B21B 1/00 — Способы и устройства для прокатки листового или профильного металла
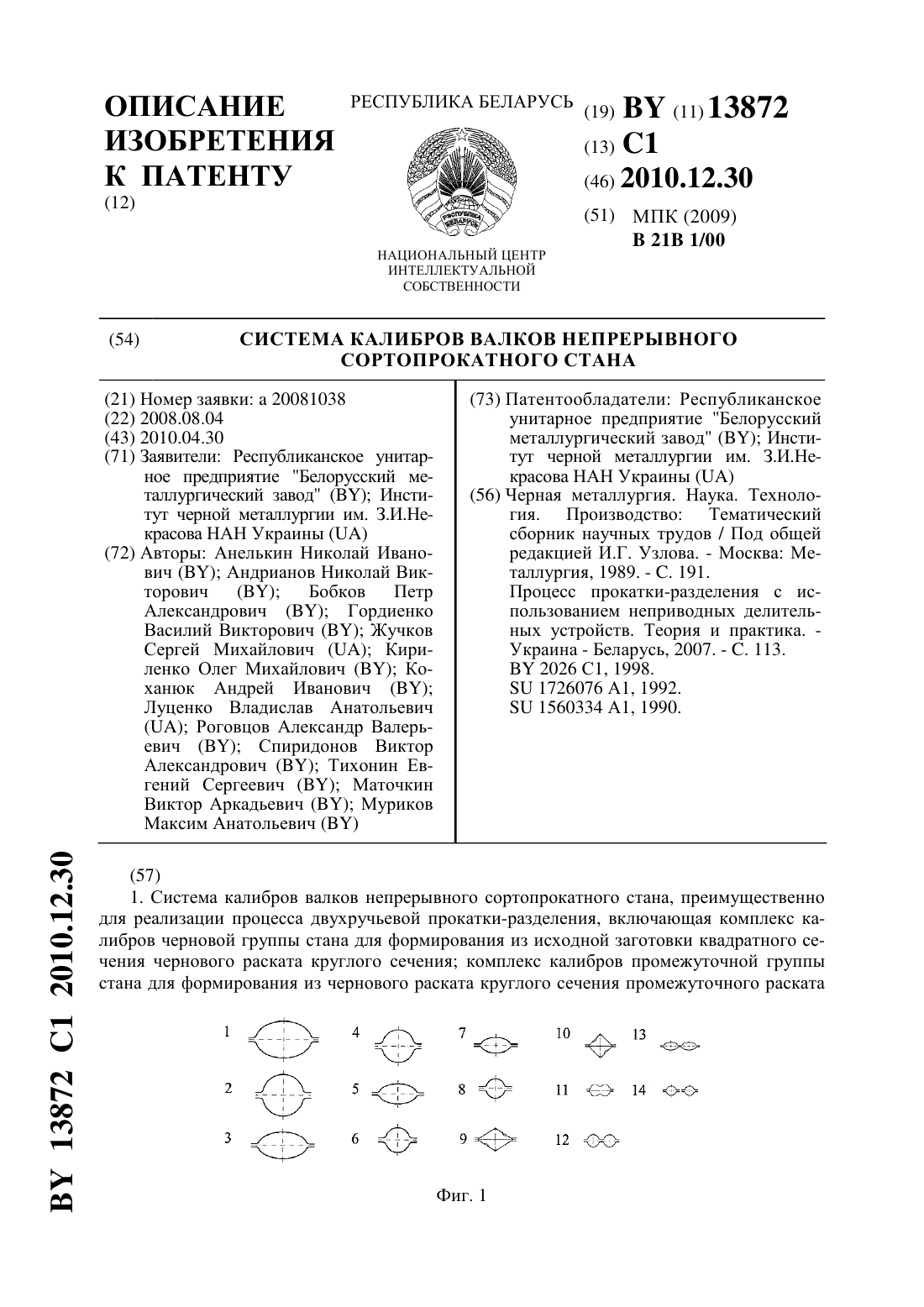
Система калибров валков непрерывного сортопрокатного стана
Номер патента: 13872
Опубликовано: 30.12.2010
Авторы: Роговцов Александр Валерьевич, Тихонин Евгений Сергеевич, Луценко Владислав Анатольевич, Гордиенко Василий Викторович, Бобков Петр Александрович, Жучков Сергей Михайлович, Кириленко Олег Михайлович, Коханюк Андрей Иванович, Анелькин Николай Иванович, Муриков Максим Анатольевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Спиридонов Виктор Александрович
МПК: B21B 1/00
Метки: калибров, сортопрокатного, стана, непрерывного, валков, система
Текст:
...большой осью(2), последующего диагонального квадратного калибра (3) с центрально-симметричными выпуклостями на его противоположных гранях и ящичного калибра (4) с симметричными 13872 1 2010.12.30 выпуклостями на противоположных гранях по дну калибра в плоскости симметрии, перпендикулярной плоскости разъема калибра. Система калибров валков непрерывного сортопрокатного стана для реализации процесса двухручьевой прокатки-разделения состоит из...
Устройство для правки колец
Номер патента: U 5618
Опубликовано: 30.10.2009
Авторы: Антонюк Владимир Евгеньевич, Алексеенко Анатолий Александрович, Рудый Виктор Викторович, Домотенко Федор Александрович, Зварыгин Василий Иванович
МПК: B21B 1/00
Метки: устройство, колец, правки
Текст:
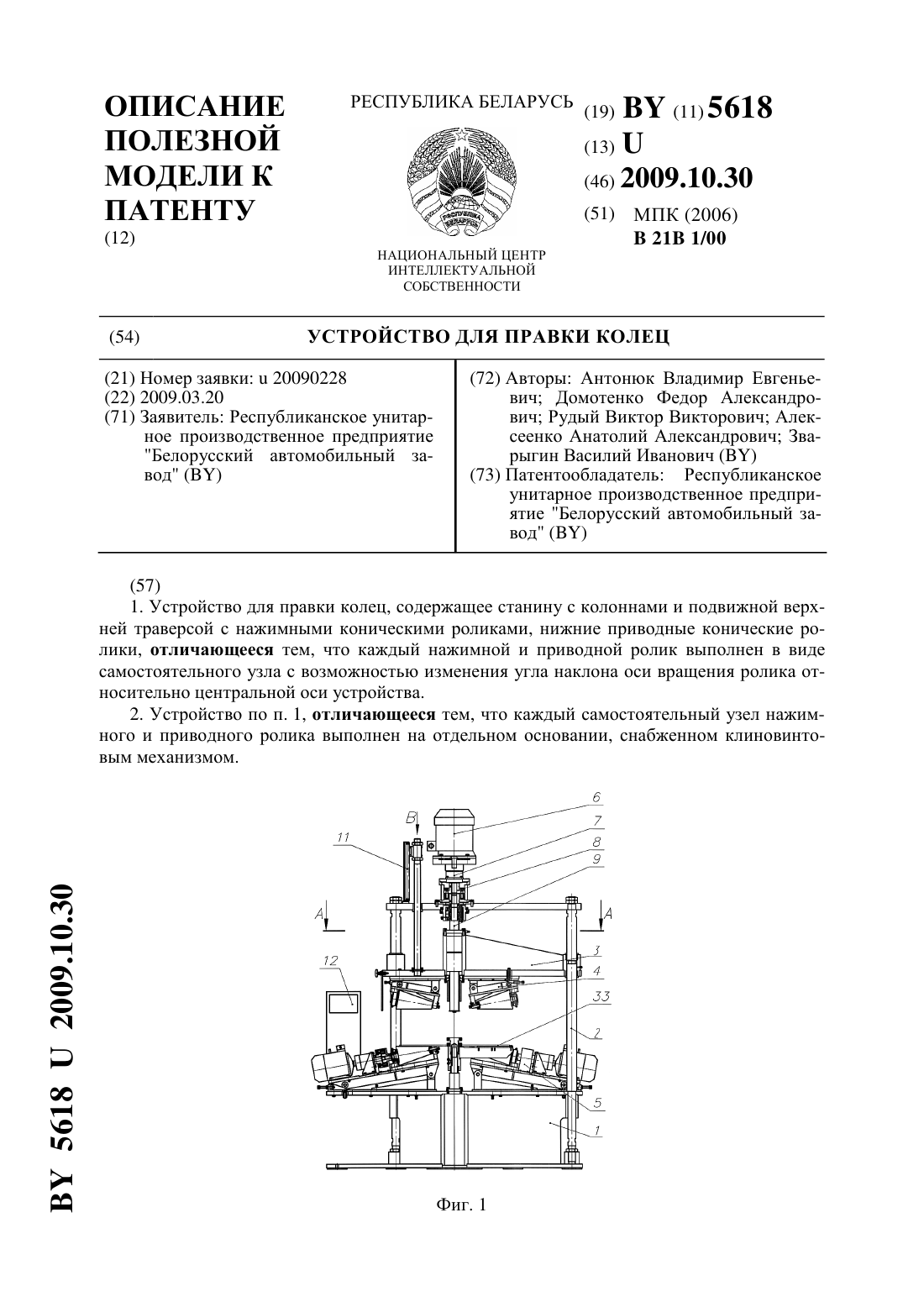
...конического ролика, на фиг. 4 - схема узла верхнего нажимного конического ролика, на фиг. 5 - схема регулировки требуемого угла наклона верхних нажимных роликов к центральной оси. Устройство для правки колец (фиг. 1) состоит из станины 1, колонн 2, подвижной траверсы 3, комплекта узлов 4 верхних нажимных роликов, комплекта узлов 5 нижних приводных роликов, механизма перемещения подвижной траверсы, состоящего из электродвигателя 6,...
