Способ прокатки заготовок на реверсивном стане
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Андрианов Николай Викторович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Рябцев Олег Викторович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович, Тимошпольский Владимир Исаакович, Мандель Николай Львович
Текст
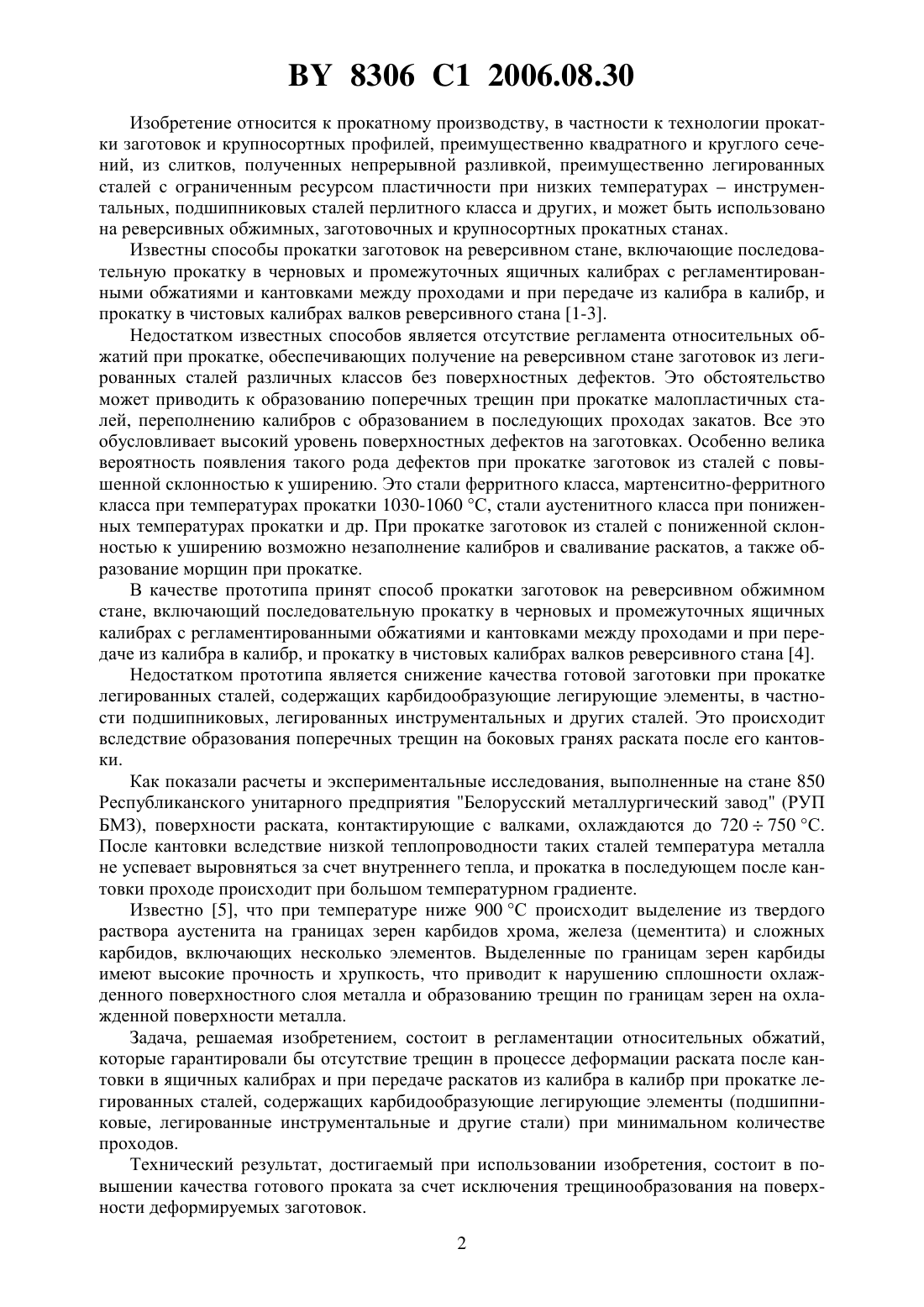
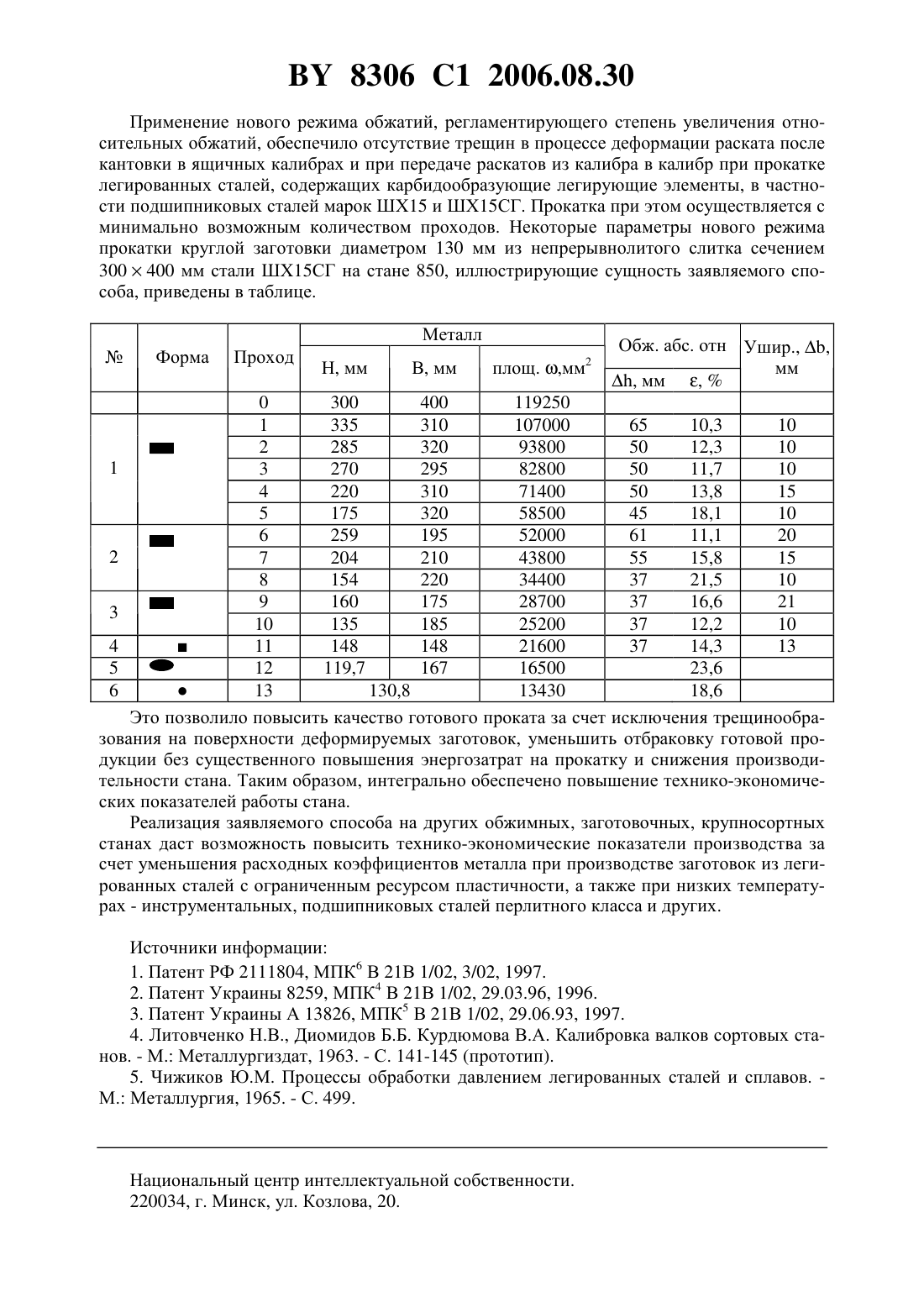
(51)21 1/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПРОКАТКИ ЗАГОТОВОК НА РЕВЕРСИВНОМ СТАНЕ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводБелорусский национальный технический университетИнститут черной металлургии Национальной академии наук Украины(72) Авторы Андрианов Николай ВикторовичГорбанев Аркадий АлексеевичЖучков Сергей МихайловичЛенартович Дмитрий ВладимировичМаточкин Виктор АркадьевичРябцев Олег ВикторовичСтеблов Анвер БорисовичТимошпольский Владимир ИсааковичТищенко Владимир АндреевичМандель Николай Львович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводБелорусский национальный технический университетИнститут черной металлургии Национальной академии наук Украины(57) Способ прокатки заготовок на реверсивном стане, включающий последовательную прокатку в черновых и промежуточных ящичных калибрах с регламентированными обжатиями и кантовками между проходами и при передаче из калибра в калибр, и прокатку в чистовых калибрах валков реверсивного стана, отличающийся тем, что прокатку в черновых и промежуточных ящичных калибрах осуществляют с увеличением относительного обжатия по проходам между кантовками исходя из соотношения(0,090,12)0,05(-1),где- относительное обжатие- номер прохода после кантовки. 8306 1 2006.08.30 Изобретение относится к прокатному производству, в частности к технологии прокатки заготовок и крупносортных профилей, преимущественно квадратного и круглого сечений, из слитков, полученных непрерывной разливкой, преимущественно легированных сталей с ограниченным ресурсом пластичности при низких температурахинструментальных, подшипниковых сталей перлитного класса и других, и может быть использовано на реверсивных обжимных, заготовочных и крупносортных прокатных