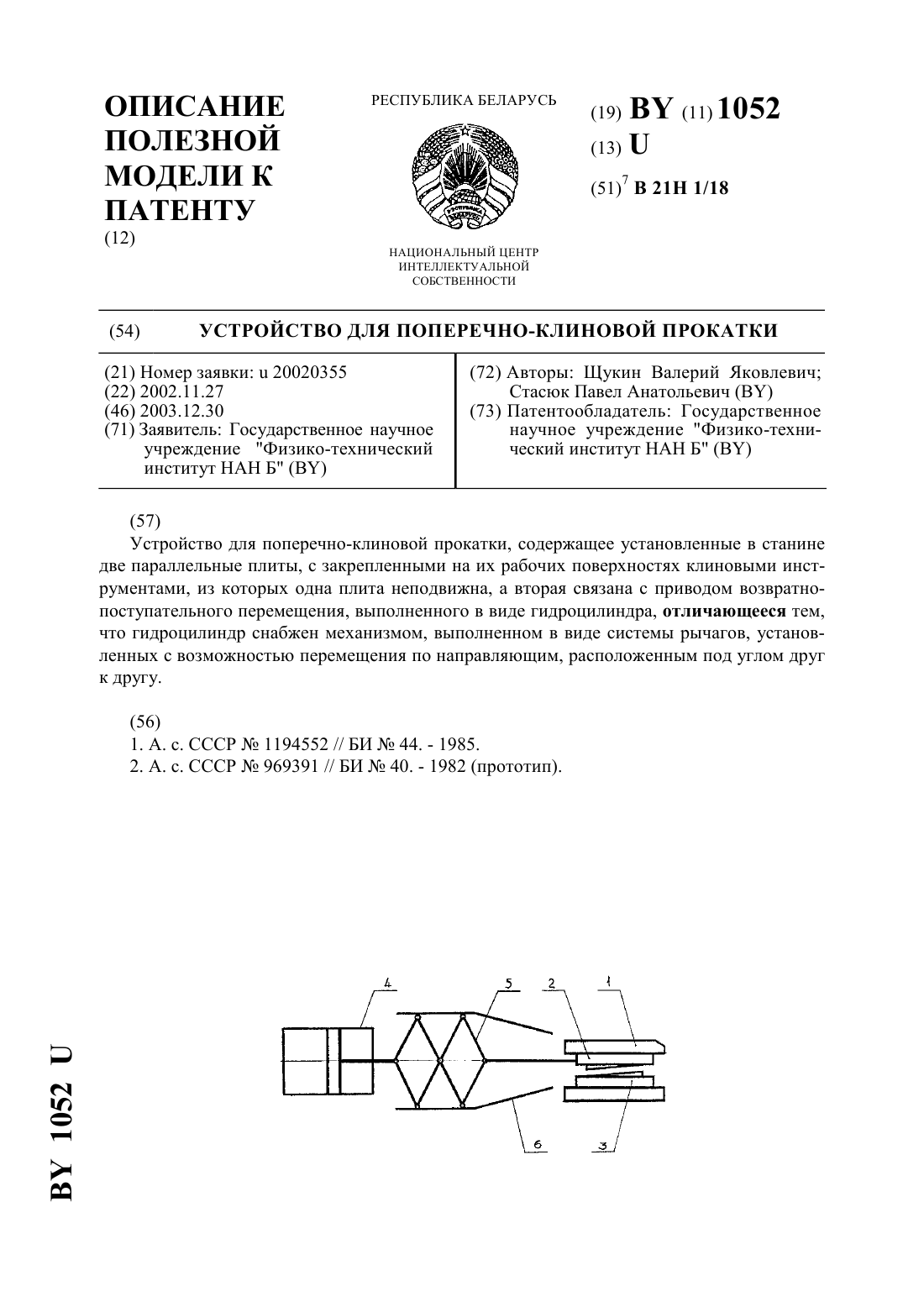
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Щукин Валерий Яковлевич, Стасюк Павел Анатольевич
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, устройство
Текст:
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Предыдущий патент: Рыхлительное оборудование
Следующий патент: Капустоуборочный комбайн
Случайный патент: Штамм Salmonella enteritidis КМИЭВ-В 116 – штамм-антиген