Стан поперечно-клиновой прокатки нагретых заготовок
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Дже Сун Хе, Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич, Квон Се Хе
Текст
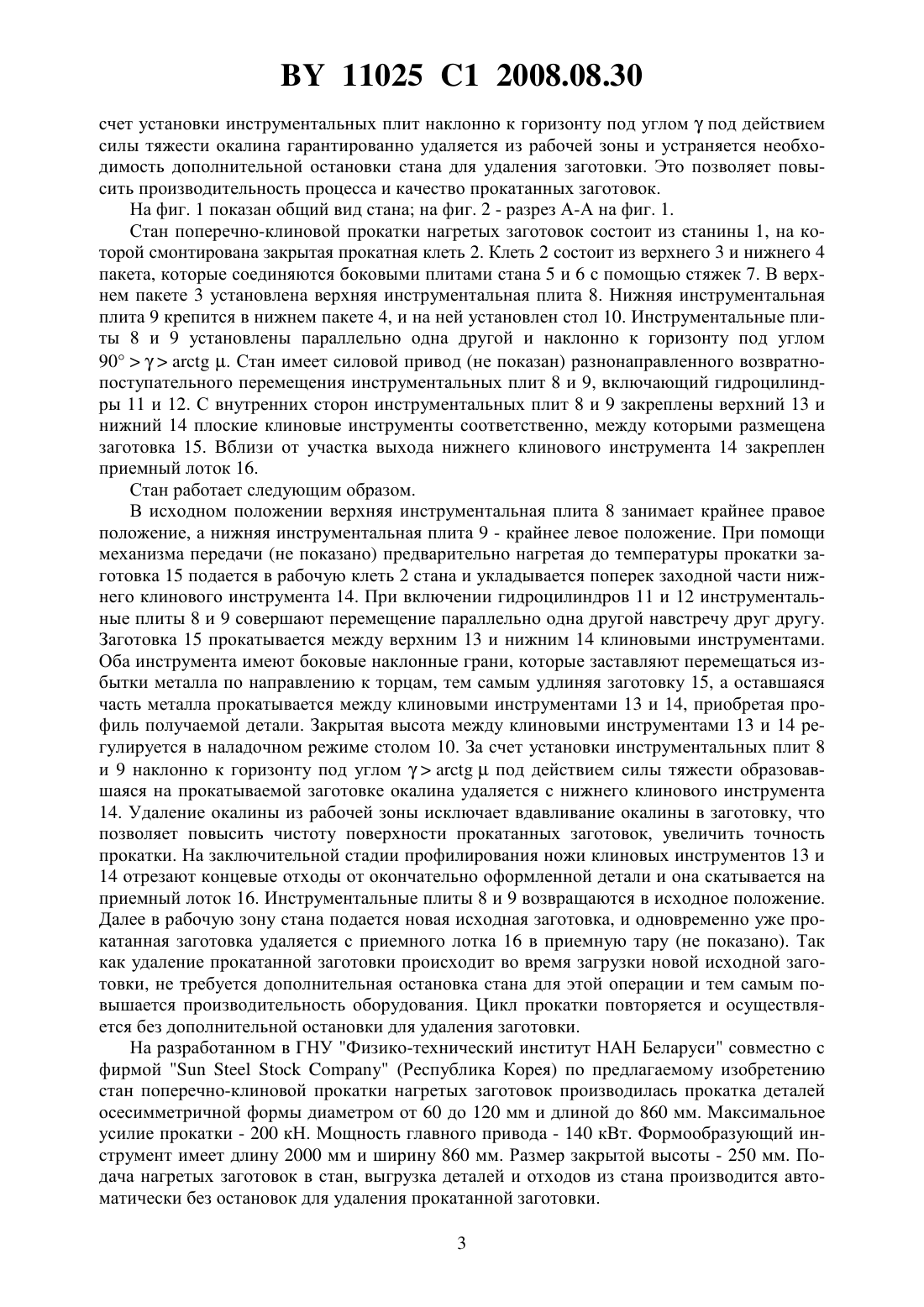
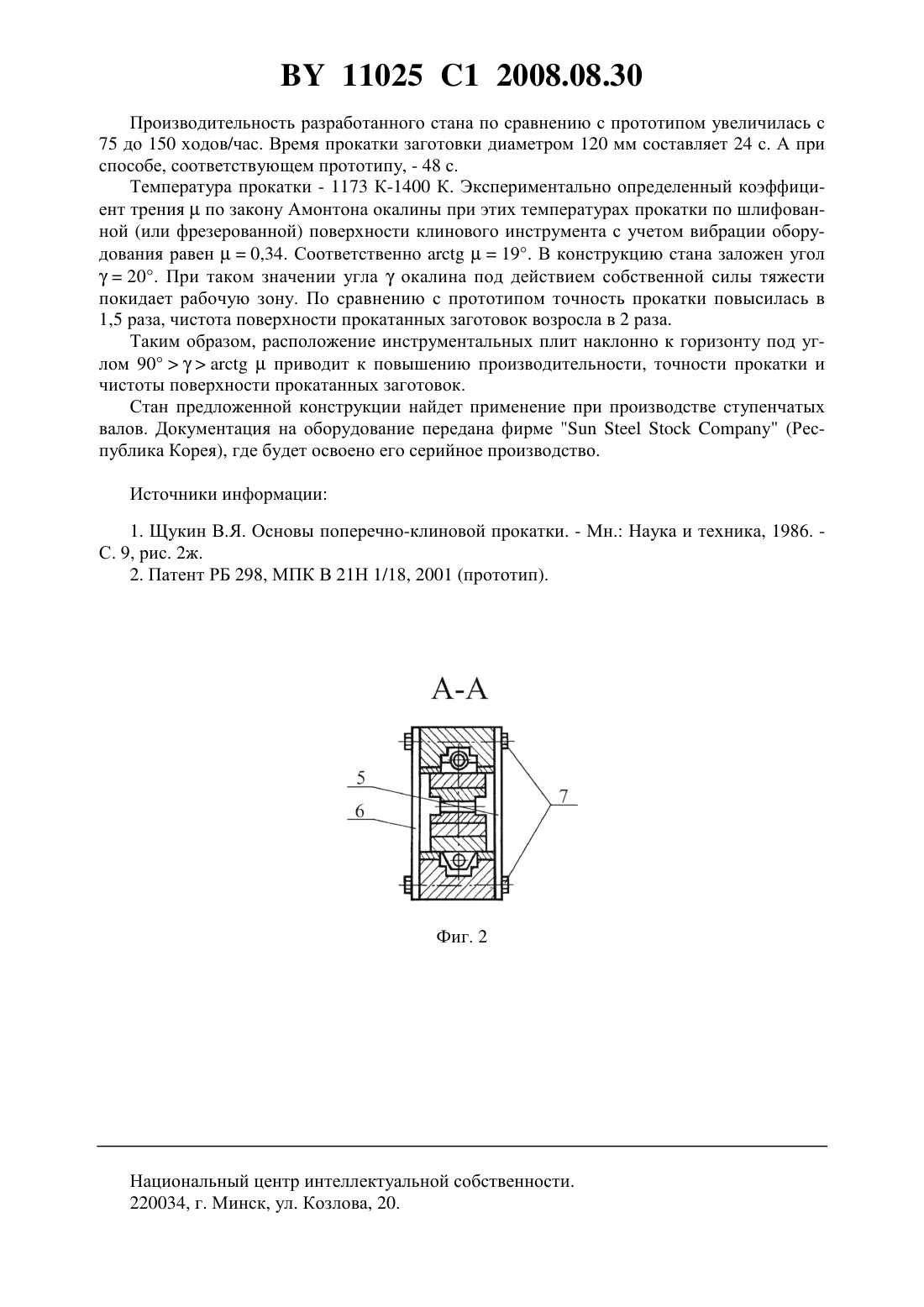
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук БеларусиСан Стил Сток компании(72) Авторы Щукин Валерий Яковлевич Кожевникова Гражина ВалерьевнаКвон Се ХеДже Сун Хе(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук БеларусиСан Стил Сток компании(57) Стан поперечно-клиновой прокатки нагретых заготовок, включающий станину, рабочую клеть, силовой привод, верхнюю и нижнюю параллельные инструментальные плиты,установленные в рабочей клети с возможностью перемещения, по крайней мере, одной из них параллельно относительно другой, и плоские клиновые инструменты, закрепленные с внутренних сторон инструментальных плит, отличающийся тем, что инструментальные плиты установлены наклонно к горизонту под углом , выбранным из соотношения 90,где- коэффициент трения по закону Амонтона нагретой до температуры прокатки окалины от заготовок по нижнему инструменту с учетом вибрации последнего. 11025 1 2008.08.30 Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно типа ступенчатый вал, посредством поперечно-клиновой прокатки. Известен стан поперечно-клиновой прокатки, содержащий станину, рабочую клеть,силовой привод, верхнюю и нижнюю параллельные инструментальные плиты, установленные в рабочей клети с возможностью перемещения параллельно одна другой, и плоские клиновые инструменты, закрепленные на инструментальных плитах. На станах данного типа формообразование деталей типа тел вращения с удлиненной осью осуществляется путем перераспределения металла вдоль оси заготовки движущимся поперек оси плоским клиновым инструментом 1. Недостатком этого стана является