Способ бесконечной прокатки
Номер патента: 7043
Опубликовано: 30.06.2005
Авторы: Маточкин Виктор Аркадьевич, Шевченко Александр Данилович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Жучков Сергей Михайлович, Стеблов Анвер Борисович
Текст
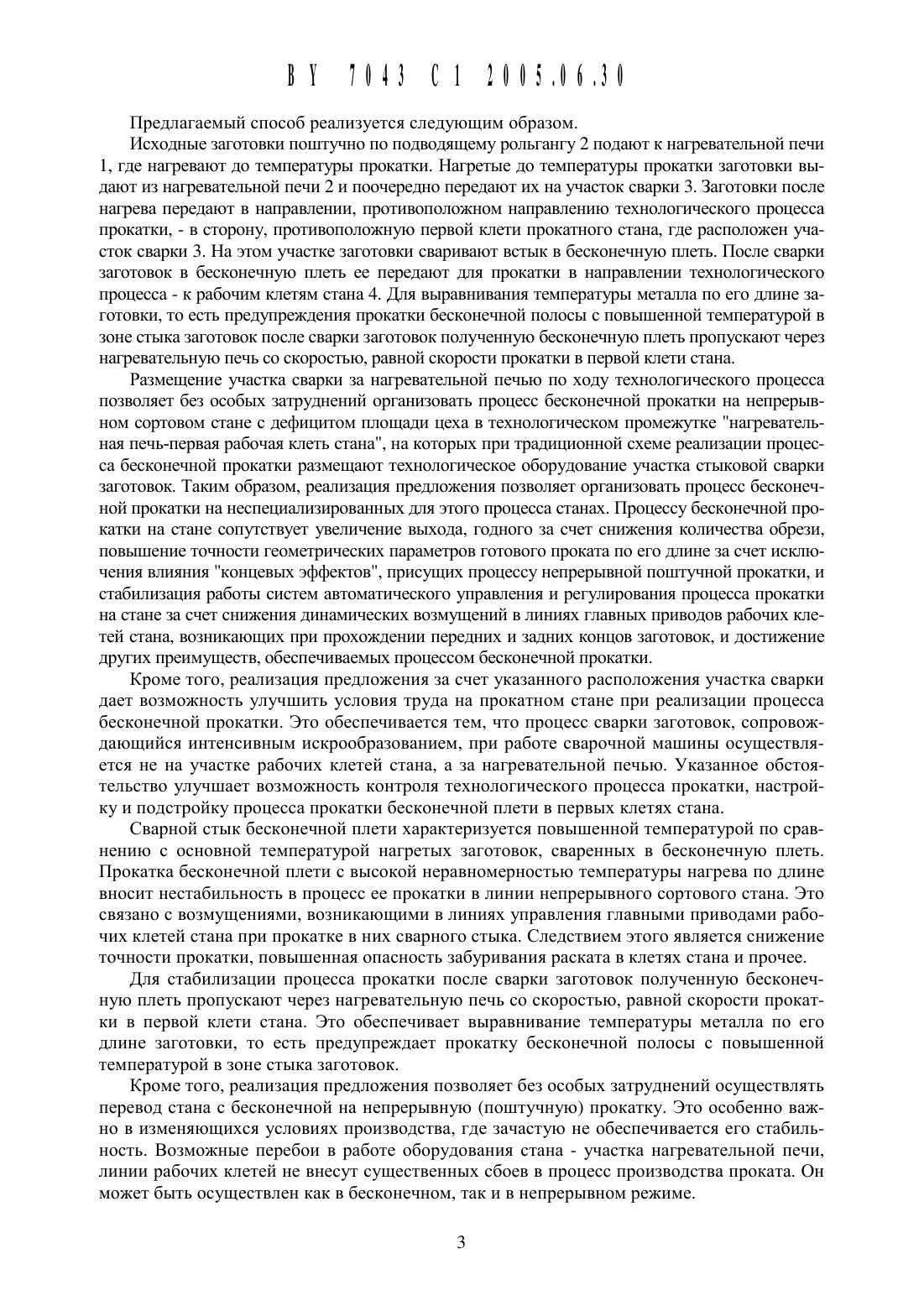
(51) В 211 1104 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод (ВУ) Институт черной металлургии им. З.И. Некрасова Национальной академии наук Украины (ПА)(72) Авторы ТиЩенко Владимир Андреевич Маточкин Виктор Аркадьевич(ПА) Филиппов Вадим Владимирович Тимошпольский Владимир Исаакович Шевченко Александр Данилович Стеблов Анвер Борисович Курбатов Геннадий Александрович (ВУ)(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод (ВУ) Институт черной металлургии им. З.И. Некрасова Национальной академии наук Украины (ПА)Способ бесконечной прокатки, включающий нагрев заготовок в нагревательной печи,поочередную передачу заготовок на участок сварки, сварку заготовок в бесконечную плеть, передачу бесконечной плети для прокатки в направлении технологического процесса и прокатку в клетях стана, отличающийся тем, что заготовки после нагрева передают на участок сварки в направлении, противоположном направлению технологического процесса, и бесконечную плеть перед прокаткой пропускают через нагревательную печь со скоростью, равной скорости прокатки в первой клети стана.Изобретение относится К прокатному производству, а именно К способам бесконечной прокатки сортового проката, И может быть использовано на сортовых, преимущественно,мелкосортнь 1 х прокатных станах.В качестве прототипа принят способ бесконечной прокатки, осуществляемый на участке сварки заготовок стана бесконечной прокатки 1. Известный способ включает нагрев заготовок в нагревательной печи, поочередную их передачу на участок сварки по ходу прокатки, сварку заготовок в бесконечную плеть И прокатку бесконечной плети в клетях прокатного стана.Недостатком прототипа является чрезвычайная сложность организации на стане процесса бесконечной прокатки, связанная с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана для размещения технологического оборудования участка стыковой сварки заготовок в бесконечную плеть. К недостаткам прототипа следует отнести также очень тяжелые условия труда при реализации процесса бесконечной прокатки. Это обусловлено тем, что процесс сварки при движении сварочной машины сопровождается интенсивным искрообразованием, происходящим вблизи первых клетей прокатного стана. Указанное обстоятельство снижает обзор и ухудшает возможность контроля технологического процесса прокатки в первых клетях стана, настройку и подстройку процесса прокатки бесконечной плети в первых клетях