Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий
Номер патента: U 9308
Опубликовано: 30.06.2013
Авторы: Давидович Людмила Михайловна, Киселев Дмитрий Александрович, Давидович Александр Николаевич, Лемеза Алексей Анатольевич
Текст
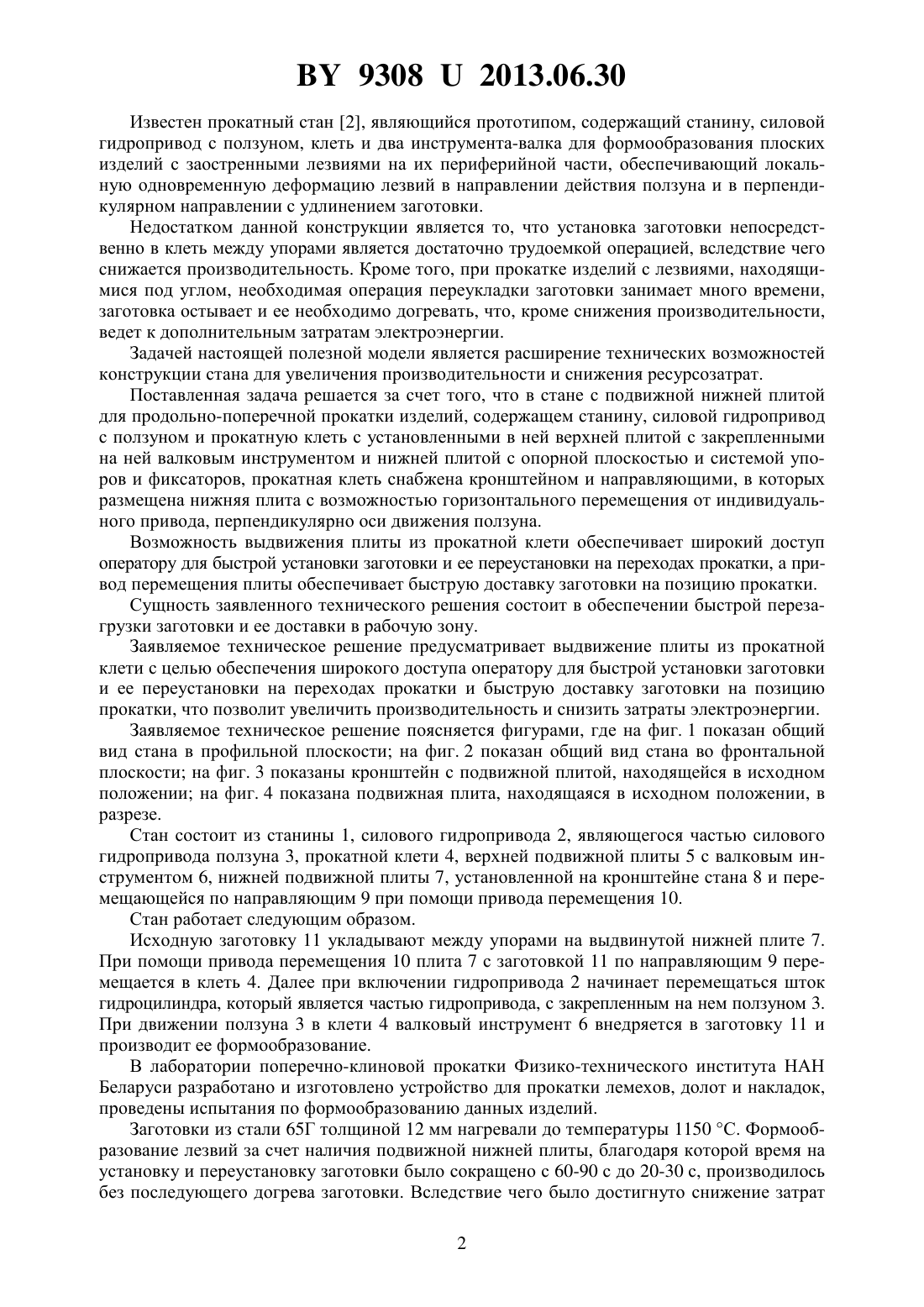
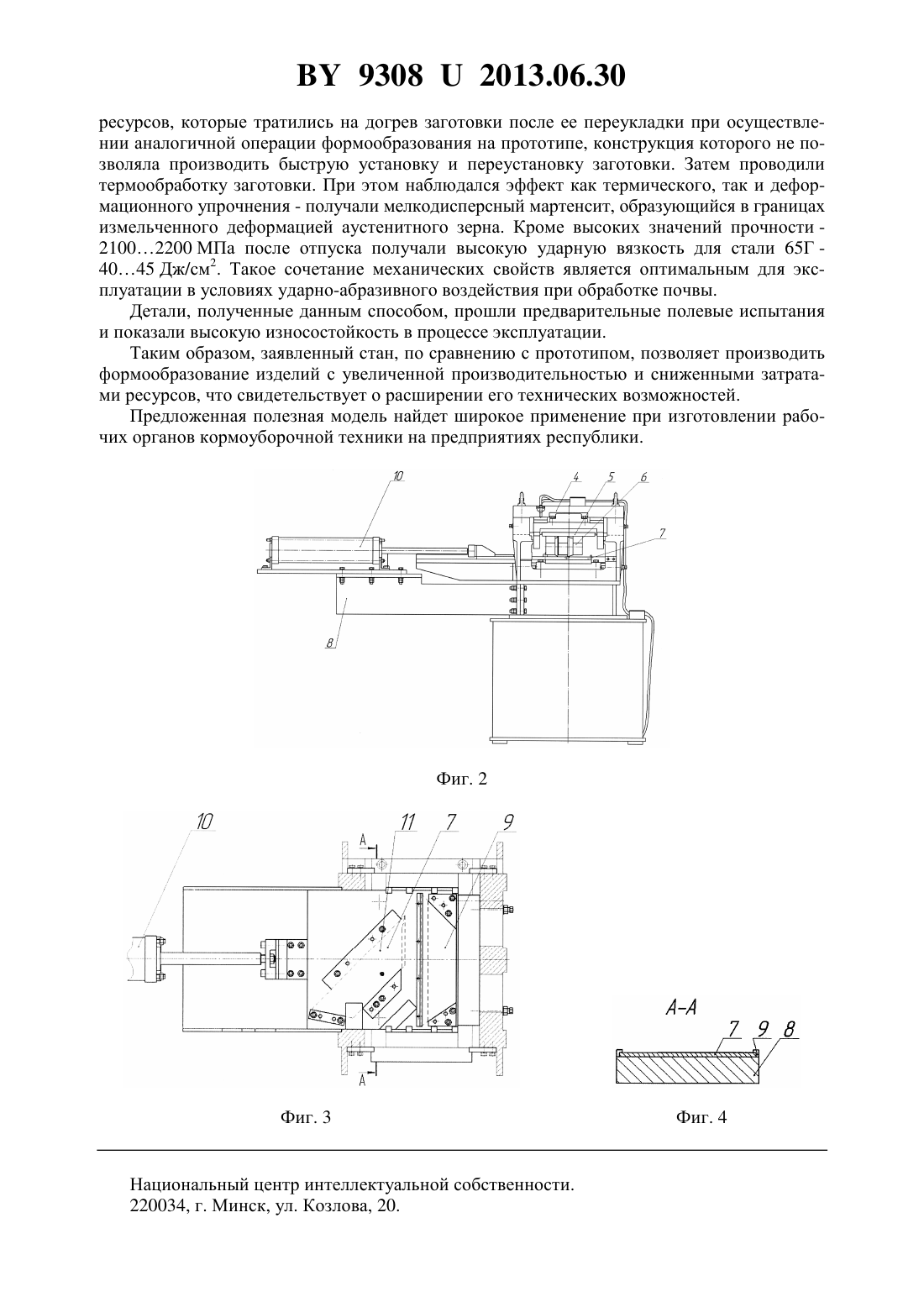
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАН С ПОДВИЖНОЙ НИЖНЕЙ ПЛИТОЙ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Давидович Александр Николаевич Давидович Людмила Михайловна Киселев Дмитрий Александрович Лемеза Алексей Анатольевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий, содержащий станину, силовой гидропривод с ползуном и прокатную клеть с установленными в ней верхней плитой с закрепленным на ней валковым инструментом и нижней плитой с опорной плоскостью и системой упоров и фиксаторов, отличающийся тем, что прокатная клеть снабжена кронштейном и направляющими, в которых размещена нижняя плита с возможностью горизонтального перемещения от индивидуального привода, перпендикулярно оси движения ползуна. Фиг. 1 Полезная модель относится к обработке металлов давлением и может использоваться в прокатном производстве при изготовлении деталей, имеющих заостренные лезвия, например ножей косилок, лап стрельчатых и т.д. Известен прокатный стан 1 с гидроприводом, клетью и двумя инструментами, обеспечивающий высокую точность прокатываемых изделий. Недостатком данного стана является то, что он позволяет производить формообразование изделий только с вращением заготовки и ее удлинением вдоль оси профиля. 93082013.06.30 Известен прокатный стан 2, являющийся прототипом, содержащий станину, силовой гидропривод с ползуном, клеть и два инструмента-валка для формообразования плоских изделий с заостренными лезвиями на их периферийной части, обеспечивающий локальную одновременную деформацию лезвий в направлении действия ползуна и в перпендикулярном направлении с удлинением заготовки. Недостатком данной конструкции является то, что установка заготовки непосредственно в клеть между упорами является достаточно трудоемкой операцией, вследствие чего снижается производительность. Кроме того, при прокатке изделий с лезвиями, находящимися под углом, необходимая операция переукладки заготовки занимает много времени,заготовка остывает и ее