Способ прокатки – разделения
Номер патента: 7772
Опубликовано: 28.02.2006
Авторы: Киселев Александр Павлович, Филиппов Вадим Владимирович, Бабков Петр Александрович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Перин Петр Сафонович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Колосов Борис Николаевич
Текст
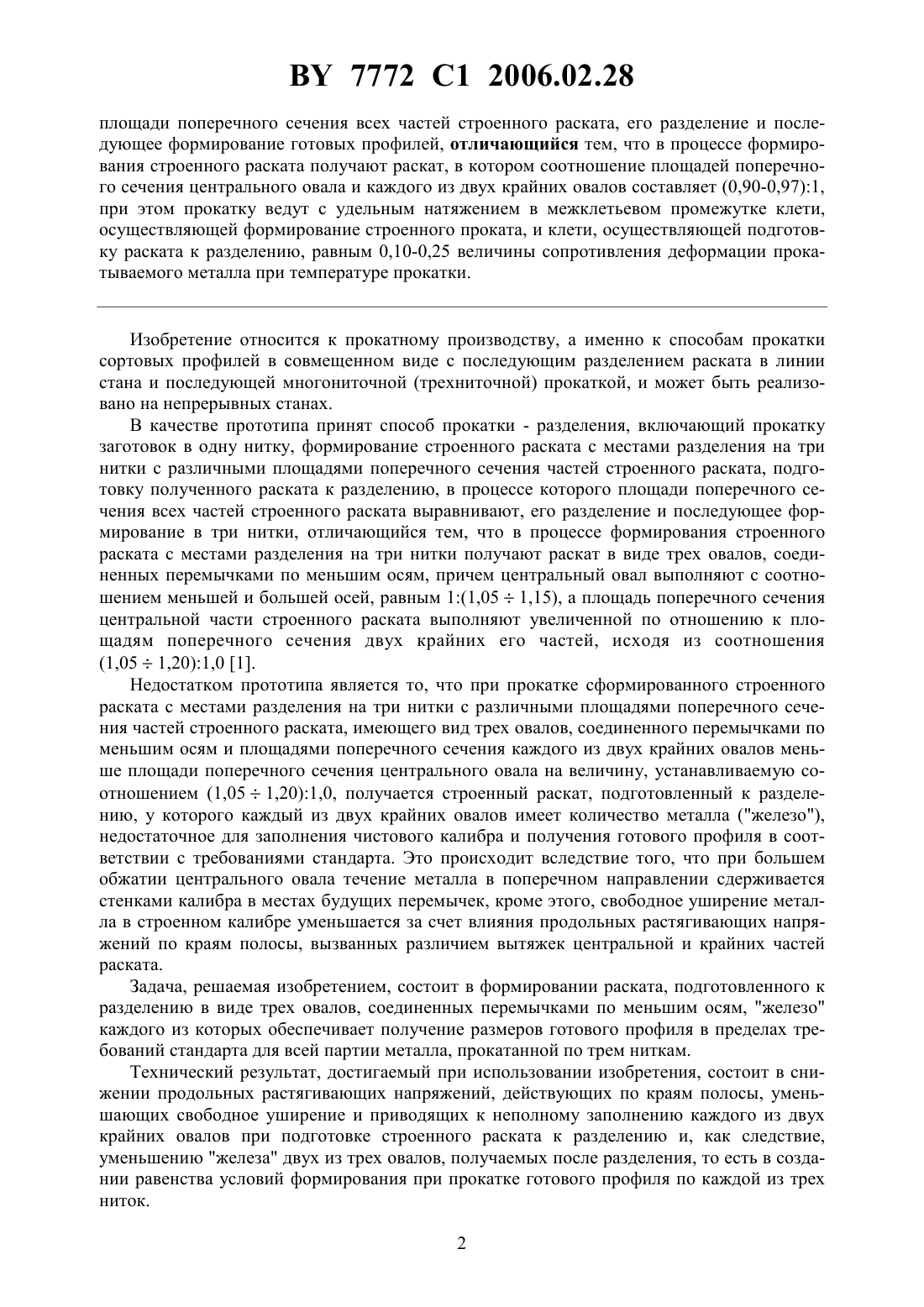
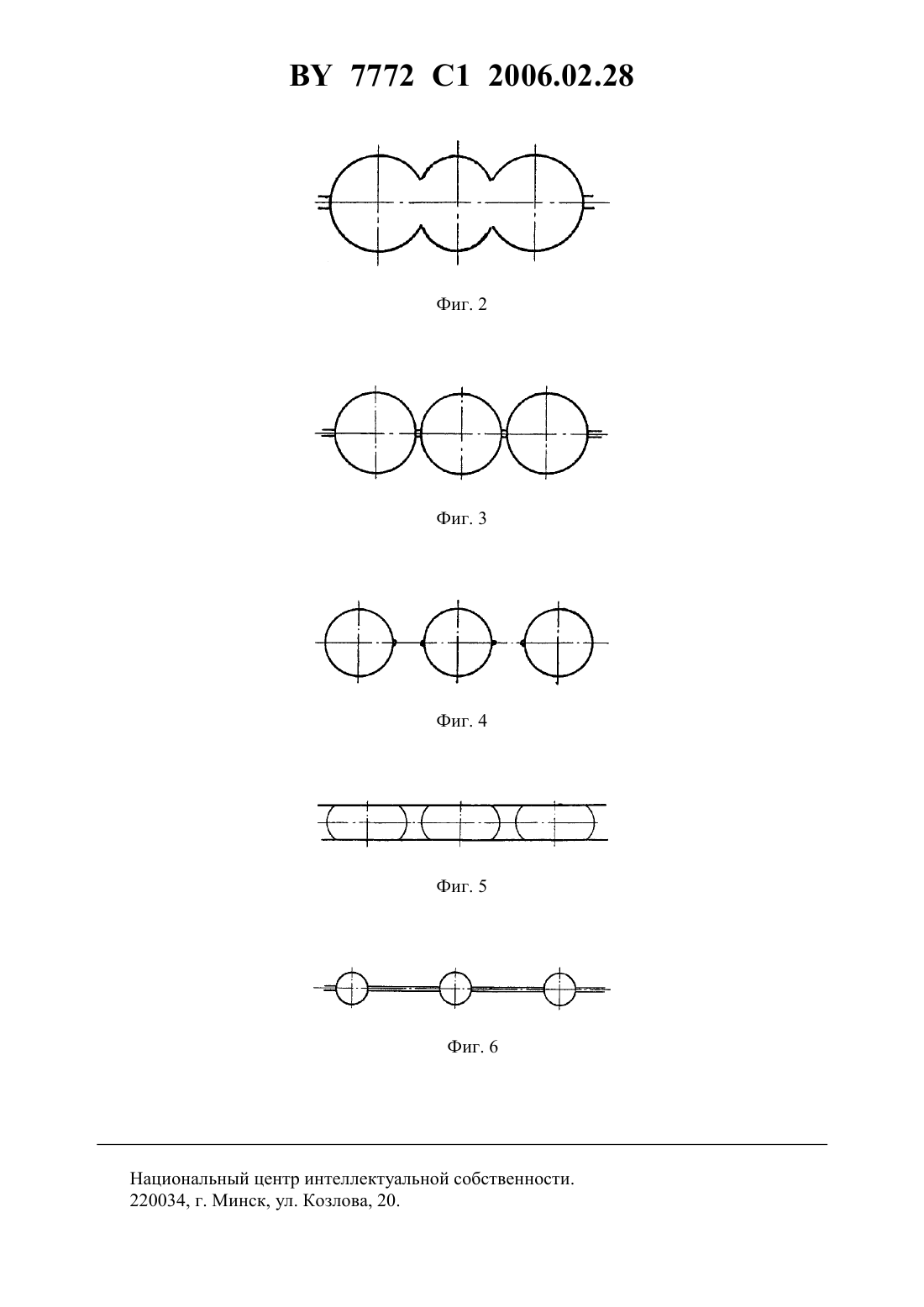
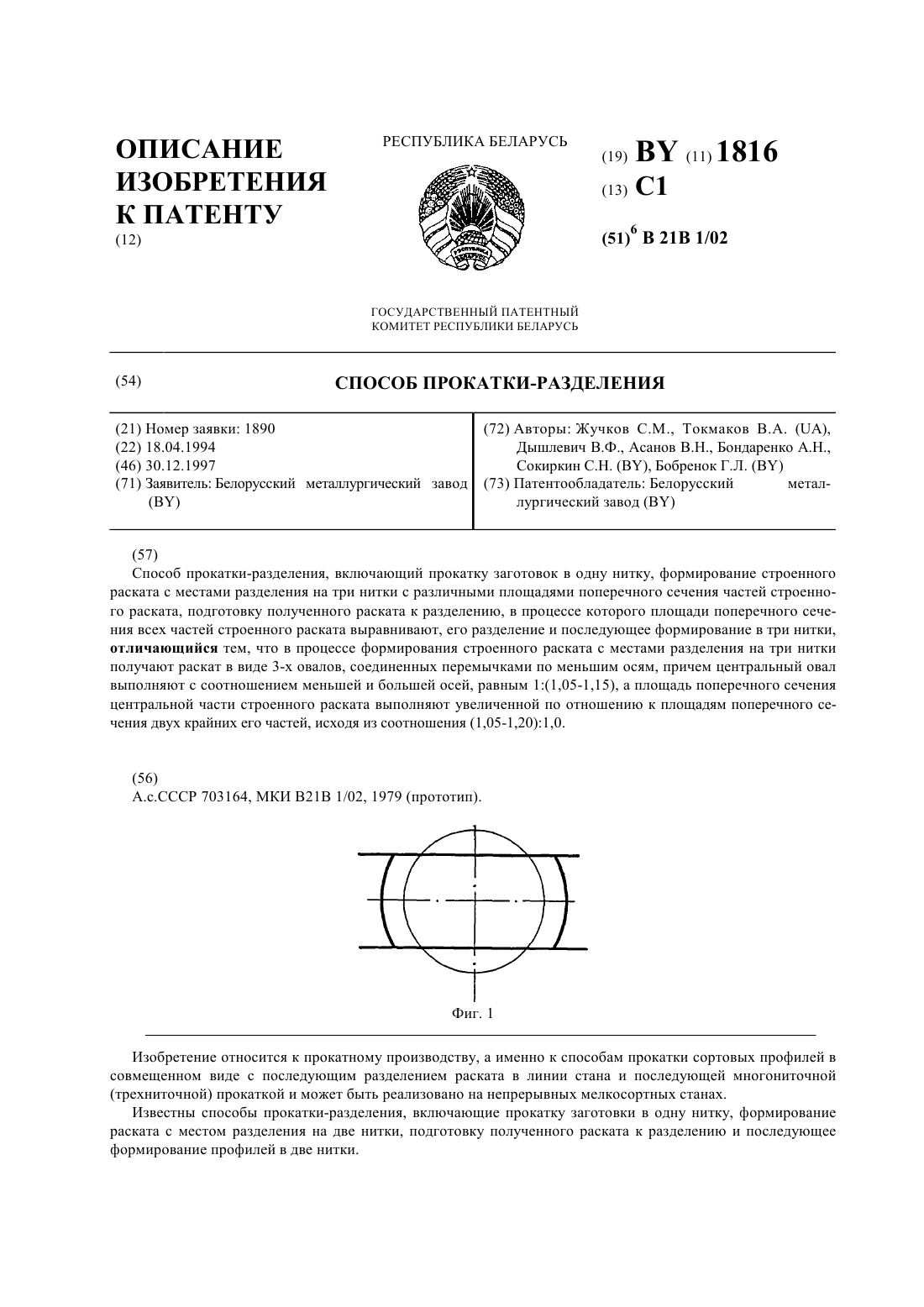
(51)21 1/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук УкраиныБелорусский национальный технический университет(72) Авторы Жучков Сергей МихайловичБондаренко Александр НиколаевичТищенко Владимир АндреевичФилиппов Вадим ВладимировичТимошпольский Владимир ИсааковичМаточкин Виктор АркадьевичСтеблов Анвер БорисовичКолосов Борис НиколаевичКурбатов Геннадий Александрович Перин Петр Сафонович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук УкраиныБелорусский национальный технический университет(57) Способ прокатки-разделения, включающий прокатку заготовок в одну нитку, формирование строенного раската с местами разделения на три нитки с поперечным сечением раската в виде трех овалов различной площади, соединенных перемычками по меньшим осям, подготовку полученного раската к разделению, в процессе которого выравнивают 7772 1 2006.02.28 площади поперечного сечения всех частей строенного раската, его разделение и последующее формирование готовых профилей, отличающийся тем, что в процессе формирования строенного раската получают раскат, в котором соотношение площадей поперечного сечения центрального овала и каждого из двух крайних овалов составляет (0,90-0,97)1,при этом прокатку ведут с удельным натяжением в межклетьевом промежутке клети,осуществляющей формирование строенного проката, и клети, осуществляющей подготовку раската к разделению, равным 0,10-0,25 величины сопротивления деформации прокатываемого металла при температуре прокатки. Изобретение относится к прокатному производству, а именно к способам прокатки сортовых профилей в совмещенном виде с последующим разделением раската в линии стана и последующей многониточной (трехниточной) прокаткой, и может быть реализовано на непрерывных станах. В качестве прототипа принят способ прокатки - разделения, включающий прокатку заготовок в одну нитку, формирование строенного раската с местами разделения на три нитки с различными площадями поперечного сечения частей строенного раската, подготовку полученного раската к разделению, в процессе которого площади поперечного сечения всех частей строенного раската выравнивают, его разделение и последующее формирование в три нитки, отличающийся тем, что в процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов, соединенных перемычками по меньшим осям, причем центральный овал выполняют с соотношением меньшей и большей осей, равным 1(1,051,15), а площадь поперечного сечения центральной части строенного раската выполняют увеличенной по отношению к площадям поперечного сечения двух крайних его частей, исходя из соотношения(1,051,20)1,0 1. Недостатком прототипа является то, что при прокатке сформированного строенного раската с местами разделения на три нитки с различными площадями поперечного сечения частей строенного раската, имеющего вид трех овалов, соединенного перемычками по меньшим осям и площадями поперечного сечения каждого из двух крайних овалов меньше площади поперечного сечения центрального овала на величину, устанавливаемую соотношением (1,051,20)1,0, получается строенный раскат, подготовленный к разделению, у которого каждый из двух крайних овалов имеет количество металла (железо),недостаточное для заполнения чистового калибра и получения готового профиля в соответствии с требованиями стандарта. Это происходит вследствие того, что при большем обжатии центрального овала течение металла в поперечном направлении сдерживается стенками калибра в местах будущих перемычек, кроме этого, свободное уширение металла в строенном калибре уменьшается за счет влияния продольных растягивающих напряжений по краям полосы, вызванных различием вытяжек центральной и крайних частей раската. Задача, решаемая изобретением, состоит в формировании раската, подготовленного к разделению в виде трех овалов, соединенных перемычками по меньшим осям, железо каждого из которых обеспечивает получение размеров готового профиля в пределах требований стандарта для всей партии металла, прокатанной по трем ниткам. Технический результат, достигаемый при использовании