Андрианов Николай Викторович
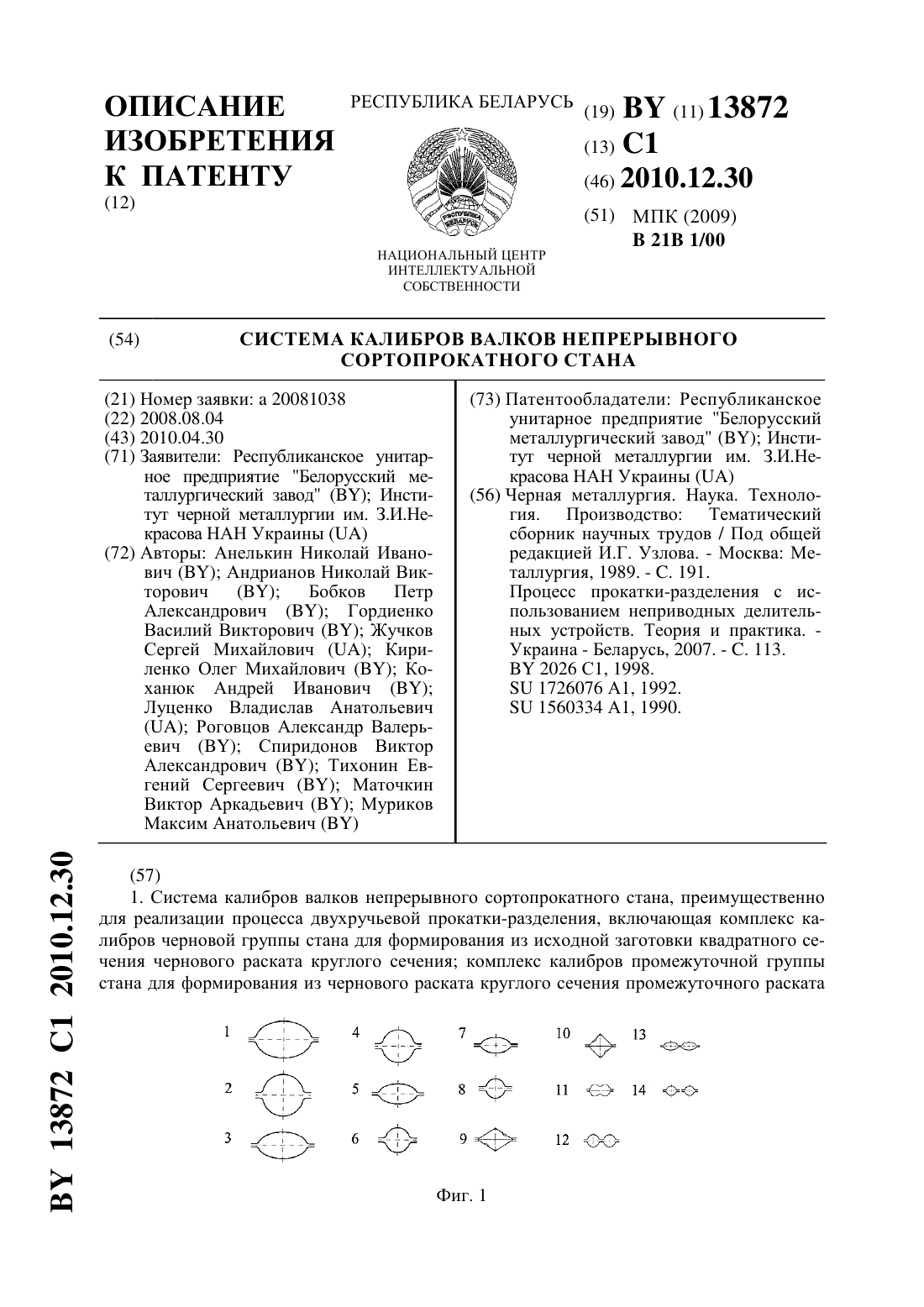
Система калибров валков непрерывного сортопрокатного стана
Номер патента: 13872
Опубликовано: 30.12.2010
Авторы: Коханюк Андрей Иванович, Муриков Максим Анатольевич, Спиридонов Виктор Александрович, Луценко Владислав Анатольевич, Роговцов Александр Валерьевич, Бобков Петр Александрович, Жучков Сергей Михайлович, Андрианов Николай Викторович, Тихонин Евгений Сергеевич, Кириленко Олег Михайлович, Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Гордиенко Василий Викторович
МПК: B21B 1/00
Метки: валков, система, калибров, сортопрокатного, стана, непрерывного
Текст:
...большой осью(2), последующего диагонального квадратного калибра (3) с центрально-симметричными выпуклостями на его противоположных гранях и ящичного калибра (4) с симметричными 13872 1 2010.12.30 выпуклостями на противоположных гранях по дну калибра в плоскости симметрии, перпендикулярной плоскости разъема калибра. Система калибров валков непрерывного сортопрокатного стана для реализации процесса двухручьевой прокатки-разделения состоит из...
Способ непрерывной разливки стали на машине непрерывного литья заготовок
Номер патента: 13812
Опубликовано: 30.12.2010
Авторы: Кабишов Сергей Михайлович, Андрианов Николай Викторович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Мандель Николай Львович
МПК: B22D 11/11
Метки: литья, заготовок, машине, непрерывного, разливки, непрерывной, способ, стали
Текст:
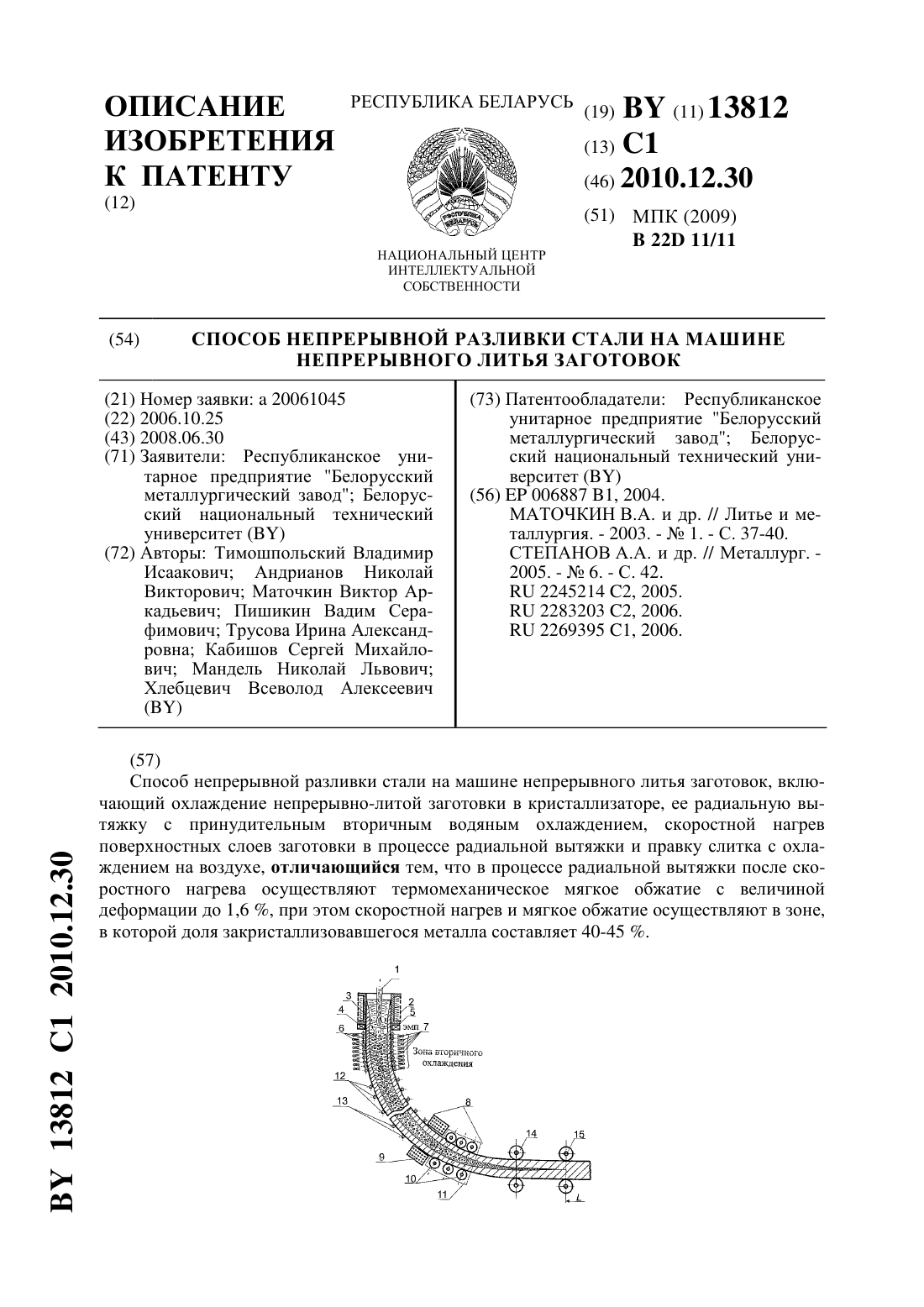
...водяным охлаждением в зоне вторичного охлаждения-ЗВО плоскофакельными форсунками 7. Машина снабжена средством 8 термомеханического мягкого обжатия непрерывнолитой заготовки 4. Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с...
Способ термической обработки металла в колодце
Номер патента: 12730
Опубликовано: 30.12.2009
Авторы: Манцевич Александр Васильевич, Соловьев Михаил Андреевич, Анелькин Николай Иванович, Маточкин Виктор Аркадьевич, Старолавников Петр Максимович, Андрианов Николай Викторович, Стриевич Сергей Михайлович
МПК: C21D 9/70
Метки: обработки, термической, колодце, способ, металла
Текст:
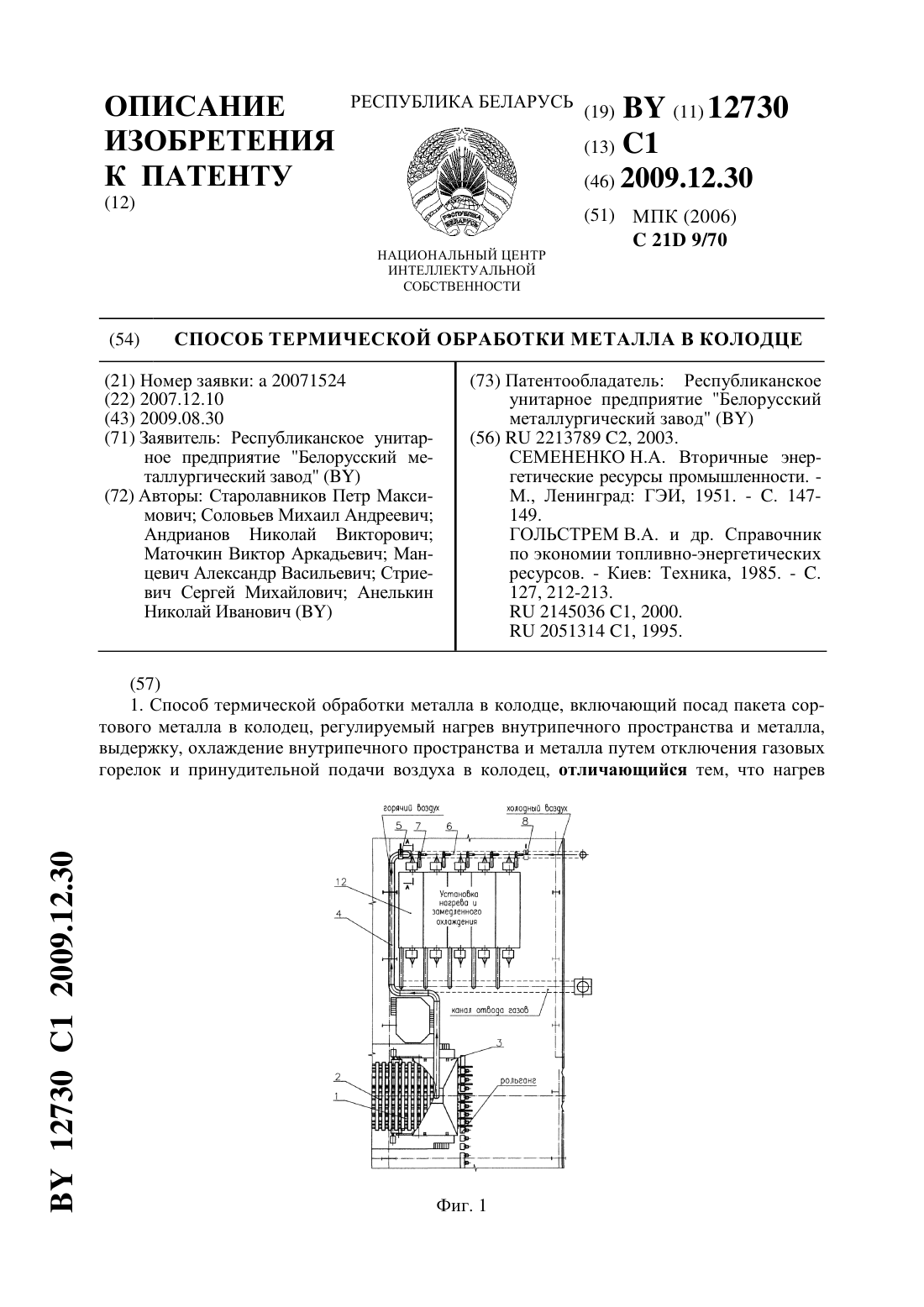
...проката. 2 12730 1 2009.12.30 С целью сокращения времени нахождения металла в колодцах, перед посадом предварительно осуществляют нагрев внутрипечного пространства путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана, без использования природного или любого другого горючего газа. С целью сохранения температуры высадки проката в колодцах в период между посадами нагрев внутрипечного...
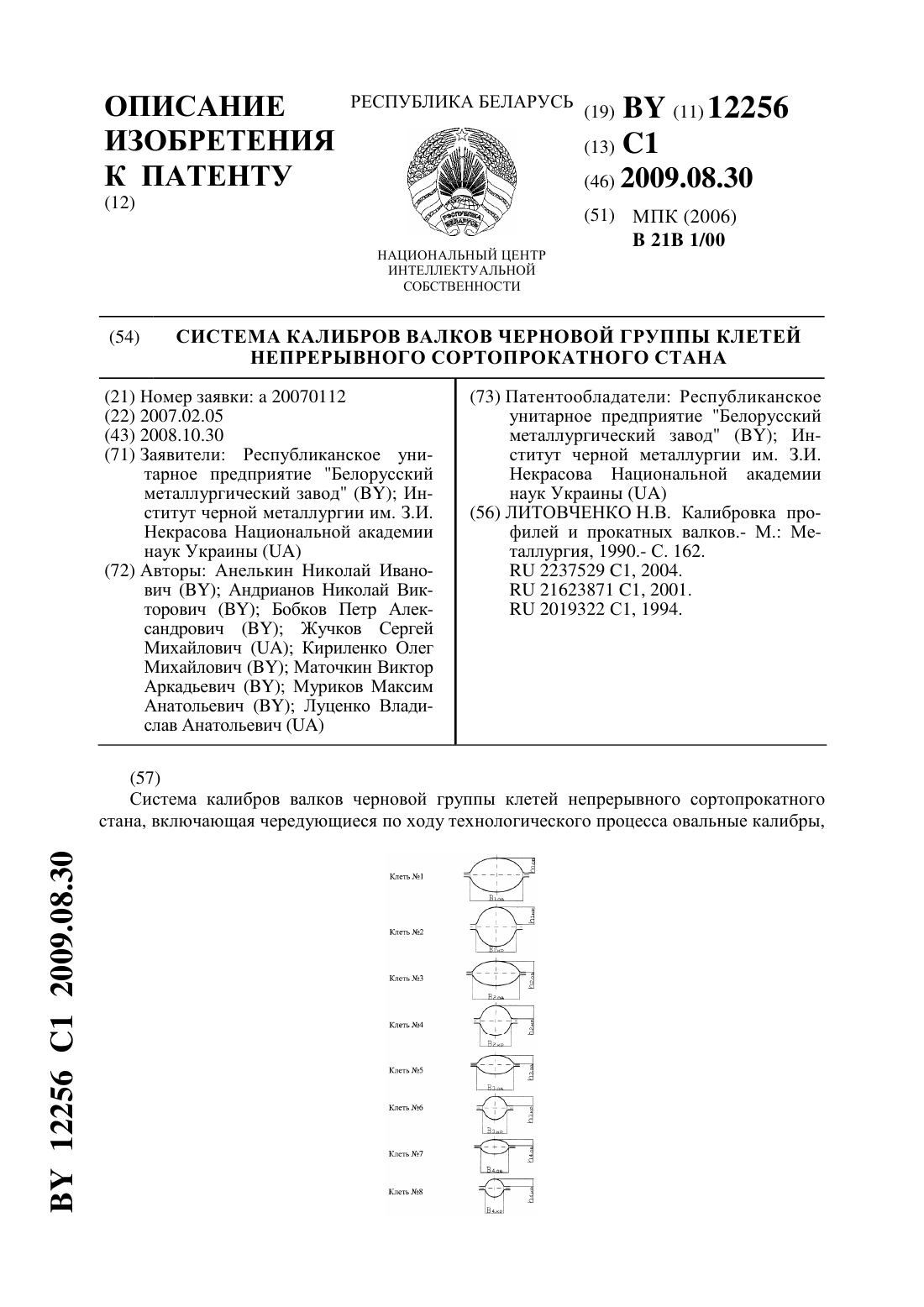
Система калибров валков черновой группы клетей непрерывного сортопрокатного стана
Номер патента: 12256
Опубликовано: 30.08.2009
Авторы: Андрианов Николай Викторович, Бобков Петр Александрович, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Муриков Максим Анатольевич, Кириленко Олег Михайлович, Луценко Владислав Анатольевич, Анелькин Николай Иванович
МПК: B21B 1/00
Метки: сортопрокатного, стана, валков, клетей, группы, калибров, непрерывного, черновой, система
Текст:
...- ширина первого из четырех овальных калибров системы по ходу технологического процесса В кр. - ширина каждого из четырех круглых калибров системы, начиная с первого, по ходу технологического процесса В 1 кр. - ширина первого из четырех круглых калибров системы по ходу технологического процесса ов. - глубина вреза ручья овальных калибров системы кр. - глубина вреза ручья круглых калибров системы. Прокатка при использовании заявляемой...
