Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями
Номер патента: U 3257
Опубликовано: 30.12.2006
Авторы: Мельник Владимир Иванович, Давидович Александр Николаевич, Давидович Владимир Александрович, Мартынович Сергей Владимирович, Бетеня Григорий Филиппович, Способ Анатолий Иванович

Текст
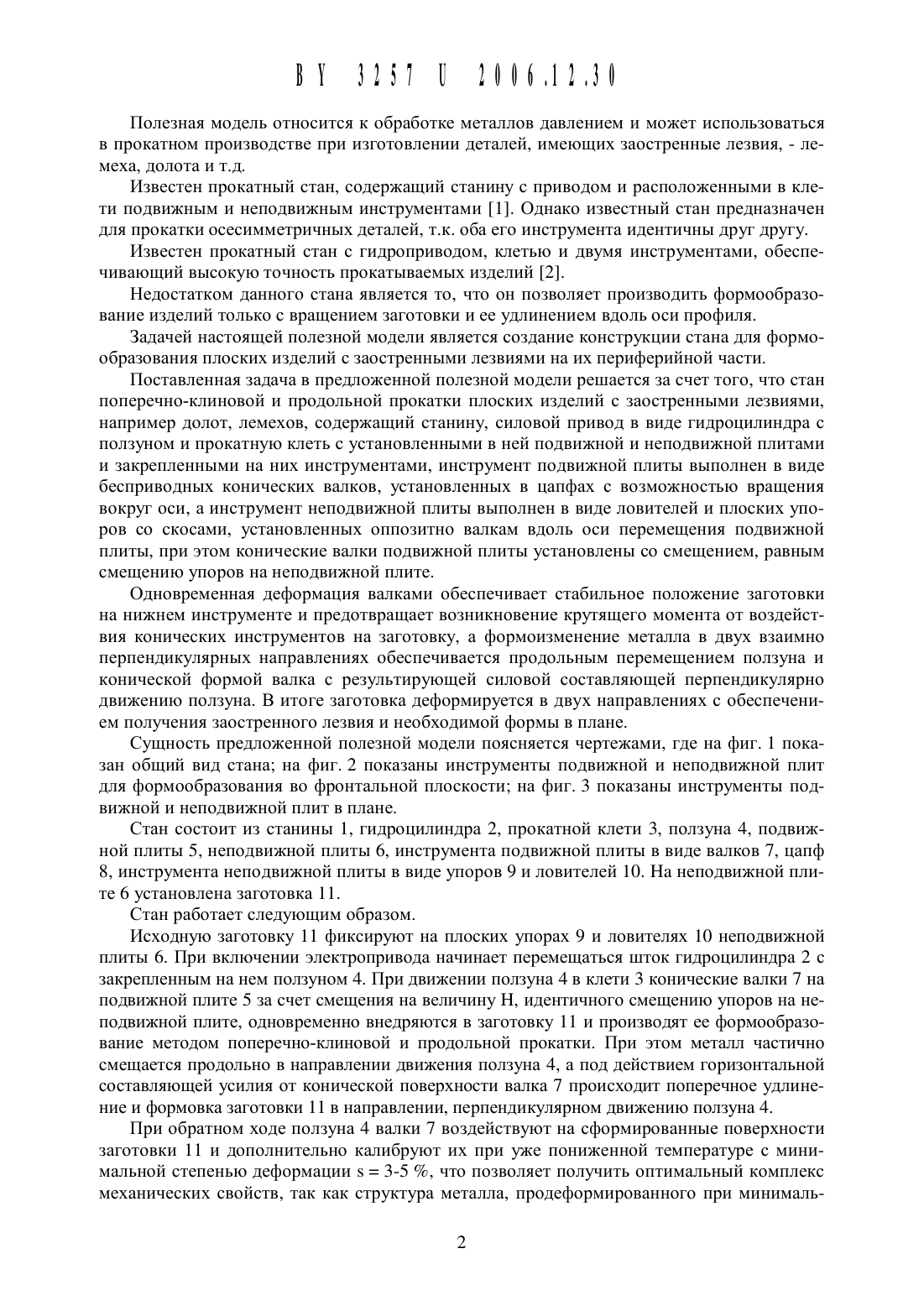
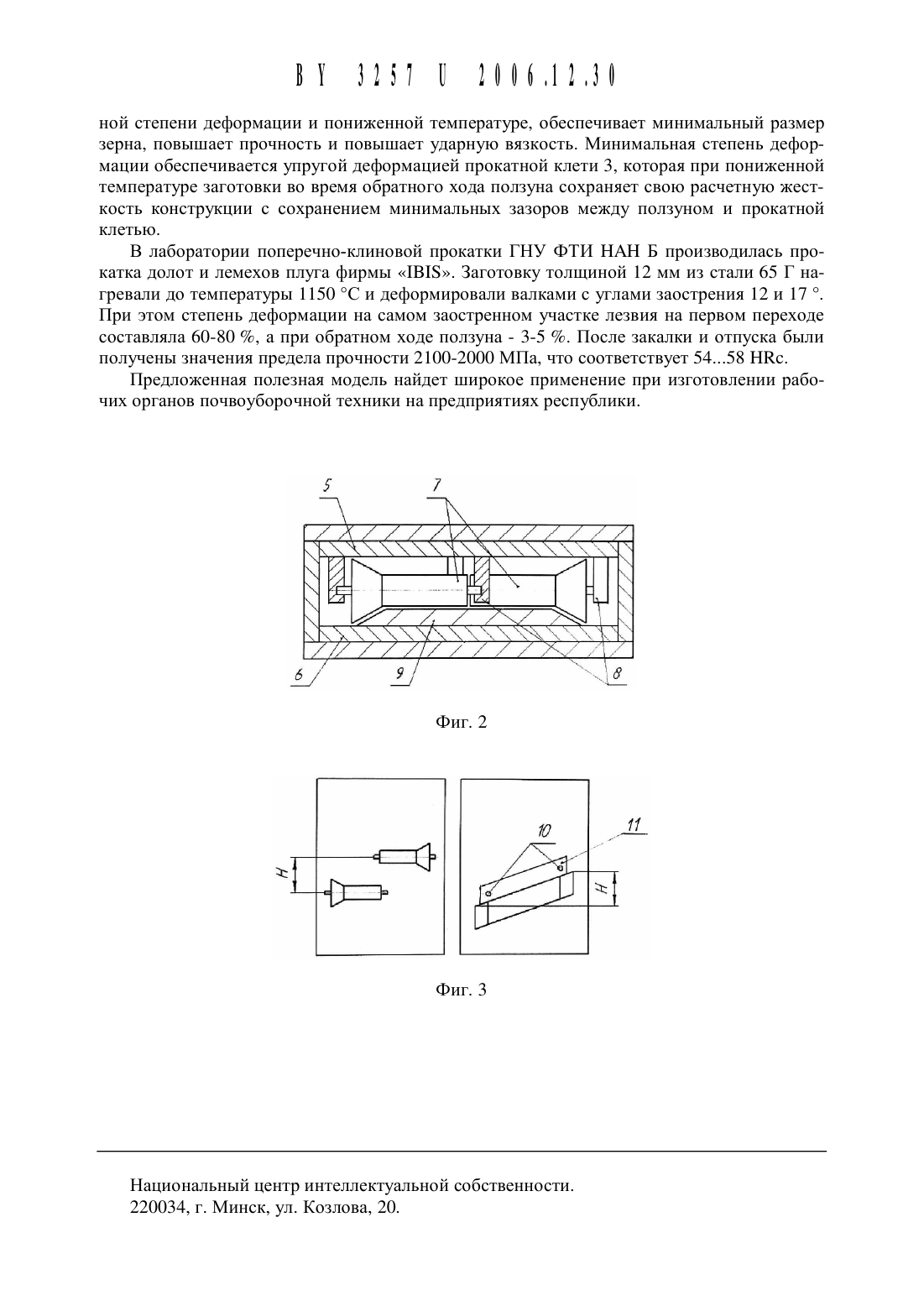
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси (ВУ)(72) Авторы Давидович Александр Николаевич Способ Анатолий Иванович Мартынович Сергей Владимирович Мельник Владимир Иванович Бетеня Григорий Филиппович Давидович Владимир Александрович (ВУ)(73) Патентообладатель Государственное научное учреждение Физико-техни ческий институт Национальной академии наук Беларуси (ВУ)Стан ПОПЕРЕЧНО-КЛИНОВОЙ И ПРОДОЛЬНОЙ прокатки ПЛОСКИХ ИЗДЕЛИЙ С заостренными ЛЕЗВИЯМИ, например ДОЛОТ, ЛЕМЕХОВ, содержащий станину, СИЛОВОЙ ПРИВОД В ВИДЕ ГИДРОЦИЛИНДРа С ПОЛЗУНОМ И ПРОКЗТНУЪО КЛЕТЬ С установленнь 1 ми В НЕЙ ПОДВИЖНОЙ И НЕПОДВИЖНОЙ плитами И закрепленными на НИХ инструментами, ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО ИНСТРУМЕНТ ПОДВИЖНОЙ ПЛИТЫ ВЫПОЛНЕН В ВИДЕ бЕСПРИВОДНЫХ КОНИЧЕСКИХ валков, устаНОВЛЕННЫХ В Цапфах С