изобретения, состоит в снижении продольных растягивающих напряжений, действующих по краям полосы, уменьшающих свободное уширение и приводящих к неполному заполнению каждого из двух крайних овалов при подготовке строенного раската к разделению и, как следствие,уменьшению железа двух из трех овалов, получаемых после разделения, то есть в создании равенства условий формирования при прокатке готового профиля по каждой из трех ниток. 2 7772 1 2006.02.28 Решение поставленной задачи обеспечивается тем, что способ прокатки-разделения,включает прокатку заготовок в одну нитку, формирование строенного раската с местами разделения на три нитки с поперечным сечением раската в виде трех овалов различной площади, соединенных перемычками по меньшим осям, подготовку полученного раската к разделению, в процессе которого выравнивают площади поперечного сечения всех частей строенного раската, его разделение и последующее формирование готовых профилей. В процессе формирования строенного раската получают раскат, в котором соотношение площадей поперечного сечения центрального овала и каждого из двух крайних овалов составляет (0,90-0,97)1. При этом прокатку ведут с удельным натяжением в межклетьевом промежутке клети, осуществляющей формирование строенного проката, и клети, осуществляющей подготовку раската к разделению, равным 0,10-0,25 величины сопротивления деформации прокатываемого металла при температуре прокатки. Изобретение поясняется чертежом, где на фиг. 1-6 представлена технологическая схема предлагаемого способа. На фиг. 1 - схема калибра, для получения подката в виде прямоугольной полосы, контролирующего ее размеры после прокатки последовательно в двух клетях на гладкой бочке. На фиг. 2 - схема калибра, формирующего строенный раскат. На фиг. 3 - схема калибра, подготавливающего полученный раскат к продольному разделению. На фиг. 4 - три нитки разделенного раската. На фиг. 5 - схема формирования трех ниток раската на гладкой бочке со свободным уширением. На фиг. 6 - схема чистовых калибров, в которых формируется готовый профиль. Согласно изобретению, заготовка квадратного или прямоугольного сечения прокатывается в одну нитку в системе вытяжных калибров клетей черновой и промежуточных групп непрерывного стана до