B21H 1/00 — Изготовление изделий, имеющих форму тел вращения
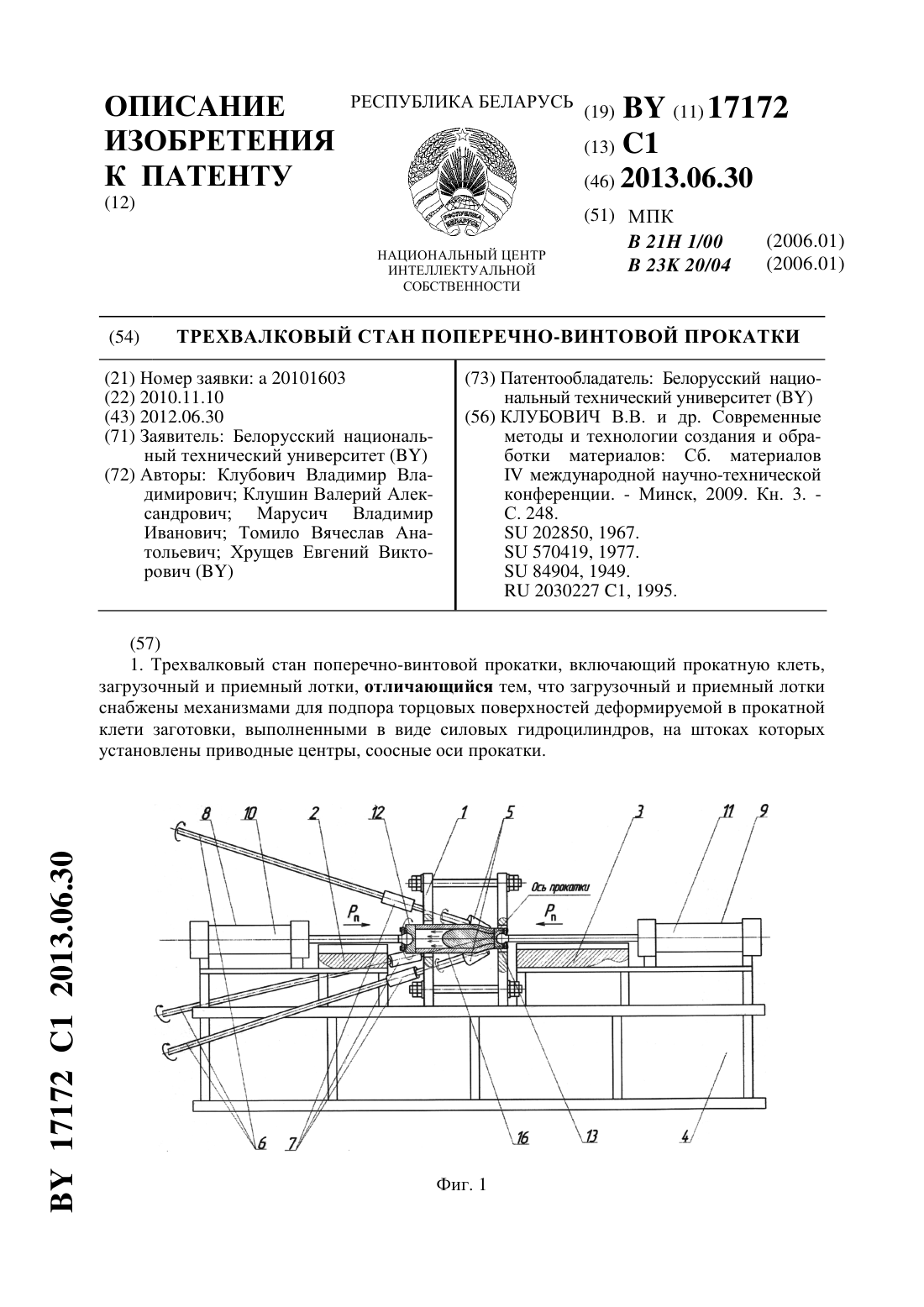
Трехвалковый стан поперечно-винтовой прокатки
Номер патента: 17172
Опубликовано: 30.06.2013
Авторы: Томило Вячеслав Анатольевич, Хрущев Евгений Викторович, Клушин Валерий Александрович, Марусич Владимир Иванович, Клубович Владимир Владимирович
МПК: B23K 20/04, B21H 1/00
Метки: трехвалковый, поперечно-винтовой, стан, прокатки
Текст:
...валков). Привод 6 рабочих вал 3 17172 1 2013.06.30 ков 5 состоит из трех мотор-редукторов с асинхронными двигателями и планетарными понижающими редукторами (на фигурах не показано). Приводные валы привода 6 соединены с хвостовиками рабочих валков 5 скользящими муфтами 7, допускающими осевое перемещение валков при регулировке межвалкового зазора. Загрузочный лоток 2 и приемный лоток 3 (фиг. 1) соответственно снабжены механизмами 8 и 9 для...
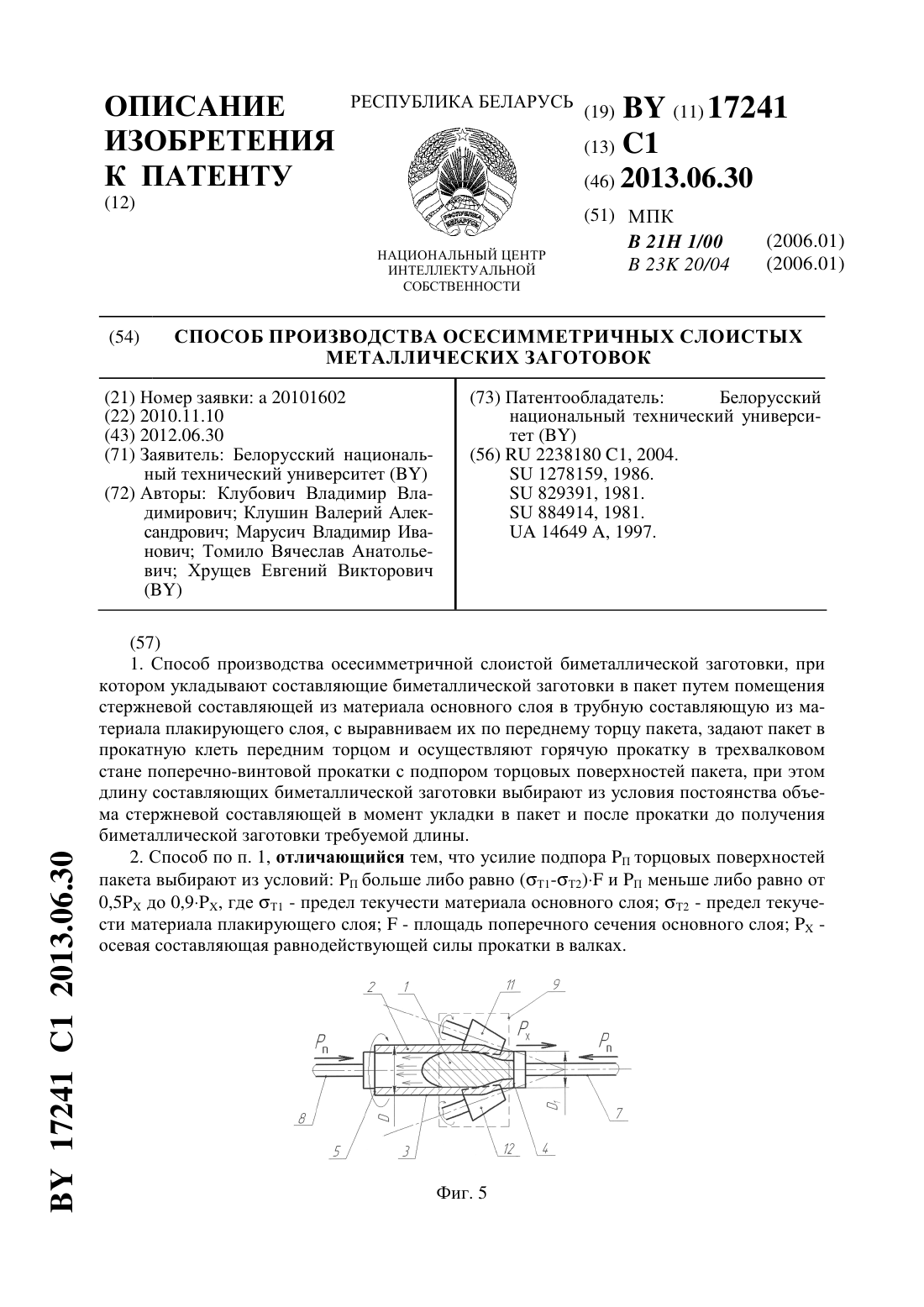
Способ производства осесимметричных слоистых металлических заготовок
Номер патента: 17241
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Марусич Владимир Иванович, Клубович Владимир Владимирович, Хрущев Евгений Викторович, Томило Вячеслав Анатольевич
МПК: B23K 20/04, B21H 1/00
Метки: слоистых, заготовок, способ, металлических, производства, осесимметричных
Текст:
...минимизации потерь основного слоя и формообразования торцовой поверхности слоистой металлической заготовки,предотвращая при этом выдавливание основного слоя как более пластичного материала за пределы торцевой поверхности плакирующего слоя. Для лучшего понимания изобретения его поясняют технологическими переходами изготовления осесимметричной слоистой биметаллической заготовки, где фиг. 1 - пакет составляющих биметалла (исходная заготовка)...