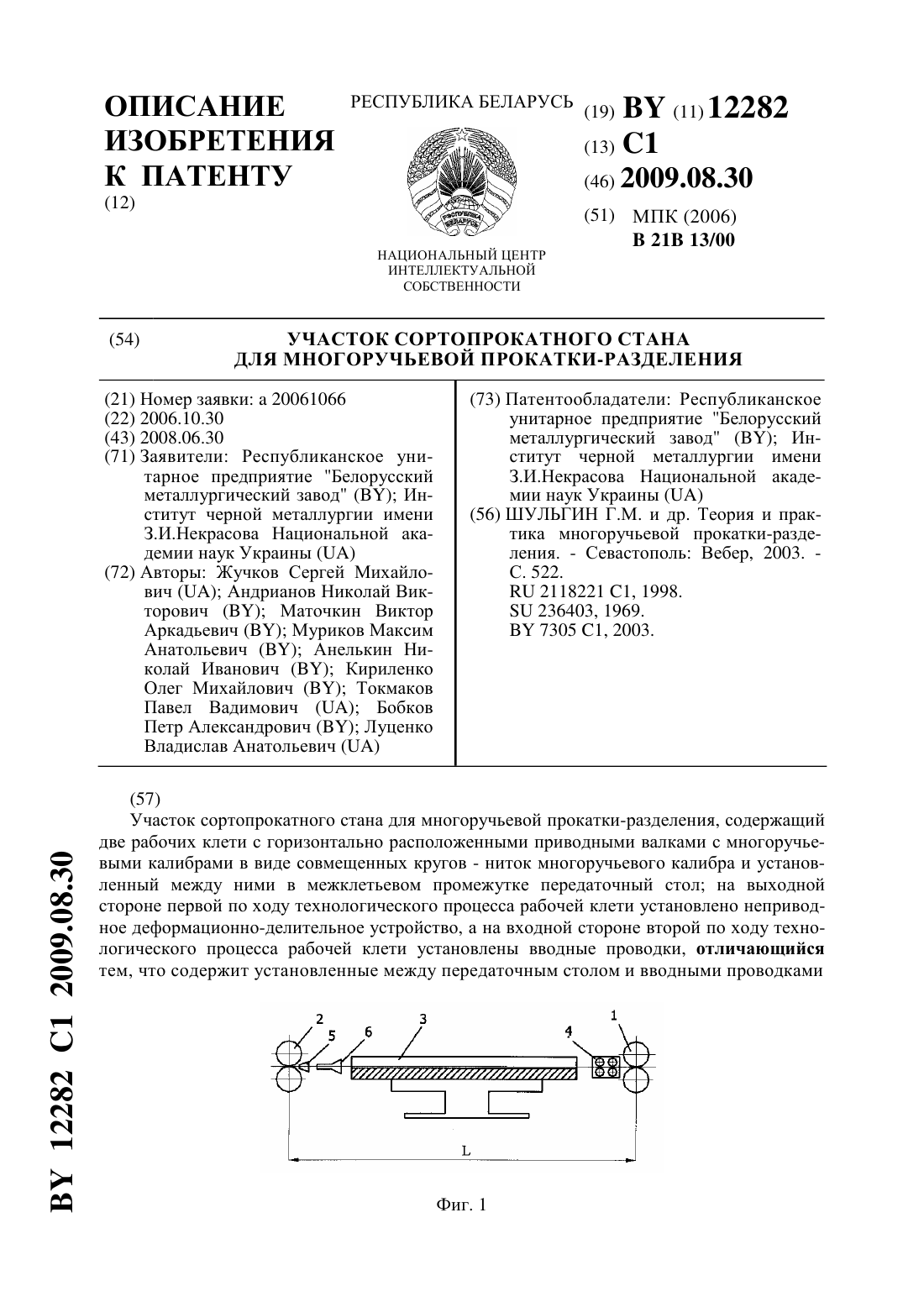
Участок сортопрокатного стана для многоручьевой прокатки-разделения
Номер патента: 12282
Опубликовано: 30.08.2009
Авторы: Анелькин Николай Иванович, Муриков Максим Анатольевич, Маточкин Виктор Аркадьевич, Бобков Петр Александрович, Луценко Владислав Анатольевич, Андрианов Николай Викторович, Жучков Сергей Михайлович, Кириленко Олег Михайлович, Токмаков Павел Вадимович
МПК: B21B 13/00
Метки: прокатки-разделения, стана, участок, сортопрокатного, многоручьевой
Текст:
...рабочей клети ПК 1 установлено неприводное деформационноделительное устройство (НДДУ) 4, а на входной стороне второй по ходу технологического процесса рабочей клети ПК 2 установлены вводные проводки 5. Между передаточным столом 3 и вводными проводками 5 второй по ходу технологического процесса рабочей клети ПК 2 установлены доправочные устройства 6. Количество доправочных устройств равно количеству ниток многоручьевых калибров рабочих...
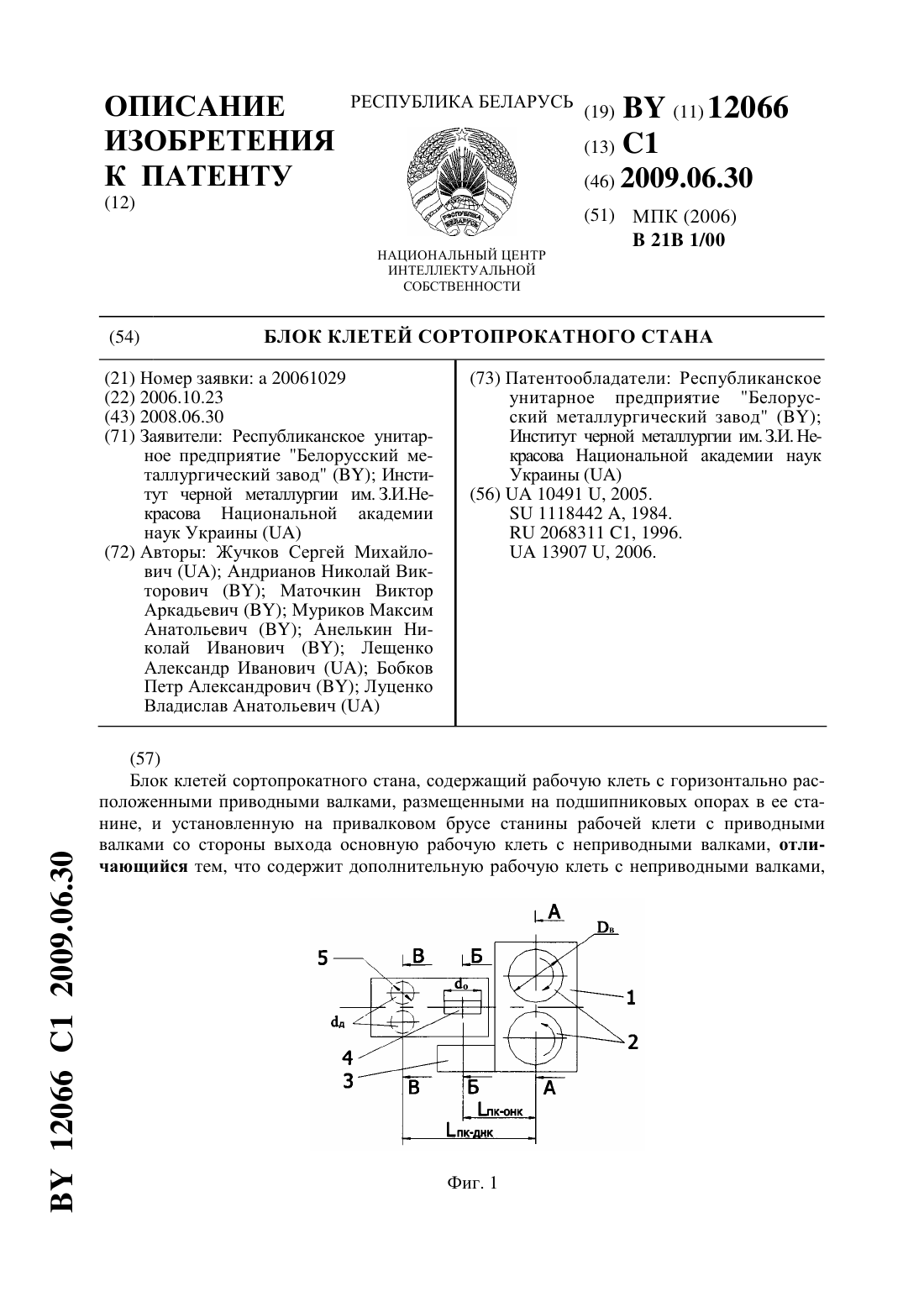
Блок клетей сортопрокатного стана
Номер патента: 12066
Опубликовано: 30.06.2009
Авторы: Муриков Максим Анатольевич, Андрианов Николай Викторович, Бобков Петр Александрович, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Анелькин Николай Иванович, Лещенко Александр Иванович
МПК: B21B 1/00
Метки: сортопрокатного, клетей, стана, блок
Текст:
...из функционального назначения заявляемого блока клетей сортопрокатного стана с учетом особенностей реализации процесса многоручьевой прокатки-разделения. Так, расстояния между плоскостями осей приводных рабочих валков и неприводных рабочих валков основной и дополнительной неприводных рабочих клетей, составляющие соответственно(0,40-0,50)в и (0,90-1,10)в, равно как и диаметры неприводных валков основной и дополнительной клетей, составляющие...
Способ прокатки крупносортных профилей, преимущественно круглого сечения, на обжимном реверсивном стане
Номер патента: 11535
Опубликовано: 28.02.2009
Авторы: Бобков Петр Александрович, Муриков Максим Анатольевич, Кириленко Олег Михайлович, Жучков Сергей Михайлович, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Анелькин Николай Иванович, Маточкин Виктор Аркадьевич, Луценко Владислав Анатольевич
МПК: B21B 1/00
Метки: профилей, стане, преимущественно, крупносортных, обжимном, способ, прокатки, реверсивном, сечения, круглого
Текст:
...проходе величина обжатия металла при прокатке в этом же калибре может быть уже 12,214,1 , а в третьем и четвертом проходах обжатие можно увеличить до 16,1-18,6 и 21,0-24,2 соответственно. В то же время в последующих проходах в процессе деформирования металла в ящичных промежуточных калибрах величина относительного обжатия в соответствии с полученной зависимостью должна в первых двух проходах увеличиваться (соответственно 19 и 22 ), а...
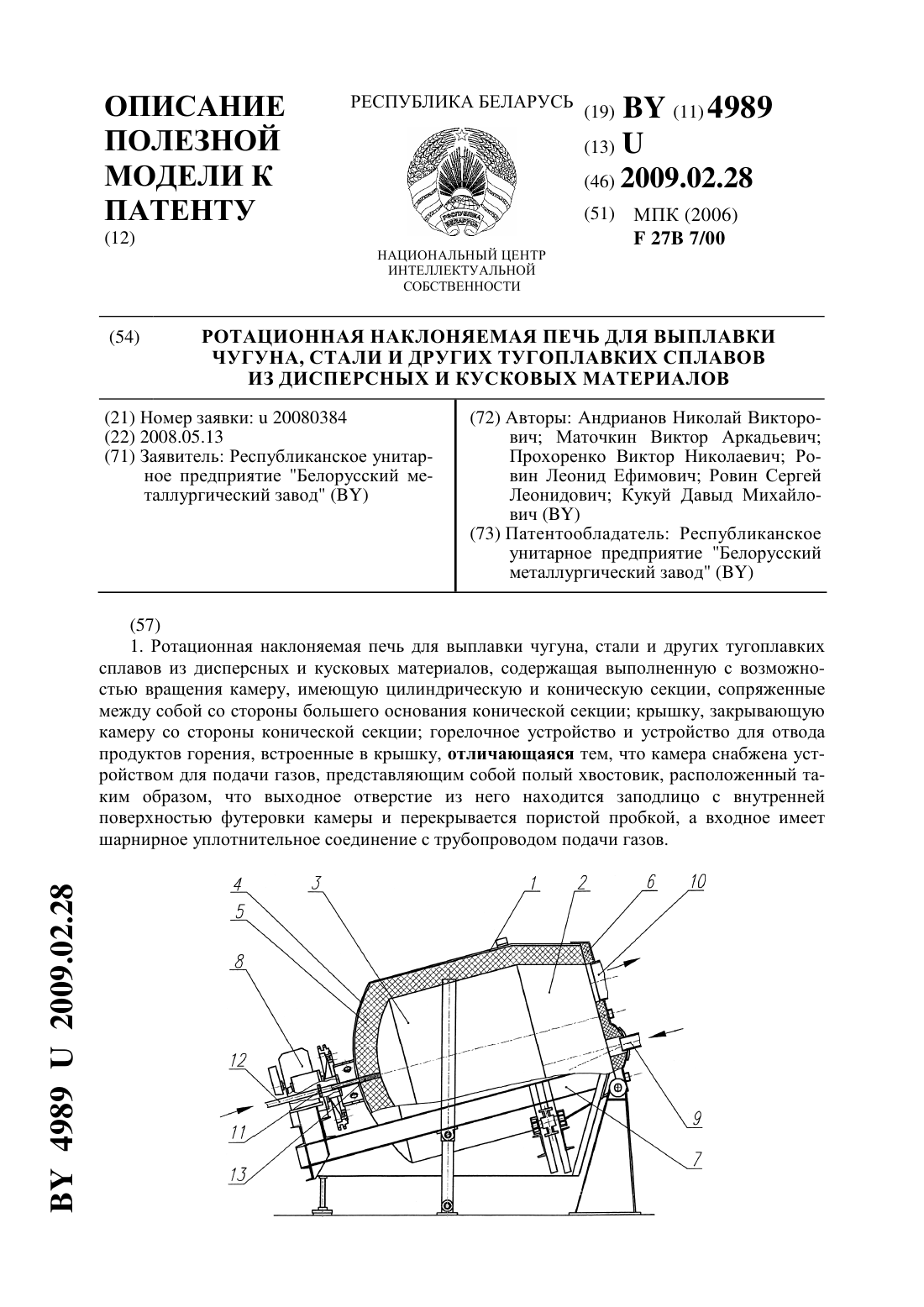
Ротационная наклоняемая печь для выплавки чугуна, стали и других тугоплавких сплавов из дисперсных и кусковых материалов
Номер патента: U 4989
Опубликовано: 28.02.2009
Авторы: Прохоренко Виктор Николаевич, Ровин Сергей Леонидович, Ровин Леонид Ефимович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Кукуй Давыд Михайлович
МПК: F27B 7/00
Метки: наклоняемая, стали, дисперсных, печь, других, сплавов, ротационная, выплавки, тугоплавких, кусковых, материалов, чугуна
Текст:
...высокой интенсивности нагрева. Причина заключается в том, что поток теплоносителя ударяется о футеровку стенки, закрывающей цилиндрическую секцию, и, изменив траекторию, возвращается в устройство для отвода продуктов горения. Форма стенки не способствует плавному изменению траектории потока продуктов горения, потоки в зоне соединения стенки с цилиндрической секцией завихряются, увеличивая сопротивление движению потока. Поток теплоносителя...