получения подката, предназначенного для формирования раската с местами разделения на три нитки (фиг. 1). Из полученного подката формируется раскат с местами разделения на три нитки (фиг. 2). При этом площадь поперечного сечения центральной части строенного овала выполняют уменьшенной по отношению к площадям поперечного сечения каждой из двух крайних его частей. Указанное обстоятельство приводит к тому, что центральная часть раската деформируется в условиях стесненного уширения и большая часть металла стремится в вытяжку при полном заполнении калибра,имеющего форму овала с площадью поперечного сечения, соответствующей калибровке. Крайние части строенного раската деформируются в условиях свободного уширения, однако на количество металла, стремящегося переместиться в поперечном направлении,оказывает влияние межклетьевое натяжение. Межклетьевое натяжение уменьшает уширение. В связи с тем, что площади поперечного сечения каждого из двух крайних овалов больше чем центрального, обеспечивается их полное заполнение и железо строенного раската соответствует калибровке. Полученный раскат подготавливают к продольному разделению, в процессе чего намечают места разделения - перемычки (фиг. 3). При этом площади поперечного сечения центральной и крайних частей строенного раската выравнивают, течение металла, в этом случае, аналогично описанному выше. Полученные после разделения три нитки раската (фиг. 4) обжимают в валках с гладкой бочкой, где устраняют следы разрушения перемычки за счет свободного уширения металла (фиг. 5), и после кантовки на 90 подают в чистовые калибры (фиг. 6), где формируется готовый профиль. Экспериментальные исследования, проведенные в промышленных условиях, показали, что для успешной реализации способа необходимо соблюдение определенного соотношения площадей поперечного сечения центральной и двух крайних частей строенного раската в процессе его формирования (фиг. 2) из плоского подката (фиг. 1). Так, соотношение площадей поперечного сечения центральной и каждой из двух крайних его частей должно находиться в пределах (0,900,97)1. Нижний предел этого соотношения ограничен максимальной величиной обжатия в крайних овалах, соответственно повышенным уширением и возможностью переполнения