необходимо догревать, что, кроме снижения производительности,ведет к дополнительным затратам электроэнергии. Задачей настоящей полезной модели является расширение технических возможностей конструкции стана для увеличения производительности и снижения ресурсозатрат. Поставленная задача решается за счет того, что в стане с подвижной нижней плитой для продольно-поперечной прокатки изделий, содержащем станину, силовой гидропривод с ползуном и прокатную клеть с установленными в ней верхней плитой с закрепленными на ней валковым инструментом и нижней плитой с опорной плоскостью и системой упоров и фиксаторов, прокатная клеть снабжена кронштейном и направляющими, в которых размещена нижняя плита с возможностью горизонтального перемещения от индивидуального привода, перпендикулярно оси движения ползуна. Возможность выдвижения плиты из прокатной клети обеспечивает широкий доступ оператору для быстрой установки заготовки и ее переустановки на переходах прокатки, а привод перемещения плиты обеспечивает быструю доставку заготовки на позицию прокатки. Сущность заявленного технического решения состоит в обеспечении быстрой перезагрузки заготовки и ее доставки в рабочую зону. Заявляемое техническое решение предусматривает выдвижение плиты из прокатной клети с целью обеспечения широкого доступа оператору для быстрой установки заготовки и ее переустановки на переходах прокатки и быструю доставку заготовки на позицию прокатки, что позволит увеличить производительность и снизить затраты электроэнергии. Заявляемое техническое решение поясняется фигурами, где на фиг. 1 показан общий вид стана в профильной плоскости на фиг. 2 показан общий вид стана во фронтальной плоскости на фиг. 3 показаны кронштейн с подвижной плитой, находящейся в исходном положении на фиг. 4 показана подвижная плита, находящаяся в исходном положении, в разрезе. Стан состоит из станины 1, силового гидропривода 2, являющегося частью силового гидропривода ползуна 3, прокатной клети 4, верхней подвижной плиты 5 с валковым инструментом 6, нижней подвижной плиты 7, установленной на кронштейне стана 8 и перемещающейся по направляющим 9 при помощи привода перемещения 10. Стан работает следующим образом. Исходную заготовку 11 укладывают между упорами на выдвинутой нижней плите 7. При помощи привода перемещения 10 плита 