Устройство для прокатки полос
Текст
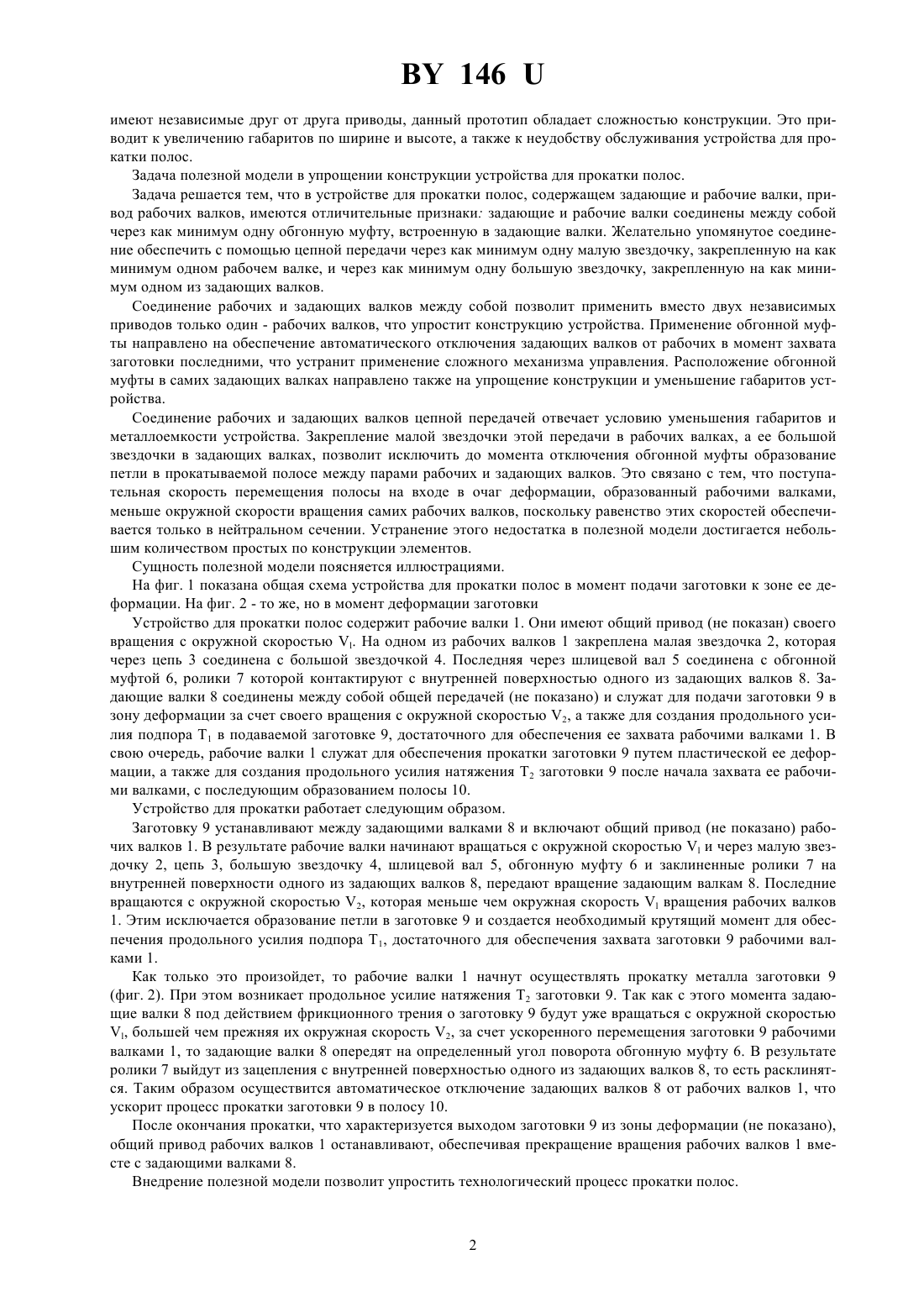
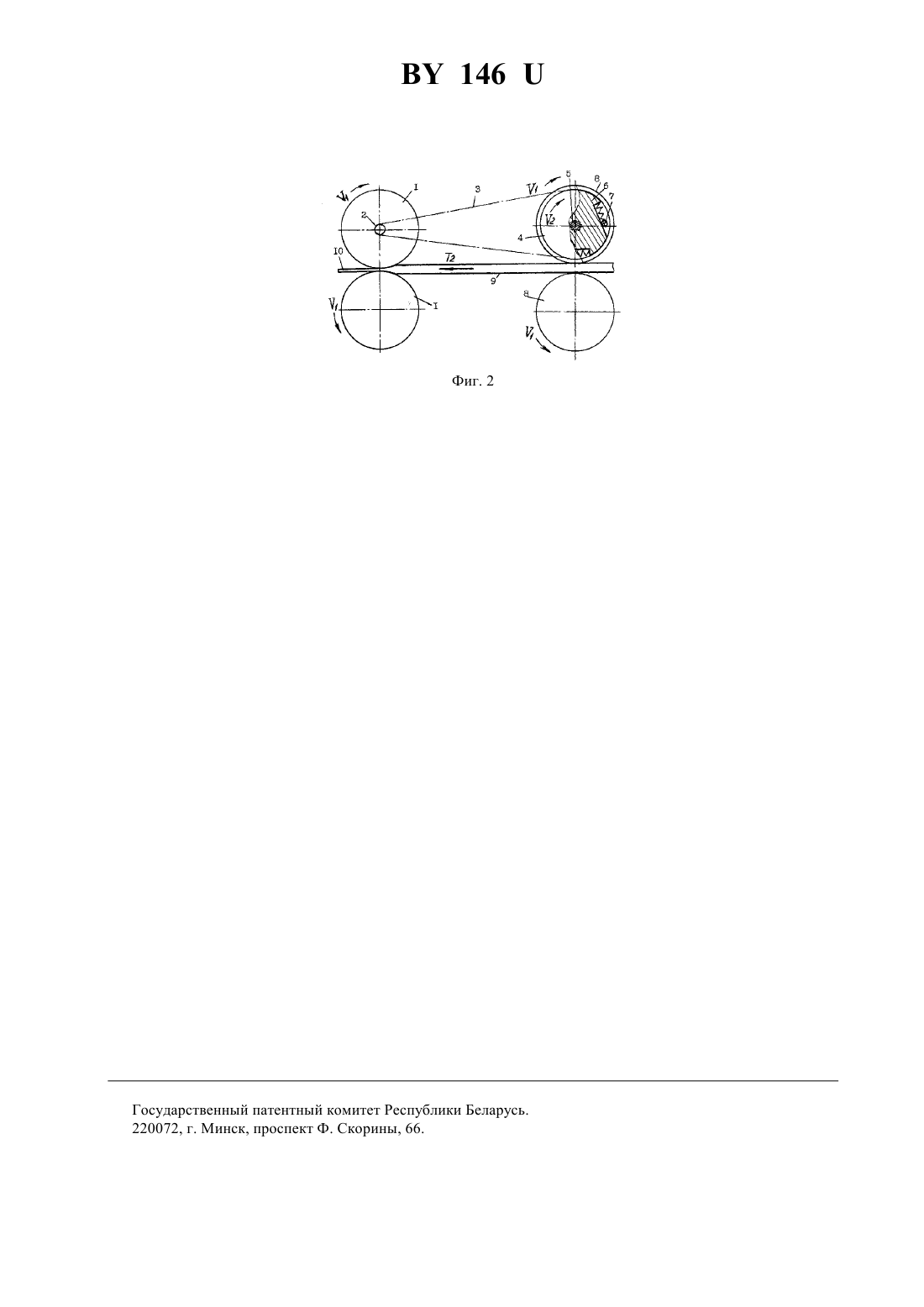
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОЛОС(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) 1. Устройство для прокатки полос, содержащее задающие и рабочие валки, привод рабочих валков, отличающееся тем, что задающие и рабочие валки соединены между собой через как минимум одну обгонную муфту, встроенную в задающие валки. 2. Устройство по п. 1, отличающееся тем, что соединение задающих и рабочих валков обеспечено с помощью цепной передачи через как минимум одну малую звездочку, закрепленную на как минимум одном рабочем валке, и через как минимум одну большую звездочку, закрепленную на как минимум одном из задающих валков.(56) 1. Сафьян М.М. и др. Технология процессов прокатки и волочения. Киев Выща школа, 1988. С. 169-170, рис. 51. 2.1764724 А 1, МПК В 21 В 1/42, приоритет от 06.04.90, 1992 (прототип). Фиг. 1 Полезная модель относится к прокатному производству и может быть использована при прокатке металлических полос. Известно устройство для прокатки полос, содержащее рабочие валки с их приводом и механизм принудительной подачи заготовки в эти валки 1. Недостатком такого устройства являются сложность его конструкции и существенные габариты из-за необходимости