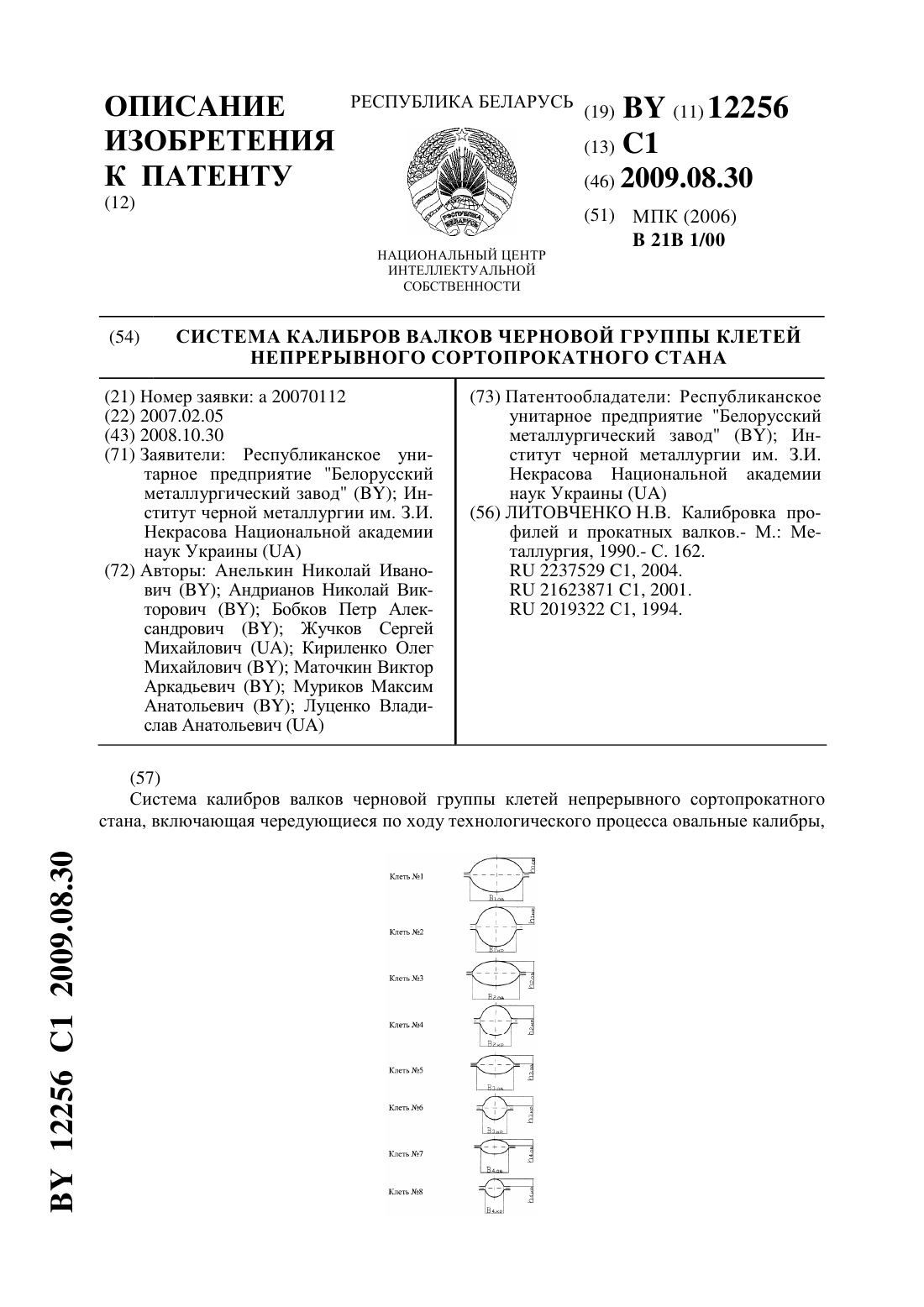
Система калибров валков черновой группы клетей непрерывного сортопрокатного стана
Номер патента: 12256
Опубликовано: 30.08.2009
Авторы: Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Бобков Петр Александрович, Анелькин Николай Иванович, Муриков Максим Анатольевич, Луценко Владислав Анатольевич, Андрианов Николай Викторович, Кириленко Олег Михайлович
МПК: B21B 1/00
Метки: калибров, система, стана, непрерывного, валков, сортопрокатного, группы, черновой, клетей
Текст:
...- ширина первого из четырех овальных калибров системы по ходу технологического процесса В кр. - ширина каждого из четырех круглых калибров системы, начиная с первого, по ходу технологического процесса В 1 кр. - ширина первого из четырех круглых калибров системы по ходу технологического процесса ов. - глубина вреза ручья овальных калибров системы кр. - глубина вреза ручья круглых калибров системы. Прокатка при использовании заявляемой...