станах. Известны способы прокатки заготовок на реверсивном стане, включающие последовательную прокатку в черновых и промежуточных ящичных калибрах с регламентированными обжатиями и кантовками между проходами и при передаче из калибра в калибр, и прокатку в чистовых калибрах валков реверсивного стана 1-3. Недостатком известных способов является отсутствие регламента относительных обжатий при прокатке, обеспечивающих получение на реверсивном стане заготовок из легированных сталей различных классов без поверхностных дефектов. Это обстоятельство может приводить к образованию поперечных трещин при прокатке малопластичных сталей, переполнению калибров с образованием в последующих проходах закатов. Все это обусловливает высокий уровень поверхностных дефектов на заготовках. Особенно велика вероятность появления такого рода дефектов при прокатке заготовок из сталей с повышенной склонностью к уширению. Это стали ферритного класса, мартенситно-ферритного класса при температурах прокатки 1030-1060 С, стали аустенитного класса при пониженных температурах прокатки и др. При прокатке заготовок из сталей с пониженной склонностью к уширению возможно незаполнение калибров и сваливание раскатов, а также образование морщин при прокатке. В качестве прототипа принят способ прокатки заготовок на реверсивном обжимном стане, включающий последовательную прокатку в черновых и промежуточных ящичных калибрах с регламентированными обжатиями и кантовками между проходами и при передаче из калибра в калибр, и прокатку в чистовых калибрах валков реверсивного стана 4. Недостатком прототипа является снижение качества готовой заготовки при прокатке легированных сталей, содержащих карбидообразующие легирующие элементы, в частности подшипниковых, легированных инструментальных и других сталей. Это происходит вследствие образования поперечных трещин на боковых гранях раската после его кантовки. Как показали расчеты и экспериментальные исследования, выполненные на стане 850 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ), поверхности раската, контактирующие с валками, охлаждаются до 720750 С. После кантовки вследствие низкой теплопроводности