прикладывания толкающих усилий к заготовке с помощью механизма принудительной подачи,расположенного вдоль оси прокатки, для обеспечения захвата рабочими валками заготовки. Меньшими габаритами обладает наиболее близкое к полезной модели устройство для прокатки полос,содержащее деформирующие валки с их приводом и механизм принудительной подачи заготовки в эти валки, выполненный в виде задающих валков с их приводом 2. Однако, из-за того, что в этом устройстве для отключения задающих валков в момент начала деформации заготовки применяется усложненная система управления, а также из-за того, что рабочие и задающие валки 146 имеют независимые друг от друга приводы, данный прототип обладает сложностью конструкции. Это приводит к увеличению габаритов по ширине и высоте, а также к неудобству обслуживания устройства для прокатки полос. Задача полезной модели в упрощении конструкции устройства для прокатки полос. Задача решается тем, что в устройстве для прокатки полос, содержащем задающие и рабочие валки, привод рабочих валков, имеются отличительные признаки задающие и рабочие валки соединены между собой через как минимум одну обгонную муфту, встроенную в задающие валки. Желательно упомянутое соединение обеспечить с помощью цепной передачи через как минимум одну малую звездочку, закрепленную на как минимум одном рабочем валке, и через как минимум одну большую звездочку, закрепленную на как минимум одном из задающих валков. Соединение рабочих и задающих валков между собой позволит применить вместо двух независимых приводов только один - рабочих валков, что упростит конструкцию устройства. Применение обгонной муфты направлено на обеспечение автоматического отключения задающих валков от рабочих в момент захвата заготовки последними, что устранит применение сложного механизма управления. Расположение обгонной муфты в самих задающих валках направлено также на упрощение конструкции и уменьшение габаритов устройства. Соединение рабочих и задающих валков цепной передачей отвечает условию уменьшения габаритов и металлоемкости устройства. Закрепление малой звездочки этой передачи в рабочих валках, а ее большой звездочки в задающих валках, позволит исключить до момента отключения обгонной муфты образование петли в прокатываемой полосе между парами рабочих и задающих валков. Это связано с тем, что поступательная скорость перемещения полосы на входе в очаг деформации, образованный рабочими валками,меньше окружной скорости вращения самих рабочих валков, поскольку равенство этих скоростей обеспечивается только в нейтральном сечении. Устранение этого недостатка в полезной модели достигается небольшим количеством простых