Способ выплавки стали в дуговой электропечи
Номер патента: 11433
Опубликовано: 30.12.2008
Авторы: Соболев Владимир Фёдорович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Чичко Андрей Анатольевич, Чичко Александр Николаевич, Пивцаев Виталий Васильевич, Кукуй Давыд Михайлович
МПК: C21C 7/064
Метки: стали, дуговой, электропечи, выплавки, способ
Текст:
...железа в шлаке в пределах 20-22 , содержание оксида магния при этом не превышало предела его растворимости. Усредненные параметры и расходы шлакообразующих материалов по каждой из серии плавок приведены в таблице. 11433 1 2008.12.30 Удельные расходы на тонну стали Продолжительность Все шлаИзвесть, Доломит,Электроэнерплавки под токообракг кг гия, кВтч ком, мин зующие, кг 1 4 112,3 31,9 9,4 36,6 381,1 41,8 2 5 112,2 27,1 7,9 31,1 410,6 46,0 3...
Способ термической обработки проката
Номер патента: 11273
Опубликовано: 30.10.2008
Авторы: Андрианов Николай Викторович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Колосов Борис Николаевич, Токмаков Павел Вадимович, Анелькин Николай Иванович, Луценко Владислав Анатольевич, Бобренок Геннадий Людвигович, Муриков Максим Анатольевич, Лещенко Александр Иванович, Маточкин Виктор Аркадьевич
Метки: обработки, проката, термической, способ
Текст:
...клети сортопрокатного стана подвергают термической обработке с прокатного нагрева путем охлаждения водой в установках термического упрочнения проката, установленных после чистовой рабочей клети стана перед холодильником по ходу технологического процесса. Установки термического упрочнения обеспечивают циклическое охлаждение проката с числом циклов, равным трем, и регулирование скорости охлаждения проката. Практически это реализуется путем...
Устройство для стабилизации динамического натяжения проволоки в процессе свивки металлокорда

Номер патента: U 4671
Опубликовано: 30.10.2008
Авторы: Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Худолей Юрий Леонидович, Савенок Анатолий Николаевич, Липский Евгений Леонидович
МПК: D07B 3/00
Метки: процессе, натяжения, свивки, динамического, стабилизации, проволоки, устройство, металлокорда
Текст:
...рычага-компенсатора,пружины и направляющих роликов. Согласно полезной модели, устройство дополнительно содержит направляющие ролики для направления пучка проволоки и приспособление 2 46712008.10.30 для стабилизации динамического натяжения, включающее кронштейн с осью, на которой установлен стальной барабан. Стальной барабан разграничен на две зоны - рабочую зону и зону торможения. Приспособление содержит обводные направляющие ролики,...
Устройство для преформирования проволоки в процессе свивки металлокорда

Номер патента: U 4670
Опубликовано: 30.10.2008
Авторы: Савенок Анатолий Николаевич, Худолей Юрий Леонидович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Липский Евгений Леонидович
МПК: D07B 3/00
Метки: преформирования, проволоки, металлокорда, устройство, свивки, процессе
Текст:
...обеспечивается тем, что устройство для преформирования проволоки в процессе свивки металлокорда включает кронштейн, ролики направляющие обводные, ротор свивальной машины. Согласно полезной модели, в качестве преформатора устройство содержит вращающуюся твердосплавную фильеру, расположенную в осевом отверстии полувала ротора. Отличие заявленного решения от прототипа в том, что устройство включает фильеру,вращающуюся для преформации...
Устройство для охлаждения круглой литой заготовки
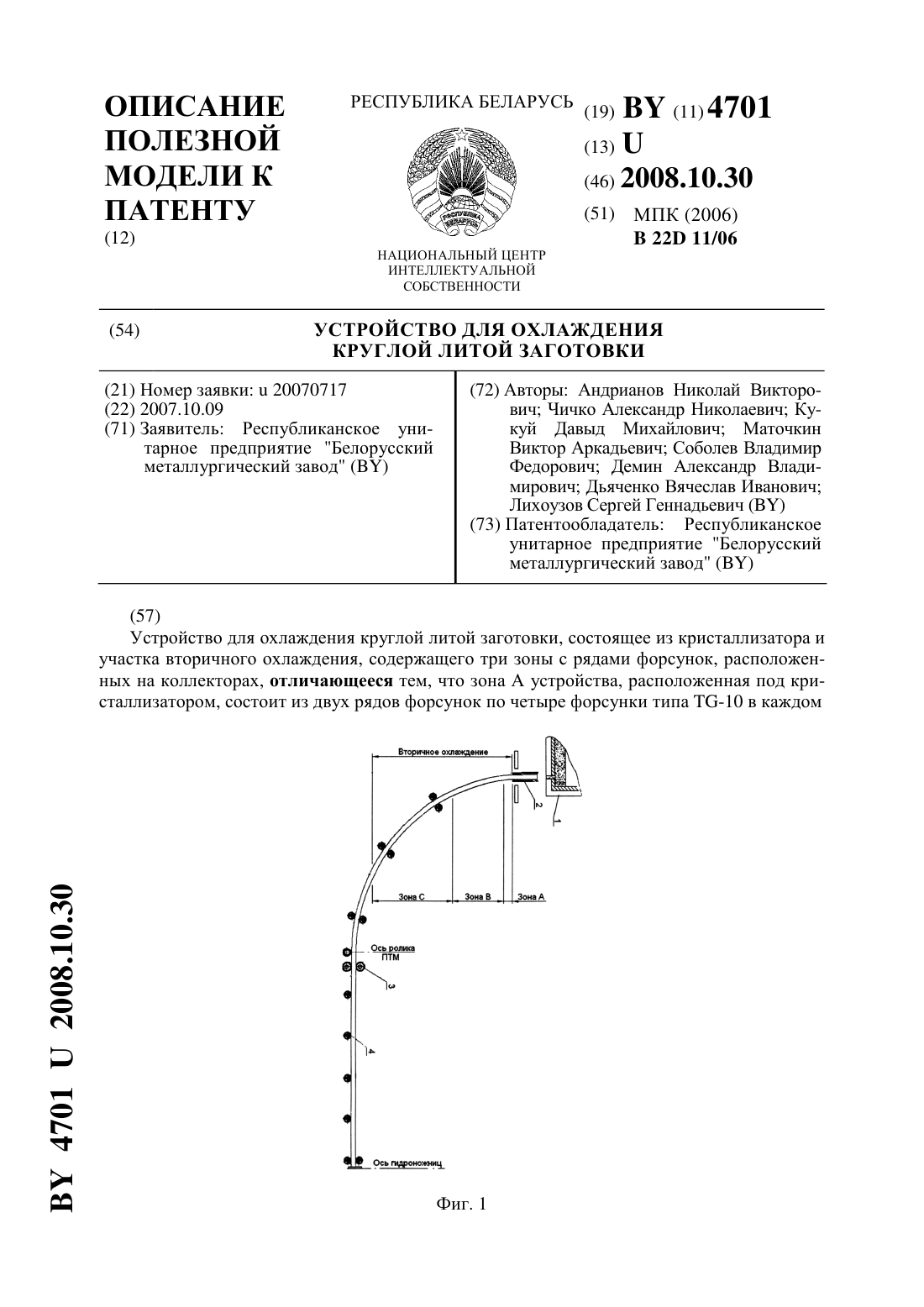
Номер патента: U 4701
Опубликовано: 30.10.2008
Авторы: Чичко Александр Николаевич, Маточкин Виктор Аркадьевич, Демин Александр Владимирович, Соболев Владимир Федорович, Дьяченко Вячеслав Иванович, Кукуй Давыд Михайлович, Лихоузов Сергей Геннадьевич, Андрианов Николай Викторович
МПК: B22D 11/06
Метки: литой, заготовки, охлаждения, круглой, устройство
Текст:
...фиг. 10 показано сечение по Б-Б с патрубками и 3 47012008.10.30 форсунками, повернутыми на 45, относительно предыдущего ряда форсунок по оси круглой заготовки. Зона С состоит из 15 рядов по 4 форсунки типа М 2 в каждом ряду, в которой расстояние между рядами форсунок составляет 175 мм. Причем расстояние между противоположными форсунками во всех трех зонах участка вторичного охлаждения равно 274 мм, а каждый ряд форсунок во всех трех зонах...
Технологический участок сортопрокатного стана
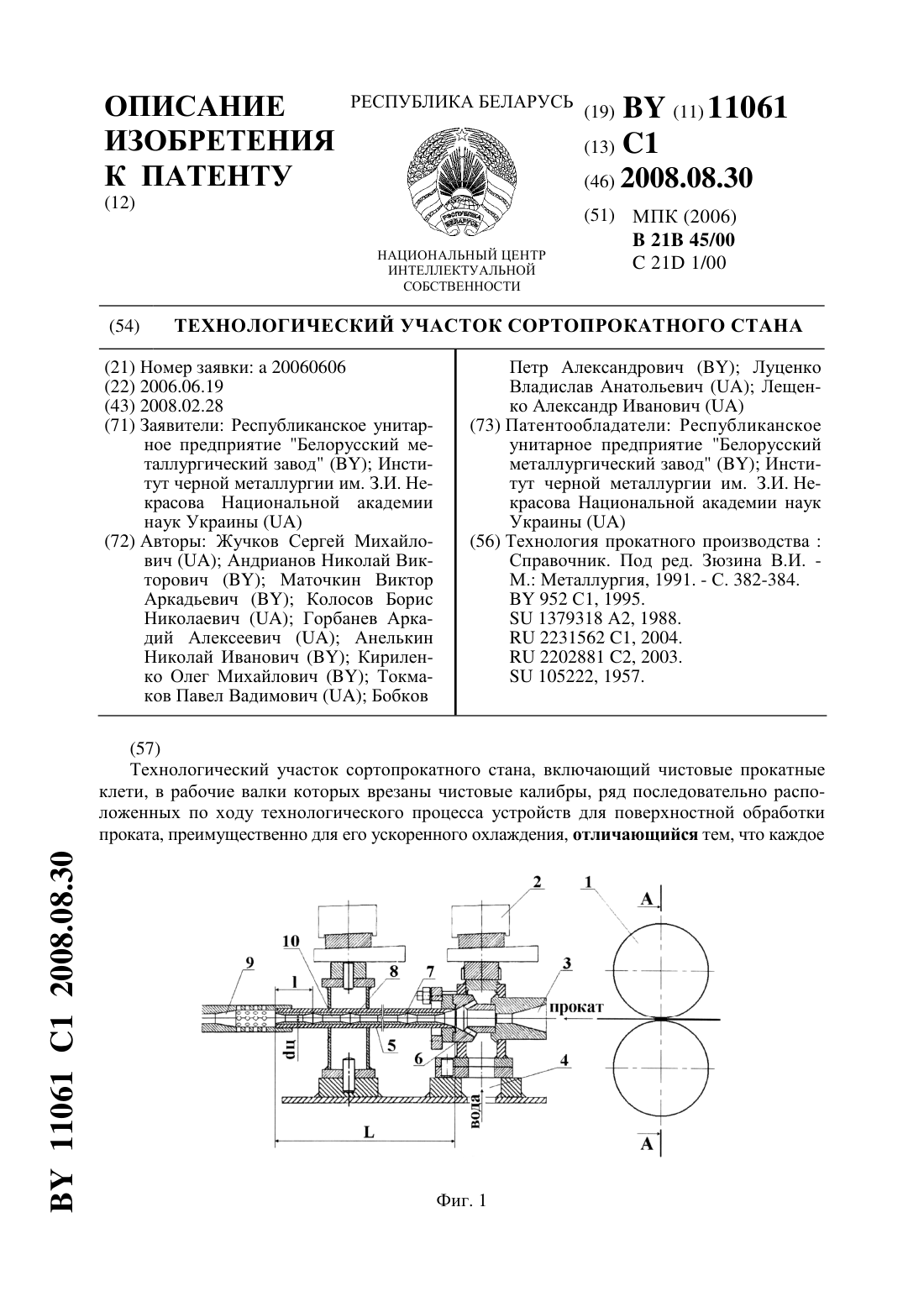
Номер патента: 11061
Опубликовано: 30.08.2008
Авторы: Андрианов Николай Викторович, Лещенко Александр Иванович, Токмаков Павел Вадимович, Горбанев Аркадий Алексеевич, Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Анелькин Николай Иванович, Колосов Борис Николаевич, Жучков Сергей Михайлович, Бобков Петр Александрович, Луценко Владислав Анатольевич
МПК: C21D 1/00, B21B 45/00
Метки: сортопрокатного, технологический, участок, стана
Текст:
...давления в цилиндрической части. При повышении давления охладителя соответственно повышается температура кипения жидкости. В результате этого затрудняется образование паровой рубашки на поверхности проката и, следовательно, интенсифицируется теплоотдача от горячего проката к охлаждающей жидкости. Кроме этого, рабочая камера 5 со сложным профилем рабочего пространства способствует меньшему расходу воды за счет повышения коэффициента...
Способ внепечной обработки стали углеродом
Номер патента: 10969
Опубликовано: 30.08.2008
Авторы: Оленченко Александр Васильевич, Тищенко Владимир Андреевич, Гуненков Валентин Юрьевич, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Бать Сергей Юрьевич, Андрианов Николай Викторович, Терлецкий Сергей Валерьевич, Пишикин Вадим Серафимович, Кисиленко Владимир Васильевич
Метки: внепечной, стали, углеродом, способ, обработки
Текст:
...углерода, стабильном получении заданного содержания углерода в узких пределах (0,02 и ниже), улучшении качества и уменьшении брака металла - существует причинно-следственная связь, которая объясняется следующим образом. Присадка 5585 углерода от общего количества на обработку во время выпуска жидкого металла до наполнения ковша позволяет снизить и стабилизировать окисленность без применения раскислителей, которые приводят к образованию...
Способ внепечной обработки металлургического расплава стали
Номер патента: 10389
Опубликовано: 28.02.2008
Авторы: Онищук Виталий Прохорович, Дюдкин Дмитрий Александрович, Кисиленко Владимир Васильевич, Андрианов Николай Викторович, Пишикин Вадим Серафимович, Бать Сергей Юрьевич, Маточкин Виктор Аркадьевич, Терлецкий Сергей Валерьевич
МПК: C21C 7/04
Метки: внепечной, металлургического, расплава, стали, обработки, способ
Текст:
...признаками и техническим результатом - повышением степени использования кальция, полной глобуляризацией неметаллических включений и снижением расхода проволоки - существует причинно-следственная связь, которая объясняется следующим образом. По мере вхождения проволоки с указанным составом наполнителя в жидкий металл, внутри проволоки образуется прочное однородное железокальцийкремниевое соединение с относительно высокой...