необходимость дополнительной остановки его в рабочем цикле для удаления заготовки из рабочей клети, что приводит к снижению производительности процесса. Известен стан поперечно-клиновой прокатки для редуцирования заготовок из прутка,содержащий станину, рабочую клеть, силовой привод, верхнюю и нижнюю параллельные инструментальные плиты, установленные в рабочей клети с возможностью перемещения,по крайней мере, одной из них параллельно одна другой, и плоские клиновые инструменты, закрепленные с внутренних сторон инструментальных плит. Силовой привод разнонаправленного возвратно-поступательного перемещения инструментальных плит выполнен в виде двух расположенных горизонтально в одной вертикальной плоскости гидроцилиндров. Стан не требует остановки плит в рабочем цикле для удаления заготовки и обеспечивает высокую производительность 2. Недостатком конструкции данного стана является отсутствие гарантированного удаления окалины из рабочей зоны, что приводит к закатыванию окалины в поверхность прокатываемых заготовок и, как следствие, к снижению чистоты поверхности и точности размеров получаемых деталей. Задачей предлагаемого изобретения является увеличение производительности оборудования и удаление окалины из рабочей зоны для повышения точности прокатки и чистоты поверхности прокатанных заготовок. Поставленная задача решается следующим образом. В стане поперечно-клиновой прокатки нагретых заготовок, включающем станину, рабочую клеть, силовой привод, верхнюю и нижнюю параллельные инструментальные плиты, установленные в рабочей клети с возможностью перемещения, по крайней мере, одной из них параллельно одна другой, и плоские клиновые инструменты, закрепленные с внутренних сторон инструментальных плит, инструментальные плиты установлены наклонно к горизонту под углом , выбранным из соотношения 90, где- коэффициент трения по закону