таких сталей температура металла не успевает выровняться за счет внутреннего тепла, и прокатка в последующем после кантовки проходе происходит при большом температурном градиенте. Известно 5, что при температуре ниже 900 С происходит выделение из твердого раствора аустенита на границах зерен карбидов хрома, железа (цементита) и сложных карбидов, включающих несколько элементов. Выделенные по границам зерен карбиды имеют высокие прочность и хрупкость, что приводит к нарушению сплошности охлажденного поверхностного слоя металла и образованию трещин по границам зерен на охлажденной поверхности металла. Задача, решаемая изобретением, состоит в регламентации относительных обжатий,которые гарантировали бы отсутствие трещин в процессе деформации раската после кантовки в ящичных калибрах и при передаче раскатов из калибра в калибр при прокатке легированных сталей, содержащих карбидообразующие легирующие элементы (подшипниковые, легированные инструментальные и другие стали) при минимальном количестве проходов. Технический результат, достигаемый при использовании изобретения, состоит в повышении качества готового проката за счет исключения трещинообразования на поверхности деформируемых заготовок. 2 8306 1 2006.08.30 Решение поставленной задачи обеспечивается тем, что в способе прокатки заготовок на реверсивном стане, включающем последовательную прокатку в черновых и промежуточных ящичных калибрах с регламентированными обжатиями и кантовками между проходами и при передаче из калибра в калибр, и прокатку в чистовых калибрах валков реверсивного стана, прокатку в черновых и промежуточных ящичных калибрах осуществляют с увеличением относительного обжатия по проходам между кантовками исходя из зависимости(0,090,12)0,05(-1),где- относительное обжатие- номер прохода после кантовки. Сравнение с прототипом, показывает, что заявляемый способ прокатки заготовок на реверсивном стане отличается тем, что прокатку в черновых и промежуточных ящичных калибрах осуществляют с увеличением относительного обжатия по проходам между кантовками исходя из зависимости(0,090,12)0,05(-1),где- относительное обжатие- номер прохода после