Кольцевая печь для нагрева заготовок под прокатку бесшовных труб
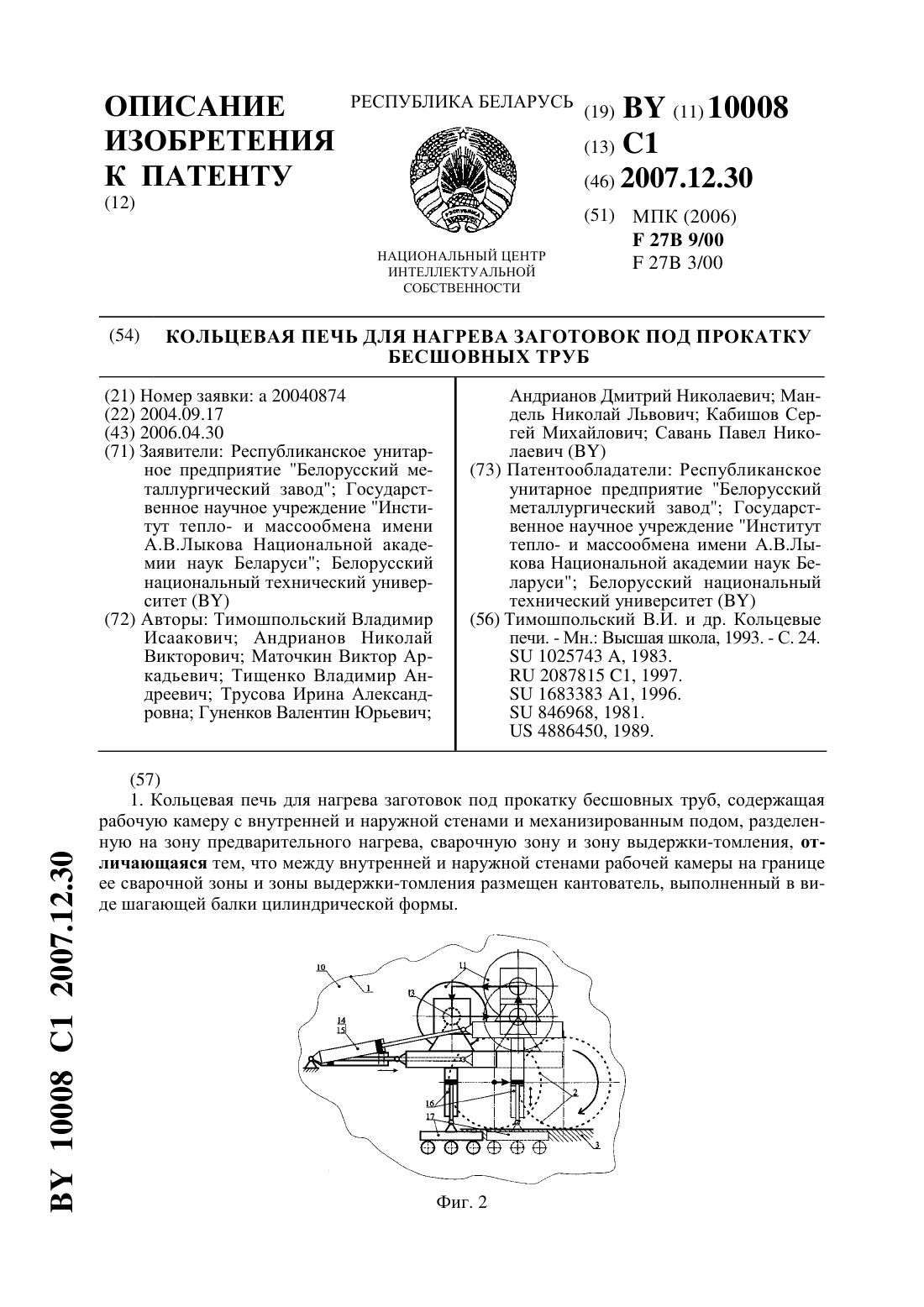
Номер патента: 10008
Опубликовано: 30.12.2007
Авторы: Кабишов Сергей Михайлович, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Савань Павел Николаевич, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Гуненков Валентин Юрьевич, Андрианов Николай Викторович, Андрианов Дмитрий Николаевич
Метки: труб, печь, бесшовных, прокатку, нагрева, заготовок, кольцевая
Текст:
...в печи и автономным приводом вращения для возможности поворота балки на заданный угол , выбранный из соотношения 90 к ,з где к - диаметр кантователя з - диаметр заготовки. Технический результат при использовании полезной модели связан причинно-следственной связью с новой совокупностью признаков устройства печи. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид продольного разреза печи на...
Гильза кристаллизатора
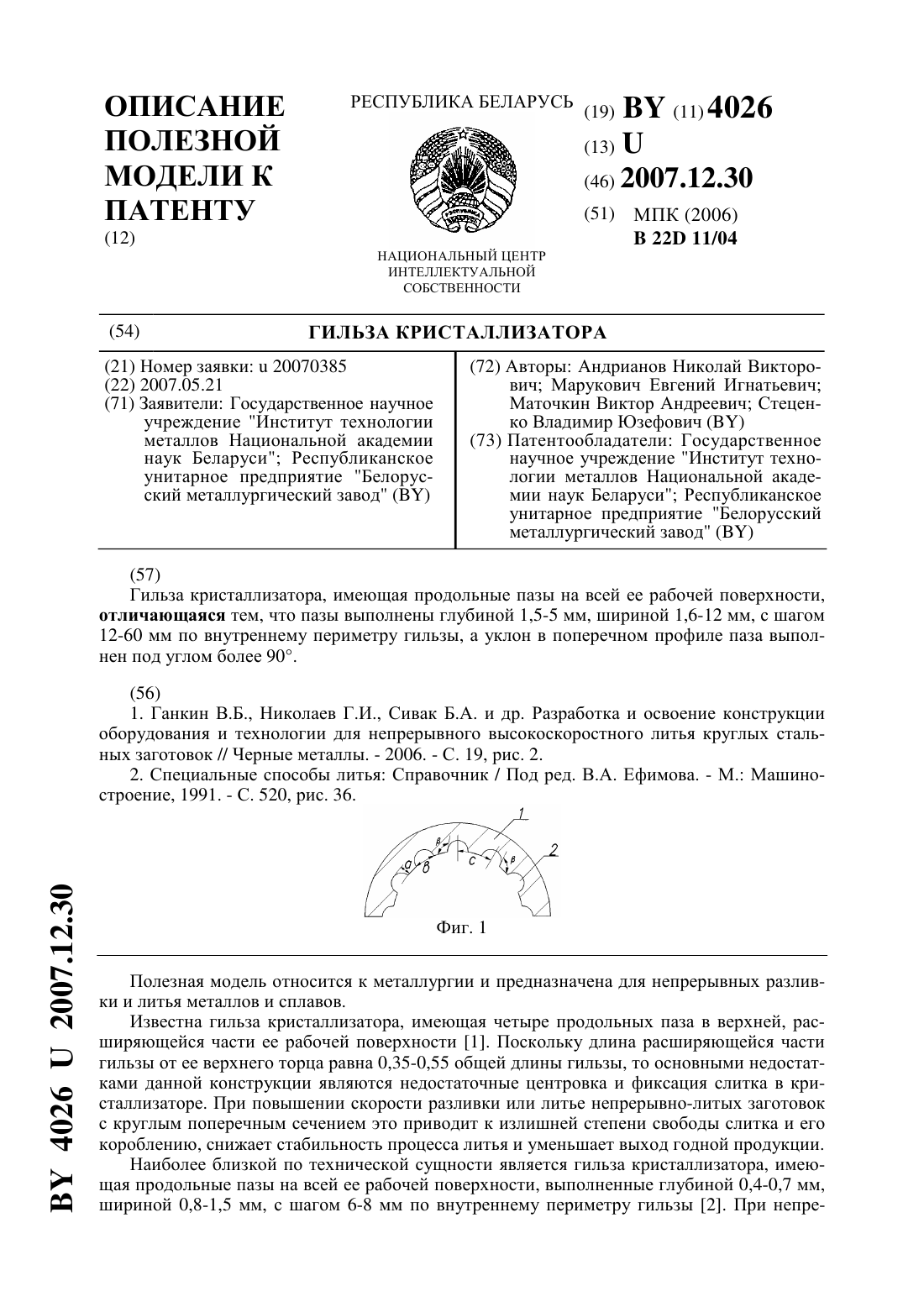
Номер патента: U 4026
Опубликовано: 30.12.2007
Авторы: Маточкин Виктор Андреевич, Андрианов Николай Викторович, Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: гильза, кристаллизатора
Текст:
...относительно большой длины (более 300 мм) глубина паза 0,4-0,7 мм и его ширина 0,8-1,5 мм не обеспечивают достаточной центровки и фиксации слитков в кристаллизаторе. Это приводит к появлению излишней степени свободы слитка и его короблению, что снижает стабильность процесса литья и уменьшает выход годной продукции. Технической задачей, на решение которой направлена заявляемая полезная модель,является уменьшение коробления слитка. Технический...
Способ производства стали с нормируемым содержанием серы
Номер патента: 9896
Опубликовано: 30.10.2007
Авторы: Пишикин Вадим Серафимович, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Кисиленко Владимир Васильевич, Гуненков Валентин Юрьевич, Тищенко Владимир Андреевич, Андрианов Николай Викторович, Оленченко Александр Васильевич, Бать Сергей Юрьевич, Пивцаев Виталий Васильевич
МПК: C21C 7/04, C21C 7/064
Метки: производства, нормируемым, содержанием, стали, способ, серы
Текст:
...в два этапа. Двойной ввод кальцийсодержащих материалов обеспечивает на первом этапе первичное модифицирование неметаллических включений и дополнительное снижение серы. После первого этапа ввода кальция проводится вакуумирование жидкого металла, что обеспечивает всплывание основой массы глобуляризированных неметаллических включений. После первичного модифицирования и удаления основной массы неметаллических включений вводится вторая порция...
Обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки
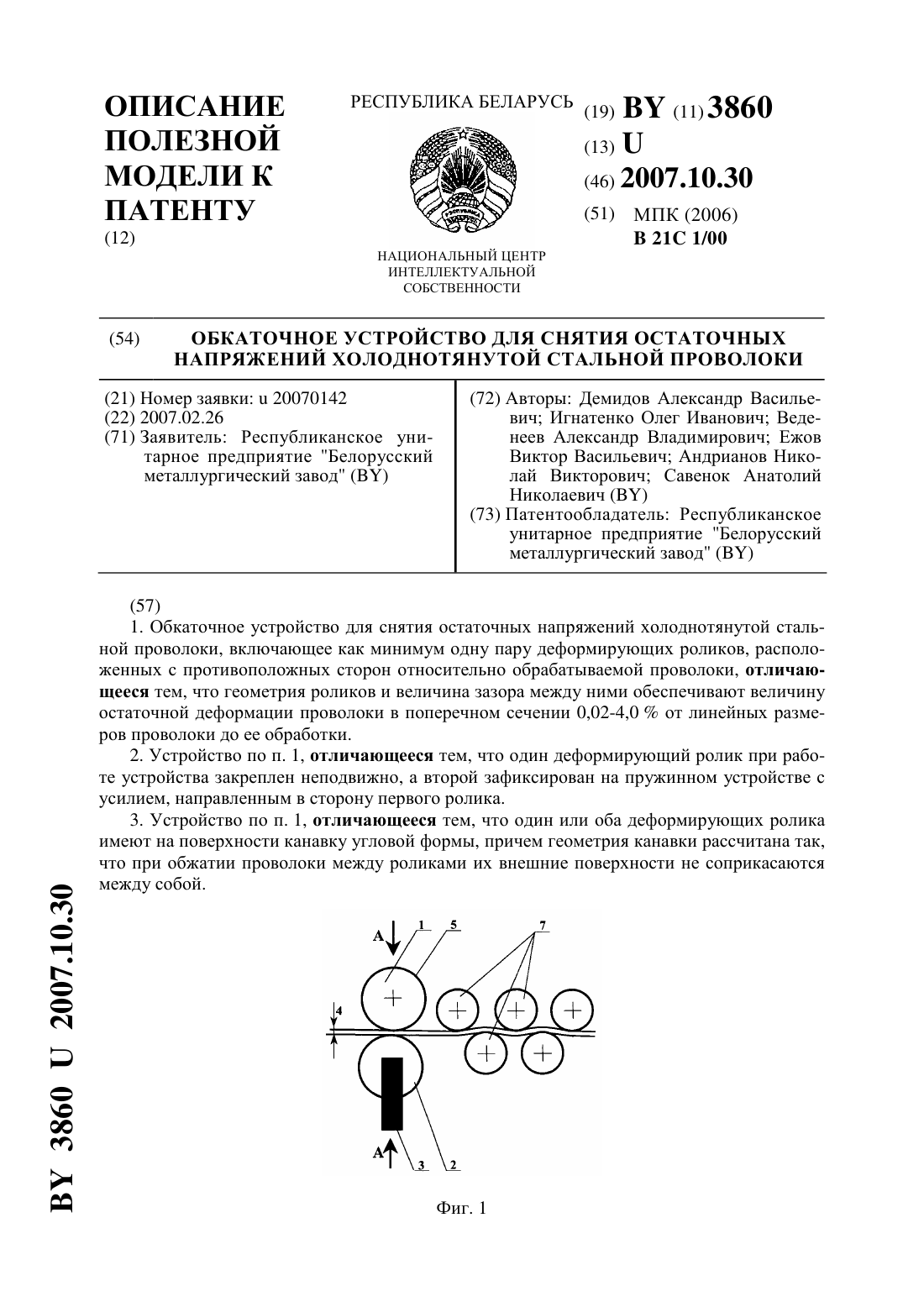
Номер патента: U 3860
Опубликовано: 30.10.2007
Авторы: Веденеев Александр Владимирович, Демидов Александр Васильевич, Андрианов Николай Викторович, Ежов Виктор Васильевич, Игнатенко Олег Иванович, Савенок Анатолий Николаевич
МПК: B21C 1/00
Метки: холоднотянутой, остаточных, устройство, проволоки, напряжений, стальной, обкаточное, снятия
Текст:
...полезной модели, геометрия роликов и величина зазора между ними обеспечивают величину остаточной деформации проволоки в поперечном сечении 0,02-4,0 от линейных размеров проволоки до ее обработки. Один деформирующий ролик при работе устройства закреплен неподвижно, а второй зафиксирован на пружинном устройстве с усилием, направленным в сторону первого ролика. 2 38602007.10.30 Один или оба деформирующих ролика имеют на поверхности канавку...
Устройство для ультразвукового пластического упрочнения инструмента холодного деформирования
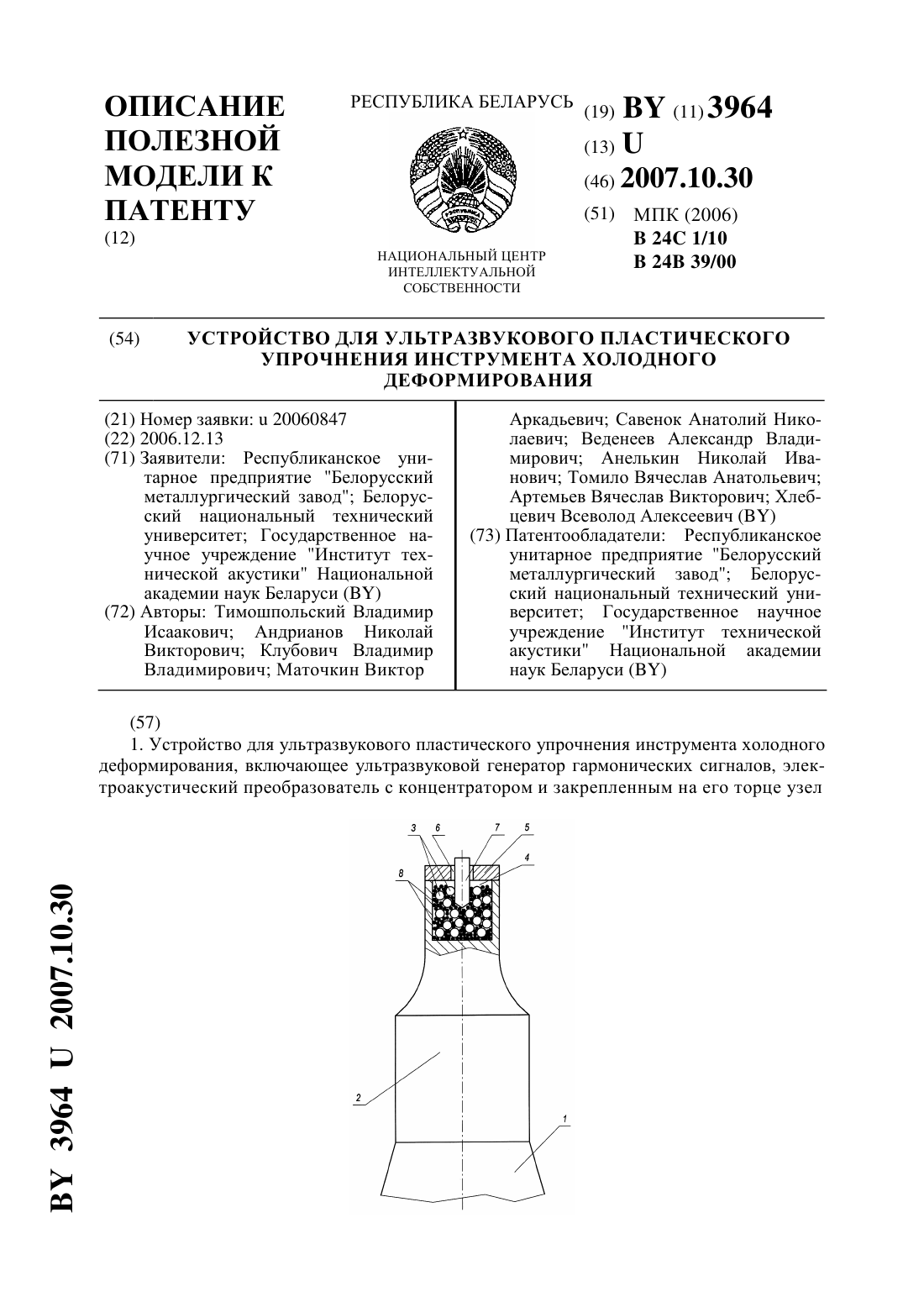
Номер патента: U 3964
Опубликовано: 30.10.2007
Авторы: Томило Вячеслав Анатольевич, Маточкин Виктор Аркадьевич, Веденеев Александр Владимирович, Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Артемьев Вячеслав Викторович, Тимошпольский Владимир Исаакович, Савенок Анатолий Николаевич, Андрианов Николай Викторович, Клубович Владимир Владимирович
МПК: B24C 1/10, B24B 39/00
Метки: деформирования, ультразвукового, пластического, холодного, упрочнения, устройство, инструмента
Текст:
...рабочих поверхностей формовочных пуансонов. Задача, на решение которой направлена полезная модель - это расширение технологических возможностей и создание устройства, позволяющего эффективно повысить износои корозионную стойкость рабочих поверхностей широкой номенклатуры инструмента холодного деформирования как волочильного, так штампового, в том числе и формовочных со сложной фасонной конфигурацией рабочей поверхности. Поставленная задача...