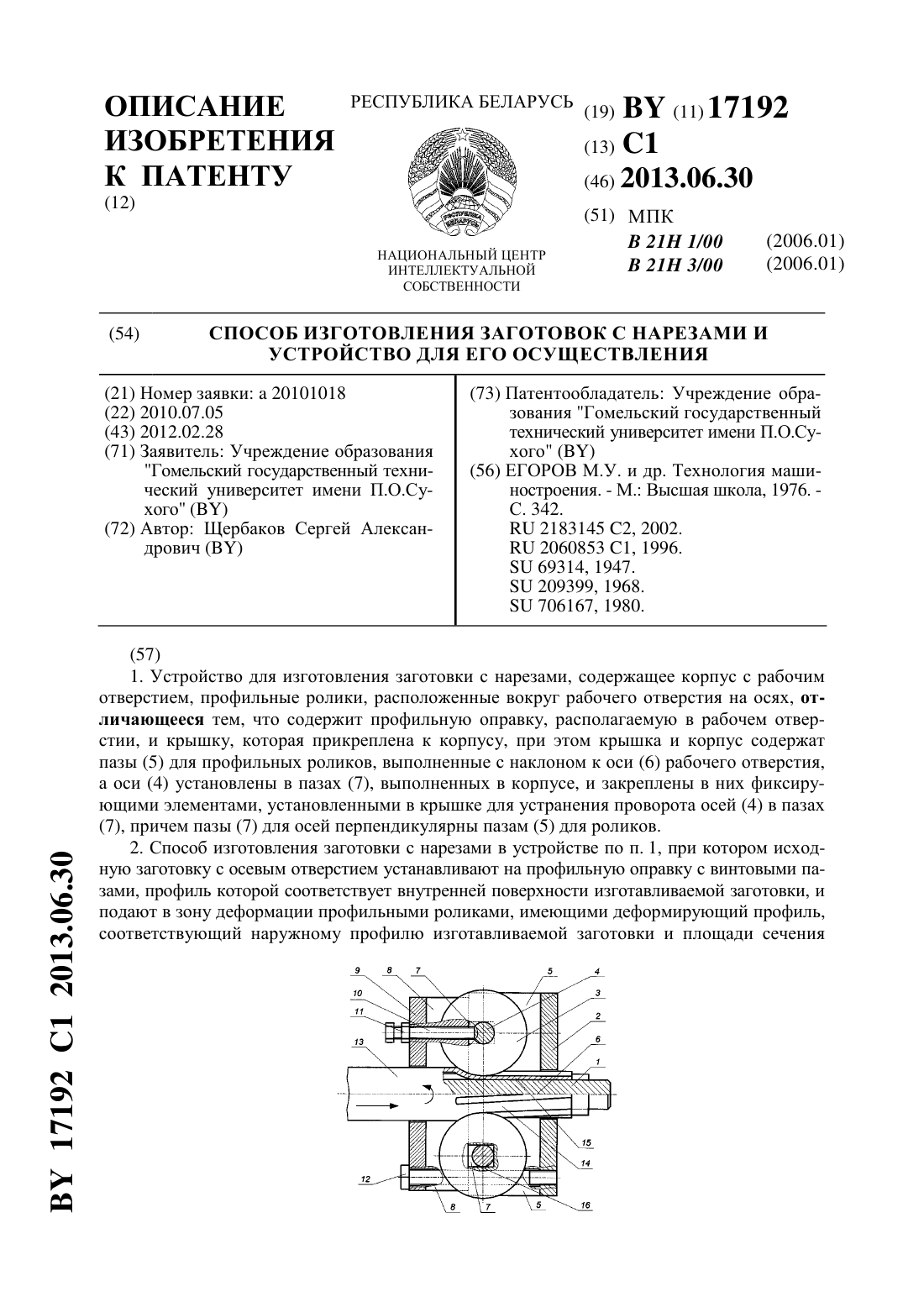
Способ изготовления заготовок с нарезами и устройство для его осуществления
Номер патента: 17192
Опубликовано: 30.06.2013
Автор: Щербаков Сергей Александрович
Метки: способ, заготовок, изготовления, устройство, осуществления, нарезами
Текст:
...содержащее корпус с рабочим отверстием, профильные ролики, расположенные вокруг рабочего отверстия на осях, согласно изобретению, содержит профильную оправку, располагаемую в рабочем отверстии, и крышку, которая прикреплена к корпусу, при этом крышка и корпус содержат пазы для профильных роликов, выполненные с наклоном к оси рабочего отверстия, а оси установлены в пазах, выполненных в корпусе, и закреплены в них фиксирующими элементами,...
Штамп для изготовления осесимметричной поковки с глухой полостью и фланцем

Номер патента: U 8831
Опубликовано: 30.12.2012
Авторы: Демидович Александр Васильевич, Ананчук Алексей Никитич, Клушин Валерий Александрович
МПК: B21H 1/00
Метки: штамп, фланцем, поковки, глухой, изготовления, полостью, осесимметричной
Текст:
...переходы штамповки, положение деталей штампа в начальной стадии деформации исходной заготовки фиг. 3 - технологические переходы штамповки, положение деталей штампа на стадии формообразования стержневой части поковки фиг. 4 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки. Штамп (фиг. 1) для изготовления осесимметричной поковки с глухой полостью и фланцем включает верхнюю...
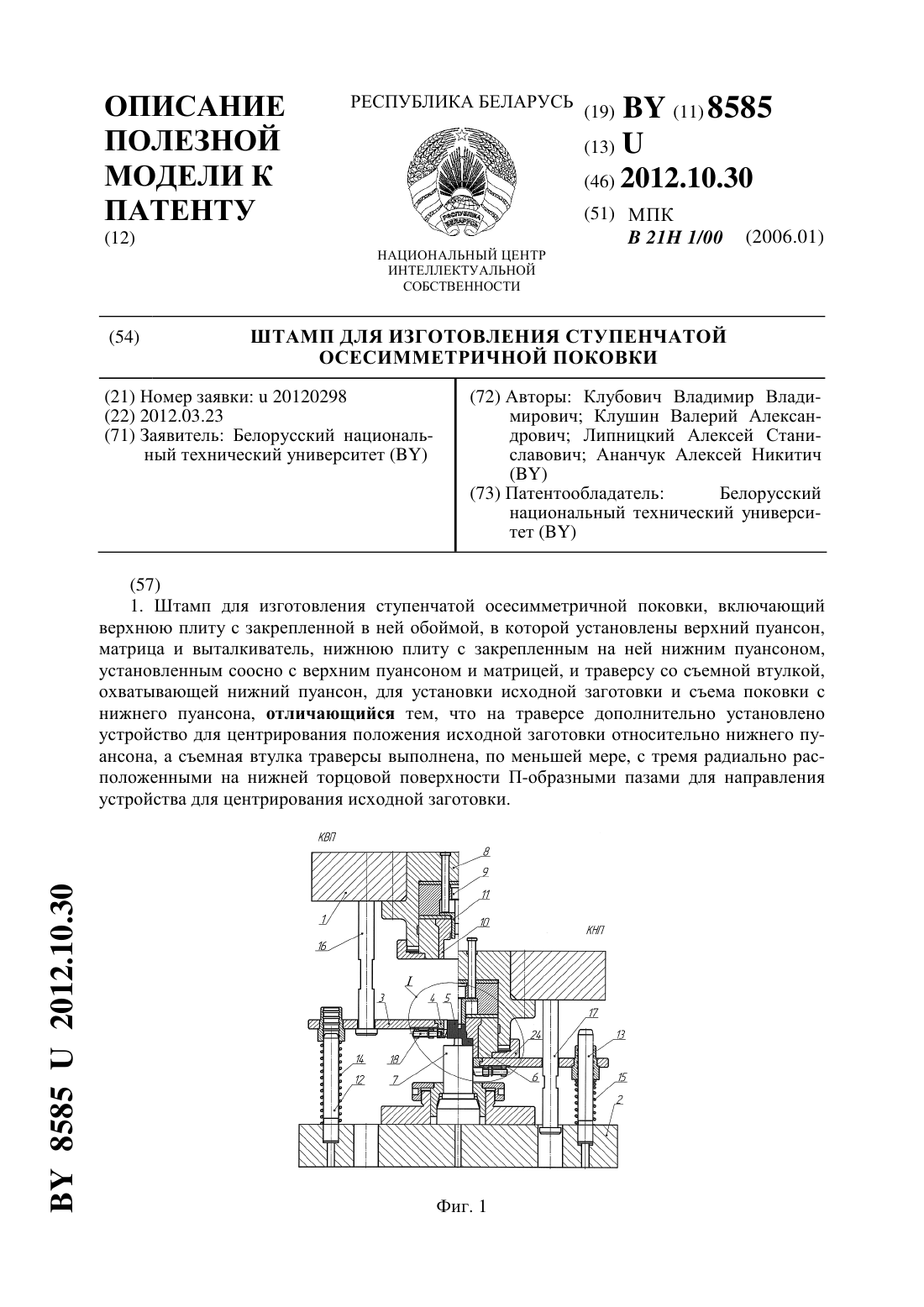
Штамп для изготовления ступенчатой осесимметричной поковки
Номер патента: U 8585
Опубликовано: 30.10.2012
Авторы: Липницкий Алексей Станиславович, Ананчук Алексей Никитич, Клубович Владимир Владимирович, Клушин Валерий Александрович
МПК: B21H 1/00
Метки: изготовления, поковки, осесимметричной, штамп, ступенчатой
Текст:
...заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона. Технический результат полезной модели реализован тем, что улучшено качество изготовления ступенчатой осесимметричной поковки. Улучшение качества поковки достигается за счет центрирования исходной заготовки с диаметром сечения, меньшим максимального диаметра штампуемой поковки, что позволяет оптимизировать кинематику течения металла...
Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью

Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Ананчук Алексей Никитич, Липницкий Алексей Станиславович, Клушин Валерий Александрович, Демидович Александр Васильевич
МПК: B21H 1/00
Метки: полостью, ступенчатой, поковки, изготовления, глухой, штамп, фланцевой
Текст:
...формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
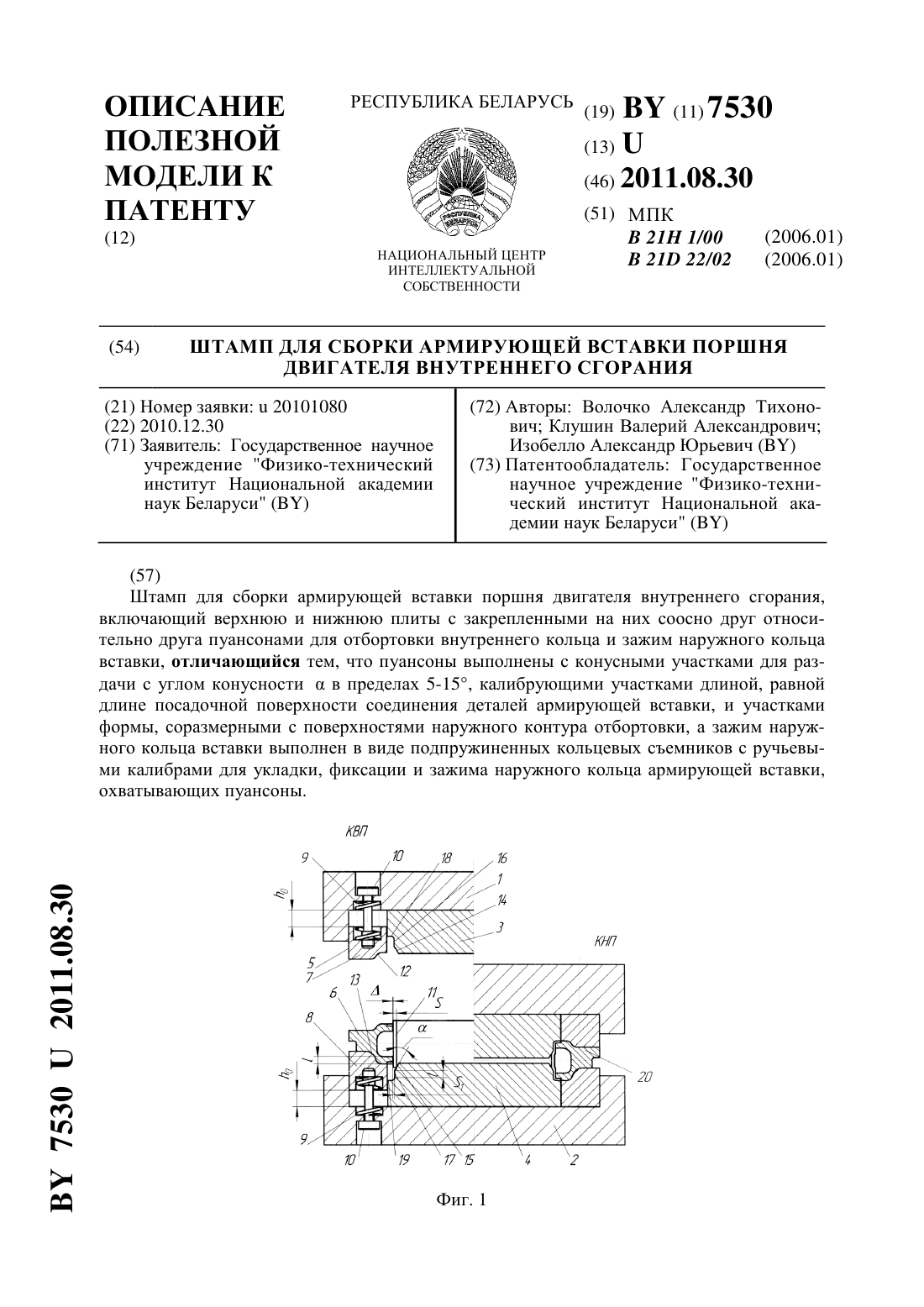
Номер патента: U 7530
Опубликовано: 30.08.2011
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович, Клушин Валерий Александрович
МПК: B21H 1/00, B21D 22/02
Метки: штамп, внутреннего, сборки, двигателя, вставки, сгорания, поршня, армирующей
Текст:
...необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и 75302011.08.30 фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
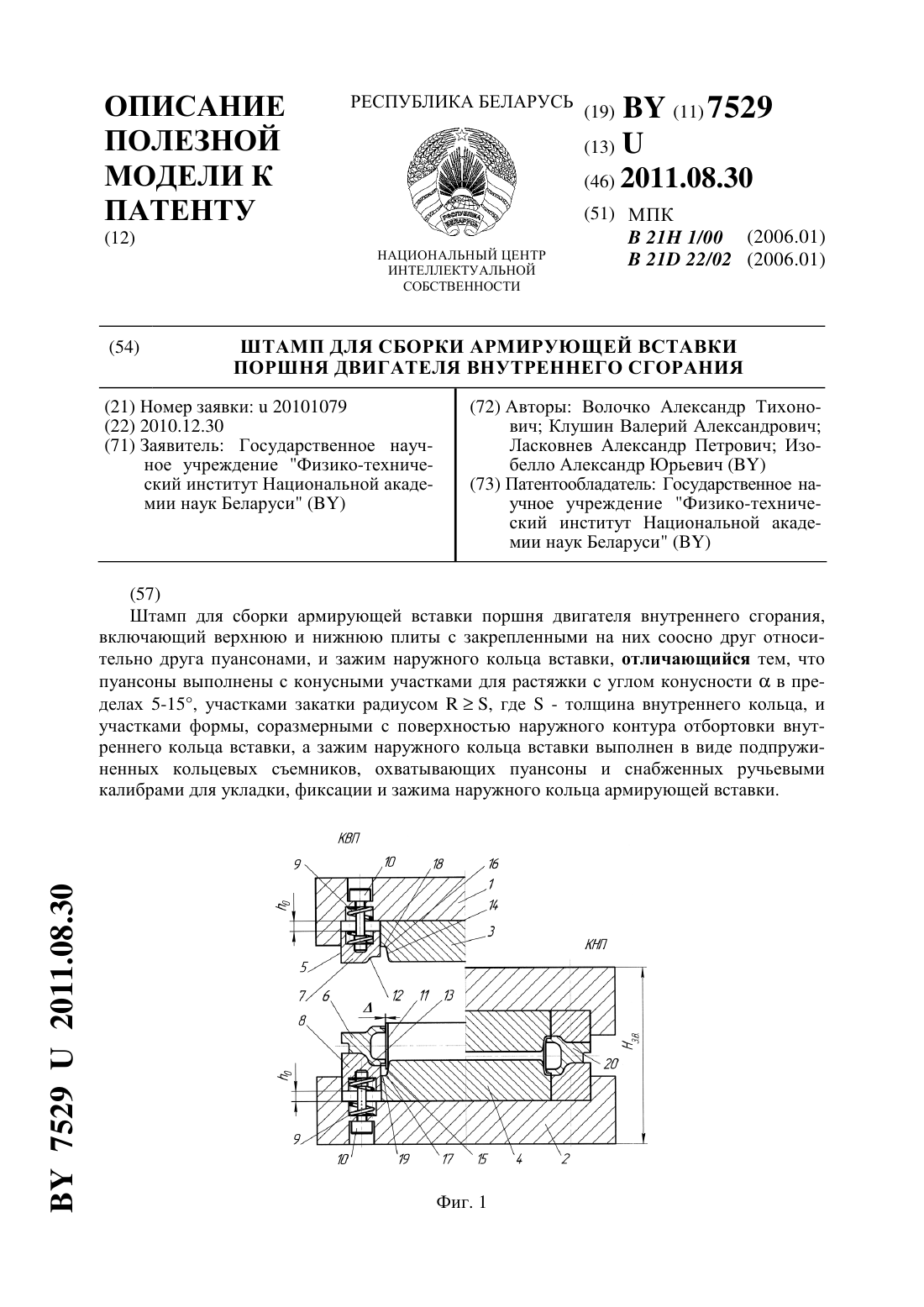
Номер патента: U 7529
Опубликовано: 30.08.2011
Авторы: Волочко Александр Тихонович, Клушин Валерий Александрович, Изобелло Александр Юрьевич, Ласковнев Александр Петрович
МПК: B21H 1/00, B21D 22/02
Метки: армирующей, вставки, внутреннего, сгорания, штамп, двигателя, поршня, сборки
Текст:
...плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно друг относительно друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для воз 3 75292011.08.30 можности регулировки их...