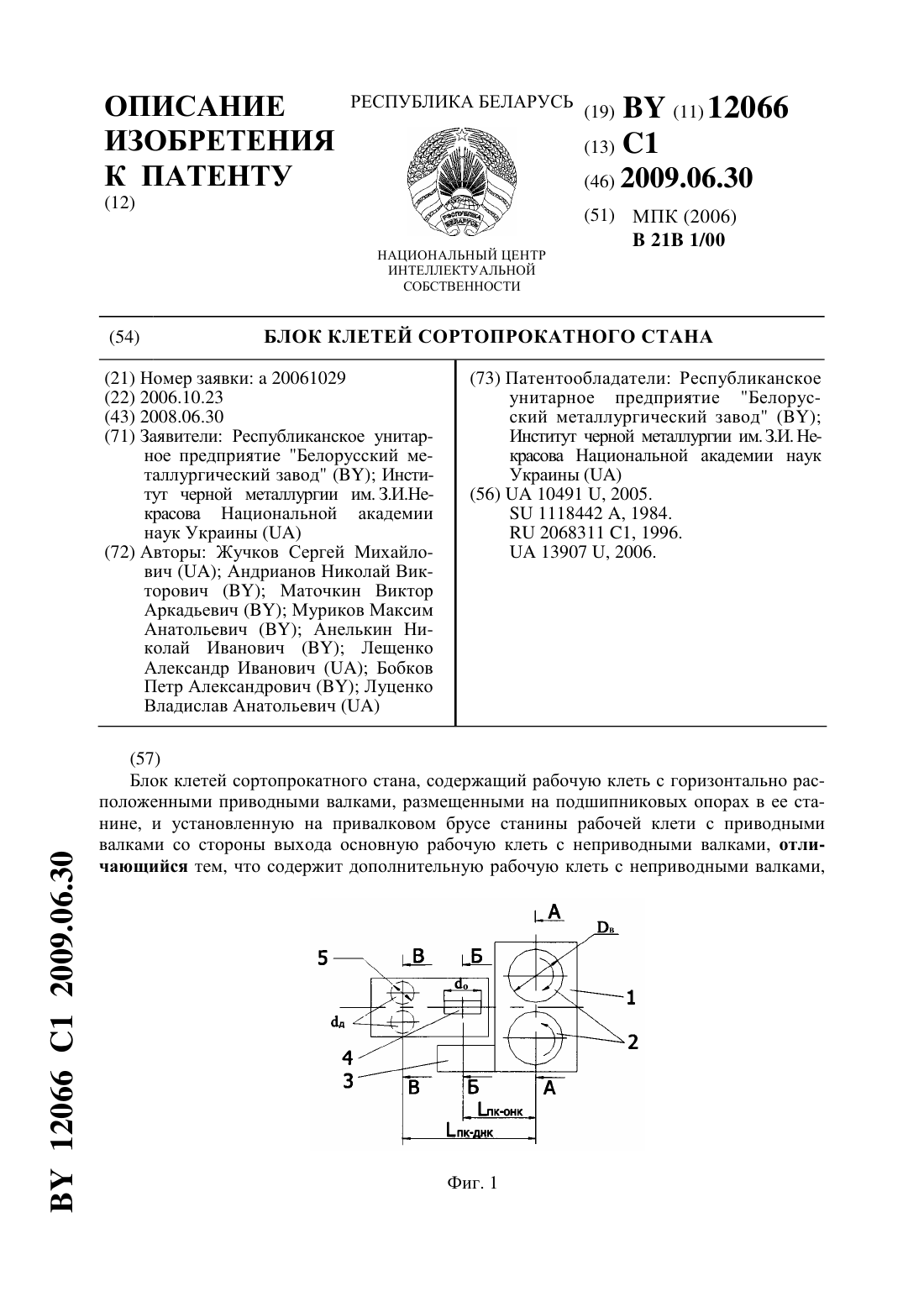
Блок клетей сортопрокатного стана
Номер патента: 12066
Опубликовано: 30.06.2009
Авторы: Жучков Сергей Михайлович, Бобков Петр Александрович, Маточкин Виктор Аркадьевич, Муриков Максим Анатольевич, Андрианов Николай Викторович, Лещенко Александр Иванович, Луценко Владислав Анатольевич, Анелькин Николай Иванович
МПК: B21B 1/00
Метки: сортопрокатного, клетей, стана, блок
Текст:
...из функционального назначения заявляемого блока клетей сортопрокатного стана с учетом особенностей реализации процесса многоручьевой прокатки-разделения. Так, расстояния между плоскостями осей приводных рабочих валков и неприводных рабочих валков основной и дополнительной неприводных рабочих клетей, составляющие соответственно(0,40-0,50)в и (0,90-1,10)в, равно как и диаметры неприводных валков основной и дополнительной клетей, составляющие...
Способ прокатки крупносортных профилей, преимущественно круглого сечения, на обжимном реверсивном стане
Номер патента: 11535
Опубликовано: 28.02.2009
Авторы: Андрианов Николай Викторович, Бобков Петр Александрович, Луценко Владислав Анатольевич, Муриков Максим Анатольевич, Анелькин Николай Иванович, Кириленко Олег Михайлович, Жучков Сергей Михайлович, Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич
МПК: B21B 1/00
Метки: сечения, преимущественно, профилей, реверсивном, способ, круглого, прокатки, обжимном, крупносортных, стане
Текст:
...проходе величина обжатия металла при прокатке в этом же калибре может быть уже 12,214,1 , а в третьем и четвертом проходах обжатие можно увеличить до 16,1-18,6 и 21,0-24,2 соответственно. В то же время в последующих проходах в процессе деформирования металла в ящичных промежуточных калибрах величина относительного обжатия в соответствии с полученной зависимостью должна в первых двух проходах увеличиваться (соответственно 19 и 22 ), а...
Устройство для правки колец
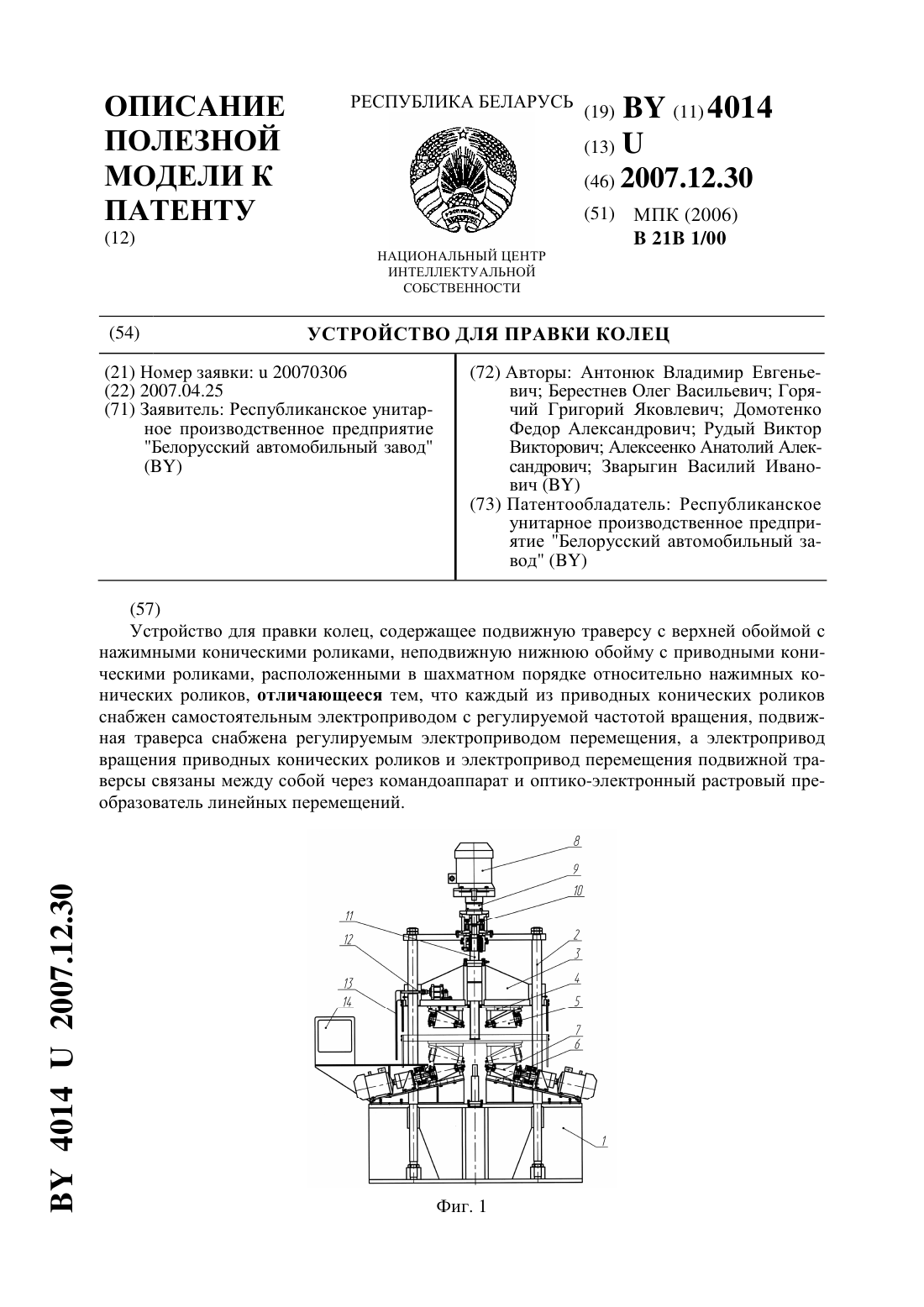
Номер патента: U 4014
Опубликовано: 30.12.2007
Авторы: Горячий Григорий Яковлевич, Зварыгин Василий Иванович, Берестнев Олег Васильевич, Алексеенко Анатолий Александрович, Рудый Виктор Викторович, Домотенко Федор Александрович, Антонюк Владимир Евгеньевич
МПК: B21B 1/00
Метки: колец, правки, устройство
Текст:
...перемещения подвижной траверсы на рабочий ход и осуществляется деформирование диска верхними нажимными роликами при вращении диска. При достижении нижнего положения верхних нажимных роликов происходит переключение направления перемещения подвижной траверсы и осуществляется разгрузка диска. При достижении исходной точки включения 2 40142007.12.30 электродвигателя привода вращения нижних приводных конических роликов происходит...