крайних калибров, даже при максимальном межклетьевом натяжении, а верхний предел этого соотношения устанавливает границу, за 3 7772 1 2006.02.28 которой величина обжатия и уширения в крайних овалах становится минимальной, при этом влияние межклетьевого натяжения на течение металла усиливается, что приводит к не заполнению калибров. Минимальная и максимальная величина удельного натяжения устанавливается соотношением 0,100,25 величины сопротивления деформации прокатываемого металла при температуре прокатки. Небольшое межклетьевое натяжение, соответствующее нижнему пределу этого соотношения, не оказывает значимого влияния на течение металла в очаге деформации и приведет к случаю прокатки со свободным уширением, что является недостатком прототипа, а натяжение, превышающее верхний предел указанного соотношения, приведет к межклетьевой деформации металла, утяжке прокатываемого профиля, не заполнению чистовых калибров и невыполнению профиля. Пример конкретного использования заявляемого способа. В условиях непрерывного мелкосортного стана 320 Белорусского металлургического завода заявляемый способ может быть реализован следующим образом. Из заготовки сечением 125125 и длиной 12000 мм в системе вытяжных калибров клетей черновой и промежуточных групп за 10 проходов прокатывают круг 32 мм, предназначенный для формирования строенного раската. В клети 11 на гладкой бочке получают полосу с размерами 1741 мм. Полосу еще раз обжимают на гладкой бочке в клети 12 до размеров 12,742,2 мм. Затем кантуют на 90 и задают в специальный калибр с глубоким врезом, в котором получают полосу с размерами 3113,7 мм, кантуют на 90 и перед клетью 14 получают прямоугольный раскат с контрольными размерами 13,731 мм, предназначенный для формирования строенного раската. После клети 14 сформированный строенный раскат имеет вид трех овалов, соединенных по меньшим осям, при этом ширина раската равна 34,0 мм, высота овалов (большая ось) равна 12,7 мм, площадь сечения раската составляет 375 мм, а отношение площади центрального овала к площади каждого из двух крайних равно 0,94. Сформированный строенный раскат задают в клеть 16 для подготовки мест разделения и выравнивания площадей овалов и прокатывают с межклетьевым натяжением 7500(удельное натяжение составляет 20 Н/мм 2). Сопротивление деформации углеродистой стали при 990 С равно 110 Н/мм 2, т.