Трехвалковый стан поперечно-винтовой прокатки
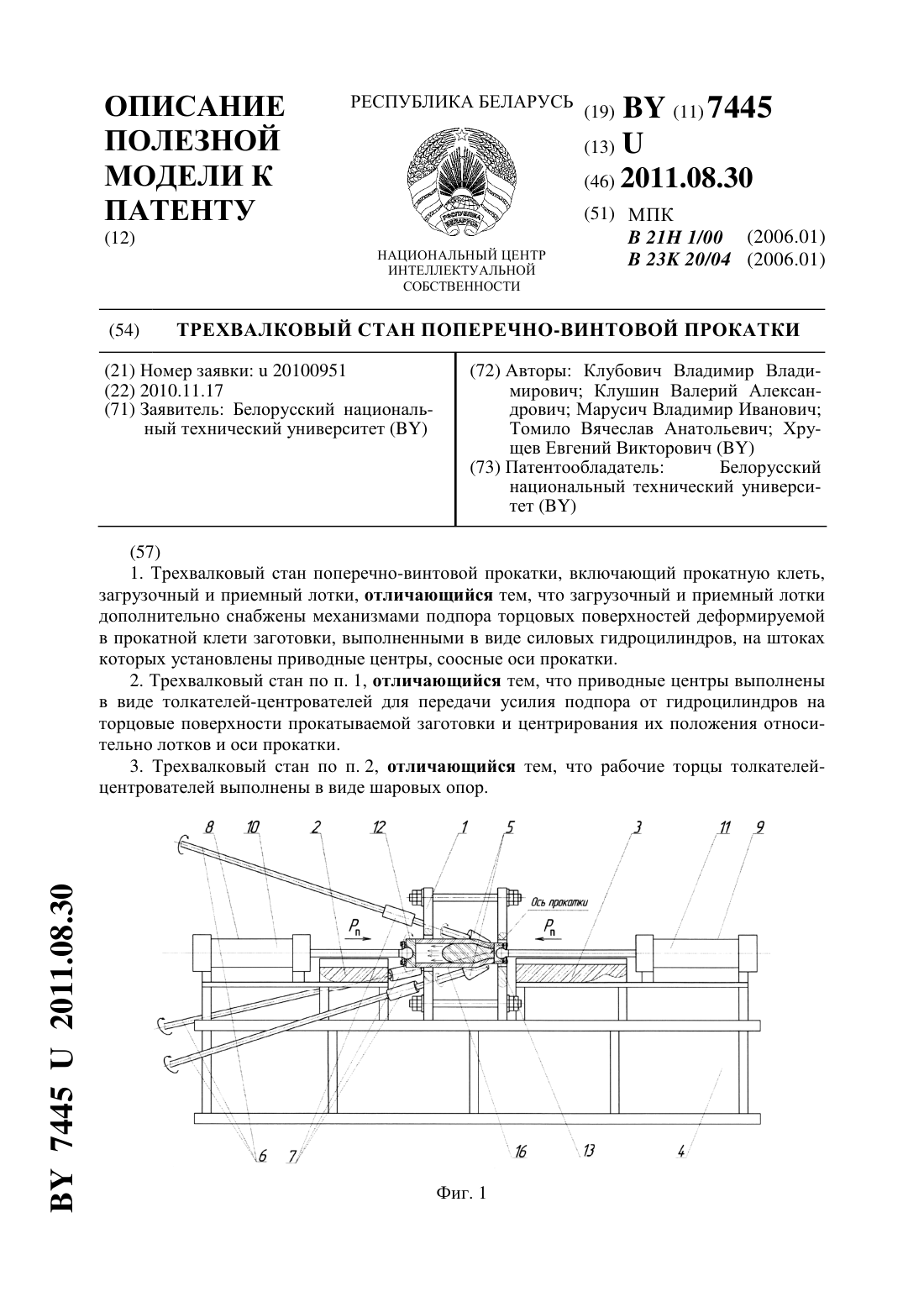
Номер патента: U 7445
Опубликовано: 30.08.2011
Авторы: Клубович Владимир Владимирович, Марусич Владимир Иванович, Хрущев Евгений Викторович, Клушин Валерий Александрович, Томило Вячеслав Анатольевич
МПК: B21H 1/00, B23K 20/04
Метки: трехвалковый, поперечно-винтовой, стан, прокатки
Текст:
...более пластичного материала, за пределы торцовой поверхности плакирующего слоя. Для лучшего понимания полезной модели ее поясняют чертежами, где фиг. 1 - общий вид трехвалкового стана поперечно-винтовой прокатки фиг. 2 - увеличенный вид загрузочного лотка с механизмом подпора фиг. 3 - увеличенный вид приемного лотка с механизмом подпора фиг. 4 - видпо фиг. 2. Трехвалковый стан поперечно-винтовой прокатки (фиг. 1) включает прокатную клеть...
Инструмент плоской поперечно-клиновой прокатки

Номер патента: U 6814
Опубликовано: 30.12.2010
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, инструмент, плоской, поперечно-клиновой
Текст:
...выполнены коническими с расширением к рабочей поверхности вставок, причем конусность отверстий выполнена от нуля до 110. На фиг. 1 показана схема соединения вставки с обоймой в предлагаемом инструменте плоской поперечно-клиновой прокатки. На фиг. 2 показана схема соединения вставки с обоймой в предлагаемом инструменте, где отверстия во вставках выполнены коническими 2 68142010.12.30 с расширением к рабочей поверхности вставок. На фиг. 3...
Способ изготовления ступенчатых валов поперечно-клиновой прокаткой
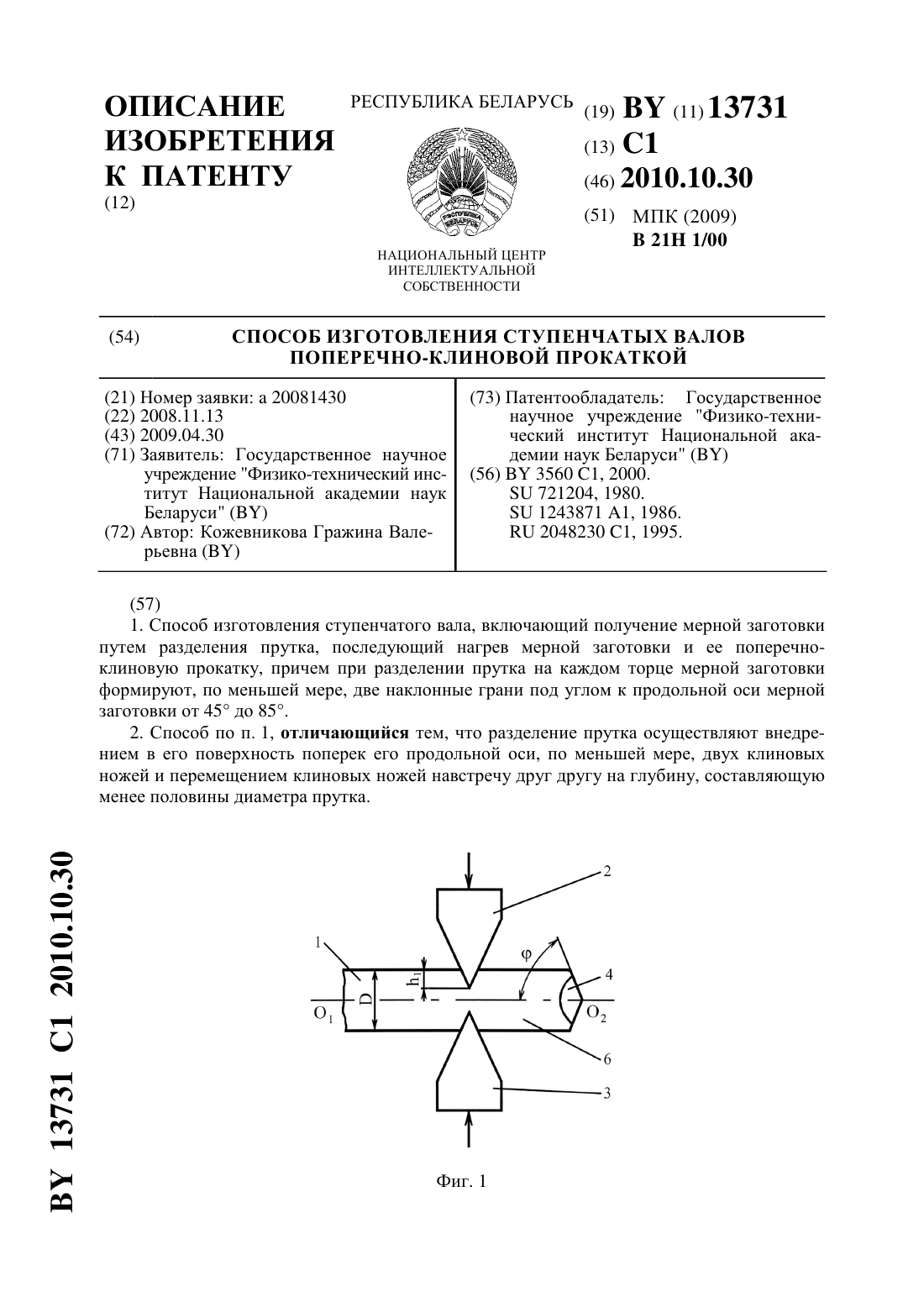
Номер патента: 13731
Опубликовано: 30.10.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: ступенчатых, поперечно-клиновой, способ, изготовления, прокаткой, валов
Текст:
...клети, как в известном способе 2. Так как не тратится время на обработку мерной заготовки в дополнительной рабочей клети 2, снижение температуры заготовки от излучения тепла в окружающую среду также уменьшается. Поскольку заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, а пластичность материала напрямую связана с температурой нагрева,увеличивается ресурс пластичности изготовленных ступенчатых валов....