ВОЗМОЖНОСТЬЮ вращения ВОКРУГ ОСИ, а ИНСТРУМЕНТ НЕПОДВИЖНОЙ ПЛИТЫ ВЫПОЛНЕН В ВИДЕ ЛОВИТЕЛЕЙ И ПЛОСКИХ УПОРОВ СО скосами, установленных ОППОЗИТНО валкам ВДОЛЬ ОСИ ПЕРЕМЕЩЕНИЯ ПОДВИЖНОЙ ПЛИТЫ, ПРИ ЭТОМ КОНИЧЕСКИЕ валки ПОДВИЖНОЙ ПЛИТЫ установлень 1 СО СМЕЩЕНИЕМ, равнь 1 м СМЕЩЕНИЮ УПОРОВ на НЕПОДВИЖНОЙ ПЛИТЕ.Полезная Модель относится К обработке Металлов давлением И может использоваться в прокатном производстве при изготовлении деталей, имеющих заостренные лезвия, - лемеха, долота и т.д.Известен прокатный стан, содержащий станину с приводом и расположенными в клети подвижным и неподвижным инструментами 1. Однако известный стан предназначен для прокатки осесимметричных деталей, т.к. оба его инструмента идентичны друг другу.Известен прокатный стан с гидроприводом, клетью и двумя инструментами, обеспечивающий высокую точность прокатываемых изделий 2.Недостатком данного стана является то, что он позволяет производить формообразование изделий только с вращением заготовки и ее удлинением вдоль оси профиля.Задачей настоящей полезной модели является создание конструкции стана для формообразования плоских изделий с заостренными лезвиями на их периферийной части.