Устройство линии Стелмор в составе проволочного стана
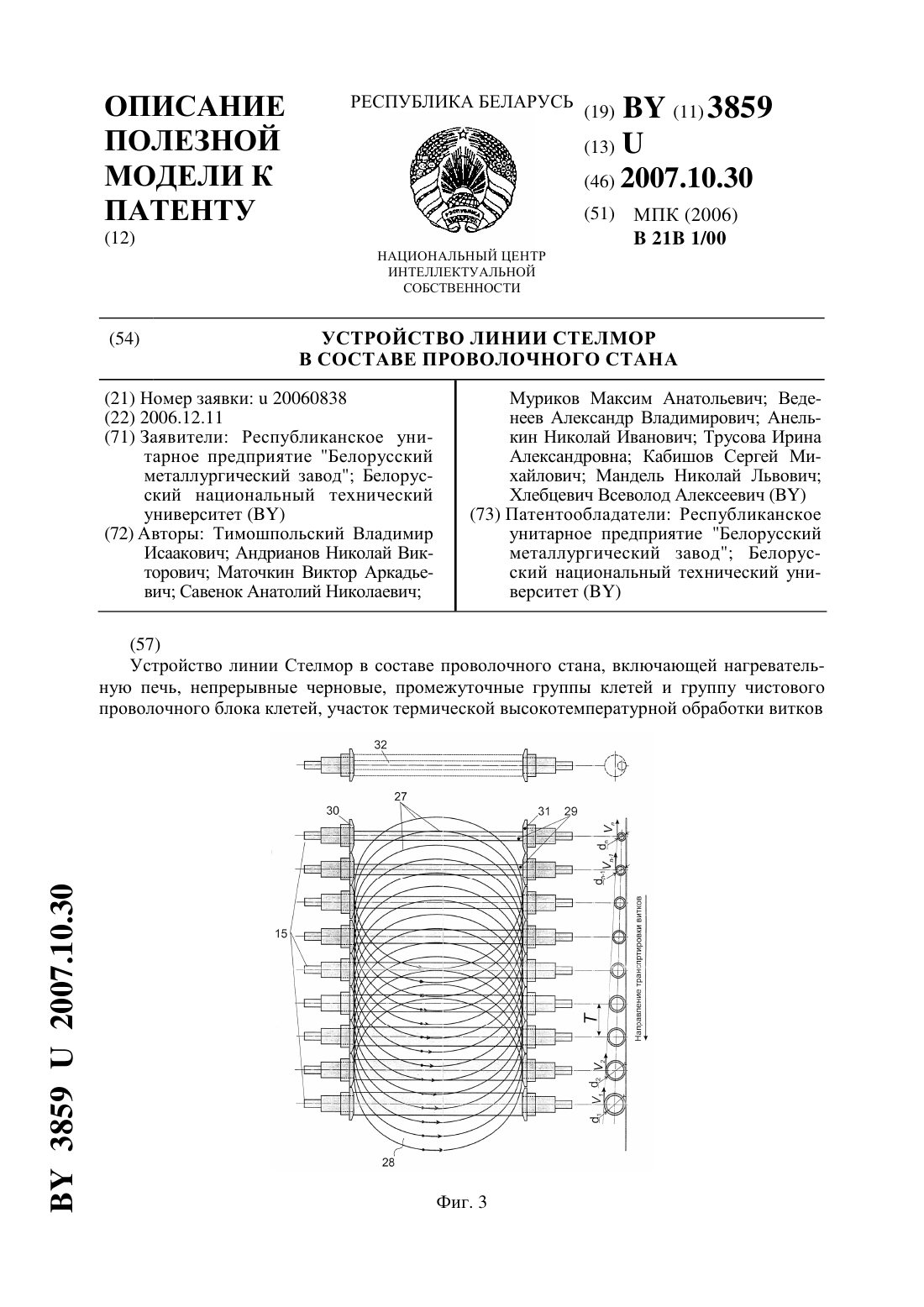
Номер патента: U 3859
Опубликовано: 30.10.2007
Авторы: Анелькин Николай Иванович, Кабишов Сергей Михайлович, Савенок Анатолий Николаевич, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Трусова Ирина Александровна, Муриков Максим Анатольевич, Веденеев Александр Владимирович
МПК: B21B 1/00
Метки: устройство, линии, стана, проволочного, стелмор, составе
Текст:
...увеличения диаметров от 1 дои так далее. Количество циклов определяют экспериментально или путем математического моделирования. На консольных участках роликов 29 рольганга 15 размещены направляющие реборды 30, 31. Рабочая бочка 32 несущих роликов 29 выполнена в виде цилиндра. В линии каждая секция участка 13 водяного охлаждения катанки оборудована охлаждающими, отсекающими водяными форсунками и воздушными форсунками для фиксации...
Технологическая линия изготовления стального проката из подшипниковой стали
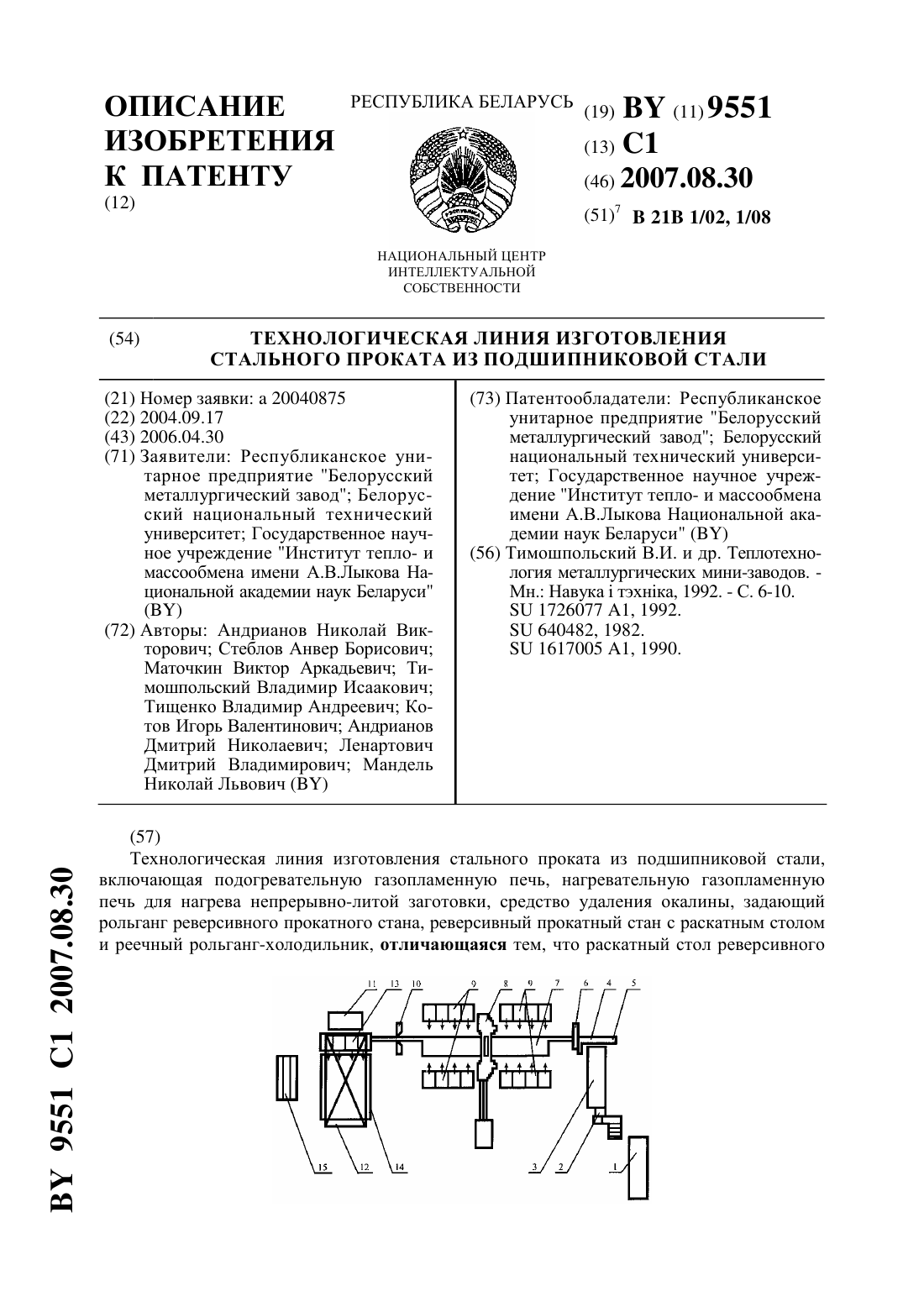
Номер патента: 9551
Опубликовано: 30.08.2007
Авторы: Ленартович Дмитрий Владимирович, Мандель Николай Львович, Андрианов Дмитрий Николаевич, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Котов Игорь Валентинович
Метки: стали, технологическая, проката, изготовления, линия, стального, подшипниковой
Текст:
...работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуо-реверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывнолитой заготовки путем управления процессом градиента температур между внутренними слоями и наружными слоями заготовки. Поставленная задача достигается тем, что в технологической линии...
Нагревательная кольцевая печь для нагрева трубных заготовок под прошивку
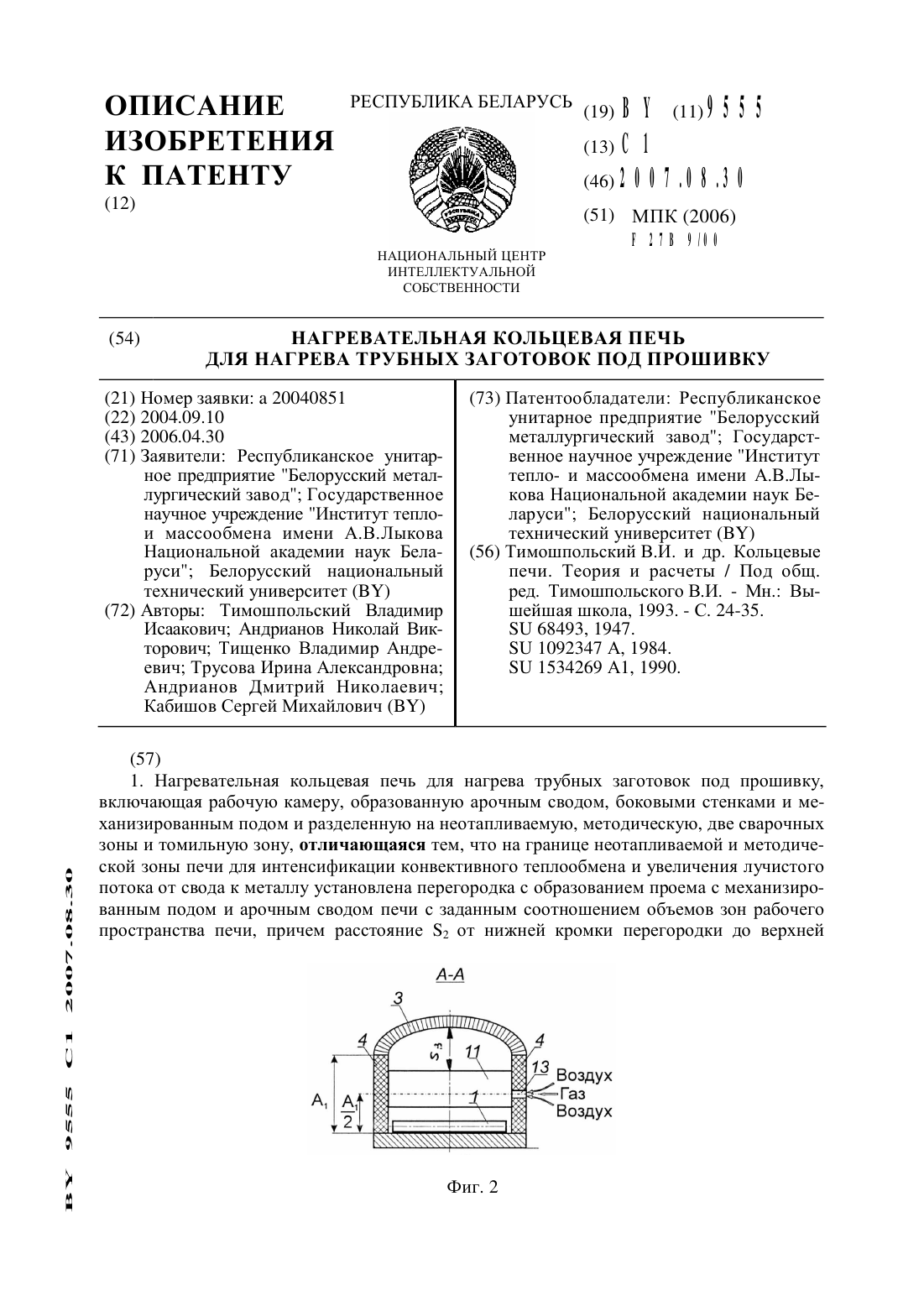
Номер патента: 9555
Опубликовано: 30.08.2007
Авторы: Тищенко Владимир Андреевич, Андрианов Николай Викторович, Трусова Ирина Александровна, Кабишов Сергей Михайлович, Тимошпольский Владимир Исаакович, Андрианов Дмитрий Николаевич
МПК: F27B 9/00
Метки: печь, нагрева, прошивку, кольцевая, заготовок, трубных, нагревательная
Текст:
...4 и механизированным подом 5. Рабочая камера 2 разделена на неотапливаемую зону 6, методическую зону 7, две сварочных зоны 8 и 9 и томильную зону 10 выдержки. На границе неотапливаемой зоны 6 и методической зоны 7 печи для повышения интенсивности конвективного теплообмена в сварочной зоне и увеличения величины лучистого потока от свода 3 к металлу заготовки 1 (в случае работы печи с большой производительностью) установленаперегородка 11 с...