Способ изготовления осесимметричной слоистой ступенчатой детали
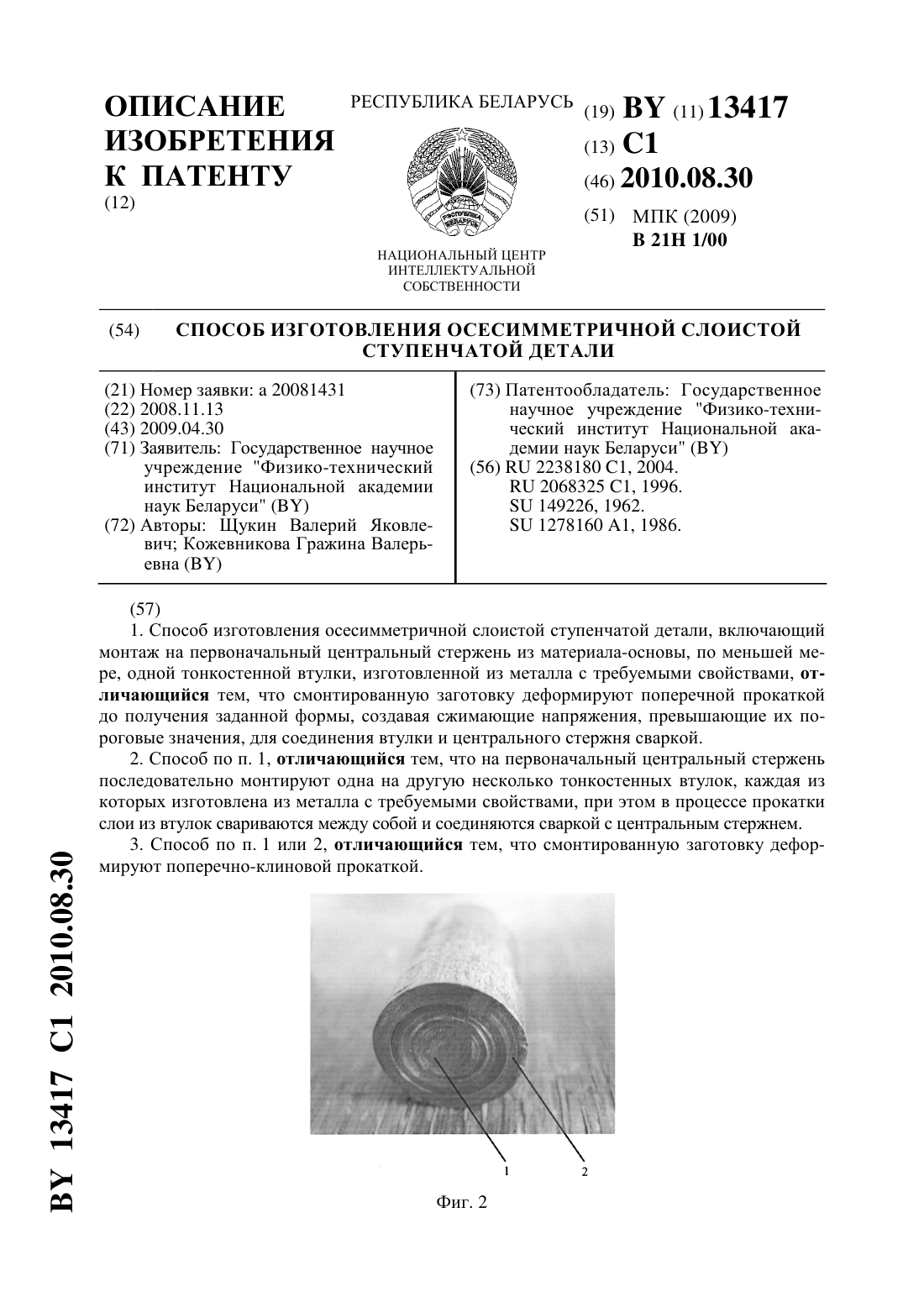
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: осесимметричной, детали, слоистой, ступенчатой, способ, изготовления
Текст:
...коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную...
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
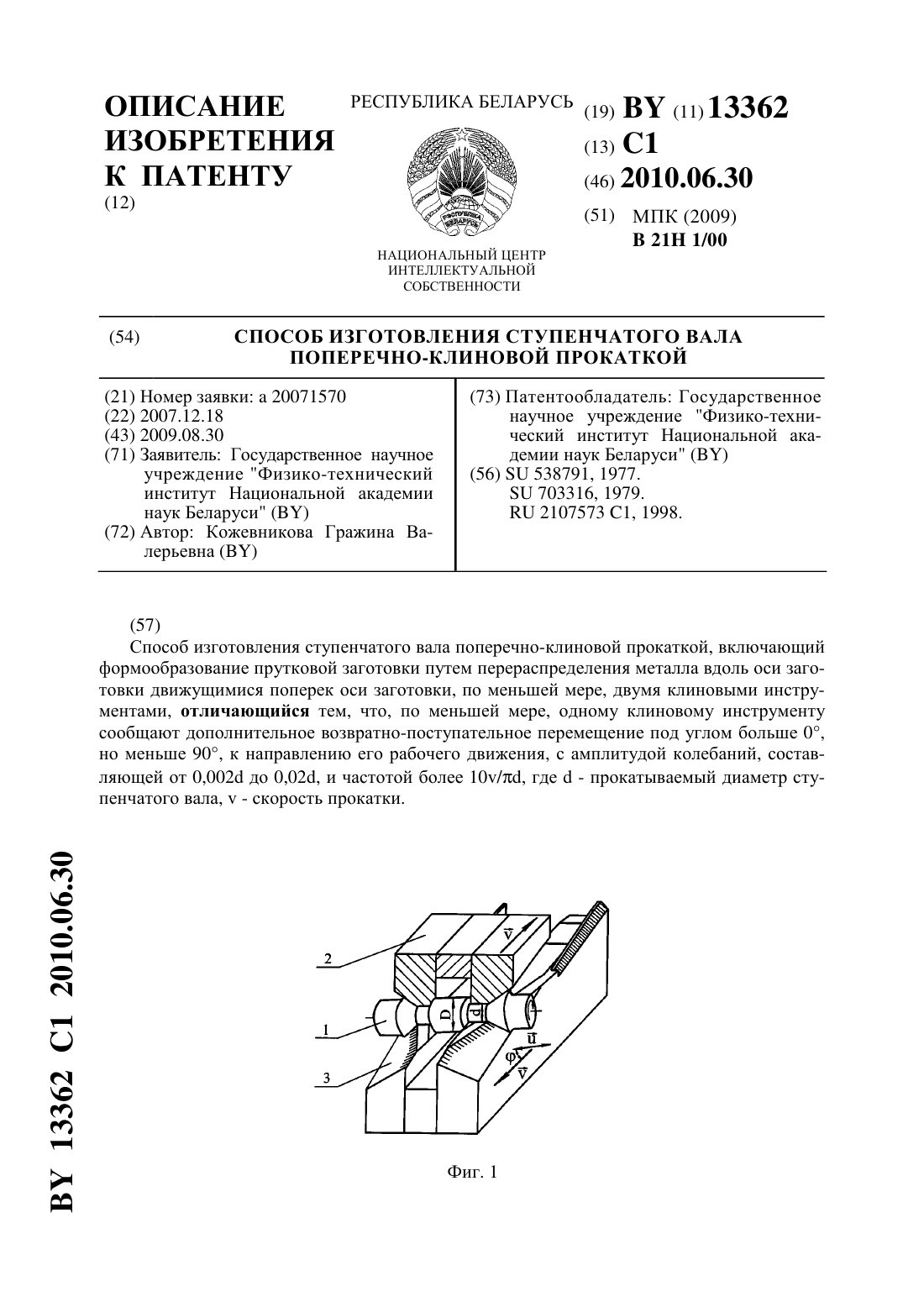
Номер патента: 13362
Опубликовано: 30.06.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, поперечно-клиновой, ступенчатого, прокаткой, изготовления, способ
Текст:
...движение с преобладанием перемещения по ходу прокатки. При 90 рабочее движениепостоянно и нижний клиновой инструмент совершает колебательные движе 2 13362 1 2010.06.30 ния перпендикулярно направлению прокатки. В диапазоне 090 имеют место оба выше перечисленных перемещений нижнего клинового инструмента 3. Наложение колебательного движенияпод углом 090 к направлению его рабочего движенияна один из клиновых инструментов обеспечивает...