Поставленная задача в предложенной полезной модели решается за счет того, что стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями,например долот, лемехов, содержащий станину, силовой привод в виде гидроцилиндра с ползуном и прокатную клеть с установленными в ней подвижной и неподвижной плитами и закрепленными на них инструментами, инструмент подвижной плиты выполнен в виде бесприводных конических валков, установленных в цапфах с возможностью вращения вокруг оси, а инструмент неподвижной плиты выполнен в виде ловителей и плоских упоров со скосами, установленных оппозитно валкам вдоль оси перемещения подвижной плиты, при этом конические валки подвижной плиты установлены со смещением, равным смещению упоров на неподвижной плите.Одновременная деформация валками обеспечивает стабильное положение заготовки на нижнем инструменте и предотвращает возникновение крутящего момента от воздействия конических инструментов на заготовку, а формоизменение металла в двух взаимно перпендикулярных направлениях обеспечивается продольным перемещением ползуна и конической формой валка с результирующей силовой составляющей перпендикулярно движению ползуна. В итоге заготовка деформируется в двух направлениях с обеспечением получения заостренного лезвия и необходимой формы в плане.Сущность предложенной полезной модели поясняется чертежами, где на фиг. 1 показан общий вид стана на фиг. 2 показаны инструменты подвижной и неподвижной плит для формообразования во фронтальной плоскости на фиг. 3 показаны инструменты подвижной и неподвижной плит в плане.Стан состоит из станины 1, гидроцилиндра 2, прокатной клети 3, ползуна 4, подвижной плиты 5, неподвижной плиты 6, инструмента подвижной плиты в виде валков 7, цапф 8, инструмента неподвижной плиты в виде упоров 9 и ловителей 10. На неподвижной плите 6 установлена заготовка 11.Стан работает следующим образом.Исходную заготовку 11 фиксируют на плоских упорах 9 и ловителях 10 неподвижной плиты 6. При включении электропривода начинает перемещаться Шток гидроцилиндра 2 с закрепленным на нем ползуном 4. При движении ползуна 4 в клети 3 конические валки 7 на подвижной плите 5 за счет смещения на величину Н, идентичного смещению упоров на неподвижной плите, одновременно внедряются в заготовку 11 и производят ее формообразование методом поперечно-клиновой и продольной прокатки. При этом металл частично смещается продольно в направлении движения ползуна 4, а под действием горизонтальной составляющей усилия от конической поверхности валка 7 происходит поперечное удлинение и формовка заготовки 11 в направлении, перпендикулярном движению ползуна 4.