по конструкции элементов. Сущность полезной модели поясняется иллюстрациями. На фиг. 1 показана общая схема устройства для прокатки полос в момент подачи заготовки к зоне ее деформации. На фиг. 2 - то же, но в момент деформации заготовки Устройство для прокатки полос содержит рабочие валки 1. Они имеют общий привод (не показан) своего вращения с окружной скоростью . На одном из рабочих валков 1 закреплена малая звездочка 2, которая через цепь 3 соединена с большой звездочкой 4. Последняя через шлицевой вал 5 соединена с обгонной муфтой 6, ролики 7 которой контактируют с внутренней поверхностью одного из задающих валков 8. Задающие валки 8 соединены между собой общей передачей (не показано) и служат для подачи заготовки 9 в зону деформации за счет своего вращения с окружной скоростью 2, а также для создания продольного усилия подпора 1 в подаваемой заготовке 9, достаточного для обеспечения ее захвата рабочими валками 1. В свою очередь, рабочие валки 1 служат для обеспечения прокатки заготовки 9 путем пластической ее деформации, а также для создания продольного усилия натяжения Т 2 заготовки 9 после начала захвата ее рабочими валками, с последующим образованием полосы 10. Устройство для прокатки работает следующим образом. Заготовку 9 устанавливают между задающими валками 8 и включают общий привод (не показано) рабочих валков 1. В результате рабочие валки начинают вращаться с окружной скоростьюи через малую звездочку 2, цепь 3, большую звездочку 4, шлицевой вал 5, обгонную муфту 6 и заклиненные ролики 7 на внутренней поверхности одного из задающих валков 8, передают вращение задающим валкам 8. Последние вращаются с окружной скоростью 2, которая меньше чем окружная скоростьвращения рабочих валков 1. Этим исключается образование петли в заготовке 9 и создается необходимый крутящий момент для обеспечения продольного усилия подпора 1, достаточного для обеспечения захвата заготовки 9 рабочими валками 1. Как только это произойдет, то рабочие валки 1 начнут осуществлять прокатку металла заготовки 9(фиг. 2). При этом возникает продольное усилие натяжения Т 2 заготовки 9. Так как с этого момента задающие валки 8 под действием фрикционного трения о заготовку 9 будут уже вращаться с окружной скоростью, большей чем прежняя их окружная скорость 2, за счет ускоренного перемещения заготовки 9 рабочими валками 1, то задающие валки 8 опередят на определенный угол поворота обгонную муфту 6. В результате ролики 7 выйдут из зацепления с внутренней поверхностью одного из задающих валков 8, то есть расклинятся. Таким образом осуществится автоматическое отключение задающих валков 8 от рабочих валков 1, что ускорит