Штамп гибочный
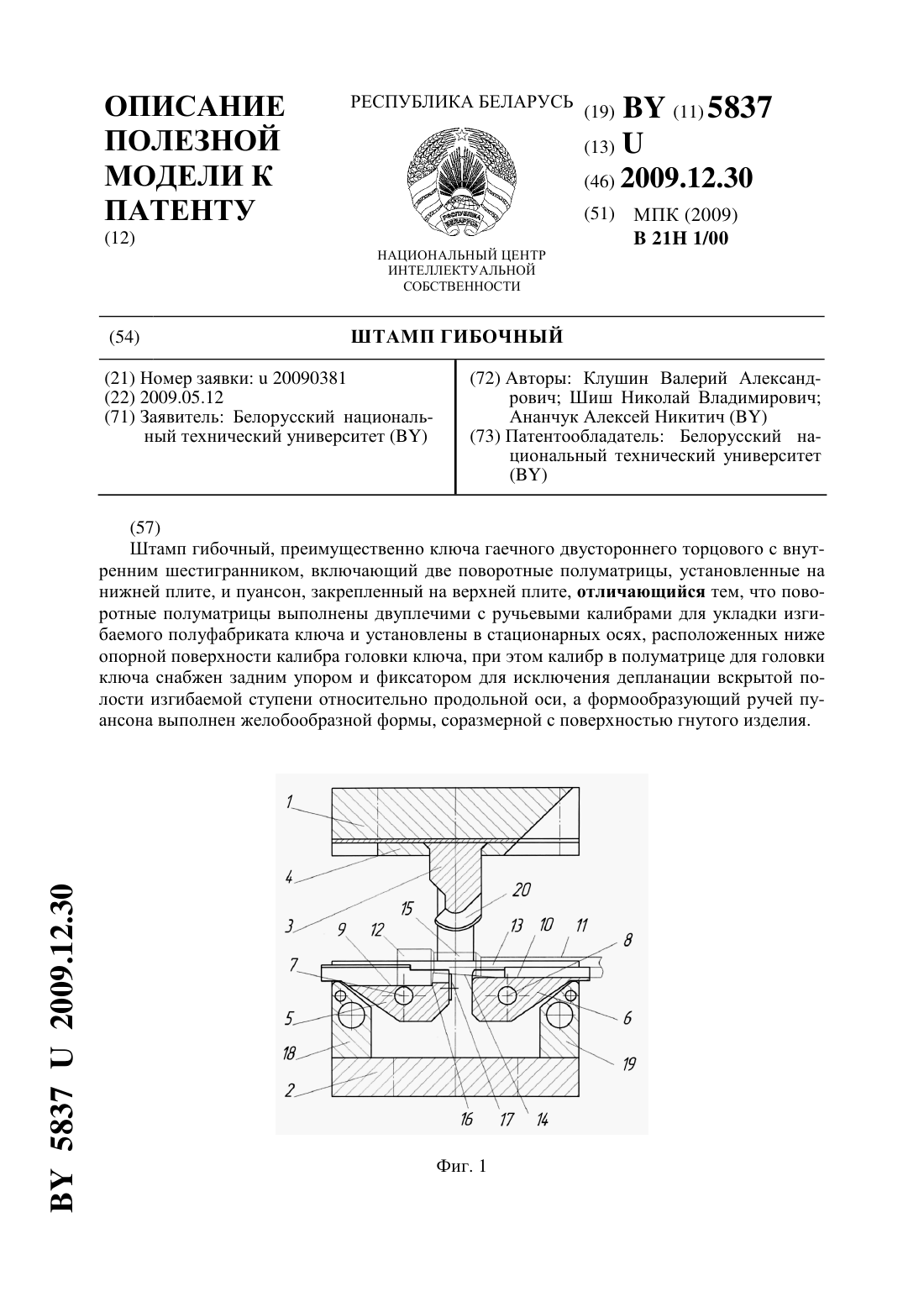
Номер патента: U 5837
Опубликовано: 30.12.2009
Авторы: Шиш Николай Владимирович, Клушин Валерий Александрович, Ананчук Алексей Никитич
МПК: B21H 1/00
Текст:
...поверхность ключа в зоне гибки имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Сущность полезной модели поясняется чертежами, где фиг. 1 общий вид штампа, исходное положение фиг. 2 вид штампа в процессе изгиба ключа торцового фиг. 3 полуфабрикат ключа торцового (изгибаемого изделия) фиг. 4 ключ...
Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12414
Опубликовано: 30.10.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, типа, изделия, поперечно-клиновой, прокаткой, ступенчатого, изготовления, способ
Текст:
...приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой...
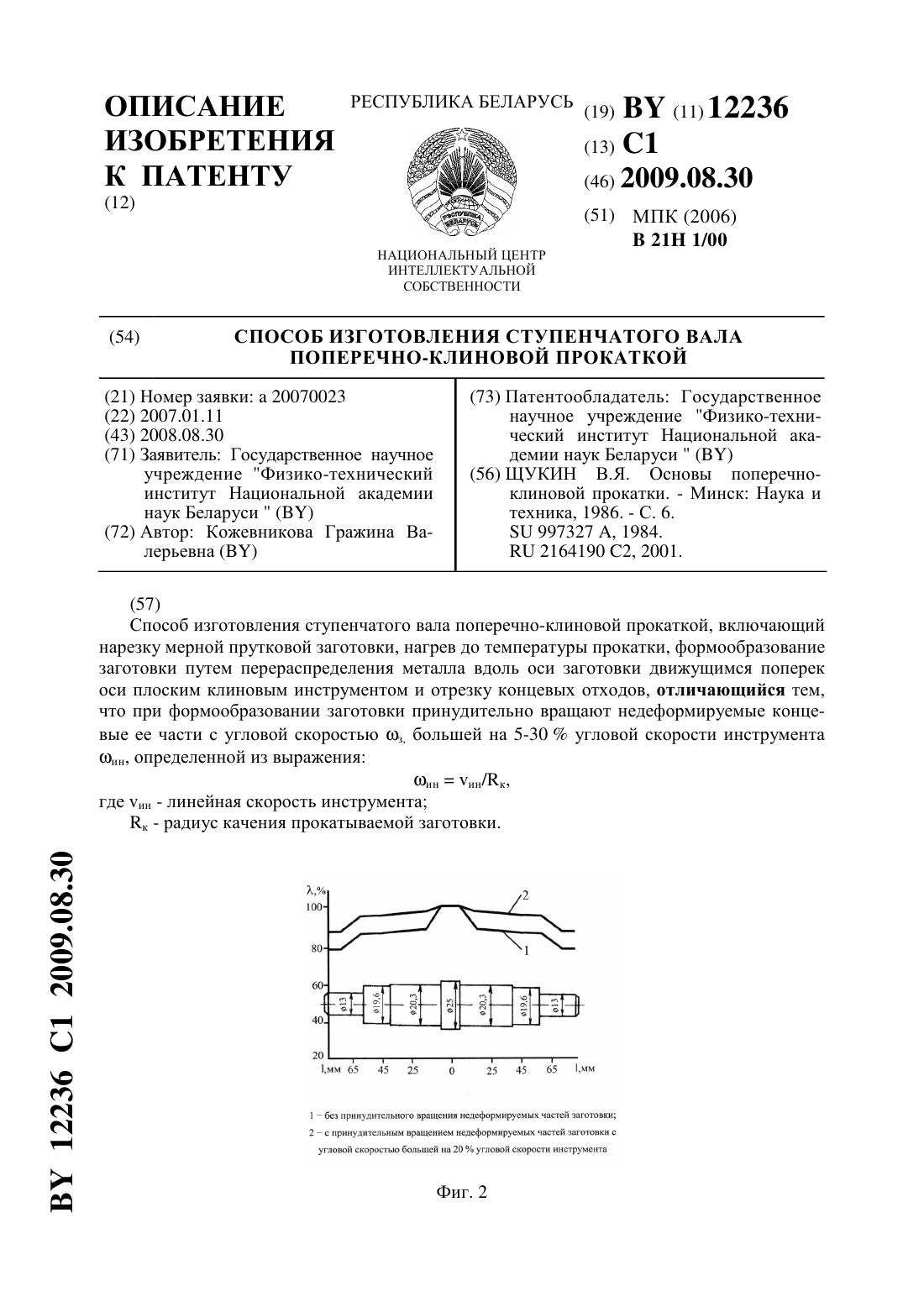
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12236
Опубликовано: 30.08.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: способ, вала, прокаткой, изготовления, ступенчатого, поперечно-клиновой
Текст:
...изобретения поясняется фигурами, где на фиг. 1 показано распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформаций при поперечной прокатке со степенью обжатия 1,10, на фиг. 2 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 - без принудительного вращения недеформируемых частей заготовки и с принудительным вращением недеформируемых...