стана. Кроме того, сварной стык бесконечной плети характеризуется повышенной температурой. Это вносит нестабильность в процесс ее прокатки в линии непрерывного сортового стана. Наконец, условия работы прокатных цехов зачастую не обеспечивают стабильность процесса бесконечной прокатки заготовок в случае их поочередной выдачи из печи на участок сварки. Это связано с тем, что возможные перебои в работе печи приводят к увеличению времени ожидания заготовки, подвергающейся сварке, что снижает время окончания сварки, и как следствие - снижение стабильности бесконечной прокатки.Целью изобретения является организация процесса бесконечной прокатки на непрерывных сортовых станах с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана для размещения технологического оборудования участка стыковой сварки заготовок в бесконечную плеть улучшение условий труда при реализации процесса бесконечной прокатки повышение стабильности процесса бесконечной прокатки.Задача, решаемая изобретением, состоит в разработке способа бесконечной прокатки,который может быть реализован на непрерывных сортовых станах с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана,обеспечивающего, кроме прочего, высокую стабильность процесса бесконечной прокатки и улучшение условий труда при его промышленной реализации.Технический результат, получаемый в результате решения поставленной задачи, состоит в увеличении выхода, годного за счет снижения обрези, повышении точности геометрических параметров готового проката по его длине и стабилизации работы систем автоматического управления и регулирования процесса прокатки на стане и достижении других преимуществ, обеспечиваемых процессом бесконечной прокатки.Решение поставленной задачи обеспечивается тем, что способ бесконечной прокатки включает нагрев заготовок в нагревательной печи, поочередную передачу заготовок на участок сварки, сварку заготовок в бесконечную плеть, передачу бесконечной плети для прокатки в направлении технологического процесса и прокатку в клетях стана. Заготовки после нагрева передают на участок сварки в направлении, противоположном направлению технологического процесса, и бесконечную плеть перед прокаткой пропускают через нагревательную печь со скоростью, равной скорости прокатки в первой клети стана.Сущность предлагаемого решения поясняется чертежом, где схематически показан технологический участок сортового стана (его головная часть), поясняющая условия реализации предлагаемого способа бесконечной прокатки.Технологический участок стана для реализации предлагаемого способа бесконечной прокатки состоит из нагревательной печи 1 с подводящим рольгангом 2, участка сварки заготовок в бесконечную плеть 3 и рабочих клетей сортового стана 4.