е. формирование строенного раската произведено с удельным натяжением, равным 0,18 величины сопротивления деформации при условиях прокатки. Разделение раската производится делительным устройством, установленным на клети 18, полученные три круглых раската обжимаются на гладкой бочке в клети 19, после чего их кантуют на 90 и в клети 20 прокатывают по трем ниткам в готовый профиль - арматурную сталь 10 по ГОСТ 5781. Варьирование площадями поперечного сечения частей строенного раската после клети 14 и величинами натяжения между клетями 14 и 16 показало, что при соотношении площадей, равном 0,89, и величине удельного натяжения, составляющей 0,26 предела текучести арматурной стали при температуре прокатки, готовый профиль переполнялся, а при соотношении площадей 0,98 и удельном натяжении, равном 0,09 предела текучести для тех же условий, утяжка сформированного профиля приводила к невыполнению чистовых профилей арматурного проката 10, 12, 14 и 16. Реализация заявляемого способа позволит сузить поле допуска на точность профиля,снизить колебания массы погонного метра арматурного проката до величины, не превышающей 100 гр. (50 т для партии металла с вероятностью 0,95), т.е. повысить качество проката с учетом возрастающих требований рынка. Источники информации 1. В 1816, С 1 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/02
Метки: прокатки, разделения, способ
Код ссылки
<a href="https://by.patents.su/5-7772-sposob-prokatki-razdeleniya.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки – разделения</a>
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Сокиркин Сергей Николаевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: прокатки-разделения, способ
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Способ прокатки разделением
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Чернов Анатолий Ефимович, Перин Петр Сафонович, Санок Эдуард Альбинович, Пустовалов Александр Геннадьевич, Бабков Петр Александрович
МПК: B21B 1/02
Метки: прокатки, разделением, способ
Текст:
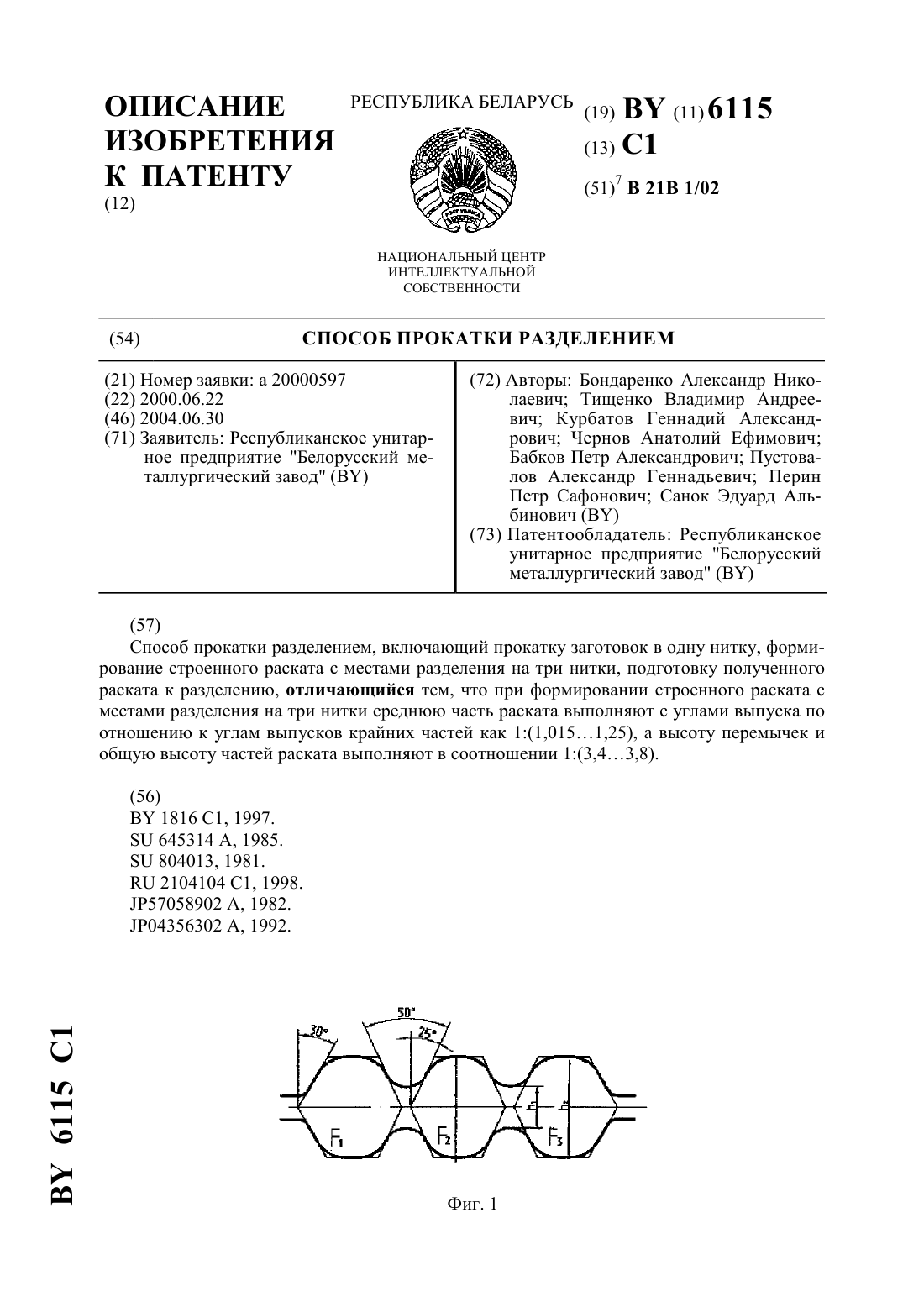
...в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с...