Устройство линии Стелмор в составе проволочного стана
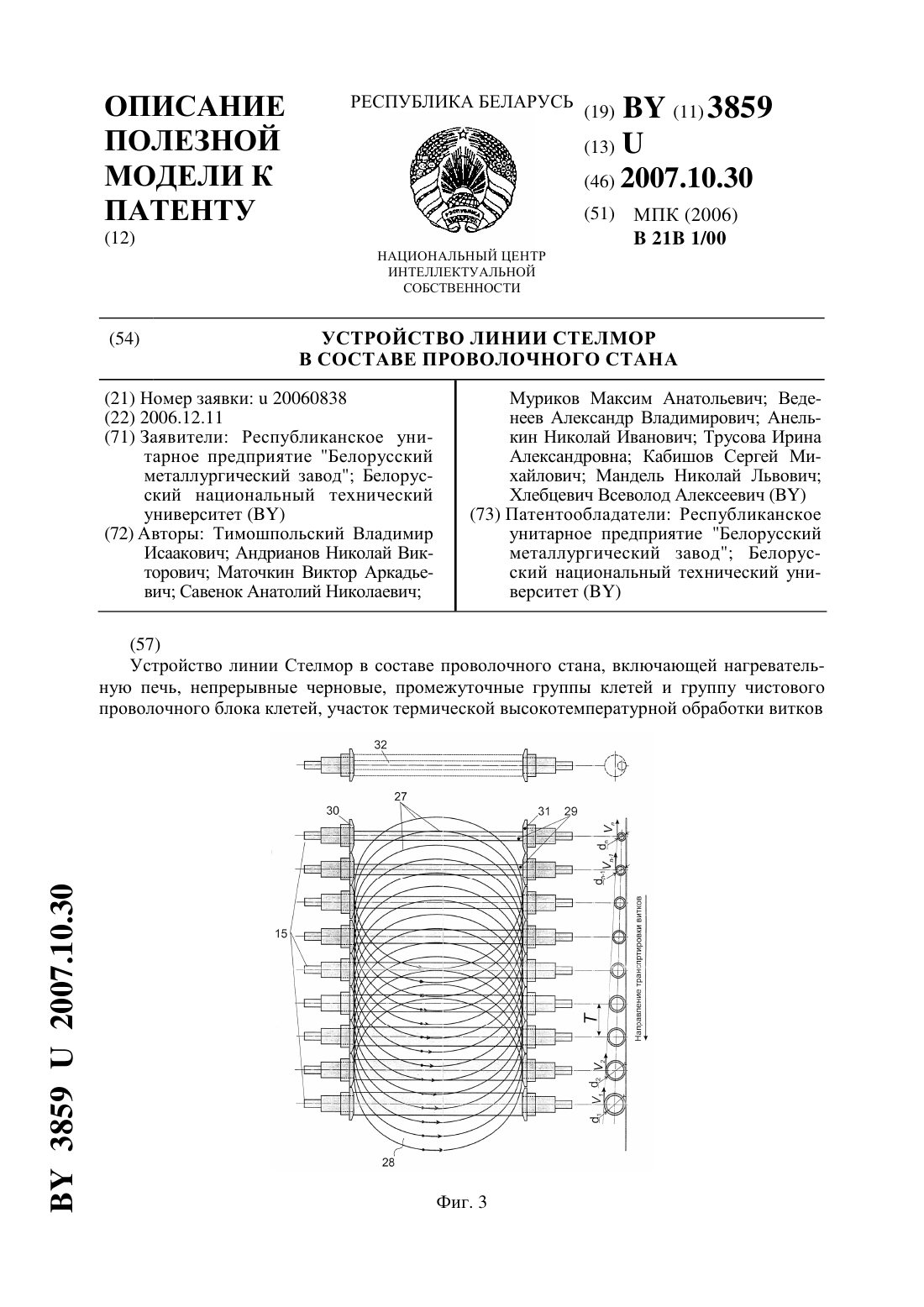
Номер патента: U 3859
Опубликовано: 30.10.2007
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Веденеев Александр Владимирович, Анелькин Николай Иванович, Муриков Максим Анатольевич, Трусова Ирина Александровна, Савенок Анатолий Николаевич, Тимошпольский Владимир Исаакович, Кабишов Сергей Михайлович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич
МПК: B21B 1/00
Метки: линии, составе, стелмор, устройство, стана, проволочного
Текст:
...увеличения диаметров от 1 дои так далее. Количество циклов определяют экспериментально или путем математического моделирования. На консольных участках роликов 29 рольганга 15 размещены направляющие реборды 30, 31. Рабочая бочка 32 несущих роликов 29 выполнена в виде цилиндра. В линии каждая секция участка 13 водяного охлаждения катанки оборудована охлаждающими, отсекающими водяными форсунками и воздушными форсунками для фиксации...