Технологическая линия Стелмор в составе проволочного стана
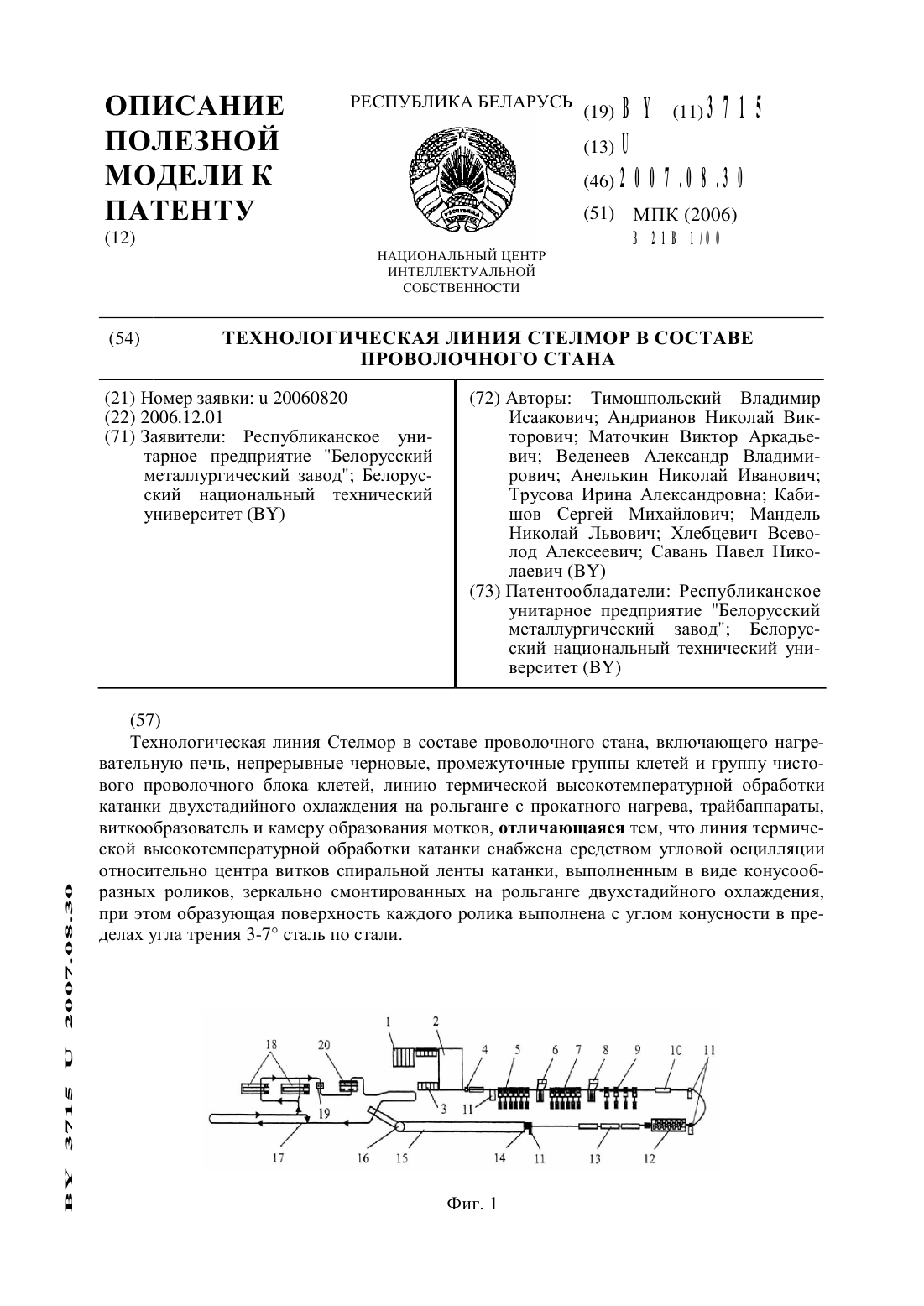
Номер патента: U 3715
Опубликовано: 30.08.2007
Авторы: Веденеев Александр Владимирович, Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Андрианов Николай Викторович, Анелькин Николай Иванович, Маточкин Виктор Аркадьевич, Савань Павел Николаевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Кабишов Сергей Михайлович
МПК: B21B 1/00
Метки: стелмор, технологическая, составе, проволочного, линия, стана
Текст:
...изобретения неочевидность и новизна.Заявленный объект поясняется чертежом, гдефиг. 1 - схематично изображен общий вид технологической линии Стелмор в составе проволочного станафиг. 2 - вид линии типа Стелмор обработки катанки с температуры деформации чистового проволочного блокафиг. 3 - схема способа осцилляции и перемещения витков спиральной ленты катанки на рольганге транспортера линии Стелмор.На фиг. 1 представлен общий вид...
Промежуточный ковш
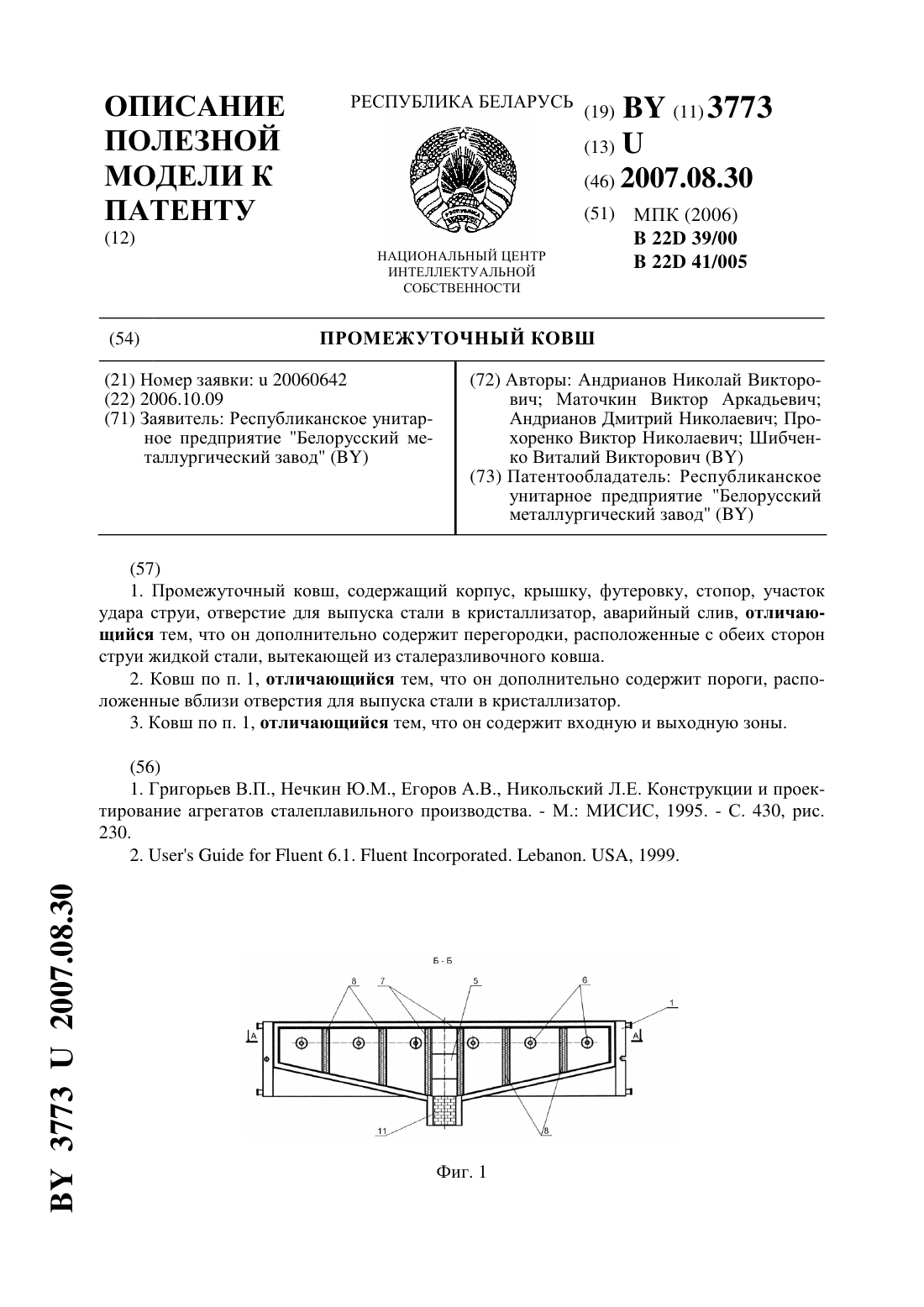
Номер патента: U 3773
Опубликовано: 30.08.2007
Авторы: Прохоренко Виктор Николаевич, Андрианов Дмитрий Николаевич, Шибченко Виталий Викторович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович
МПК: B22D 41/005, B22D 39/00
Метки: ковш, промежуточный
Текст:
...при числе Рейнольдса , равном 5104, интенсивность турбулентности по этому уравнению равна 4 . Задача, решаемая полезной моделью, состоит в создании конструкции промежуточного ковша, позволяющей снизить высокую скорость и турбулентность разливаемого металла, направить поток к поверхности ванны, разделить промежуточный ковш на входную и выходную зоны, ликвидировать мертвые зоны, а также увеличить продолжительность пребывания стали в ковше для...
Прокатный стан

Номер патента: U 3772
Опубликовано: 30.08.2007
Авторы: Андрианов Николай Викторович, Андрианов Дмитрий Николаевич, Маточкин Виктор Аркадьевич, Шибченко Виталий Викторович, Прохоренко Виктор Николаевич
МПК: B21B 1/00
Текст:
...приводит к возникновению термических напряжений в боковых стенках непрерывнолитой заготовки и увеличению брака проката при повороте заготовки она теряет свою температуру, что приводит к увеличению нагрузок на привод стана. Задача, решаемая полезной моделью, состоит в изменении конструкции, стана 850 для проката непрерывнолитых заготовок. При этом исключается поворот заготовки (с большого ребра на малое) на угол 90 в реверсивной клети (1...
Способ очистки поверхности стальной проволоки
Номер патента: 9384
Опубликовано: 30.06.2007
Авторы: Савенок Анатолий Николаевич, Демидов Александр Васильевич, Андрианов Николай Викторович, Крымчанский Исаак Израилевич
МПК: C23G 1/14
Метки: очистки, поверхности, способ, проволоки, стальной
Текст:
...в табл. 1. Таблица 1 Эффективности очистки при разных способах охлаждения проволоки после нагрева в расплаве свинца Последовательность операций Цвет стальной проволоки по- Внешний вид бронзовомежду расплавом свинца и серсле ванны щелочной очистки го покрытия нокислым травлением Щелочной раствор, промывка Светлый металлический Светлое Ванна охлаждения водой, щелочТемно-коричневый Темное с пятнами ной раствор - промывка Ванна охлаждения...
Способ производства заготовок на реверсивном стане
Номер патента: 8958
Опубликовано: 28.02.2007
Авторы: Маточкин Виктор Аркадьевич, Мандель Николай Львович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Трусова Ирина Александровна, Горбанев Аркадий Алексеевич, Андрианов Николай Викторович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Эндерс Владимир Владимирович
МПК: B21B 1/02
Метки: заготовок, способ, реверсивном, производства, стане
Текст:
...увеличением разницы температур между гранями раската вследствие того, что одна из его граней, контактирующая охлаждаемыми элементами технологического оборудования стана охлаждается интенсивнее. Это вызывает возникновение температурного градиента между гранями раската,приводящего к его искривлению. В этой связи режим обжатий, реализуемый в известном техническом решении не может быть рекомендован для решения поставленной задачи....
Мелкосортный проволочный стан
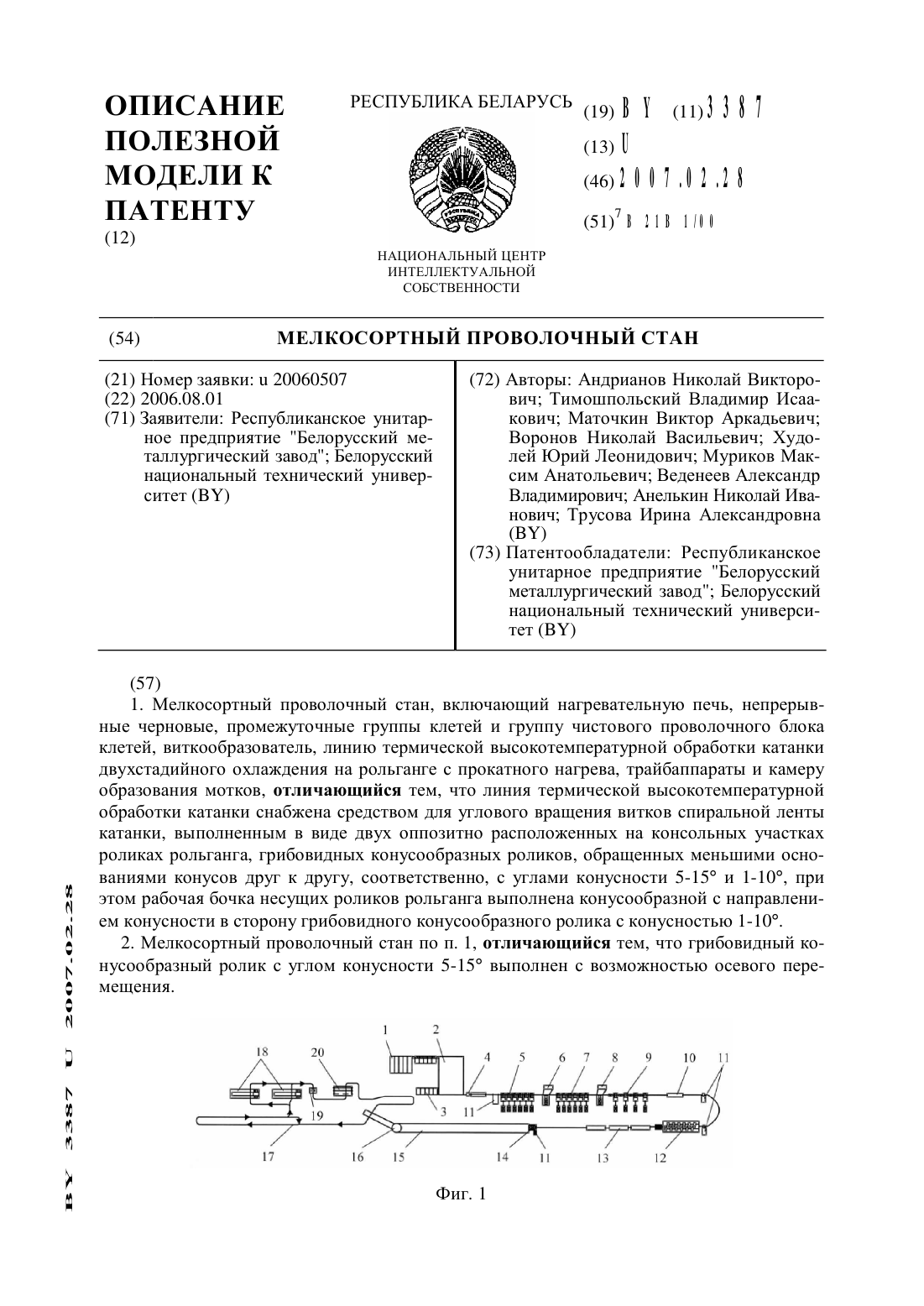
Номер патента: U 3387
Опубликовано: 28.02.2007
Авторы: Муриков Максим Анатольевич, Худолей Юрий Леонидович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Андрианов Николай Викторович, Воронов Николай Васильевич, Тимошпольский Владимир Исаакович, Анелькин Николай Иванович, Веденеев Александр Владимирович
МПК: B21B 1/00
Метки: проволочный, мелкосортный, стан
Текст:
...блокафиг. 3 - схема конструктива технологического направления вращения И перемещения витков спиральной ленты катанки на рольганге транспортера линии Стельмор.На фиг. 1 представлен общий вид мелкосортного проволочного стана, на котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3 (аварийный) установка 4 удаления окалины черновая группа 5 клетей ротационные...