кантовки. Следовательно, заявляемый способ соответствует критерию новизна. Сравнение с другими техническими решениями в данной области техники показало,что известен способ реверсивной прокатки заготовок из слитков малопластичных сталей,в котором с целью улучшения качества проката путем выравнивания по длине раската ресурса пластичности при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25100 величины обжатия в момент захвата металла валками 2. Это способ предназначен для реализации процесса деформации слитков из сталей с ограниченным ресурсом пластичности, полученных с применением традиционной технологии - разливки стали в изложницы. В этом случае размеры поперечного сечения получаемого слитка неодинаковы по его длине, поэтому уменьшение величины обжатия по длине раската имеет смысл. При прокатке слитков из малопластичных легированных сталей, полученных непрерывной разливкой, размеры поперечного сечения получаемого слитка одинаковы по его длине, поэтому использование известного способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании результатов экспериментальных исследований. Способ осуществляется следующим образом. Исходный слиток прямоугольного сечения, нагретый до температуры прокатки, последовательно прокатывают в черновых и промежуточных ящичных калибрах и в чистовых калибрах валков реверсивного стана. Прокатку осуществляют с несколькими проходами в каждом калибре. В процессе прокатки между двумя-тремя проходами осуществляют кантовку раската. Величины обжатий в каждом проходе и количество кантовок между проходами и при передаче из калибра в калибр регламентированы по условиям прокатки. При производстве заготовок и крупносортных профилей, преимущественно квадратного и круглого сечений, из слитков, полученных непрерывной разливкой, из легированных сталей с ограниченным ресурсом пластичности прокатку в черновых и промежуточных ящичных калибрах осуществляют с увеличением относительного обжатия по проходам между кантовками. Величину относительного обжатия в каждом проходе после очередной кантовки устанавливают исходя из зависимости(0,090,12)0,05(-1),где- относительное обжатие- номер