Амонтона нагретой до температуры прокатки окалины от заготовок по нижнему инструменту с учетом вибрации последнего. Установка инструментальной плиты наклонно к горизонту под углом 90 позволяет гарантированно удалять окалину, так как при углесила тяжести заставляет окалину скользить вниз по инструменту. При угле 90 невозможно производить прокатку без остановок для удаления заготовки, в итоге недостигается увеличение производительности. При углесила тяжести недостаточна для перемещения окалины, и она остается на инструменте, снижая качество поверхности и точность прокатываемой заготовки. Коэффициент тренияпо закону Амонтона при движении твердого тела по контакту представляет собой отношение касательной силы к нормальной силе. В состоянии покоя коэффициент трения окалины при температурах прокатки 1173 К - 1400 К изменяется от 0,4 до 0,6, если поверхность контакта шлифованная или фрезерованная 1, рис. 1.31. При вибрации оборудования коэффициент трения меньше указанного и может быть определен экспериментально. На основании вышеизложенного видно, что в процессе прокатки за 2 11025 1 2008.08.30 счет установки инструментальных плит наклонно к горизонту под угломпод действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2 состоит из верхнего 3 и нижнего 4 пакета, которые соединяются боковыми плитами стана 5 и 6 с помощью стяжек 7. В верхнем пакете 3 установлена верхняя инструментальная плита 8. Нижняя инструментальная плита 9 крепится в нижнем пакете 4, и на ней установлен стол 10. Инструментальные плиты 8 и 9 установлены параллельно одна другой и наклонно к горизонту под углом 90. Стан имеет силовой привод (не показан) разнонаправленного возвратнопоступательного перемещения инструментальных плит 8 и 9, включающий гидроцилиндры 11 и 12. С внутренних сторон инструментальных плит 8 и 9 закреплены верхний 13 и нижний 14 плоские