7 с заготовкой 11 по направляющим 9 перемещается в клеть 4. Далее при включении гидропривода 2 начинает перемещаться шток гидроцилиндра, который является частью гидропривода, с закрепленным на нем ползуном 3. При движении ползуна 3 в клети 4 валковый инструмент 6 внедряется в заготовку 11 и производит ее формообразование. В лаборатории поперечно-клиновой прокатки Физико-технического института НАН Беларуси разработано и изготовлено устройство для прокатки лемехов, долот и накладок,проведены испытания по формообразованию данных изделий. Заготовки из стали 65 Г толщиной 12 мм нагревали до температуры 1150 С. Формообразование лезвий за счет наличия подвижной нижней плиты, благодаря которой время на установку и переустановку заготовки было сокращено с 60-90 с до 20-30 с, производилось без последующего догрева заготовки. Вследствие чего было достигнуто снижение затрат 2 93082013.06.30 ресурсов, которые тратились на догрев заготовки после ее переукладки при осуществлении аналогичной операции формообразования на прототипе, конструкция которого не позволяла производить быструю установку и переустановку заготовки. Затем проводили термообработку заготовки. При этом наблюдался эффект как термического, так и деформационного упрочнения - получали мелкодисперсный мартенсит, образующийся в границах измельченного деформацией аустенитного зерна. Кроме высоких значений прочности 21002200 МПа после отпуска получали высокую ударную вязкость для стали 65 Г 4045 Дж/см 2. Такое сочетание механических свойств является оптимальным для эксплуатации в условиях ударно-абразивного воздействия при обработке почвы. Детали, полученные данным способом, прошли предварительные полевые испытания и показали высокую износостойкость в процессе эксплуатации. Таким образом, заявленный стан, по сравнению с прототипом, позволяет производить формообразование изделий с увеличенной производительностью и сниженными затратами ресурсов, что свидетельствует о расширении его технических возможностей. Предложенная полезная модель найдет широкое применение при изготовлении рабочих органов кормоуборочной техники на предприятиях республики. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: прокатки, плитой, изделий, продольно-поперечной, стан, подвижной, нижней
Код ссылки