Предлагаемый способ реализуется следующим образом.Исходные заготовки поштучно по подводящему рольгангу 2 подают К нагревательной печи 1, где нагревают до температуры прокатки. Нагреть 1 е до температуры прокатки заготовки вь 1 дают из нагревательной печи 2 И поочередно передают их на участок сварки 3. Заготовки после нагрева передают в направлении, противоположном направлению технологического процесса прокатки, - в сторону, противоположную первой клети прокатного стана, где расположен участок сварки 3. На этом участке заготовки сваривают встык в бесконечную плеть. После сварки заготовок в бесконечную плеть ее передают для прокатки в направлении технологического процесса - к рабочим клетям стана 4. Для выравнивания температуры металла по его длине заготовки, то есть предупреждения прокатки бесконечной полосы с повышенной температурой в зоне стыка заготовок после сварки заготовок полученную бесконечную плеть пропускают через нагревательную печь со скоростью, равной скорости прокатки в первой клети стана.Размещение участка сварки за нагревательной печью по ходу технологического процесса позволяет без особых затруднений организовать процесс бесконечной прокатки на непрерь 1 вном сортовом стане с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана, на которых при традиционной схеме реализации процесса бесконечной прокатки размещают технологическое оборудование участка стыковой сварки заготовок. Таким образом, реализация предложения позволяет организовать процесс бесконечной прокатки на неспециализированных для этого процесса станах. Процессу бесконечной прокатки на стане сопутствует увеличение выхода, годного за счет снижения количества обрези,повышение точности геометрических параметров готового проката по его длине за счет исключения влияния концевых эффектов, присущих процессу непрерывной поштучной прокатки, и стабилизация работы систем автоматического управления и регулирования процесса прокатки на стане за счет снижения динамических возмущений в линиях главных приводов рабочих клетей стана, возникающих при прохождении передних и задних концов заготовок, и достижение других преимуществ, обеспечиваемых процессом бесконечной прокатки.Кроме того, реализация предложения за счет указанного расположения участка сварки дает возможность улучшить условия труда на прокатном стане при реализации процесса бесконечной прокатки. Это обеспечивается тем, что процесс сварки заготовок, сопровождающийся интенсивным искрообразованием, при работе сварочной машины осуществляется не на участке рабочих клетей стана, а за нагревательной печью. Указанное обстоятельство улучшает возможность контроля технологического процесса прокатки, настройку и подстройку процесса прокатки бесконечной плети в первых клетях стана.