прохода после кантовки. Указанная зависимость (фигура) получена на основании результатов экспериментальных исследований, целью которых было определение оптимальных условий деформации 3 8306 1 2006.08.30 металла при прокатке заготовок из слитков малопластичных сталей. Результаты этих исследований были обработаны с помощью методов математической статистики. Критериями оптимизации условий деформации металла при прокатке на реверсивном стане были отсутствие трещинообразования на поверхности деформируемого раската в процессе прокатки при минимальном количестве проходов. Использование полученной зависимости для расчета режима обжатий при прокатке заготовок и крупносортных профилей на реверсивных обжимных, заготовочных и крупносортных прокатных станах позволяет предупредить образование трещин на поверхности раската в процессе прокатки. При этом величины относительных обжатий обеспечивают минимальное количество проходов при прокатке слитков, полученных непрерывной разливкой, из легированных малопластичных сталей. Кроме того, при прокатке с пониженными температурами инструментальных,подшипниковых сталей перлитного класса и других. Увеличение относительного обжатия по проходам после кантовки возможно благодаря тому, что в процессе прокатки в результате выделения тепла деформации разогреваются боковые поверхности деформируемого раската. Поэтому, по мере увеличения количества проходов после кантовки, можно увеличивать относительное обжатие. Вместе с тем,чрезмерное увеличение количества проходов после кантовки (прокатка с малыми относительными обжатиями) увеличивает общий цикл прокатки, что сопряжено с ростом энергозатрат на прокатку и снижением производительности стана. Если же количество проходов будет уменьшено (прокатка с большими относительными обжатиями), что имеет место при прокатке рядовых марок стали, то при прокатке малопластичных сталей это приведет к образованию трещин на боковых поверхностях раската, что является браковочным признаком. Если величины относительного обжатия по проходам после очередной кантовки не будут увеличены, в соответствии с заявляемой зависимостью, при минимальном относительном обжатии