Устройство для продольного разделения раската при многоручьевой прокатке
Номер патента: U 2228
Опубликовано: 30.09.2005
Авторы: Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Санок Эдуард Альбинович, Маточкин Виктор Аркадьевич, Муриков Максим Анатольевич, Белобородов Александр Витальевич, Бобков Петр Александрович, Анелькин Николай Иванович, Андрианов Николай Викторович, Кириленко Олег Михайлович, Роговцов Александр Валерьевич
МПК: B21H 1/02
Метки: устройство, разделения, прокатке, раската, продольного, многоручьевой
Текст:
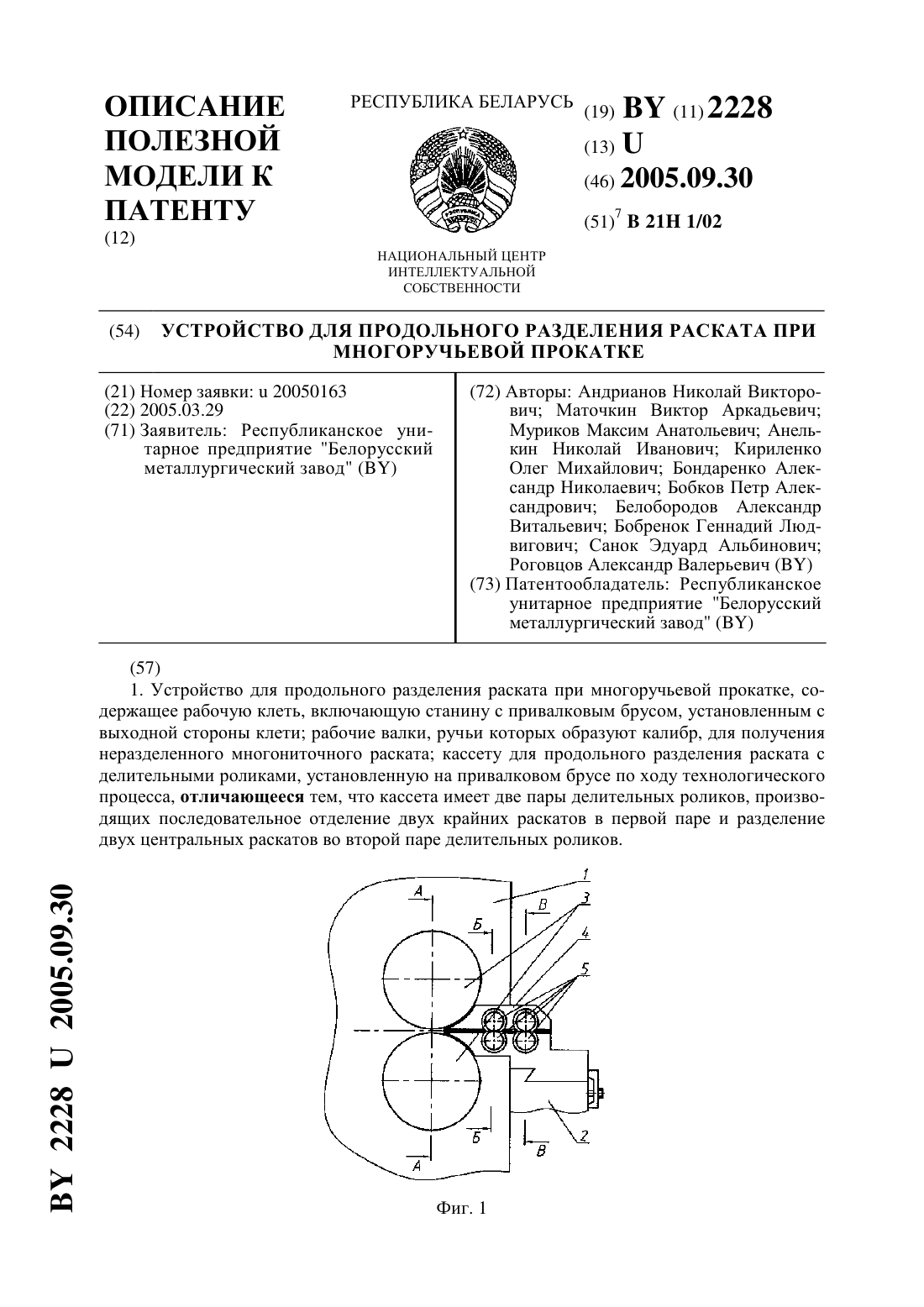
...качества поверхности готового профиля двух центральных раскатов. Решение поставленной задачи обеспечивается тем, что устройство для продольного разделения раската при многоручьевой прокатке содержит рабочую клеть, включающую станину с привалковым брусом, установленным с выходной стороны клети рабочие валки,ручьи которых образуют калибр, для получения неразделенного многониточного раската кассету для продольного разделения раската с...