клиновые инструменты соответственно, между которыми размещена заготовка 15. Вблизи от участка выхода нижнего клинового инструмента 14 закреплен приемный лоток 16. Стан работает следующим образом. В исходном положении верхняя инструментальная плита 8 занимает крайнее правое положение, а нижняя инструментальная плита 9 - крайнее левое положение. При помощи механизма передачи (не показано) предварительно нагретая до температуры прокатки заготовка 15 подается в рабочую клеть 2 стана и укладывается поперек заходной части нижнего клинового инструмента 14. При включении гидроцилиндров 11 и 12 инструментальные плиты 8 и 9 совершают перемещение параллельно одна другой навстречу друг другу. Заготовка 15 прокатывается между верхним 13 и нижним 14 клиновыми инструментами. Оба инструмента имеют боковые наклонные грани, которые заставляют перемещаться избытки металла по направлению к торцам, тем самым удлиняя заготовку 15, а оставшаяся часть металла прокатывается между клиновыми инструментами 13 и 14, приобретая профиль получаемой детали. Закрытая высота между клиновыми инструментами 13 и 14 регулируется в наладочном режиме столом 10. За счет установки инструментальных плит 8 и 9 наклонно к горизонту под угломпод действием силы тяжести образовавшаяся на прокатываемой заготовке окалина удаляется с нижнего клинового инструмента 14. Удаление окалины из рабочей зоны исключает вдавливание окалины в заготовку, что позволяет повысить чистоту поверхности прокатанных заготовок, увеличить точность прокатки. На заключительной стадии профилирования ножи клиновых инструментов 13 и 14 отрезают концевые отходы от окончательно оформленной детали и она скатывается на приемный лоток 16. Инструментальные плиты 8 и 9 возвращаются в исходное положение. Далее в рабочую зону стана подается новая исходная заготовка, и одновременно уже прокатанная заготовка