в первом после кантовки проходе, то это приведет к необоснованному увеличению количества проходов при прокатке с соответствующими снижением производительности и увеличением расхода энергии на прокатку при максимальном относительном обжатии в первом после кантовки проходе это приведет к образованию трещин на боковых поверхностях раската. Таким образом, иная регламентация величины относительного обжатия по проходам между кантовками приводит либо к повышенному расходу энергии на прокатку и снижению производительности, либо к повышенному трещинообразованию на боковых поверхностях раската. Экспериментальные исследования условий реализации заявляемого способа выполнены в условиях реверсивного обжимного стана 850 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ) при прокатке круглых заготовок диаметром из непрерывнолитых слитков размерами сечения 300400 мм подшипниковой стали марок ШХ 15 и ШХ 15 СГ. В процессе выполнения исследований варьировали режимы обжатий металла при прокатке, на основании которых была установлена зависимость, определяющая величину относительного обжатия в каждом проходе после очередной кантовки. При проведении исследований оценивали качество поверхности готового проката и промежуточных раскатов и время (цикл) прокатки одной заготовки. Результаты экспериментов были обработаны с помощью методов математической статистики, на основании которых была получена заявляемая зависимость. С использованием этой зависимости был разработан и опробован на стане 850 новый режим прокатки круглой заготовки диаметром 130 мм из непрерывнолитого слитка сечением 300400 мм стали ШХ 15 СГ. Некоторые параметры этого режима, иллюстрирующие сущность заявляемого способа, представлены в таблице. Величины абсолютных обжатий металлапо проходам после кантовки установлены исходя из заявляемой зависимости, определяющей интенсивность увеличения относительных обжатий в каждом проходе после очередной кантовки. 