Сварной стык бесконечной плети характеризуется повышенной температурой по сравнению с основной температурой нагретых заготовок, сваренных в бесконечную плеть. Прокатка бесконечной плети с высокой неравномерностью температуры нагрева по длине вносит нестабильность в процесс ее прокатки в линии непрерывного сортового стана. Это связано с возмущениями, возникающими в линиях управления главными приводами рабочих клетей стана при прокатке в них сварного стыка. Следствием этого является снижение точности прокатки, повышенная опасность забуривания раската в клетях стана и прочее.Для стабилизации процесса прокатки после сварки заготовок полученную бесконечную плеть пропускают через нагревательную печь со скоростью, равной скорости прокатки в первой клети стана. Это обеспечивает выравнивание температуры металла по его длине заготовки, то есть предупреждает прокатку бесконечной полосы с повышенной температурой в зоне стыка заготовок.Кроме того, реализация предложения позволяет без особых затруднений осуществлять перевод стана с бесконечной на непрерывную (поштучную) прокатку. Это особенно важно в изменяющихся условиях производства, где зачастую не обеспечивается его стабильность. Возможные перебои в работе оборудования стана - участка нагревательной печи,линии рабочих клетей не внесут существенных сбоев в процесс производства проката. Он может быть осуществлен как в бесконечном, так и в непрерывном режиме.Для осуществления процесса бесконечной прокатки, разработанного в СССР в 19601980 годах, строились специализированные станы с увеличенным расстоянием технологического промежутка нагревательная печь-первая рабочая клеть стана. Это - непрерь 1 внь 1 е мелкосортнь 1 е станы 250 Запсибметкомбината, меткомбината Криворожсталь и др.На непрерывном мелкосортном стане 320 Республиканского унитарного предприятия Белорусский металлургический завод и на других станах, не предназначенных для реализации процесса бесконечной прокатки, организовать этот процесс по традиционной схеме не представляется возможным вследствие крайнего дефицита площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана. Реализация предлагаемого способа позволяет организовать процесс бесконечной прокатки на этом стане, который в данном случае осуществляется следующим образом.