Устройство для продольного разделения раската
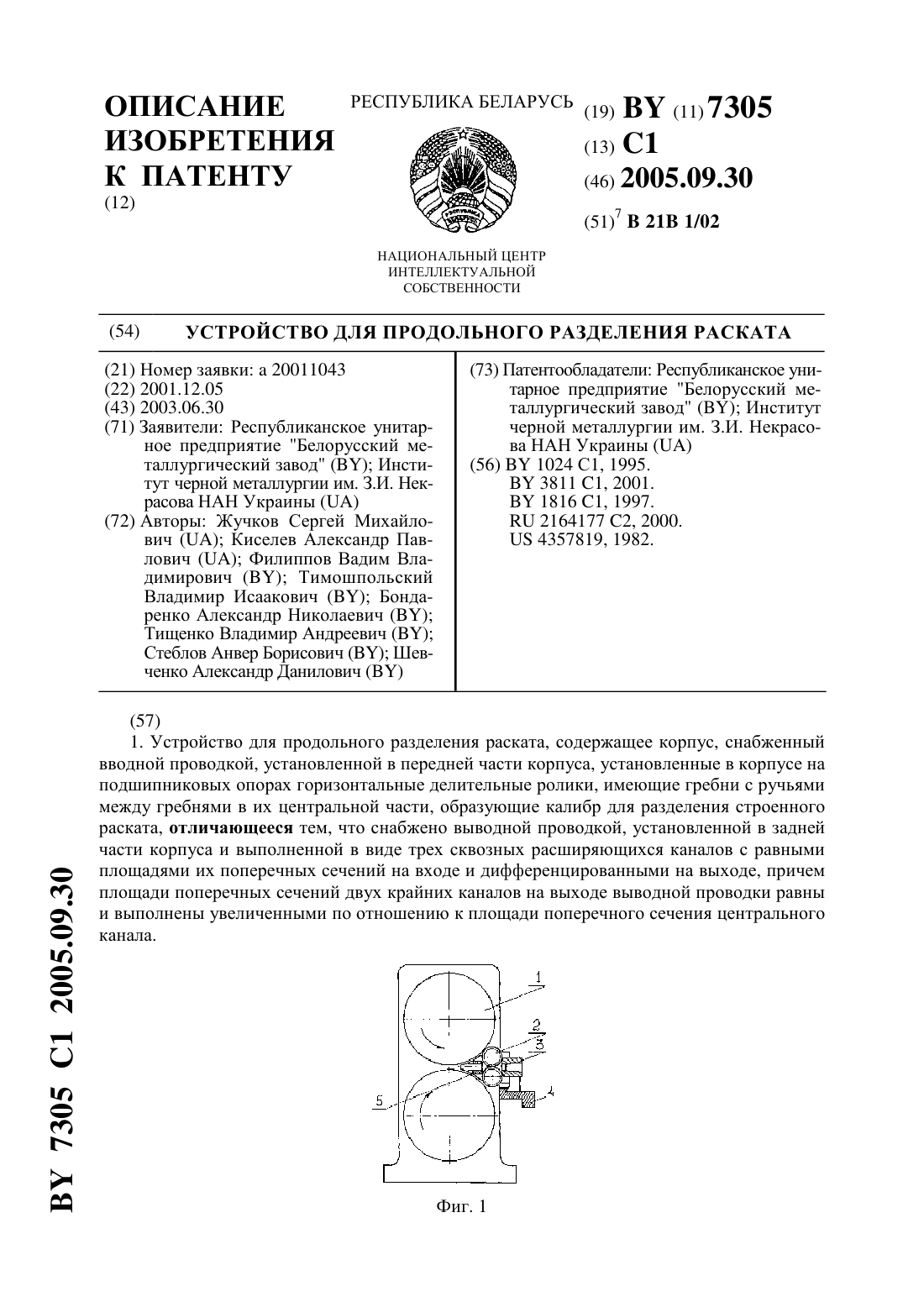
Номер патента: 7305
Опубликовано: 30.09.2005
Авторы: Стеблов Анвер Борисович, Шевченко Александр Данилович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Киселев Александр Павлович, Бондаренко Александр Николаевич, Жучков Сергей Михайлович
МПК: B21B 1/02
Метки: раската, разделения, устройство, продольного
Текст:
...при перемещении каждой из разделенных ниток после деления строенного раската. Расширяющиеся каналы выводной проводки выполнены с различными соотношениями площади поперечного сечения выходных отверстий. Площади поперечных сечений двух крайних каналов на выходе выводной проводки выполнены увеличенными по отношению к площади поперечного сечения центрального канала 2(1,05-1,5) 1 (фиг. 2). Указанные соотношения гарантированно обеспечивают...
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Бондаренко А. Н., Асанов В. Н., Дышлевич В. Ф., Кузьмичев М. В., Жучков С. М.
МПК: B21B 1/02
Метки: прокатки, профилей, сортовых, сдвоенной, способ
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Предыдущий патент: Полимерная композиция для защитно-герметизирующих покрытий
Следующий патент: Устройство для отделения нематод от субстрата
Случайный патент: Композиция для изготовления теплоизоляционного материала