Машина непрерывного литья заготовок
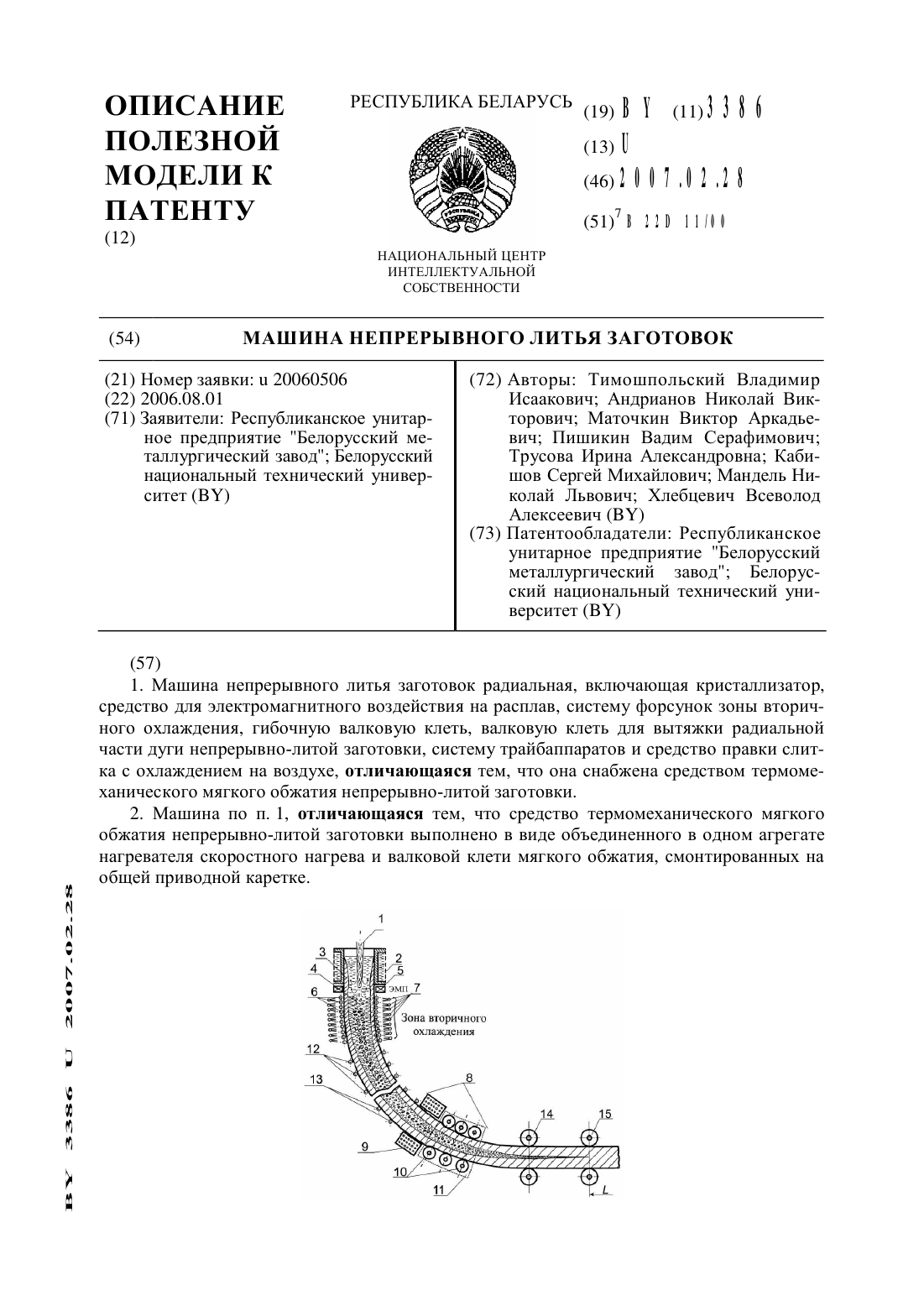
Номер патента: U 3386
Опубликовано: 28.02.2007
Авторы: Кабишов Сергей Михайлович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Трусова Ирина Александровна
МПК: B22D 11/00
Метки: непрерывного, заготовок, литья, машина
Текст:
...снабжена средством 8 термомеханического мягкого обжатия непрерь 1 внолитой заготовки 4.Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с возможностью перемещения вдоль разливочной дуги в зависимости от скорости разливки и марки стали.Для...
Машина непрерывной разливки стали
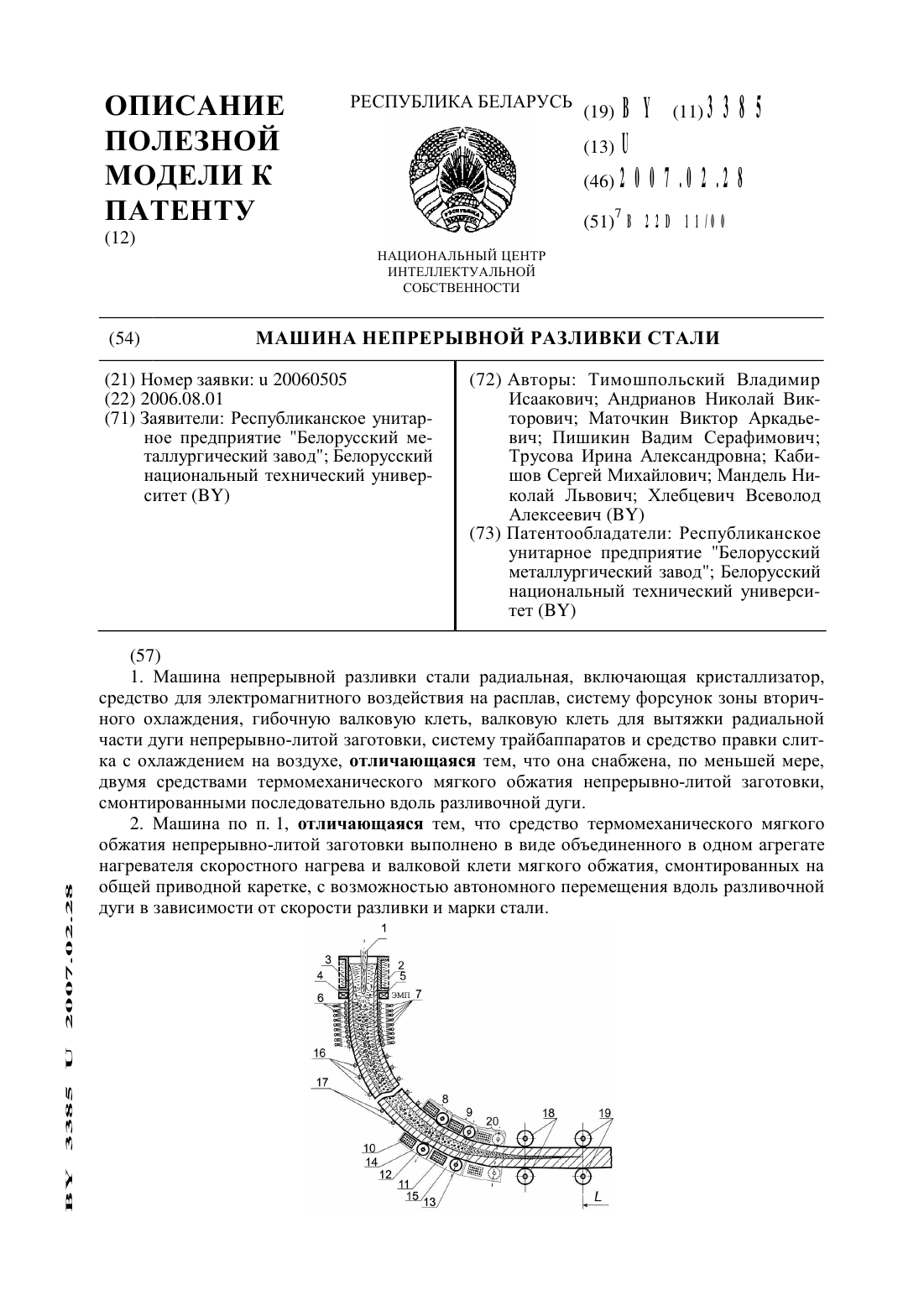
Номер патента: U 3385
Опубликовано: 28.02.2007
Авторы: Трусова Ирина Александровна, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Кабишов Сергей Михайлович
МПК: B22D 11/00
Метки: стали, машина, разливки, непрерывной
Текст:
...включает сталеразливочный ковш (на чертеже условно не показан), кристаллизатор 2 с механизмом движения, в котором в отливке формируют твердую корочку оболочки 3 путем первичного охлаждения из расплава непрерывно-литой заготовки 4, средство 5 для электромагнитного воздействия (ЭМП) на металлический расплав, систему тянущих роликов 6 с принудительным водяным охлаждением в зоне вторичного охлаждения (ЗВО) плоскофакельнь 1 ми форсунками 7.Машина...
Технологический комплекс для производства бесшовных горячедеформированных труб
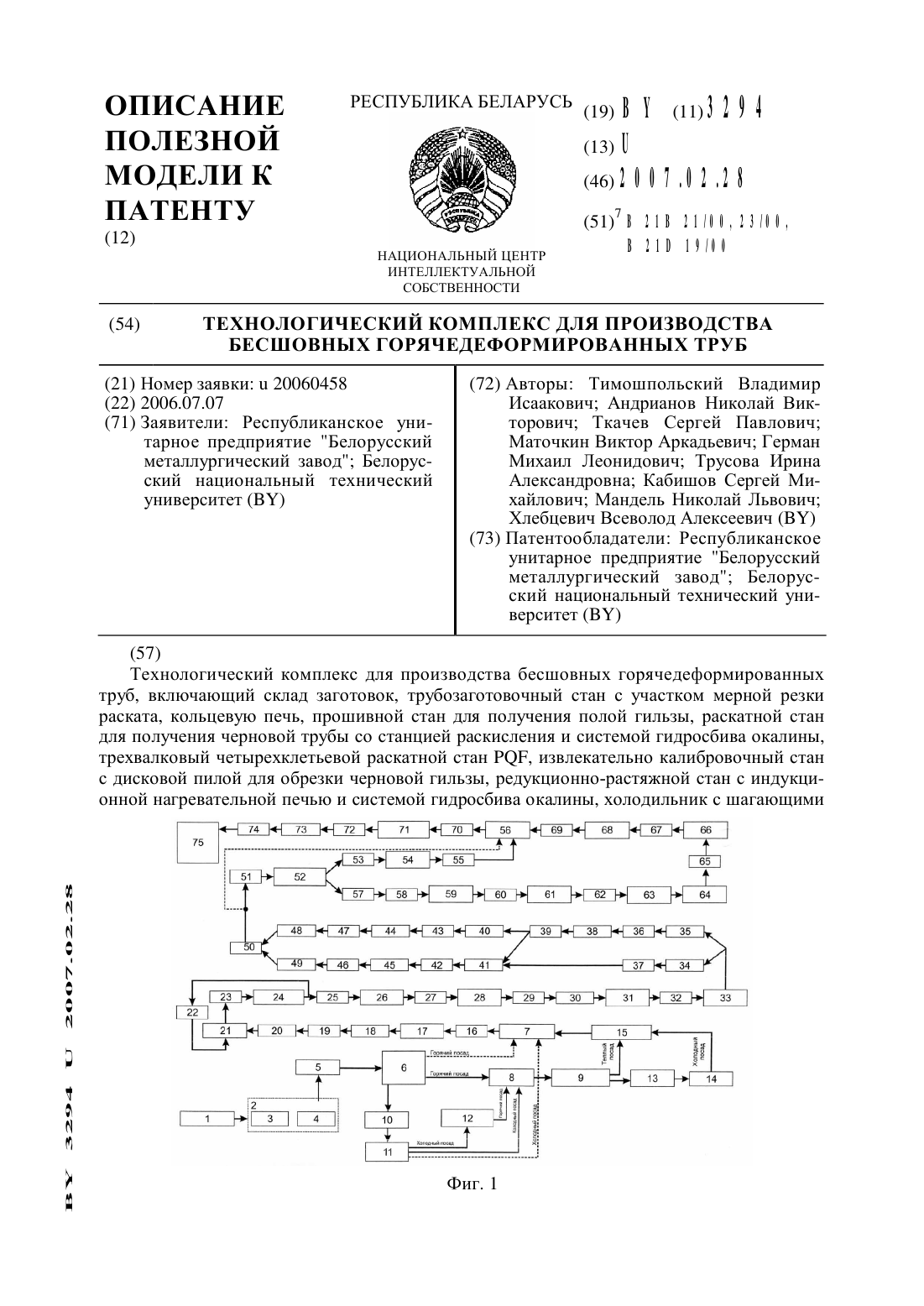
Номер патента: U 3294
Опубликовано: 28.02.2007
Авторы: Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Герман Михаил Леонидович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Кабишов Сергей Михайлович, Маточкин Виктор Аркадьевич, Ткачев Сергей Павлович, Мандель Николай Львович
МПК: B21D 19/00, B21B 23/00, B21B 21/00...
Метки: горячедеформированных, комплекс, производства, труб, бесшовных, технологический
Текст:
...1 м станом.Технический результат, получаемый при решении поставленной задачи, проявляется в возможности получения товарной продукции на различных технологических стадиях вь 1 плавка и получение товарной трубы путем управления технологическим регламентом работы модулей, из которых построен технологический комплекс для производства стальных горячекатаных бесшовных труб.Для лучшего понимания техническое решение поясняется чертежом,...
Высокоскоростная многоблочная линия по производству проката и катанки

Номер патента: U 3382
Опубликовано: 28.02.2007
Авторы: Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Кириленко Олег Михайлович, Бобков Петр Александрович, Андрианов Николай Викторович, Муриков Максим Анатольевич, Пишикин Вадим Серафимович
МПК: B21B 1/00
Метки: катанки, линия, проката, производству, высокоскоростная, многоблочная
Текст:
...двухклетьевой предчистовой блок с диаметрами прокатных шайб от 205 до 230 мм для обеспечения деформации подката и увеличения скорости. А между второй и третьей секциями водяного охлаждения установлен высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей с диаметрами прокатных шайб от 140 до 230 мм и максимальной скоростью прокатки 120 метров в секунду.Полезная модель поясняется чертежом, где на фигуре показан...
Волока для протяжки стальной проволоки с малыми величинами единичных обжатий

Номер патента: U 3247
Опубликовано: 30.12.2006
Авторы: Демидов Александр Васильевич, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Игнатенко Олег Иванович, Андрианов Николай Викторович
МПК: B21C 1/00
Метки: стальной, волока, величинами, протяжки, единичных, проволоки, обжатий, малыми
Текст:
...проволоки на выходе из волоки.Решение поставленной задачи достигается тем, что волока для протяжки стальной проволоки с малыми величинами единичных обжатий включает рабочий канал, который обеспечивает протяжку проволоки с величиной единичного обжатия в диапазоне от 1 до 8 .По полезной модели рабочий канал волоки содержит зону сужения проволоки. Длина зоны сужения проволоки в рабочем канале волоки в проекции на ось волоки находится в пределах...
Стан мокрого волочения стальной высокоуглеродистой проволоки
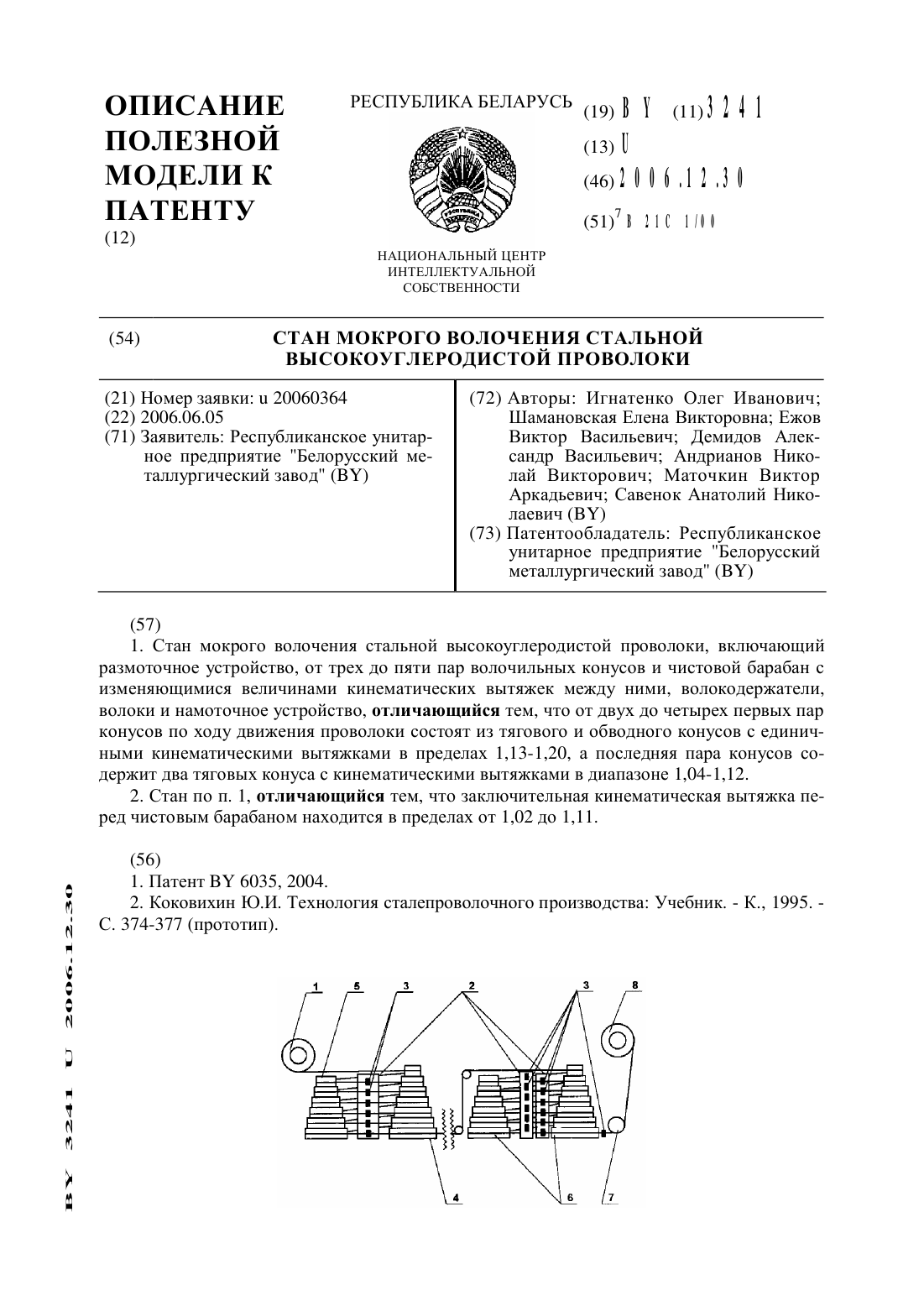
Номер патента: U 3241
Опубликовано: 30.12.2006
Авторы: Демидов Александр Васильевич, Шамановская Елена Викторовна, Савенок Анатолий Николаевич, Ежов Виктор Васильевич, Игнатенко Олег Иванович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: стальной, стан, мокрого, высокоуглеродистой, волочения, проволоки
Текст:
...проволоки, возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда.Технический результат, достигаемый при использовании устройства, состоит в снижении уровня обрывности проволоки при последующей свивКе, оплетке, отсутствии расслоений при кручении и увеличении числа скручиваний.Решение поставленной задачи достигается тем, что стан мокрого волочения стальной...