процесс прокатки заготовки 9 в полосу 10. После окончания прокатки, что характеризуется выходом заготовки 9 из зоны деформации (не показано),общий привод рабочих валков 1 останавливают, обеспечивая прекращение вращения рабочих валков 1 вместе с задающими валками 8. Внедрение полезной модели позволит упростить технологический процесс прокатки полос. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21B 1/42
Метки: прокатки, устройство, полос
Код ссылки
<a href="https://by.patents.su/3-u146-ustrojjstvo-dlya-prokatki-polos.html" rel="bookmark" title="База патентов Беларуси">Устройство для прокатки полос</a>
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Токмаков Вадим Анатольевич
МПК: B21H 1/02
Метки: прокатки, сортовых, устройство, заготовок, многоручьевой
Текст:
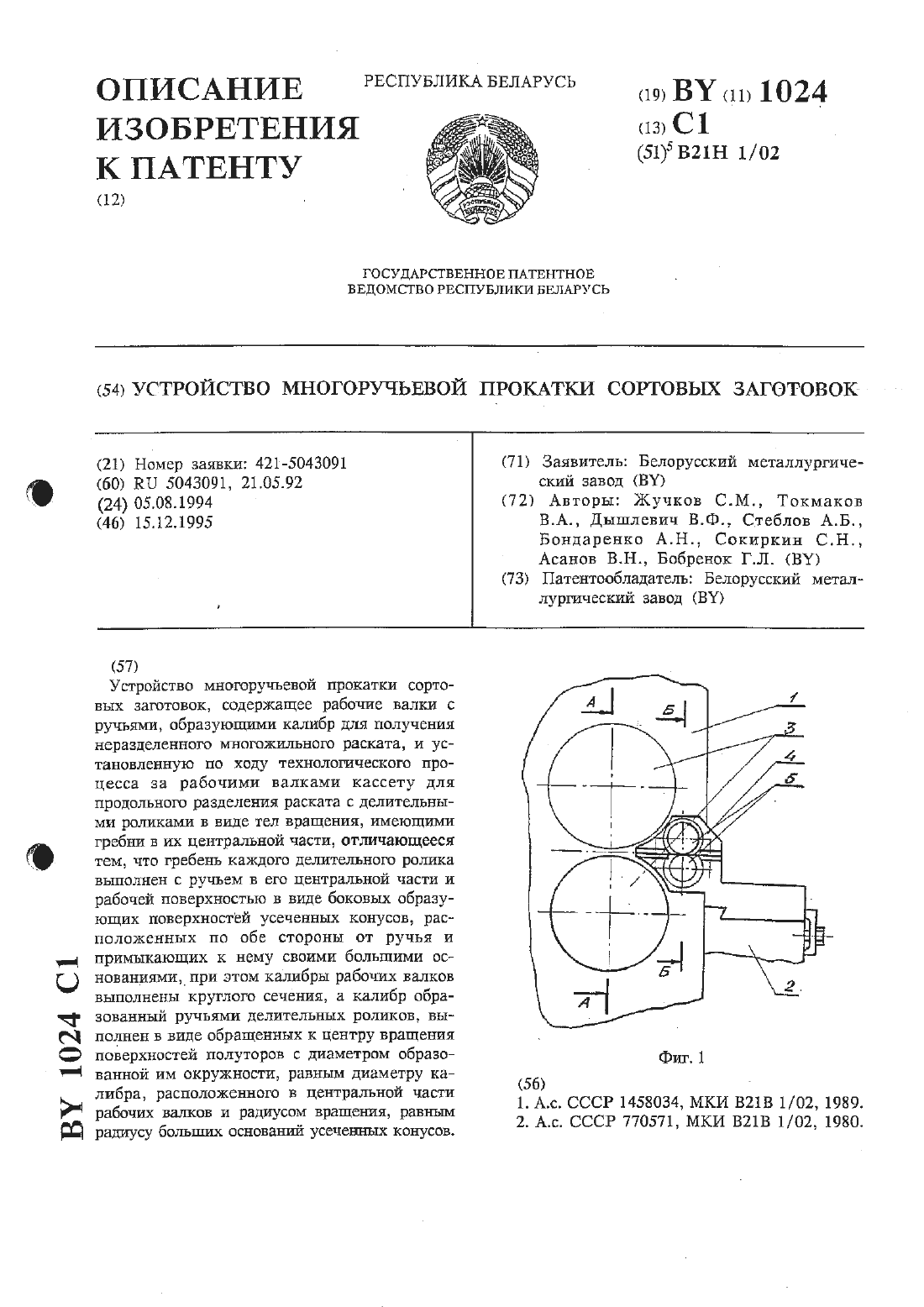
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
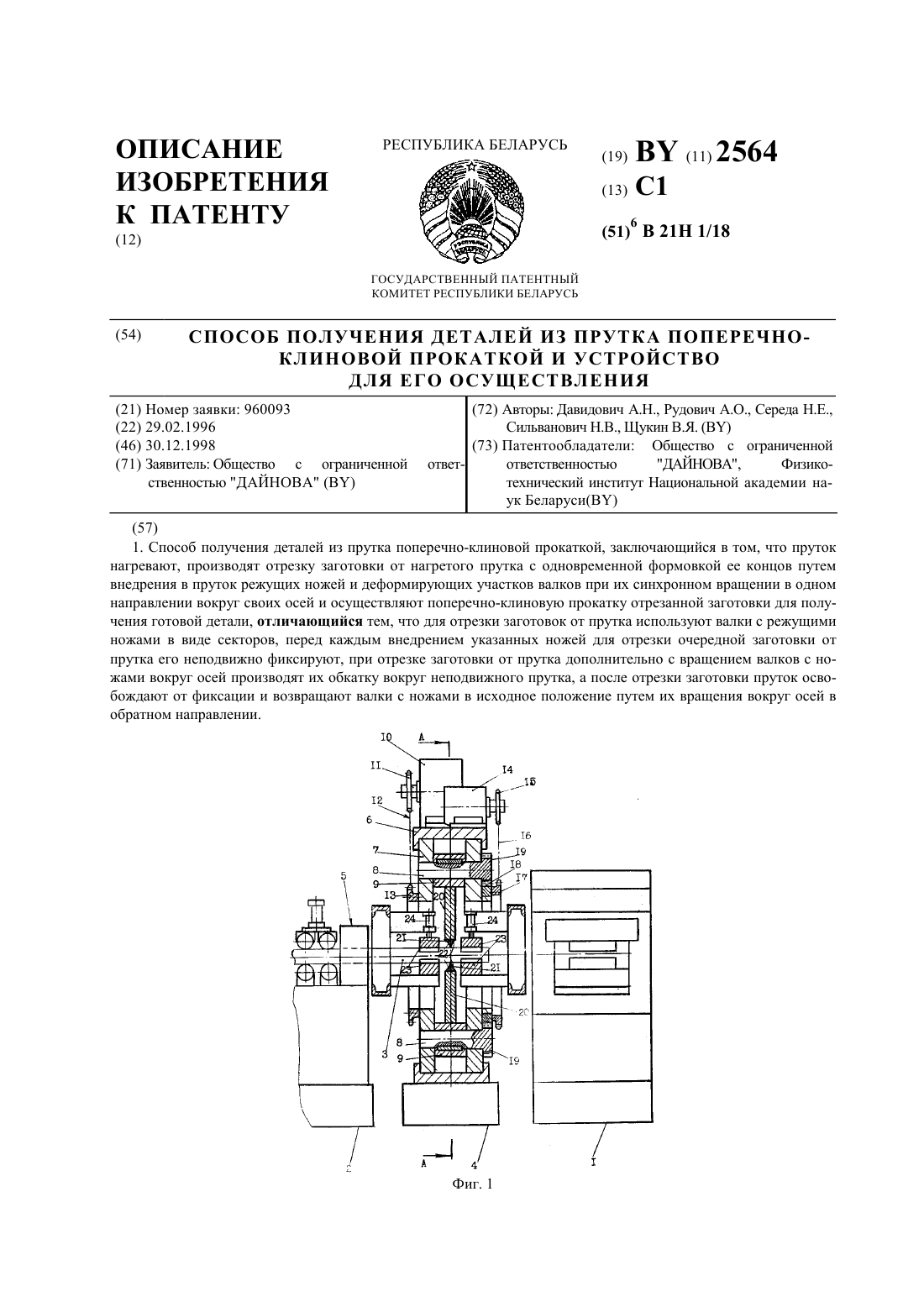
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Сильванович Николай Владимирович, Щукин Валерий Яковлевич, Давидович Александр Николаевич, Середа Николай Ефимович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: устройство, способа, получения, прокатки, прутка, деталей, этого, путем, способ, осуществления, поперечно-клиновой
Текст:
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...