4 8306 1 2006.08.30 Применение нового режима обжатий, регламентирующего степень увеличения относительных обжатий, обеспечило отсутствие трещин в процессе деформации раската после кантовки в ящичных калибрах и при передаче раскатов из калибра в калибр при прокатке легированных сталей, содержащих карбидообразующие легирующие элементы, в частности подшипниковых сталей марок ШХ 15 и ШХ 15 СГ. Прокатка при этом осуществляется с минимально возможным количеством проходов. Некоторые параметры нового режима прокатки круглой заготовки диаметром 130 мм из непрерывнолитого слитка сечением 300400 мм стали ШХ 15 СГ на стане 850, иллюстрирующие сущность заявляемого способа, приведены в таблице. Металл 13 130,8 13430 18,6 Это позволило повысить качество готового проката за счет исключения трещинообразования на поверхности деформируемых заготовок, уменьшить отбраковку готовой продукции без существенного повышения энергозатрат на прокатку и снижения производительности стана. Таким образом, интегрально обеспечено повышение технико-экономических показателей работы стана. Реализация заявляемого способа на других обжимных, заготовочных, крупносортных станах даст возможность повысить технико-экономические показатели производства за счет уменьшения расходных коэффициентов металла при производстве заготовок из легированных сталей с ограниченным ресурсом пластичности, а также при низких температурах - инструментальных, подшипниковых сталей перлитного класса и других. Источники информации 1. Патент РФ 2111804, МПК 6 В 21 В 1/02, 3/02, 1997. 2. Патент Украины 8259, МПК 4 В 21 В 1/02, 29.03.96, 1996. 3. Патент Украины А 13826, МПК 5 В 21 В 1/02, 29.06.93, 1997. 4. Литовченко Н.В., Диомидов Б.Б. Курдюмова В.А. Калибровка валков сортовых станов. - М. Металлургиздат, 1963. - С. 141-145 (прототип). 5. Чижиков Ю.М. Процессы обработки давлением легированных сталей и сплавов. М. Металлургия, 1965. - С. 499. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21B 1/02
Метки: способ, прокатки, реверсивном, стане, заготовок
Код ссылки
<a href="https://by.patents.su/5-8306-sposob-prokatki-zagotovok-na-reversivnom-stane.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки заготовок на реверсивном стане</a>
Способ прокатки заготовок разделением
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Бондаренко Александр Николаевич, Гуляев Михаил Павлович, Тищенко Владимир Андреевич, Филиппов Вадим Владимирович, Дьяченко Юрий Владимирович