Арматурный стержень периодического профиля
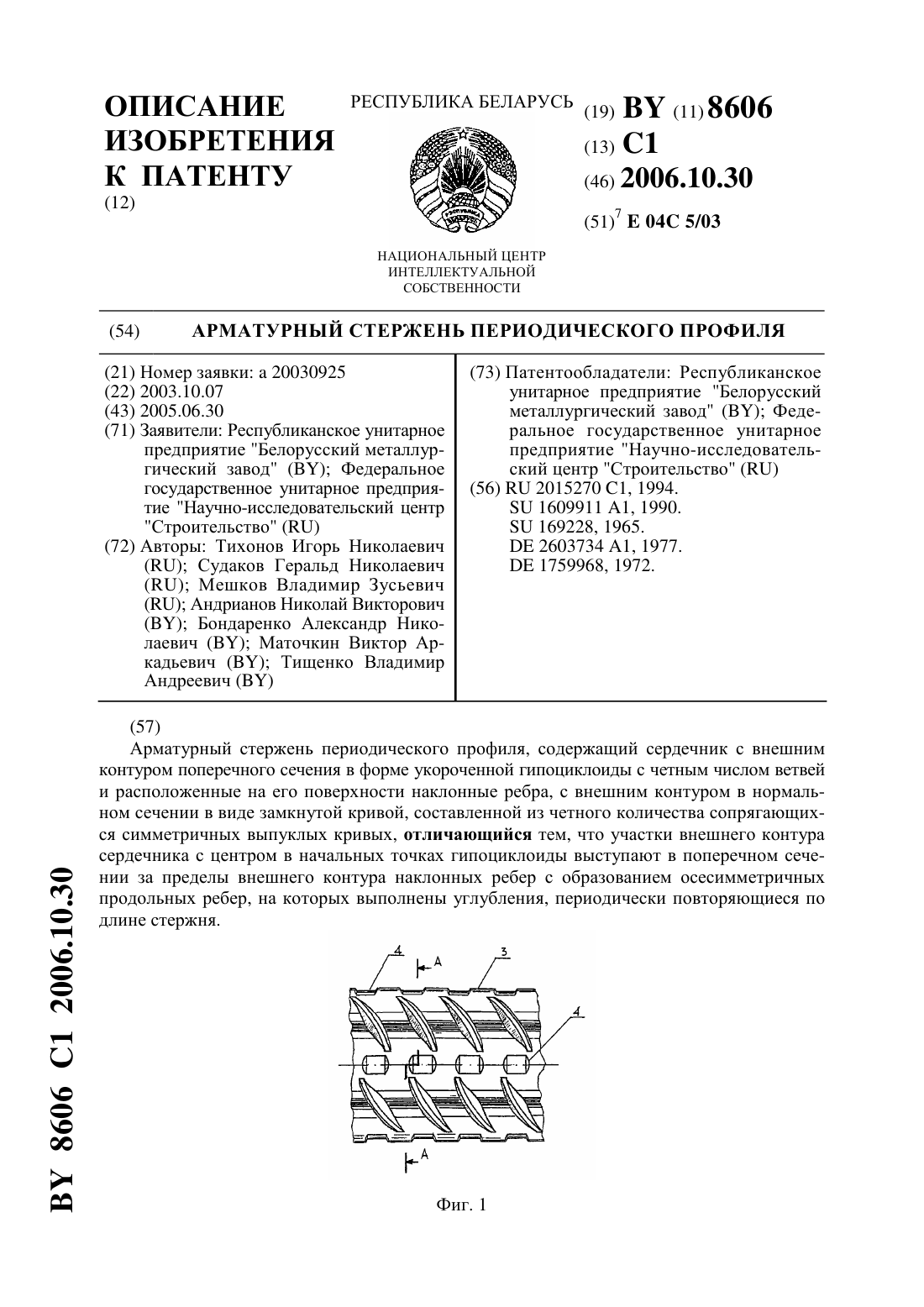
Номер патента: 8606
Опубликовано: 30.10.2006
Авторы: Тищенко Владимир Андреевич, Тихонов Игорь Николаевич, Бондаренко Александр Николаевич, Судаков Геральд Николаевич, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Мешков Владимир Зусьевич
МПК: E04C 5/03
Метки: стержень, профиля, арматурный, периодического
Текст:
...внешним контуром поперечного сечения в форме укороченной гипоциклоиды с четным числом ветвей и расположенные на его поверхности наклонные ребра, с внешним контуром в нормальном сечении в виде замкнутой кривой, составленной из четного количества сопрягающихся симметричных выпуклых кривых. Согласно изобретению, участки внешнего контура сердечника с центром в начальных точках гипоциклоиды выступают в поперечном сечении за пределы внешнего...
Универсальное устройство для сухого волочения и плющения стальной проволоки

Номер патента: U 3062
Опубликовано: 30.10.2006
Авторы: Демидов Александр Васильевич, Савенок Анатолий Николаевич, Павлов Михаил Леонидович, Андрианов Николай Викторович, Игнатенко Олег Иванович, Зиновенко Андрей Владимирович, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: устройство, стальной, волочения, сухого, проволоки, универсальное, плющения
Текст:
...профиля или же полученную на этом устройстве холоднотянутую заготовку круглого сечения необходимо дополнительно перерабатывать на специализированных плющильных станах. Задача, решаемая полезной моделью, заключается в создании универсального устройства для сухого волочения и изготовления холоднотянутой плющеной проволоки или стальной ленты. Технический результат, достигаемый при использовании устройства, заключается в расширении...
Способ прокатки заготовок на реверсивном стане
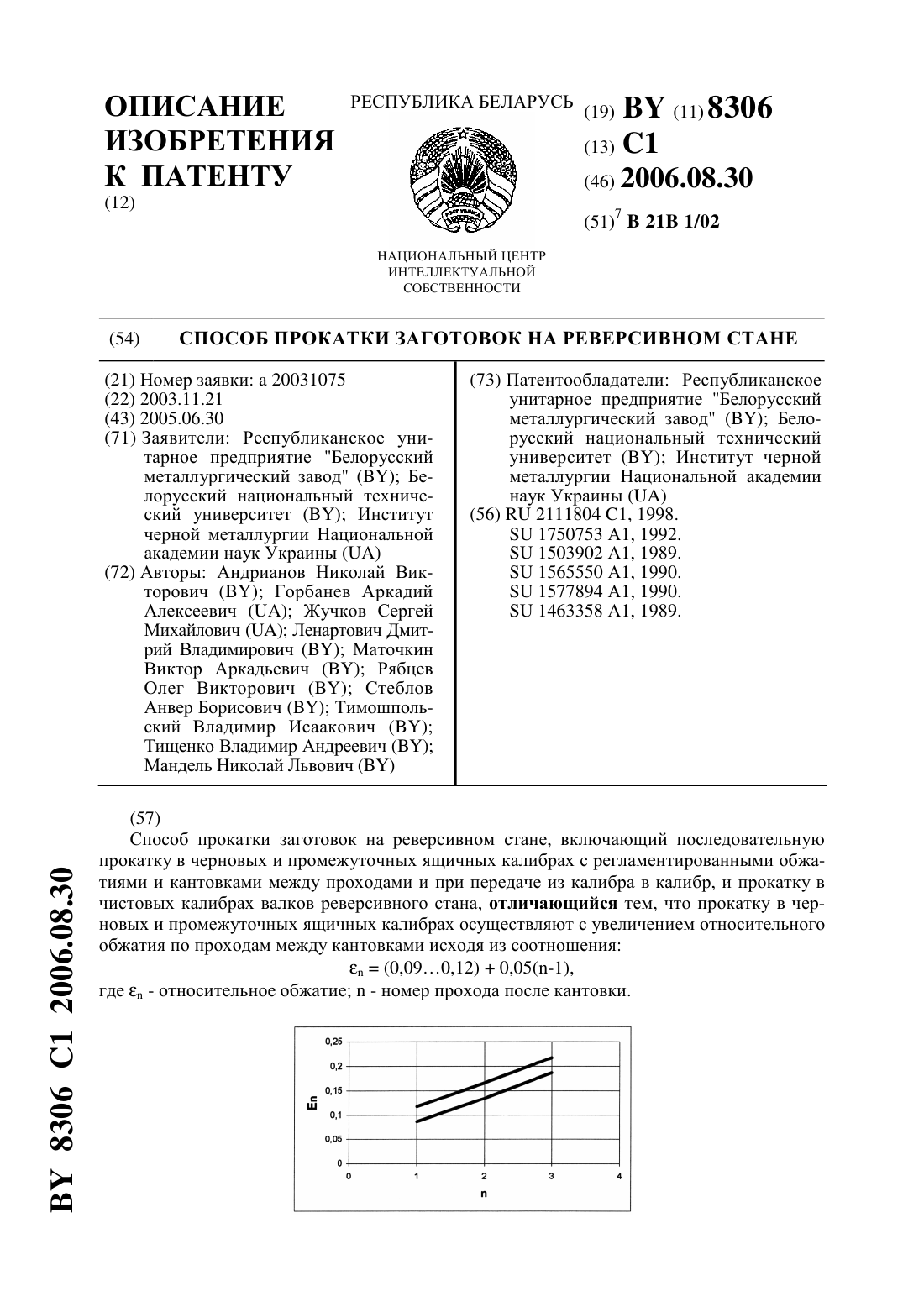
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Рябцев Олег Викторович, Тищенко Владимир Андреевич, Горбанев Аркадий Алексеевич, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Ленартович Дмитрий Владимирович, Мандель Николай Львович, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: заготовок, стане, способ, прокатки, реверсивном
Текст:
...способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании...
Универсальный стан для мокрого волочения и плющения стальной высокоуглеродистой проволоки
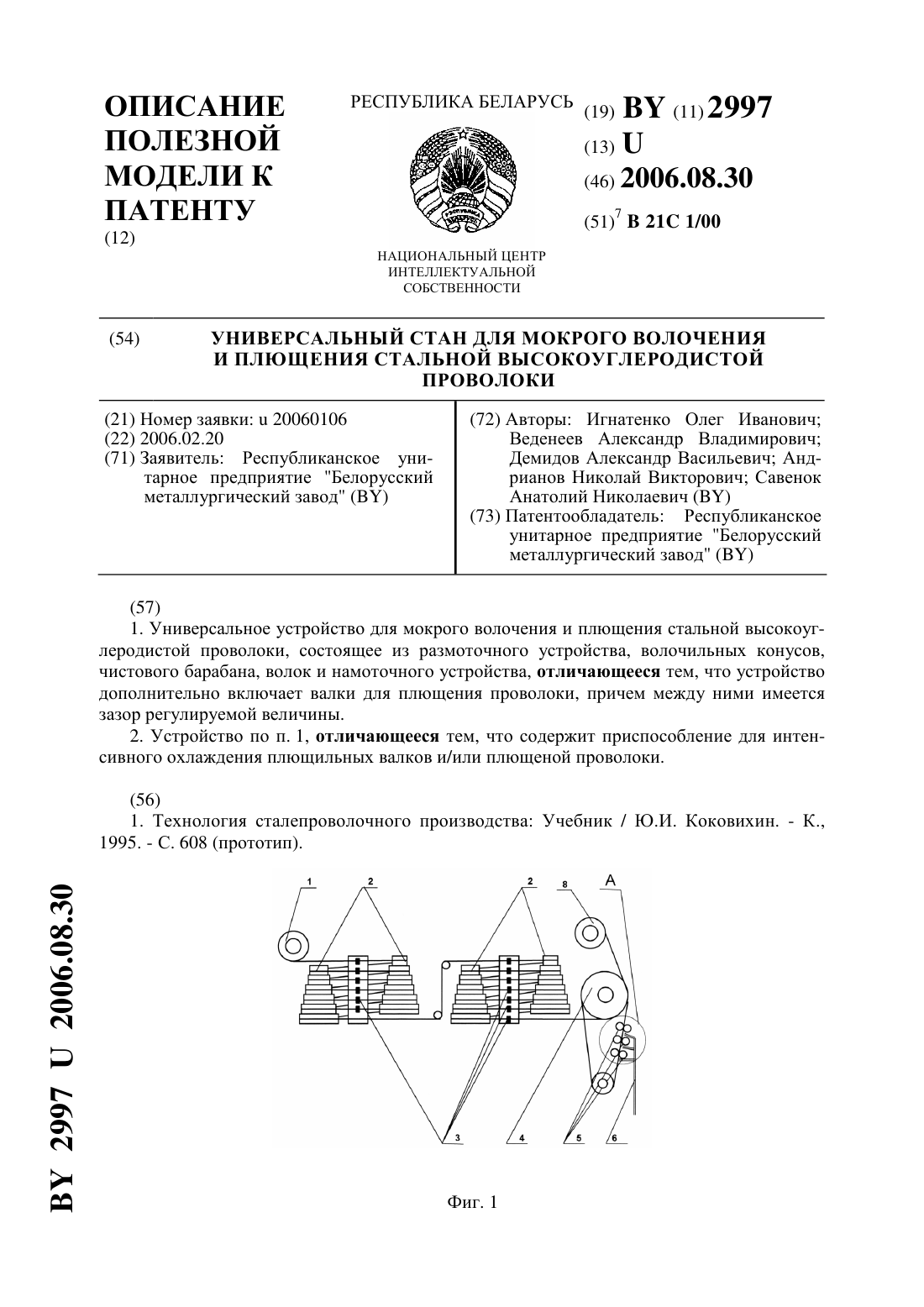
Номер патента: U 2997
Опубликовано: 30.08.2006
Авторы: Демидов Александр Васильевич, Савенок Анатолий Николаевич, Веденеев Александр Владимирович, Игнатенко Олег Иванович, Андрианов Николай Викторович
МПК: B21C 1/00
Метки: плющения, мокрого, стальной, высокоуглеродистой, стан, волочения, универсальный, проволоки
Текст:
...необходимо перерабатывать на специализированных плющильных станах. Задача, решаемая полезной моделью, состоит в расширении ассортимента продукции станов для мокрого волочения и снижении трудоемкости изготовления плющеной проволоки. Технический результат, достигаемый при использовании устройства, заключается в получении возможности изготовления холоднотянутой плющеной проволоки на одном универсальном стане. Решение поставленной задачи...