Исходные непрерывнолитые заготовки сечением 125125 мм длиной около 12000 мм по подводящему рольгангу поштучно подают к нагревательной печи, загружают в нее и нагревают до температуры прокатки порядка 1150-1200 С. После нагрева заготовки выдают из нагревательной печи на участок сварки заготовок в направлении, противоположном направлению технологического процесса прокатки, - в сторону, противоположную первой клети прокатного стана. На этом участке заготовки сваривают встык в бесконечную плеть и изменяют направление ее перемещения - ее передают для прокатки к рабочим клетям стана в направлении технологического процесса. Причем полученную бесконечную плеть перед прокаткой пропускают через нагревательную печь со скоростью прокатки в первой клети стана порядка 0,1 м/с. Этим обеспечивается, с одной стороны, дополнительный прогрев заготовок, а, с другой стороны, выравнивание температуры металла по его длине заготовки. То есть предупреждается прокатка бесконечной полосы с повышенной температурой в зоне стыка.Бесконечная прокатка металла заявляемым способом позволяет улучшить условия труда на стане и повысить стабильность осуществления процесса, а в условиях, РУП БМЗ, кроме прочего, снизить капиталовложения, необходимые для организации процесса бесконечной прокатки.Отсутствие жесткой связи технологических участков стана, ответственных за реализацию процесса бесконечной прокатки, нагревательной печи, первой клети стана и участка сварки, так сказать, некоторая их автономность, обеспеченная оригинальным расположением участка сварки, позволяет повысить технологическую гибкость работы на стане.Кроме того, реализация предложения за счет указанного расположения участка сварки дает возможность предупредить ухудшение условий труда на прокатном стане при реализации процесса бесконечной прокатки.Таким образом, реализация предлагаемого изобретения позволяет организовать процесс бесконечной прокатки на непрерывных сортовых станах с дефицитом площади цеха в технологическом промежутке нагревательная печь-первая рабочая клеть стана и обеспечивает при этом высокую стабильность процесса бесконечной прокатки и улучшение условий труда при его промышленной реализации. А собственно реализация процесса бесконечной прокатки на непрерывном мелкосортном стане 320 РУП БМЗ позволит увеличить выход, годного за счет снижения обрези, повысить точности геометрических параметров готового проката по его длине и стабилизировать работу систем автоматического управления и регулирования процесса прокатки на стане.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/04
Метки: бесконечной, способ, прокатки
Код ссылки
<a href="https://by.patents.su/4-7043-sposob-beskonechnojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Способ бесконечной прокатки</a>
Способ прокатки заготовок разделением
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Дьяченко Юрий Владимирович, Филиппов Вадим Владимирович, Гуляев Михаил Павлович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: заготовок, разделением, прокатки, способ