удаляется с приемного лотка 16 в приемную тару (не показано). Так как удаление прокатанной заготовки происходит во время загрузки новой исходной заготовки, не требуется дополнительная остановка стана для этой операции и тем самым повышается производительность оборудования. Цикл прокатки повторяется и осуществляется без дополнительной остановки для удаления заготовки. На разработанном в ГНУ Физико-технический институт НАН Беларуси совместно с фирмой(Республика Корея) по предлагаемому изобретению стан поперечно-клиновой прокатки нагретых заготовок производилась прокатка деталей осесимметричной формы диаметром от 60 до 120 мм и длиной до 860 мм. Максимальное усилие прокатки - 200 кН. Мощность главного привода - 140 кВт. Формообразующий инструмент имеет длину 2000 мм и ширину 860 мм. Размер закрытой высоты - 250 мм. Подача нагретых заготовок в стан, выгрузка деталей и отходов из стана производится автоматически без остановок для удаления прокатанной заготовки. 3 11025 1 2008.08.30 Производительность разработанного стана по сравнению с прототипом увеличилась с 75 до 150 ходов/час. Время прокатки заготовки диаметром 120 мм составляет 24 с. А при способе, соответствующем прототипу, - 48 с. Температура прокатки - 1173 К-1400 К. Экспериментально определенный коэффициент тренияпо закону Амонтона окалины при этих температурах прокатки по шлифованной (или фрезерованной) поверхности клинового инструмента с учетом вибрации оборудования равен 0,34. Соответственно 19. В конструкцию стана заложен угол 20. При таком значении углаокалина под действием собственной силы тяжести покидает рабочую зону. По сравнению с прототипом точность прокатки повысилась в 1,5 раза, чистота поверхности прокатанных заготовок возросла в 2 раза. Таким образом, расположение инструментальных плит наклонно к горизонту под углом 90 приводит к повышению производительности, точности