МПК: B21B 1/02
Метки: разделением, заготовок, способ, прокатки
Текст:
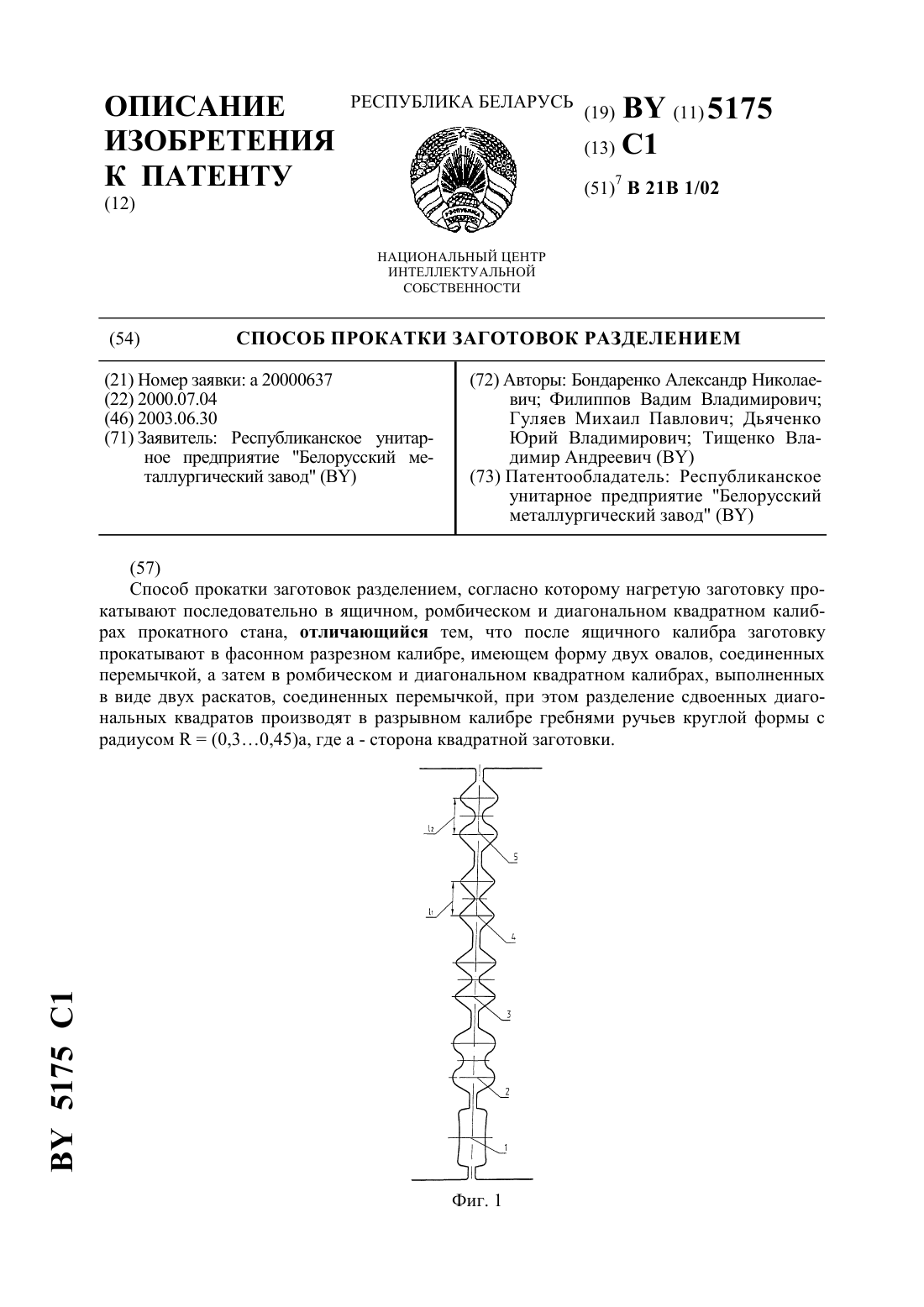
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Дышлевич В. Ф., Закшевский В. Б., Сивак Э. В., Жучков С. М., Кулаков Л. В., Кузьмичев М. В., Бондаренко А. Н., Асанов В. Н., Токмаков В. А.
МПК: B21B 1/00
Метки: мелкосортном, непрерывном, прокатки, способ, стане, сдвоенной
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ прокатки заготовок
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Луценко Владислав Анатольевич, Жучков Сергей Михайлович, Шувякова Ирина Владимировна, Рябцев Олег Викторович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: прокатки, заготовок, способ
Текст:
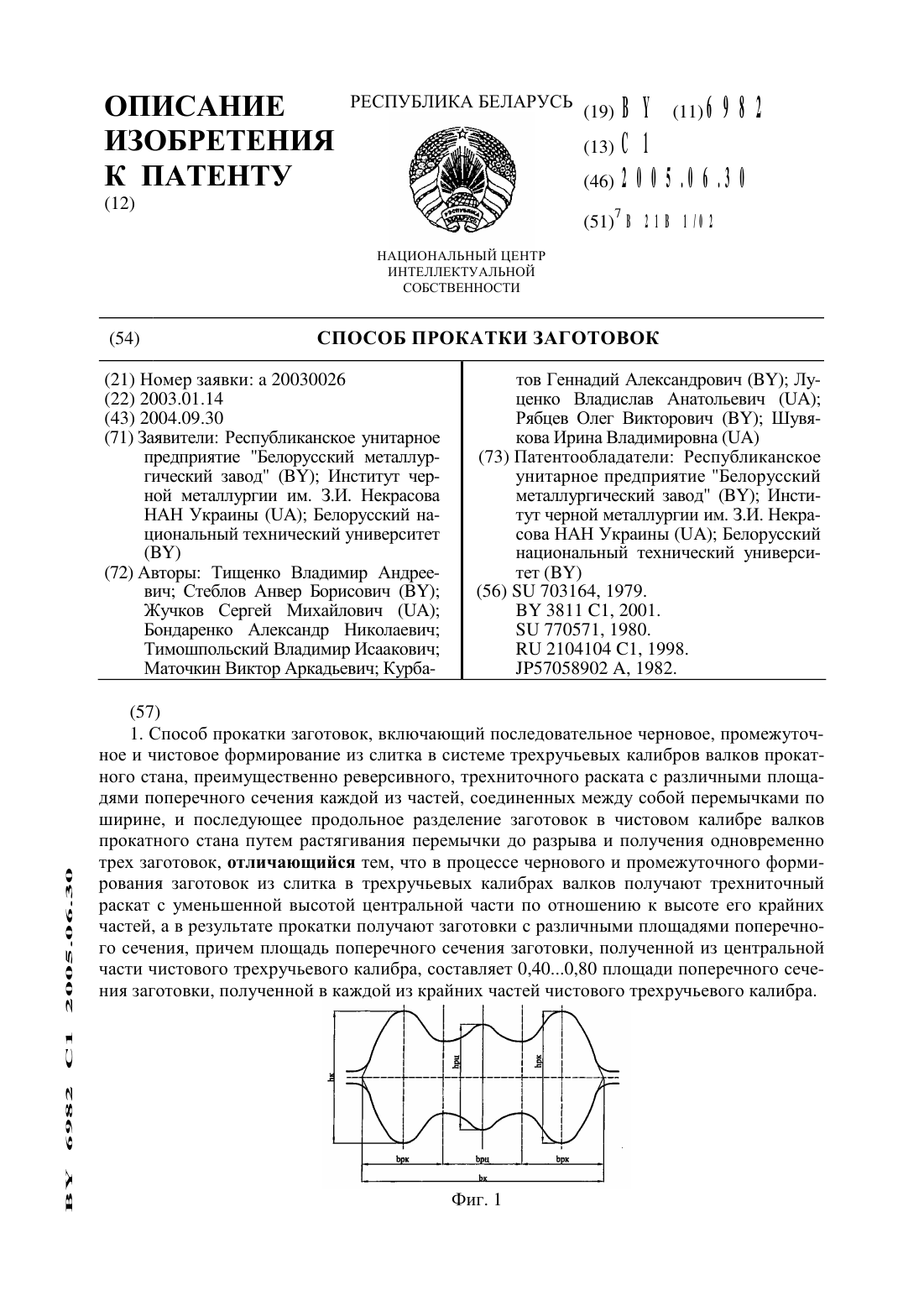
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Дышлевич В. Ф., Жучков С. М., Бондаренко А. Н., Асанов В. Н.
МПК: B21D 1/02
Метки: способ, арматурной, стали, прокатки, сдвоенной
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ производства сортового проката и катанки на непрерывном стане
Номер патента: 6987
Опубликовано: 30.06.2005
Авторы: Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Шевченко Александр Данилович, Тищенко Владимир Андреевич, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович
МПК: B21B 1/18
Метки: проката, сортового, непрерывном, способ, катанки, производства, стане
Текст:
...ее переднему концу. При этом градиент увеличения температуры нагрева заготовки от ее переднего конца к заднему концуустанавливают исходя из соотношения 2,пр полученного в результате статистической обработки экспериментальных данных при производстве сортового проката и катанки широкого размерного сортамента из заготовок квадратного сечения размерами 8080, 100100, 125125, 150150 мм на непрерывных проволочных станах 250 Енакиевского метзавода,...
Предыдущий патент: Безалкогольный напиток
Следующий патент: Способ электрохимической обработки металлических изделий, преимущественно из меди и медных сплавов, под гальванические покрытия
Случайный патент: Планетарная передача