Текст:
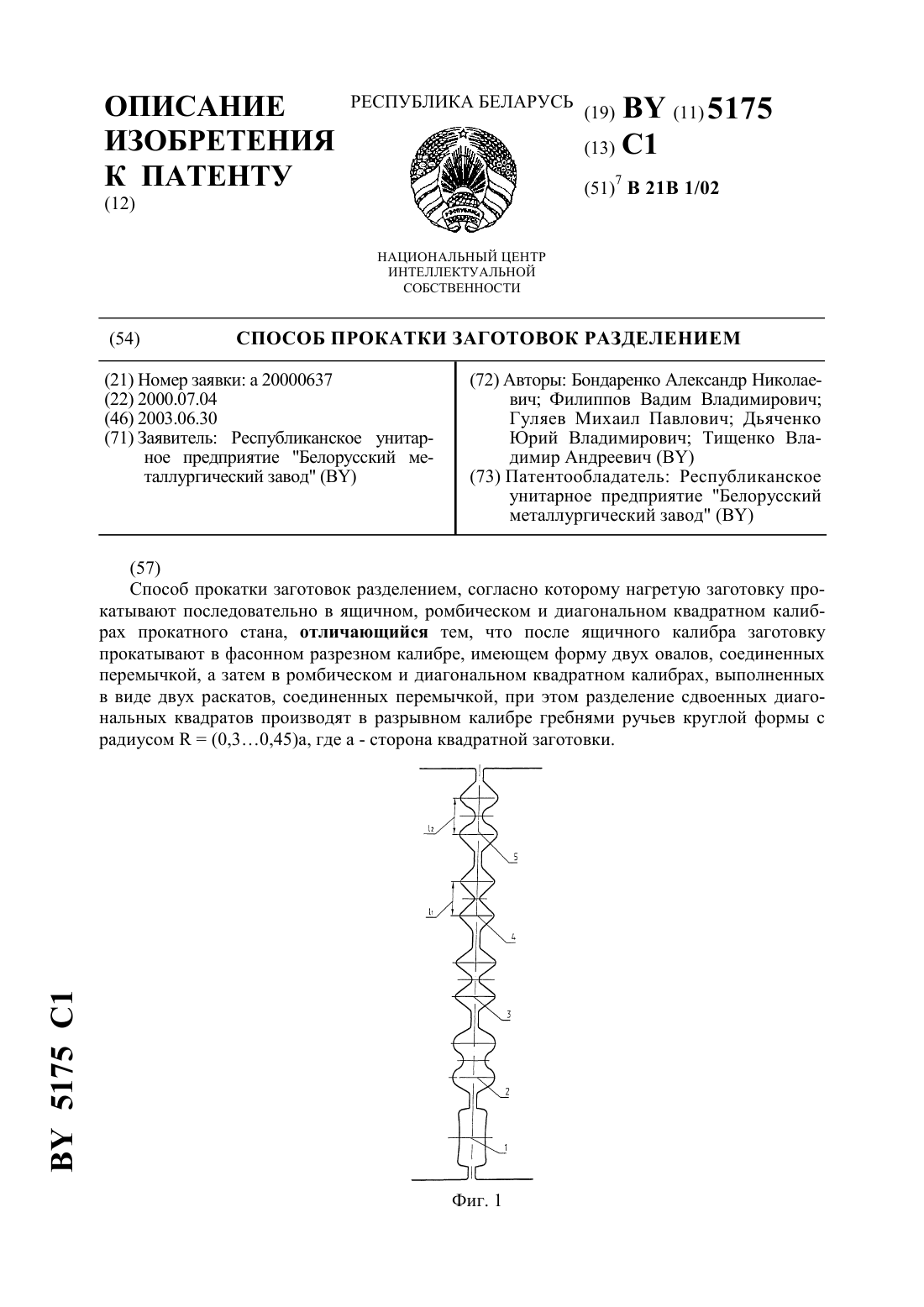
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Бобренок Геннадий Людвигович, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Ходырев Владимир Александрович, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич
МПК: B21B 1/02, B21C 47/04
Метки: разделением, прокатки, арматурных, профилей, продольным, раската, способ
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Способ прокатки разделением
Номер патента: 6115
Опубликовано: 30.06.2004
Авторы: Санок Эдуард Альбинович, Пустовалов Александр Геннадьевич, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Чернов Анатолий Ефимович, Перин Петр Сафонович, Бабков Петр Александрович, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: разделением, способ, прокатки
Текст:
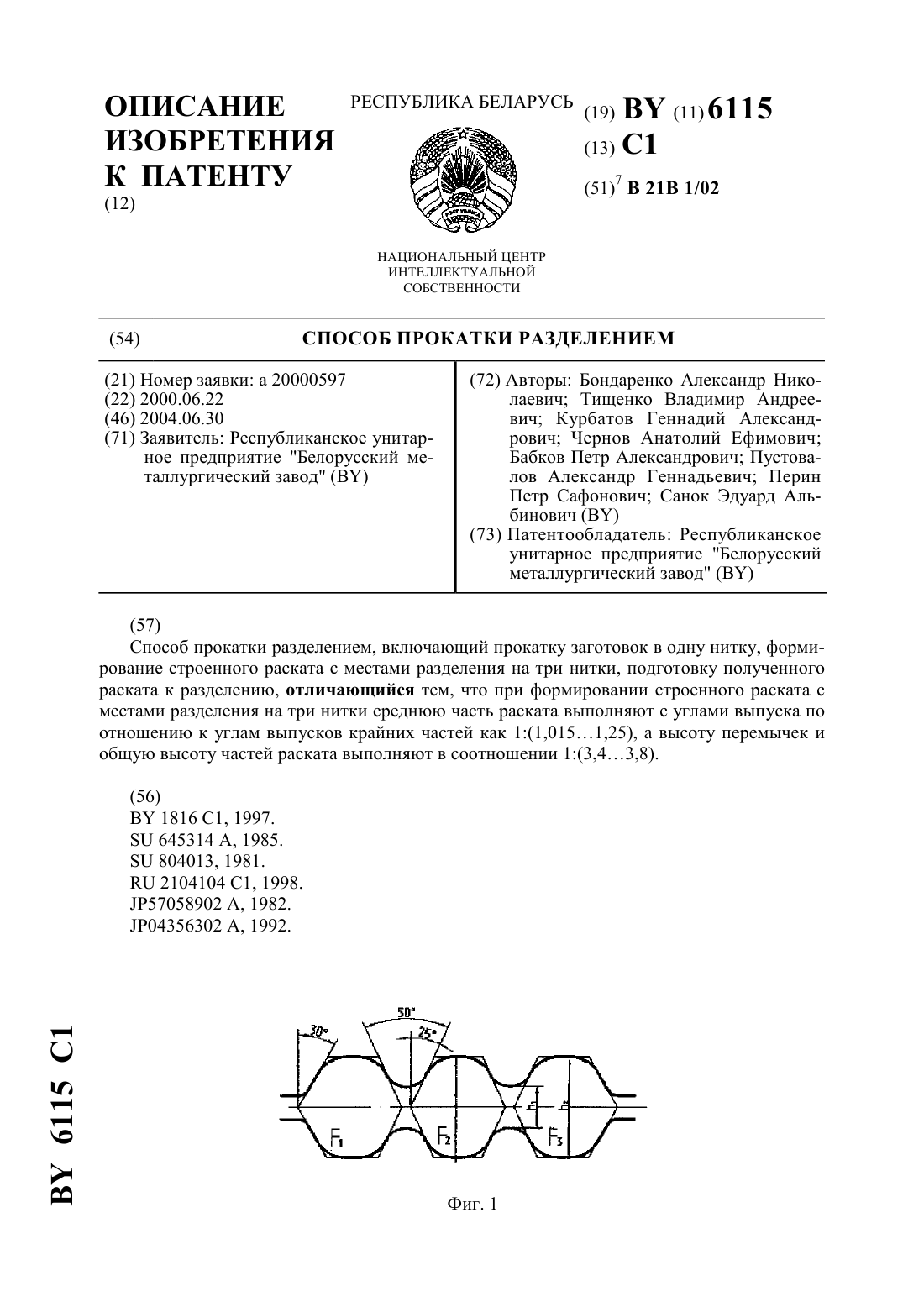
...в соотношении 1(3,43,8). При подготовке полученного раската к разделению площади поперечных сечений всех частей строенного раската выравнивают. В процессе формирования строенного раската с местами разделения на три нитки получают раскат в виде трех овалов одинаковой высоты, соединенных перемычками по меньшим осям. При этом центральный овал выполняют уменьшенной площади поперечного сечения с углами выпусков меньшими (25) по сравнению с...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Дышлевич В. Ф., Сивак Э. В., Бондаренко А. Н., Кузьмичев М. В., Закшевский В. Б., Асанов В. Н., Жучков С. М., Кулаков Л. В., Токмаков В. А.
МПК: B21B 1/00
Метки: непрерывном, стане, прокатки, сдвоенной, способ, мелкосортном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ производства сортового проката и катанки на непрерывном стане
Номер патента: 6987
Опубликовано: 30.06.2005
Авторы: Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Курбатов Геннадий Александрович, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Шевченко Александр Данилович
МПК: B21B 1/18
Метки: стане, производства, способ, проката, сортового, катанки, непрерывном
Текст:
...ее переднему концу. При этом градиент увеличения температуры нагрева заготовки от ее переднего конца к заднему концуустанавливают исходя из соотношения 2,пр полученного в результате статистической обработки экспериментальных данных при производстве сортового проката и катанки широкого размерного сортамента из заготовок квадратного сечения размерами 8080, 100100, 125125, 150150 мм на непрерывных проволочных станах 250 Енакиевского метзавода,...
Предыдущий патент: Устройство для измерения скорости жидкости
Следующий патент: Композиционная керамическая шихта для изготовления инструмента и способ ее получения
Случайный патент: Способ геоэлектроразведки углеводородной залежи