<a href="https://by.patents.su/3-u9308-stan-s-podvizhnojj-nizhnejj-plitojj-dlya-prodolno-poperechnojj-prokatki-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий</a>
Стан для продольно-поперечной прокатки изделий с заостренными лезвиями

Номер патента: U 7980
Опубликовано: 28.02.2012
Авторы: Киселев Дмитрий Александрович, Давидович Александр Николаевич, Анищик Владимир Михайлович, Давидович Людмила Михайловна
МПК: B21B 1/08
Метки: прокатки, заостренными, изделий, продольно-поперечной, лезвиями, стан
Текст:
...решение предусматривает формообразование затылованной части лезвия, которая дает возможность производить перезаточку лезвий при эксплуатации деталей, кроме того, образование затылованной части на лезвиях ножей кормоуборочной техники позволит повысить качество среза кормовой массы и снизить энергоемкость процесса среза. Заявляемое техническое решение поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны...
Стан поперечной и продольной прокатки для получения сложнопрофильных изделий с заостренными лезвиями

Номер патента: U 3885
Опубликовано: 30.10.2007
Авторы: Вошкат Анатолий Сергеевич, Давидович Александр Николаевич, Давидович Владимир Александрович, Буель Александр Евгеньевич, Бетеня Григорий Филиппович, Делендик Валерий Павлович, Поплавский Станислав Станиславович
МПК: B21D 26/00
Метки: сложнопрофильных, изделий, продольной, заостренными, лезвиями, получения, поперечной, прокатки, стан
Текст:
...бесприводных конического и цилиндрического валков, установленных в цапфах с возможностью вращения вокруг оси, а инструмент неподвижной плиты выполнен в виде матриц, одна из которых снабжена упорами, а другая снабжена качающейся опорой с возвратной пружиной. Сущность предложенной полезной модели поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны инструменты подвижной и неподвижной плит для формообразования во...
Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями

Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Мартынович Сергей Владимирович, Бетеня Григорий Филиппович, Мельник Владимир Иванович, Давидович Владимир Александрович, Давидович Александр Николаевич, Способ Анатолий Иванович
МПК: B21D 26/00
Метки: стан, поперечно-клиновой, плоских, заостренными, изделий, прокатки, лезвиями, продольной
Текст:
...обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с...