Технологическая линия Стелмор в составе проволочного стана
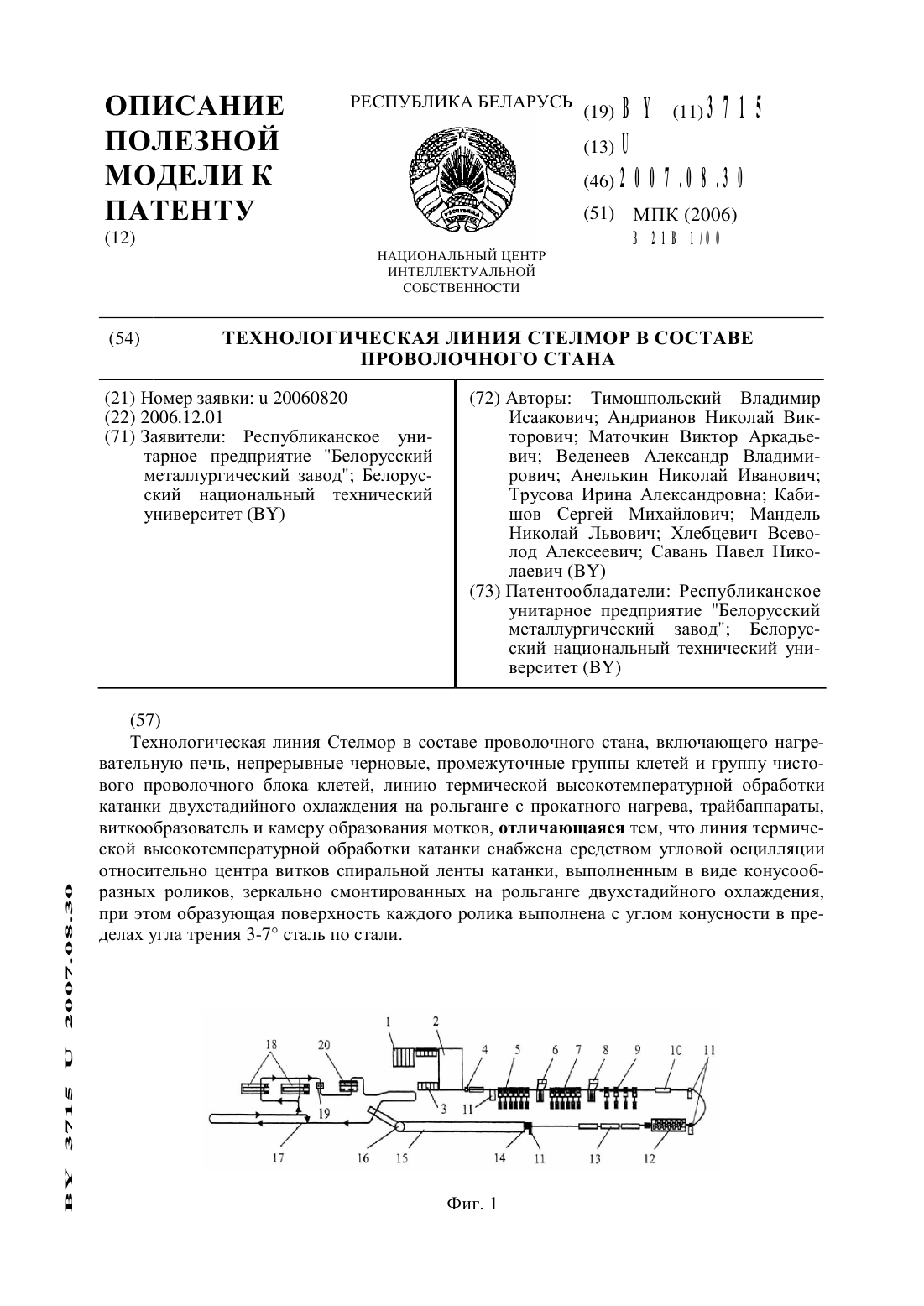
Номер патента: U 3715
Опубликовано: 30.08.2007
Авторы: Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Савань Павел Николаевич, Веденеев Александр Владимирович, Кабишов Сергей Михайлович, Тимошпольский Владимир Исаакович, Мандель Николай Львович
МПК: B21B 1/00
Метки: технологическая, линия, проволочного, составе, стелмор, стана
Текст:
...изобретения неочевидность и новизна.Заявленный объект поясняется чертежом, гдефиг. 1 - схематично изображен общий вид технологической линии Стелмор в составе проволочного станафиг. 2 - вид линии типа Стелмор обработки катанки с температуры деформации чистового проволочного блокафиг. 3 - схема способа осцилляции и перемещения витков спиральной ленты катанки на рольганге транспортера линии Стелмор.На фиг. 1 представлен общий вид...
Прокатный стан

Номер патента: U 3772
Опубликовано: 30.08.2007
Авторы: Андрианов Николай Викторович, Шибченко Виталий Викторович, Маточкин Виктор Аркадьевич, Андрианов Дмитрий Николаевич, Прохоренко Виктор Николаевич
МПК: B21B 1/00
Текст:
...приводит к возникновению термических напряжений в боковых стенках непрерывнолитой заготовки и увеличению брака проката при повороте заготовки она теряет свою температуру, что приводит к увеличению нагрузок на привод стана. Задача, решаемая полезной моделью, состоит в изменении конструкции, стана 850 для проката непрерывнолитых заготовок. При этом исключается поворот заготовки (с большого ребра на малое) на угол 90 в реверсивной клети (1...
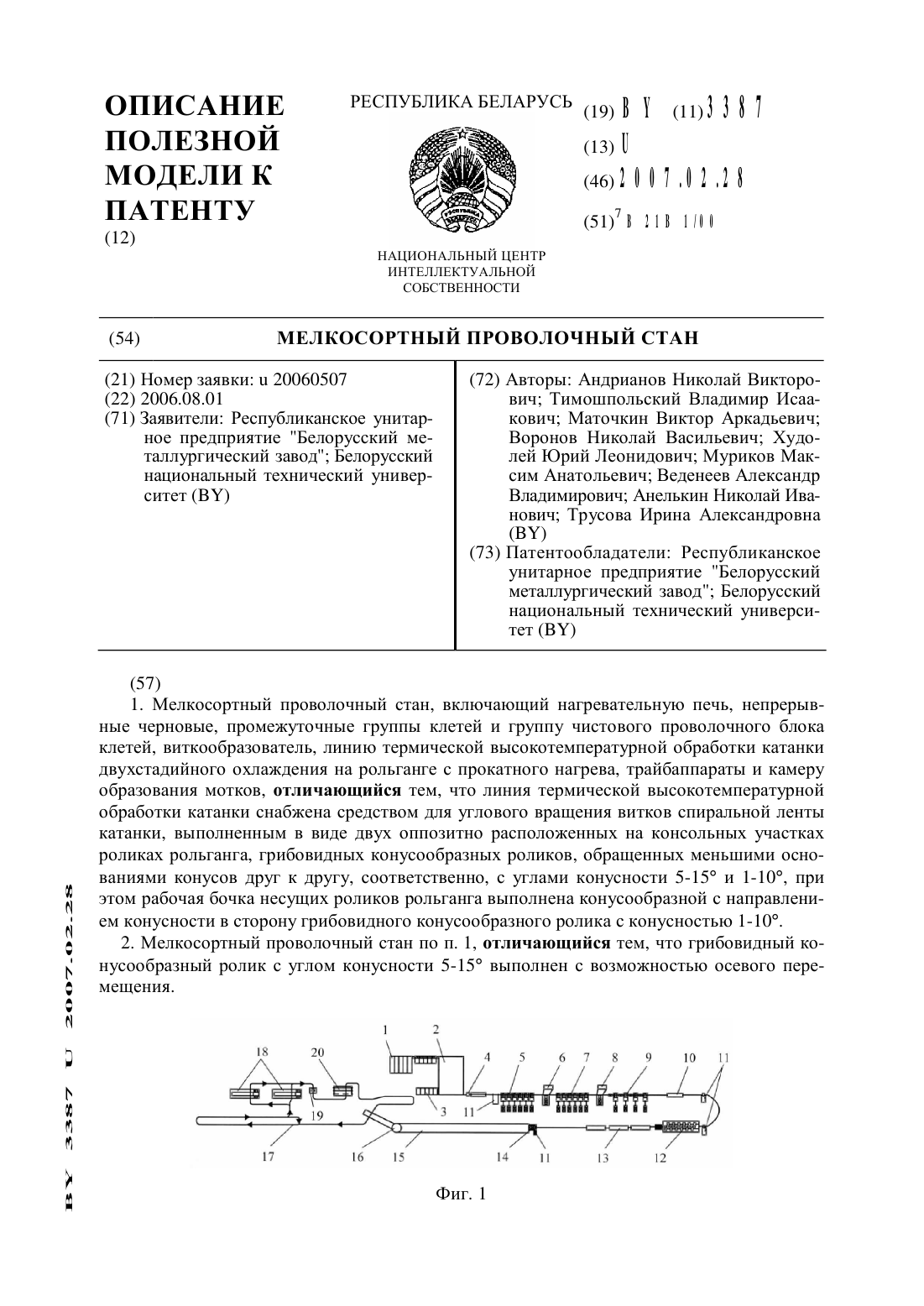
Мелкосортный проволочный стан
Номер патента: U 3387
Опубликовано: 28.02.2007
Авторы: Маточкин Виктор Аркадьевич, Худолей Юрий Леонидович, Муриков Максим Анатольевич, Веденеев Александр Владимирович, Андрианов Николай Викторович, Трусова Ирина Александровна, Воронов Николай Васильевич, Анелькин Николай Иванович, Тимошпольский Владимир Исаакович
МПК: B21B 1/00
Метки: мелкосортный, проволочный, стан
Текст:
...блокафиг. 3 - схема конструктива технологического направления вращения И перемещения витков спиральной ленты катанки на рольганге транспортера линии Стельмор.На фиг. 1 представлен общий вид мелкосортного проволочного стана, на котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3 (аварийный) установка 4 удаления окалины черновая группа 5 клетей ротационные...