Стан для прокатки изделий переменного профиля
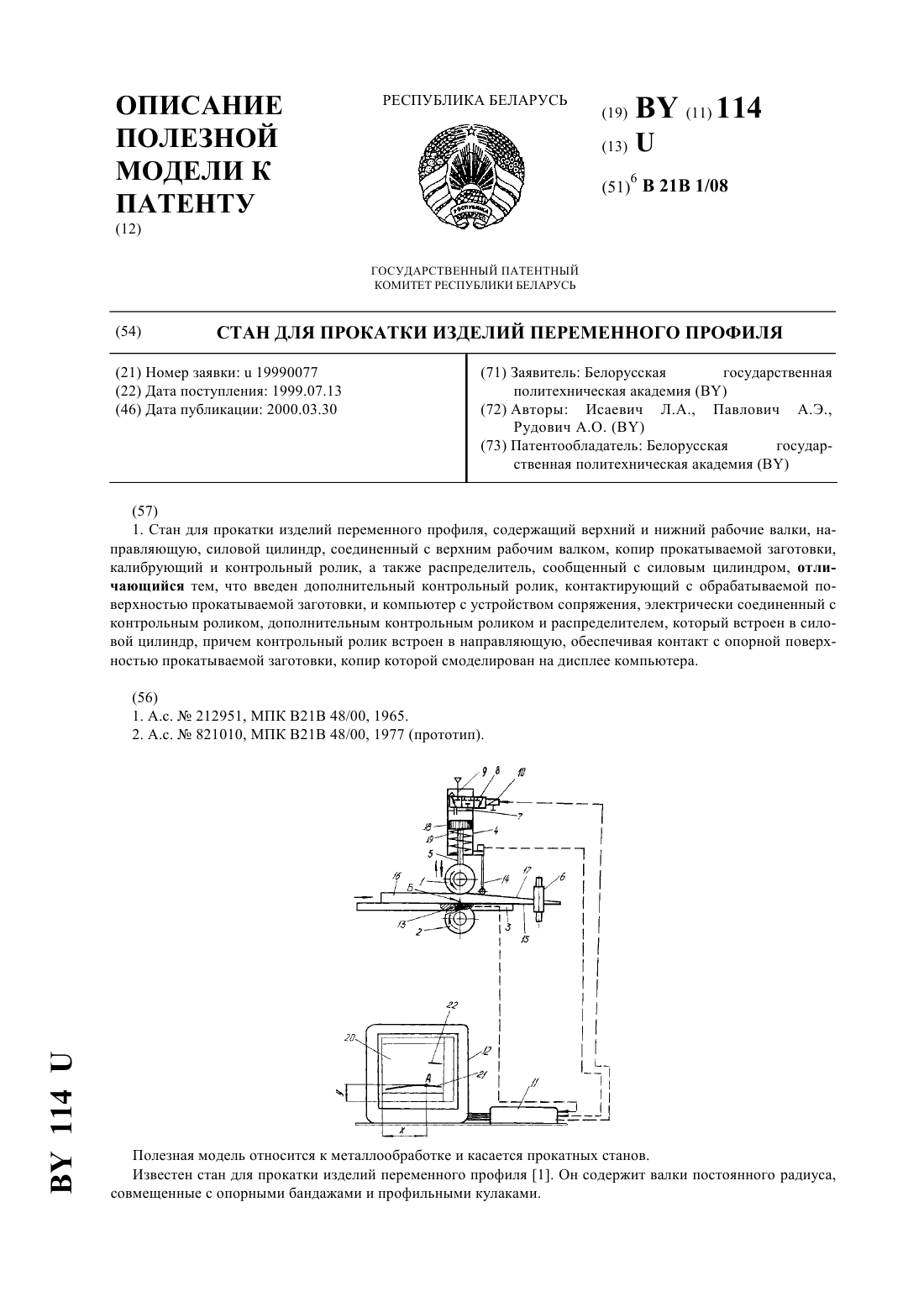
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Исаевич Леонид Александрович, Рудович Александр Олегович, Павлович Александр Эдуардович
МПК: B21B 1/08
Метки: стан, прокатки, профиля, переменного, изделий
Текст:
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Способ прокатки изделий переменного профиля и устройство для его осуществления
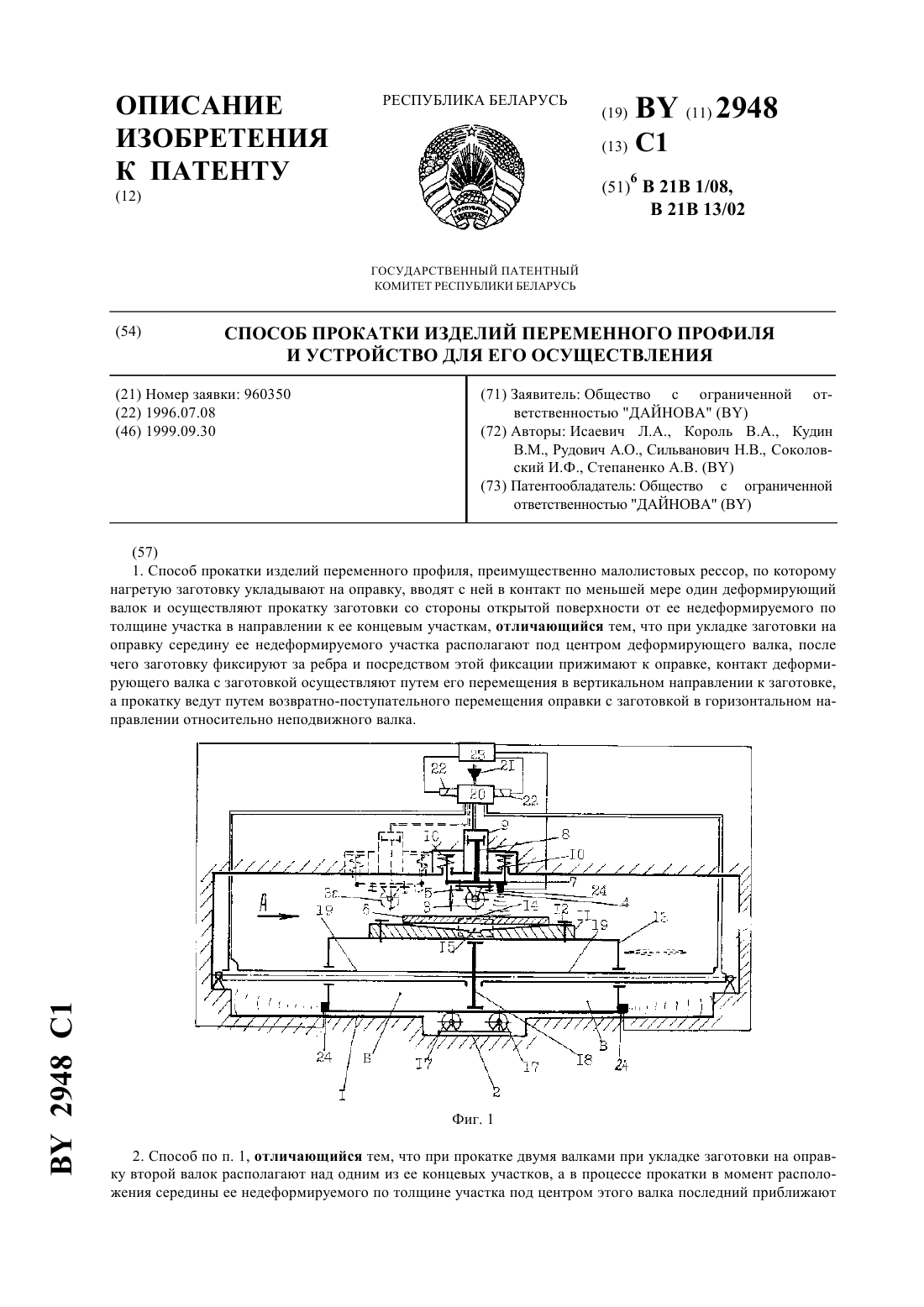
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Сильванович Николай Владимирович, КУДИН Виктор Михайлович, Степаненко Александр Васильевич, Король Владимир Андреевич, Соколовский Игорь Феликсович, Рудович Александр Олегович, Исаевич Леонид Александрович
МПК: B21B 13/02, B21B 1/08
Метки: осуществления, изделий, способ, прокатки, профиля, переменного, устройство
Текст:
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Ходырев Владимир Александрович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович
МПК: B21C 47/04, B21B 1/02
Метки: способ, прокатки, раската, профилей, арматурных, продольным, разделением
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Предыдущий патент: Дорожный знак
Следующий патент: Пространственная конструкция опалубки-облицовки карниза железобетонного моста
Случайный патент: Дымомер