При обратном ходе ползуна 4 валки 7 воздействуют на сформированные поверхности заготовки 11 и дополнительно калибруют их при уже пониженной температуре с минимальной степенью деформации 5 3-5 , что позволяет получить оптимальный комплекс механических свойств, так как структура металла, продеформированного при минималь 131325711 20061130ной степени деформации и пониженной температуре, обеспечивает Минимальный размер зерна, повышает прочность и повышает ударную вязкость. Минимальная степень деформации обеспечивается упругой деформацией прокатной клети 3, которая при пониженной температуре заготовки во время обратного хода ползуна сохраняет свою расчетную жесткость конструкции с сохранением минимальных зазоров между ползуном и прокатной клетью.В лаборатории поперечно-клиновой прокатки ГНУ ФТИ НАН Б производилась прокатка долот и лемехов плуга фирмы 1 В 15. Заготовку толщиной 12 мм из стали 65 Г нагревали до температуры 1150 С и деформировали валками с углами заострения 12 и 17 . При этом степень деформации на самом заостренном участке лезвия на первом переходе составляла 60-80 , а при обратном ходе ползуна - 3-5 . После закалки и отпуска были получены значения предела прочности 2100-2000 МПа, что соответствует 5458 НКс.Предложенная полезная модель найдет Широкое применение при изготовлении рабочих органов почвоуборочной техники на предприятиях республики.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21D 26/00
Метки: лезвиями, поперечно-клиновой, прокатки, изделий, заостренными, продольной, плоских, стан
Код ссылки
<a href="https://by.patents.su/3-u3257-stan-poperechno-klinovojj-i-prodolnojj-prokatki-ploskih-izdelijj-s-zaostrennymi-lezviyami.html" rel="bookmark" title="База патентов Беларуси">Стан поперечно-клиновой и продольной прокатки плоских изделий с заостренными лезвиями</a>
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: рудовича, поперечно-клиновой, прокатки, стан
Текст:
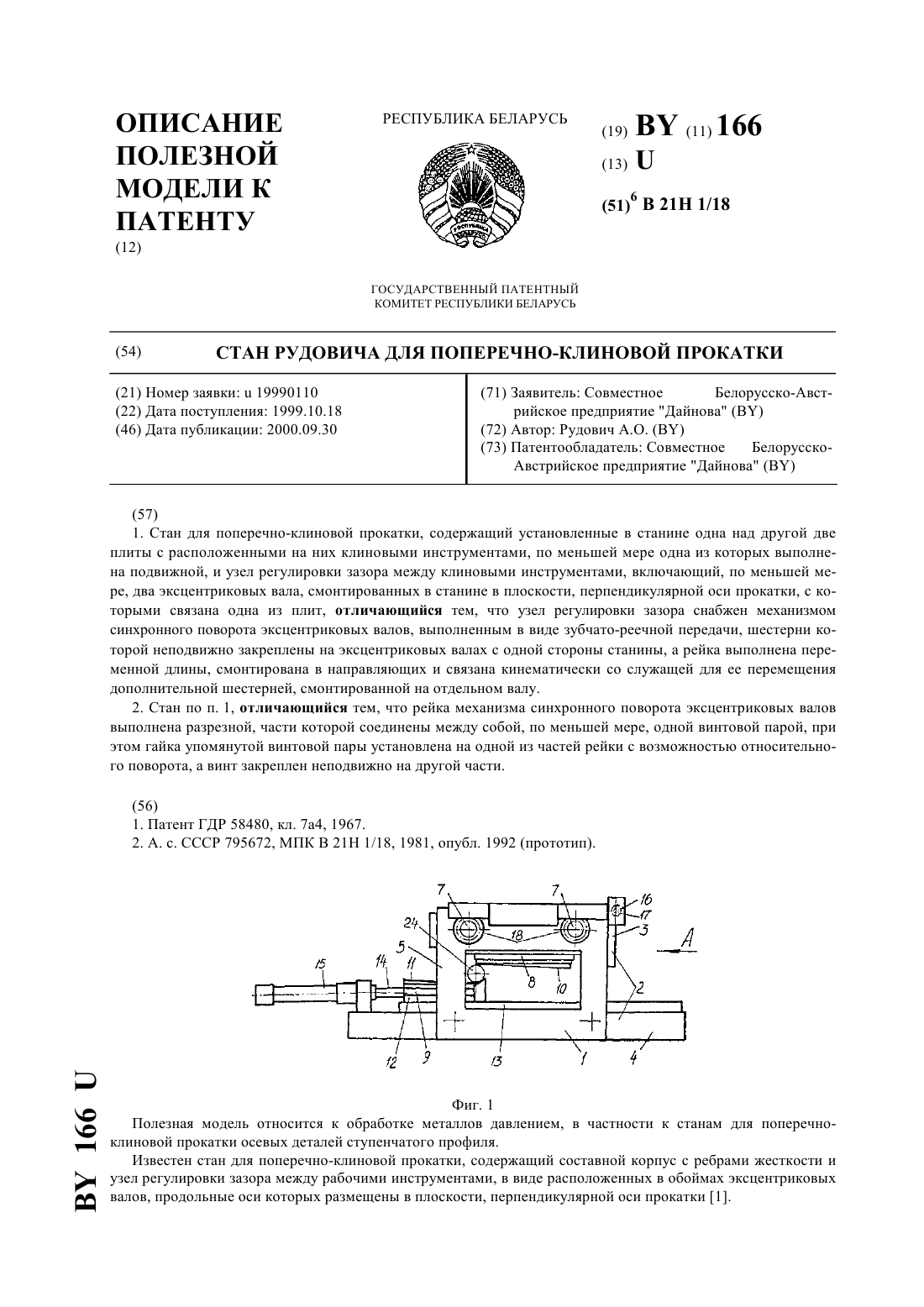
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Полюхович Адам Петрович, Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
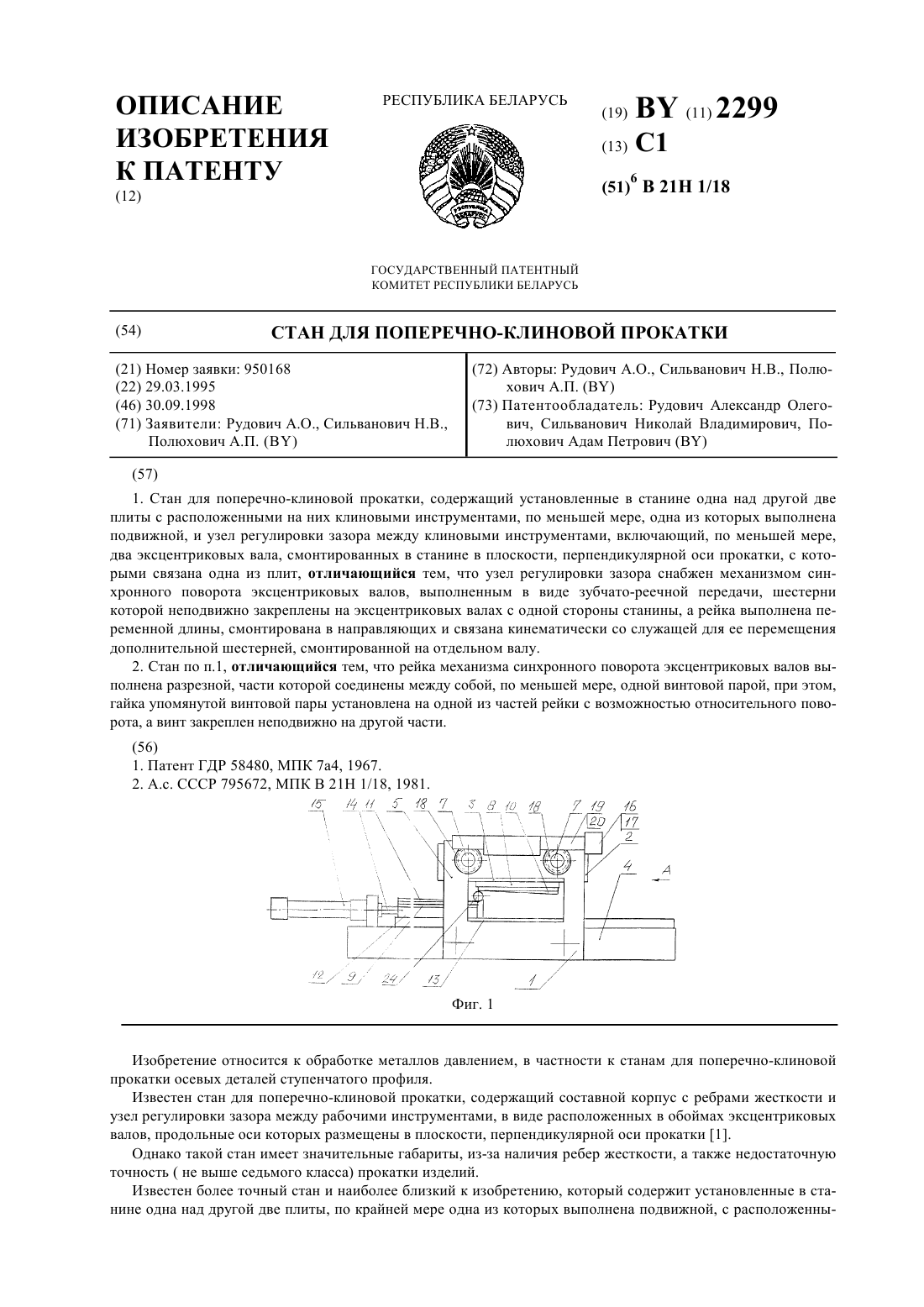
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Ермолович В. И., Садко В. И., Клушин В. А., Щукин В. Я.