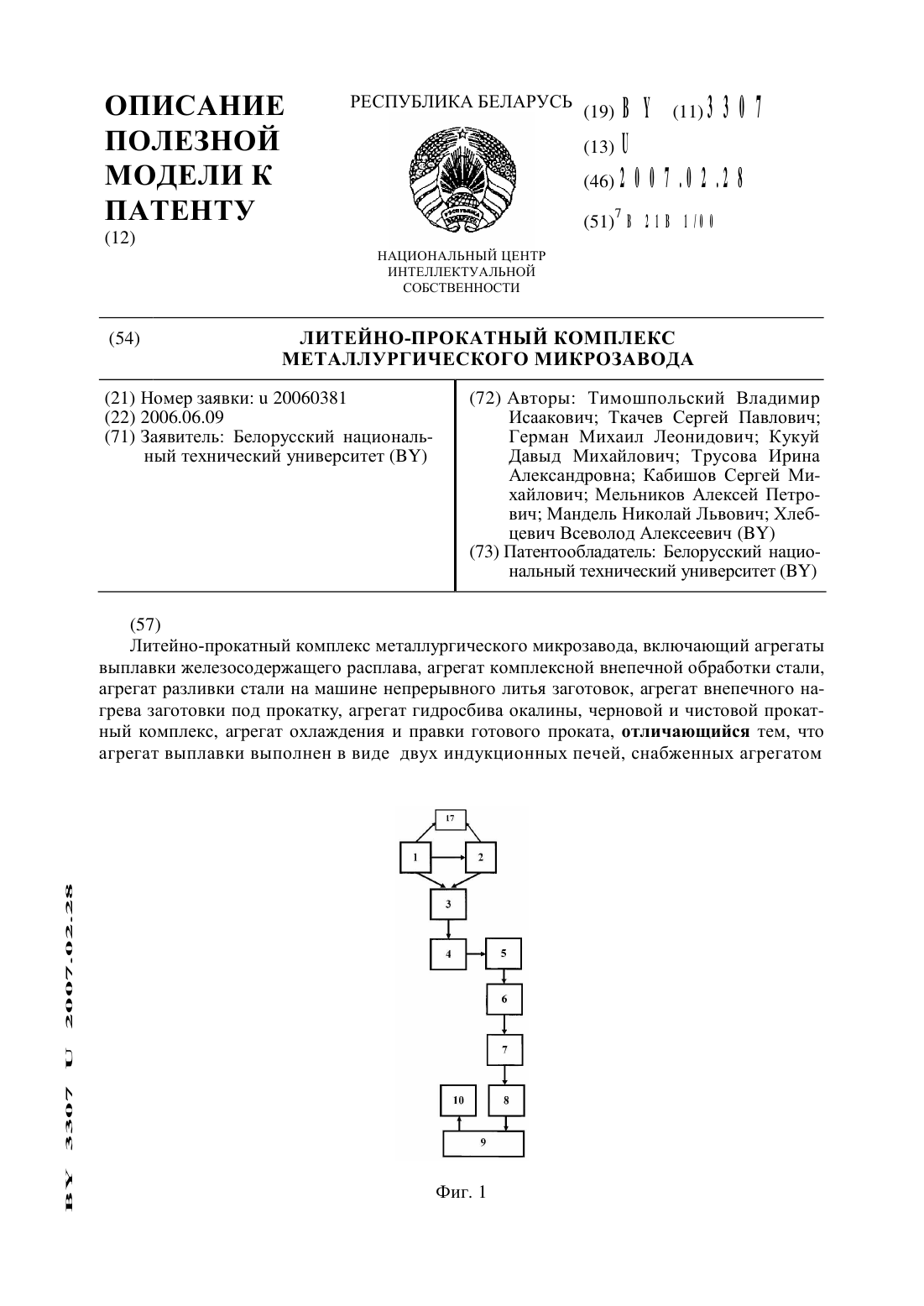
Литейно-прокатный комплекс металлургического микрозавода
Номер патента: U 3307
Опубликовано: 28.02.2007
Авторы: Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Мельников Алексей Петрович, Герман Михаил Леонидович, Ткачев Сергей Павлович, Кабишов Сергей Михайлович, Кукуй Давыд Михайлович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич
МПК: B21B 1/00
Метки: литейно-прокатный, металлургического, микрозавода, комплекс
Текст:
...тепла отходящих газов и продуктов дожигания, в том числе и для выработки пара на технологические нужды основного производства.Станы поперечно-винтовой прокатки 14, 15 снабжены средством 18 порезки проката на Мерные длины.На металлургическом микрозаводе агрегат 3 внепечной комплексной обработки стали АКОС - может быть снабжен средством для продувки инертным газом стального расплава, которое на Чертеже условно не показано.В зависимости от...
Высокоскоростная многоблочная линия по производству проката и катанки

Номер патента: U 3382
Опубликовано: 28.02.2007
Авторы: Анелькин Николай Иванович, Бобков Петр Александрович, Муриков Максим Анатольевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Пишикин Вадим Серафимович, Кириленко Олег Михайлович
МПК: B21B 1/00
Метки: многоблочная, катанки, производству, линия, высокоскоростная, проката
Текст:
...двухклетьевой предчистовой блок с диаметрами прокатных шайб от 205 до 230 мм для обеспечения деформации подката и увеличения скорости. А между второй и третьей секциями водяного охлаждения установлен высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей с диаметрами прокатных шайб от 140 до 230 мм и максимальной скоростью прокатки 120 метров в секунду.Полезная модель поясняется чертежом, где на фигуре показан...
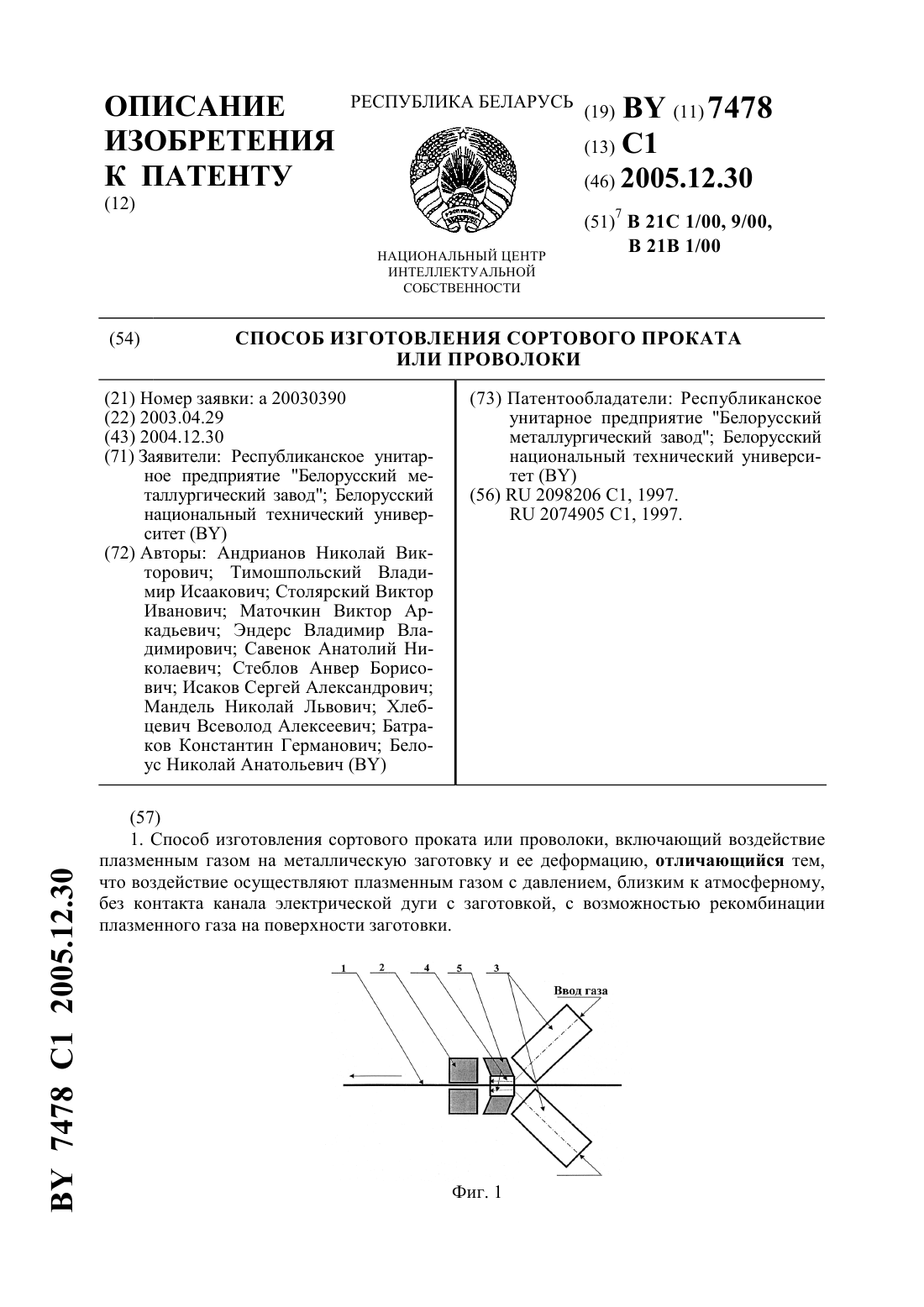
Способ изготовления сортового проката или проволоки
Номер патента: 7478
Опубликовано: 30.12.2005
Авторы: Исаков Сергей Александрович, Маточкин Виктор Аркадьевич, Столярский Виктор Иванович, Стеблов Анвер Борисович, Белоус Николай Анатольевич, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Савенок Анатолий Николаевич, Батраков Константин Германович, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Андрианов Николай Викторович
МПК: B21B 1/00, B21C 1/00, B21C 9/00...