Стан для поперечной прокатки
Номер патента: 3027
Опубликовано: 30.09.1999
Авторы: Петрулин Евгений Кузьмич, Винников Игорь Савельевич, Клушин Валерий Александрович, Архипов Михаил Федорович
МПК: B21H 1/18
Метки: прокатки, стан, поперечной
Текст:
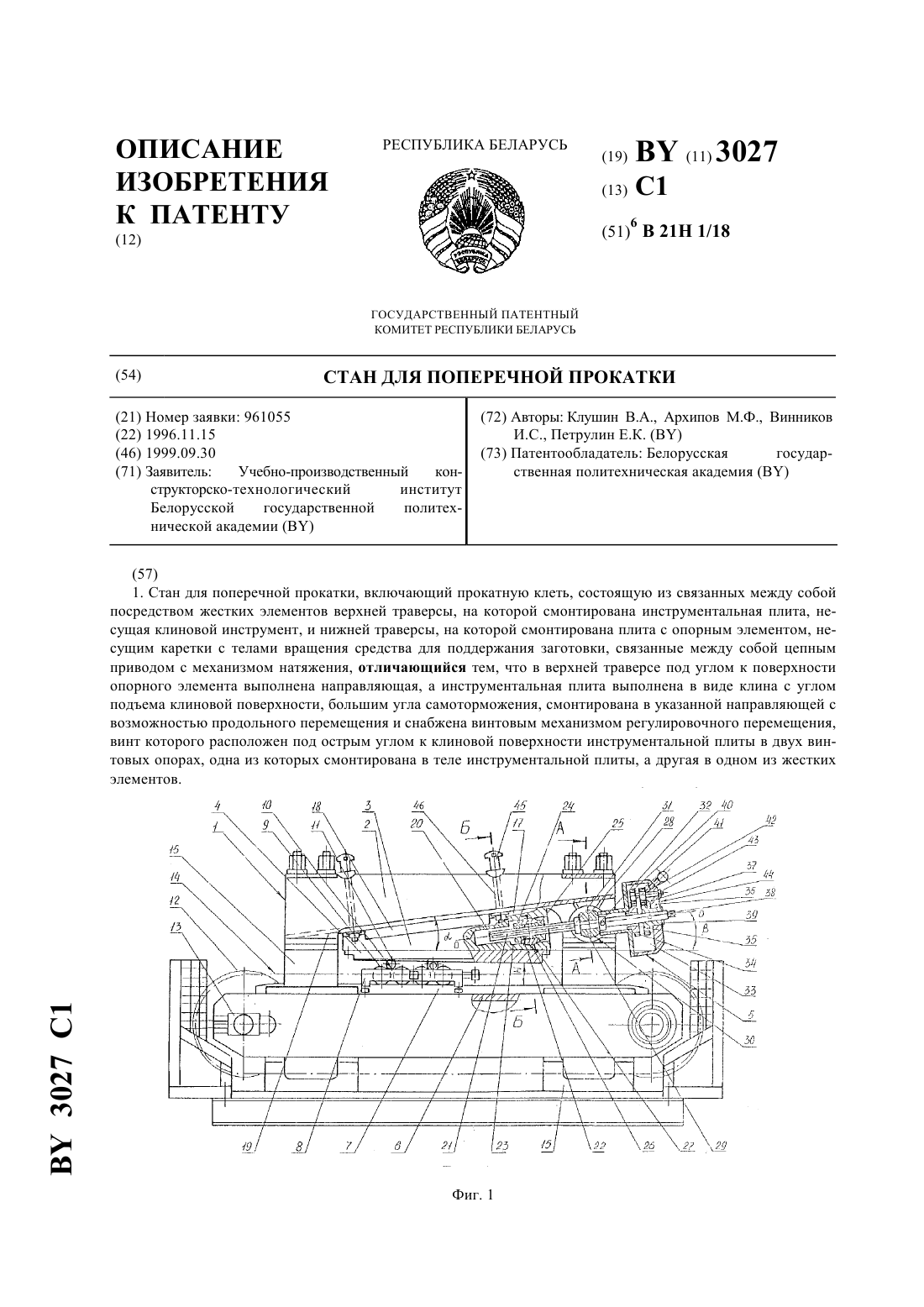
...элементов 15 и выполнена в виде цилиндрообразного подпятника 30, охватывающего винт 20, и зафиксированного между буртом 31 на винте 20 и фиксатором 32, жестко связанным с винтом 20. Для обеспечения заданного закона поступательных перемещений инструментальной плиты 3 винтовой механизм 5 регулировочного перемещения снабжен планетарным редуктором 33 поступательного хода, размещенным на хвостовике ходового винта 20. Одно из солнечных колес...