прокатки и чистоты поверхности прокатанных заготовок. Стан предложенной конструкции найдет применение при производстве ступенчатых валов. Документация на оборудование передана фирме(Республика Корея), где будет освоено его серийное производство. Источники информации 1. Щукин В.Я. Основы поперечно-клиновой прокатки. - Мн. Наука и техника, 1986. С. 9, рис. 2 ж. 2. Патент РБ 298, МПК В 21 Н 1/18, 2001 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21H 1/00
Метки: поперечно-клиновой, заготовок, нагретых, стан, прокатки
Код ссылки
<a href="https://by.patents.su/4-11025-stan-poperechno-klinovojj-prokatki-nagretyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Стан поперечно-клиновой прокатки нагретых заготовок</a>
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: нагретых, прокатки, заготовок, поперечно-клиновой, стан
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
Стан поперечно-клиновой прокатки с плоским инструментом

Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Дже Сун Хе, Квон Се Хе, Суша Николай Викентьевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: стан, поперечно-клиновой, прокатки, инструментом, плоским
Текст:
...- 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан для поперечно-клиновой прокатки
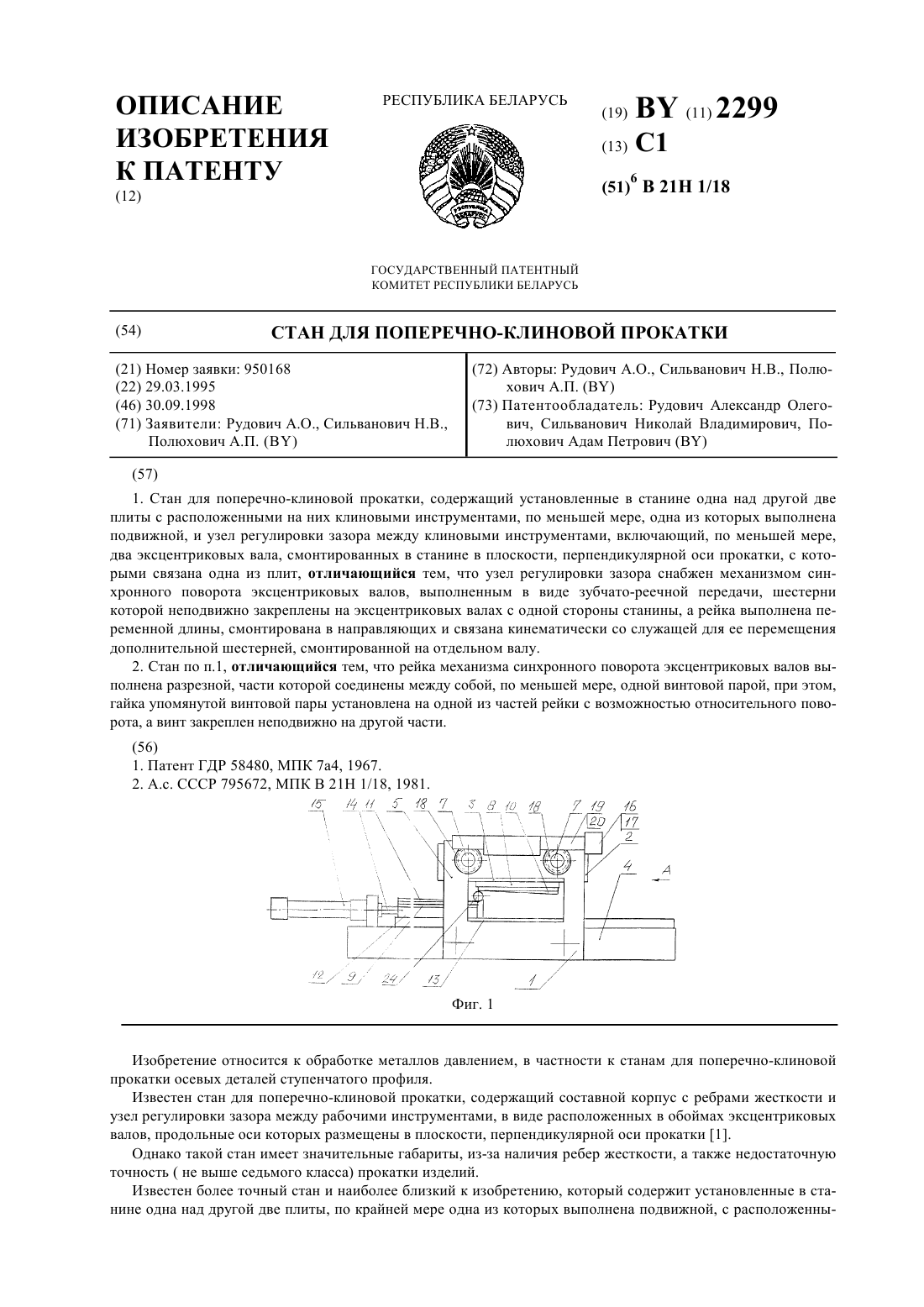
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Полюхович Адам Петрович, Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан Рудовича для поперечно-клиновой прокатки
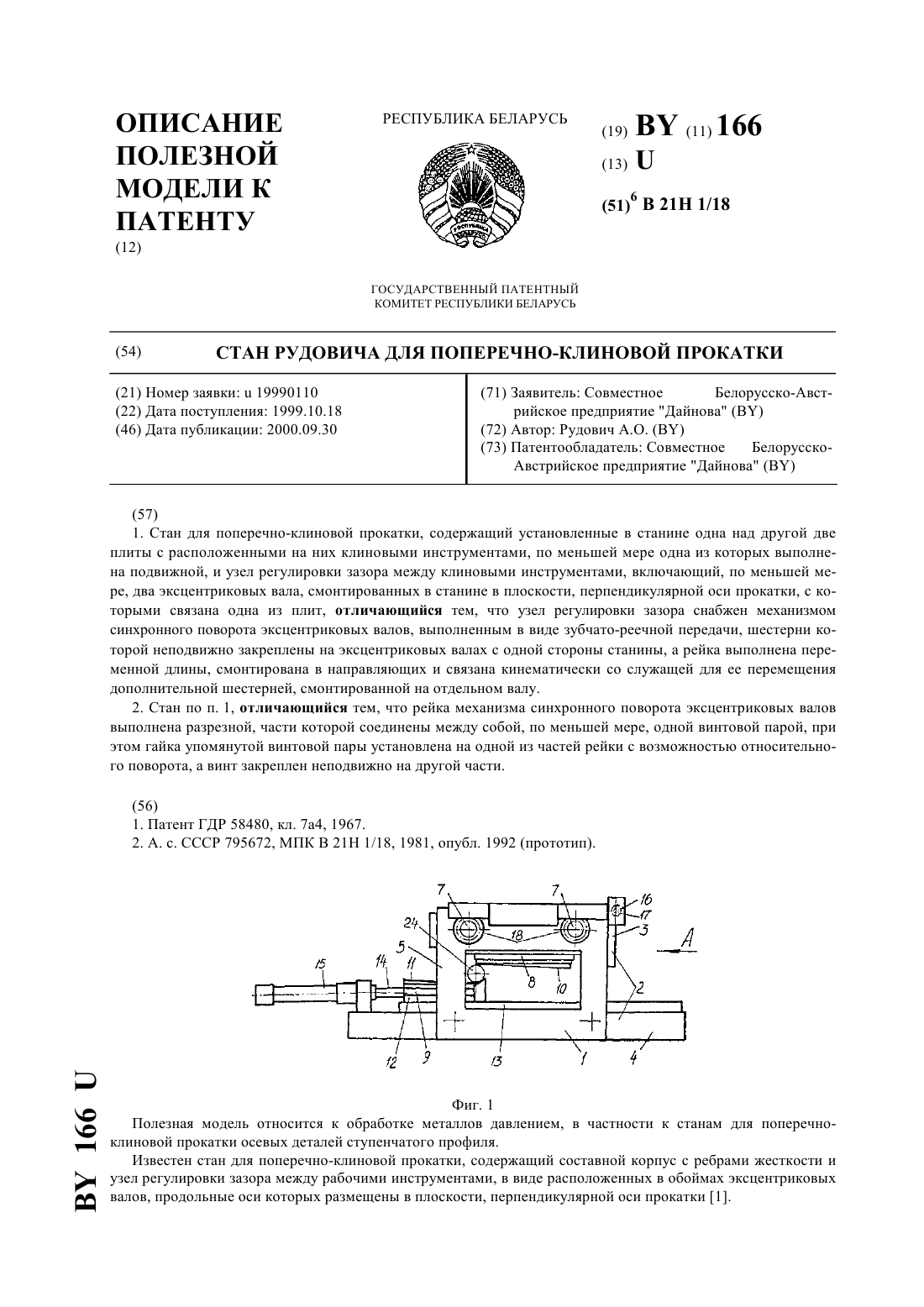
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: прокатки, поперечно-клиновой, рудовича, стан
Текст:
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Предыдущий патент: Комбайн проходческий
Следующий патент: Инструмент для заварки кругового стыка соединяемых деталей
Случайный патент: Грузозахватное устройство