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Устройство для поперечно-клиновой прокатки
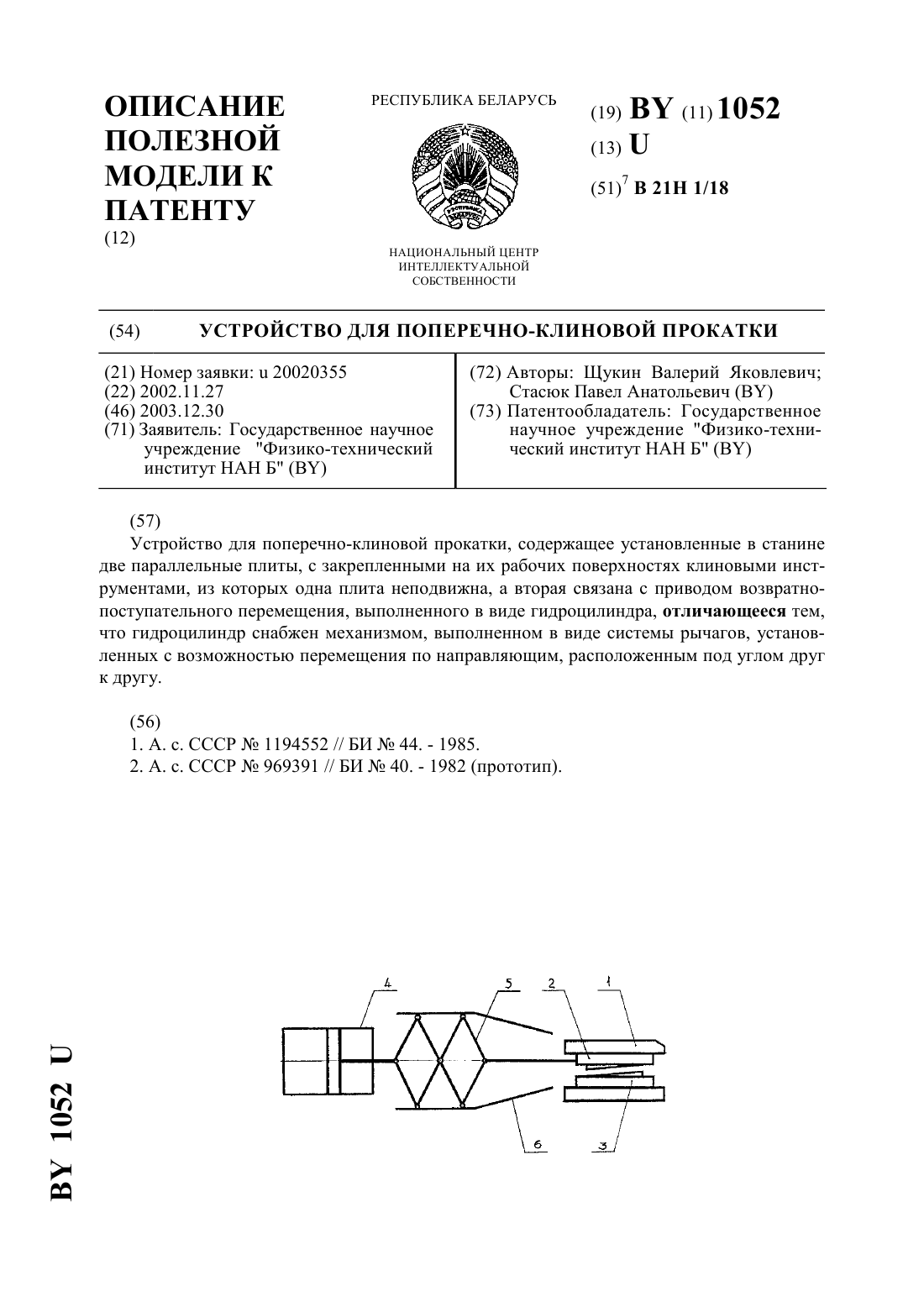
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Стасюк Павел Анатольевич, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: прокатки, устройство, поперечно-клиновой
Текст:
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Предыдущий патент: Дисковый регулятор расхода с электрическим приводом
Следующий патент: Свая анкерная винтовая
Случайный патент: Способ извлечения алмазов из отходов, состоящих из алмазов и металлосодержащей связки