Метки: проката, проволоки, или, изготовления, способ, сортового
Текст:
...азимутальная однородность распределения температуры обеспечивается радиальное распределение температуры в заготовке путем теплообмена между поверхностью заготовки и потоком плазмы, а также энерговыделения на поверхности заготовки, связанного с поверхностной рекомбинацией плазмы. Рекомбинация - процесс образования нейтрального атома при соединении иона с электроном. Каждый акт рекомбинации сопровождается выделением энергии ионизации 6,...
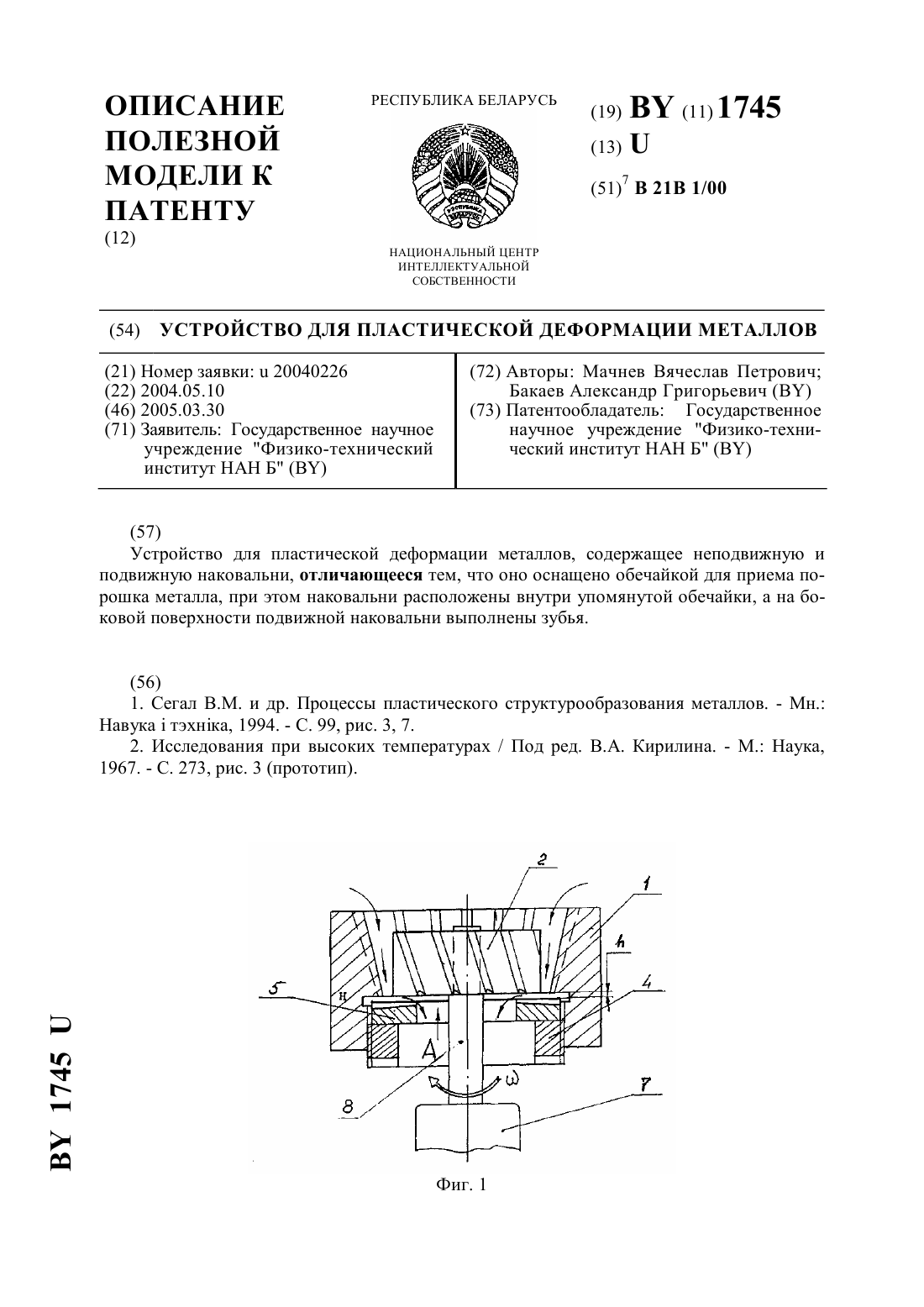
Устройство для пластической деформации металлов
Номер патента: U 1745
Опубликовано: 30.03.2005
Авторы: Мачнев Вячеслав Петрович, Бакаев Александр Григорьевич
МПК: B21B 1/00
Метки: металлов, пластической, устройство, деформации
Текст:
...с наковальни и может быть переработан в конечное изделие кольцевой формы (например, холодным прессованием или ковкой). Таким образом, достигается поставленная техническая задача. Полезная модель поясняется графическими материалами, где на фиг. 1 изображен продольный разрез устройства для пластической деформации металлов на фиг. 2 - вид А на фиг. 1. Устройство для пластической деформации металлов содержит кольцевую неподвижную обечайку 1 для...