Стан для прокатки изделий переменного профиля
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Павлович Александр Эдуардович, Рудович Александр Олегович, Исаевич Леонид Александрович
МПК: B21B 1/08
Метки: переменного, изделий, стан, профиля, прокатки
Текст:
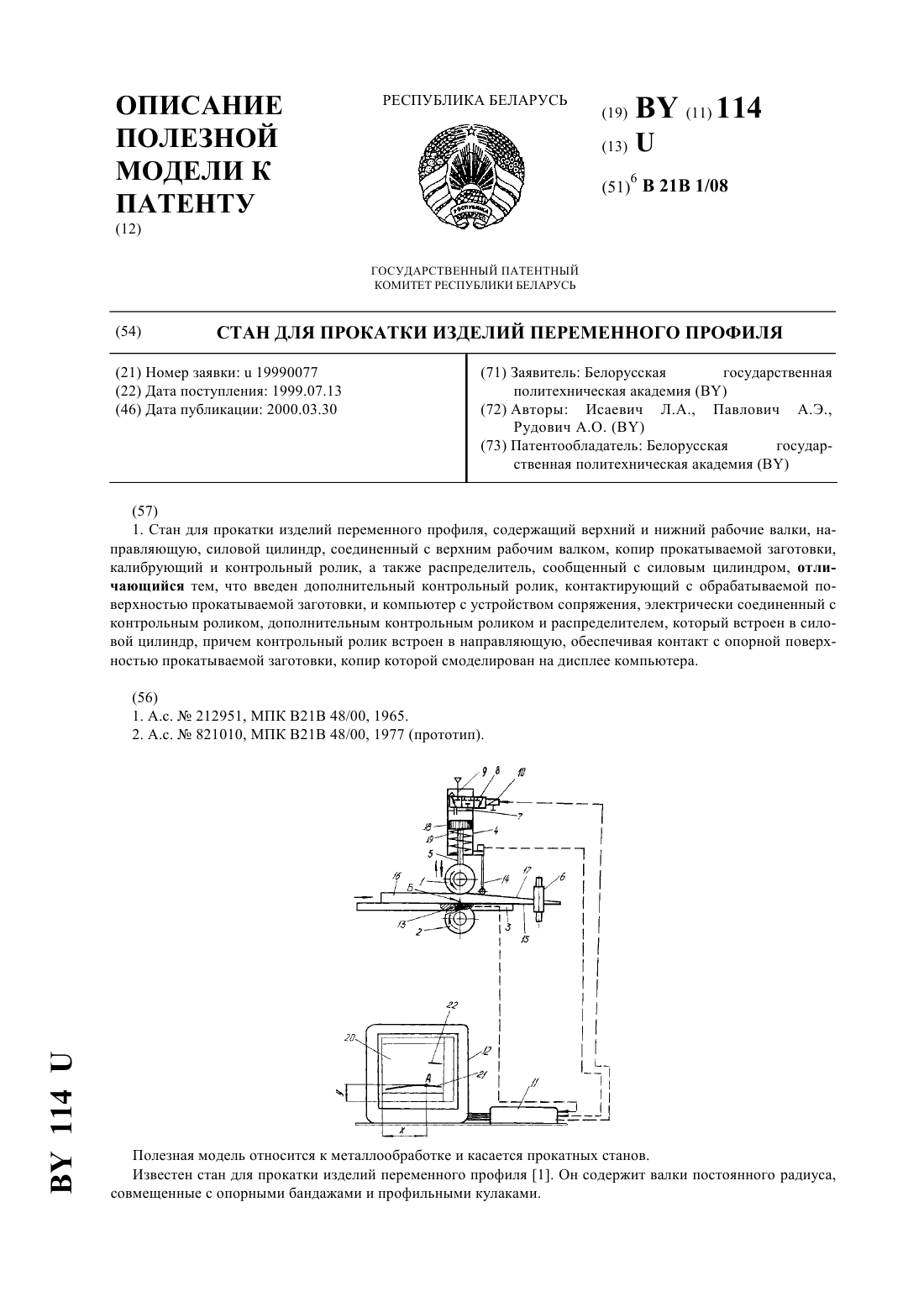
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Предыдущий патент: Миниатюрный датчик магнитного поля
Следующий патент: Диско-зубовый рабочий орган с двойными изогнутыми зубьями
Случайный патент: Способ маркировки жидкостей