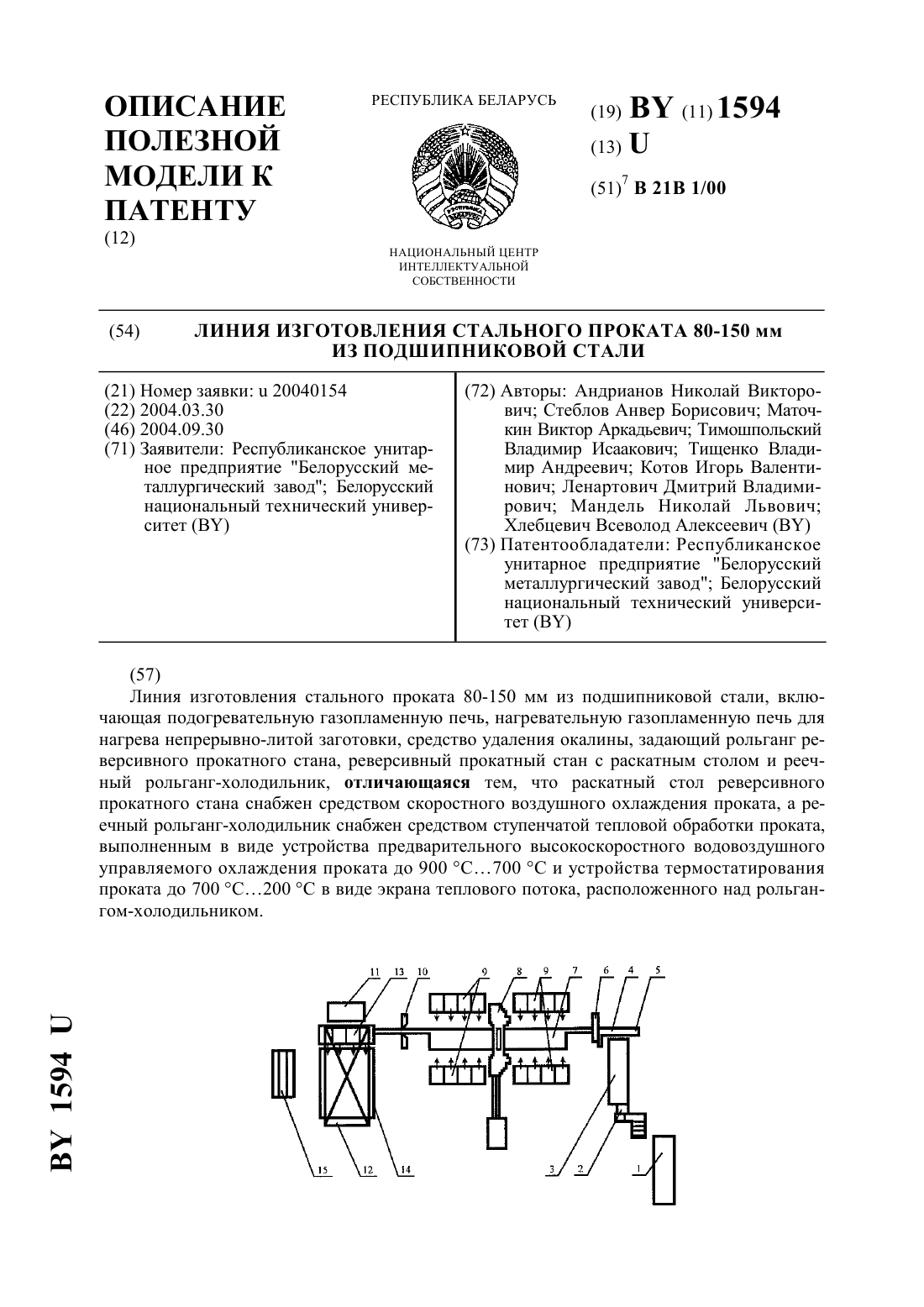
Линия изготовления стального проката 80-150мм из подшипниковой стали
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Андрианов Николай Викторович, Котов Игорь Валентинович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович, Мандель Николай Львович, Маточкин Виктор Аркадьевич
МПК: B21B 1/00
Метки: проката, стального, 80-150мм, линия, изготовления, стали, подшипниковой
Текст:
...задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур...
Летучий обжимной пресс
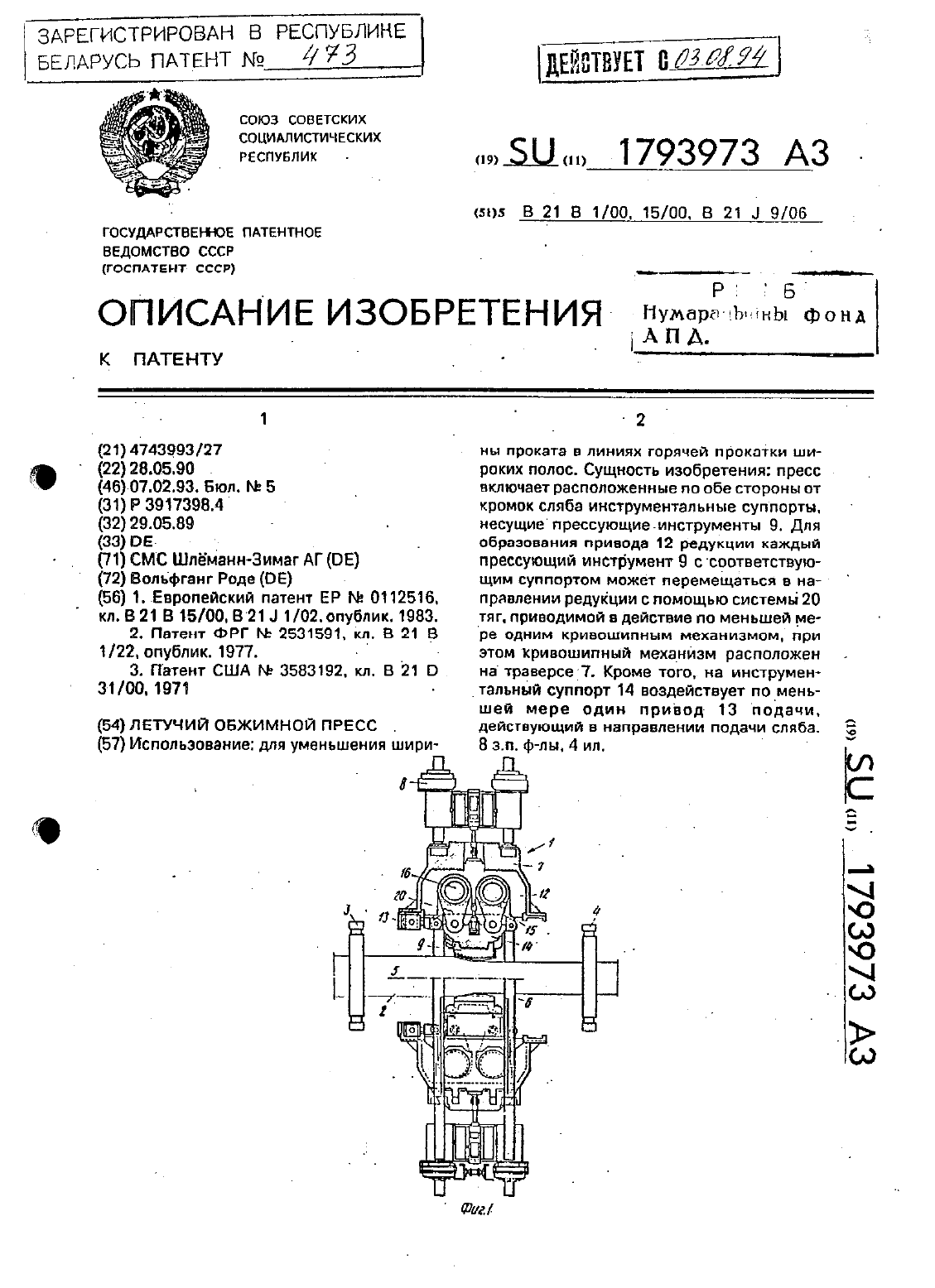
Номер патента: 473
Опубликовано: 30.03.1995
Автор: Вольфганг Роде
МПК: B21J 9/06, B21B 15/00, B21B 1/00...
Метки: пресс, летучий, обжимной
Текст:
...этом каждая тяга имеет собственный кривошип. смонтированный в траверсе. радиусы которых выполнены равными. а углы поворота одинаковьами. Траверса и привод подачи суппорта жестко связаны соединительной опорой и выполнены в виде общего угла. Привод подачи суппорта и привод редукции выполнены с возможностью синхронизации с перемеще нием сляба. Привод подачи суппорта выпол нен в виде кривошипного привода с изменяемымрадиусом кривошипапривод...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Кулаков Л. В., Дышлевич В. Ф., Жучков С. М., Закшевский В. Б., Кузьмичев М. В., Сивак Э. В., Асанов В. Н., Бондаренко А. Н., Токмаков В. А.
МПК: B21B 1/00
Метки: способ, прокатки, стане, непрерывном, мелкосортном, сдвоенной
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...