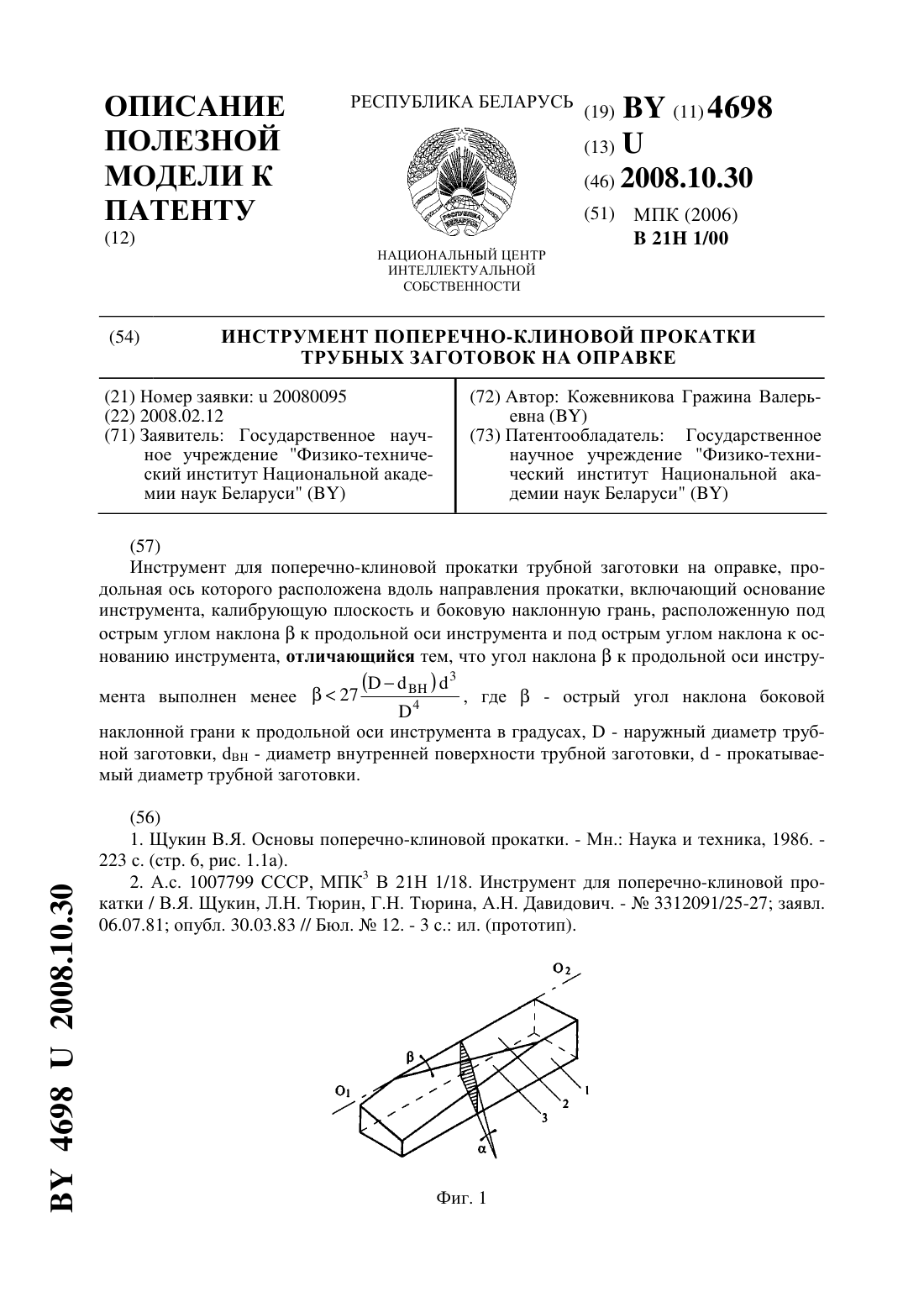
Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
Номер патента: U 4698
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, поперечно-клиновой, трубных, оправке, заготовок, инструмент
Текст:
...обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак...
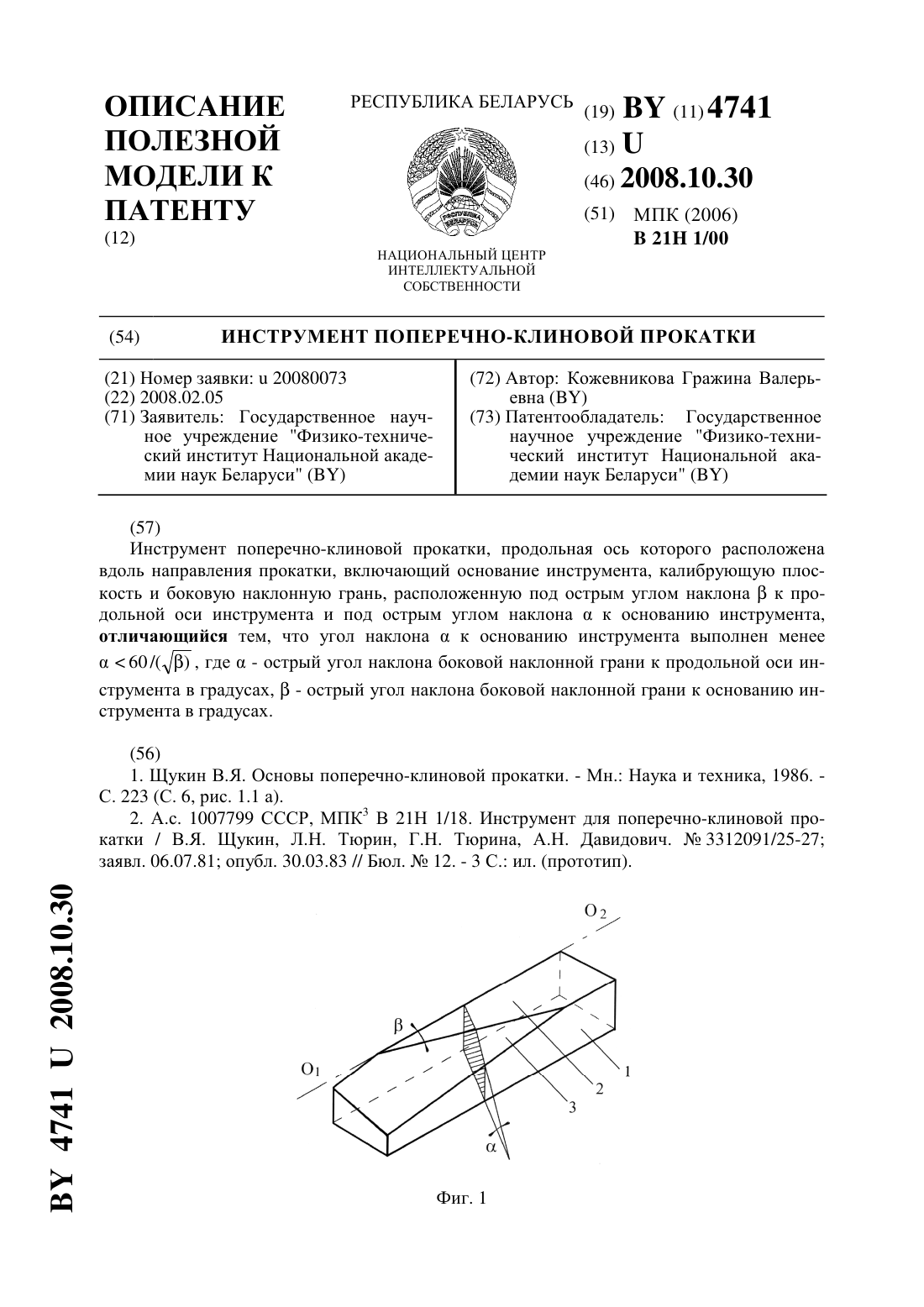
Инструмент поперечно-клиновой прокатки
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: поперечно-клиновой, инструмент, прокатки
Текст:
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
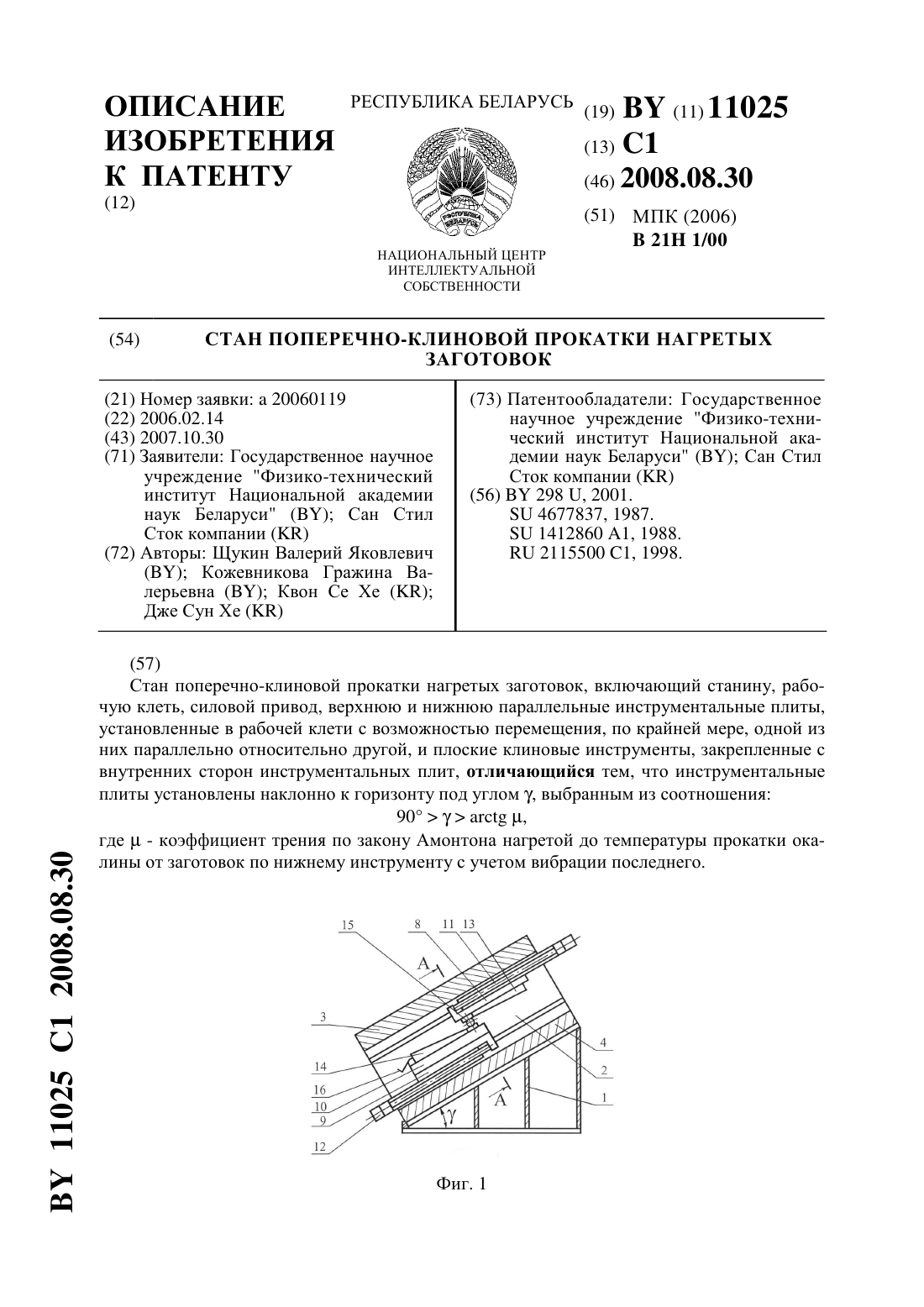
Стан поперечно-клиновой прокатки нагретых заготовок
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Дже Сун Хе, Квон Се Хе, Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: стан, прокатки, нагретых, поперечно-клиновой, заготовок
Текст:
...действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2...
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, поперечно-клиновой, заготовок, нагретых, стан
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
Стан поперечно-клиновой прокатки с плоским инструментом

Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Суша Николай Викентьевич, Дже Сун Хе, Квон Се Хе, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: плоским, поперечно-клиновой, инструментом, прокатки, стан
Текст:
...- 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки...
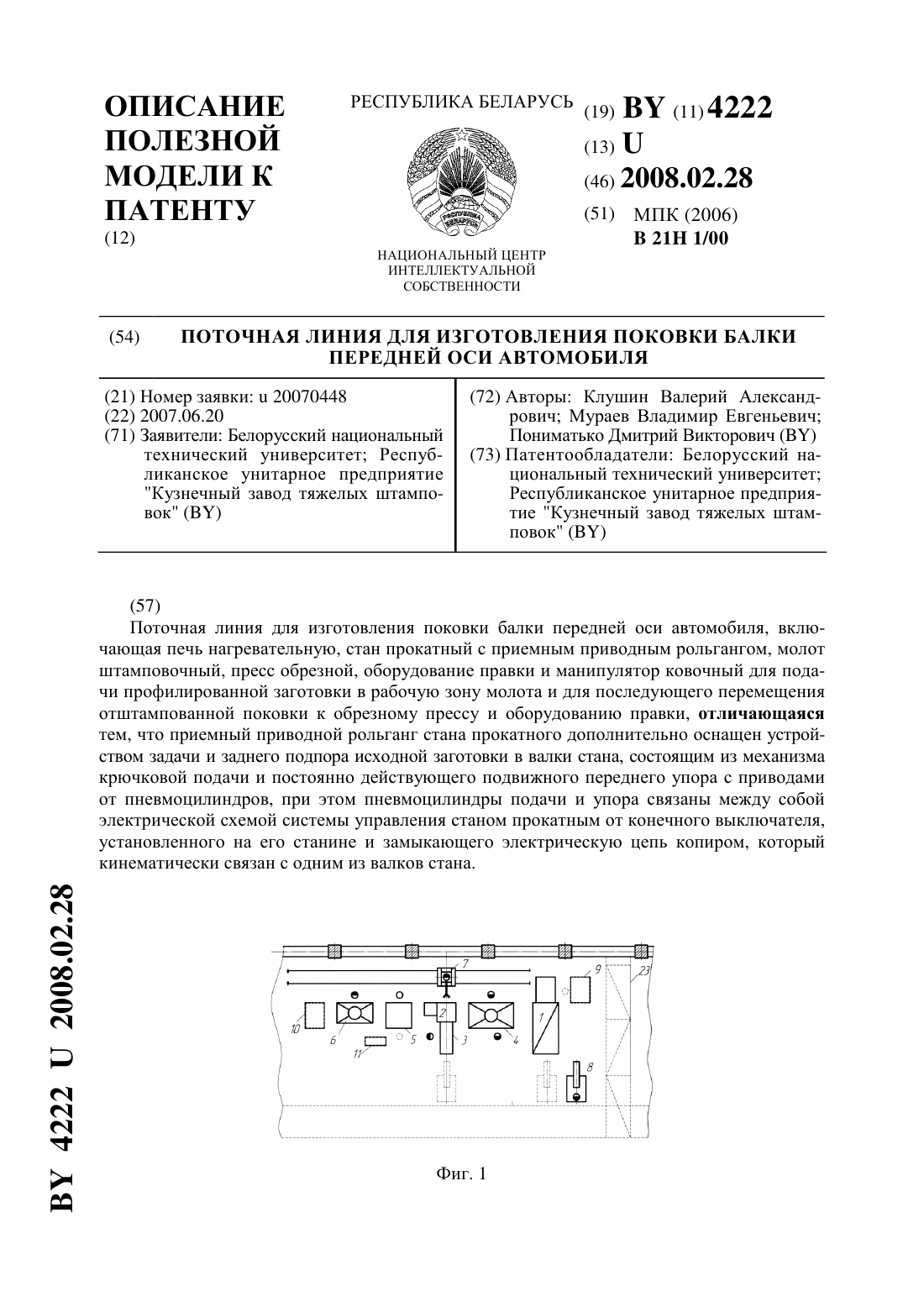
Поточная линия для изготовления поковки балки передней оси автомобиля
Номер патента: U 4222
Опубликовано: 28.02.2008
Авторы: Пониматько Дмитрий Викторович, Клушин Валерий Александрович, Мураев Владимир Евгеньевич
МПК: B21H 1/00
Метки: поковки, оси, линия, балки, поточная, изготовления, передней, автомобиля
Текст:
...полезной модели поясняется иллюстрациями. На фиг. 1 показана планировка поточной линии на фиг. 2 - схема стана прокатного с приемным рольгангом и устройством задачи на фиг. 3 - профилированная заготовка и на фиг. 4 - поковка балки передней оси автомобиля. Поточная линия для изготовления поковки балки передней оси автомобиля (фиг. 1) включает печь нагревательную 1, стан прокатный 2 с приемным приводным рольгангом 3,молот штамповочный 4, пресс...
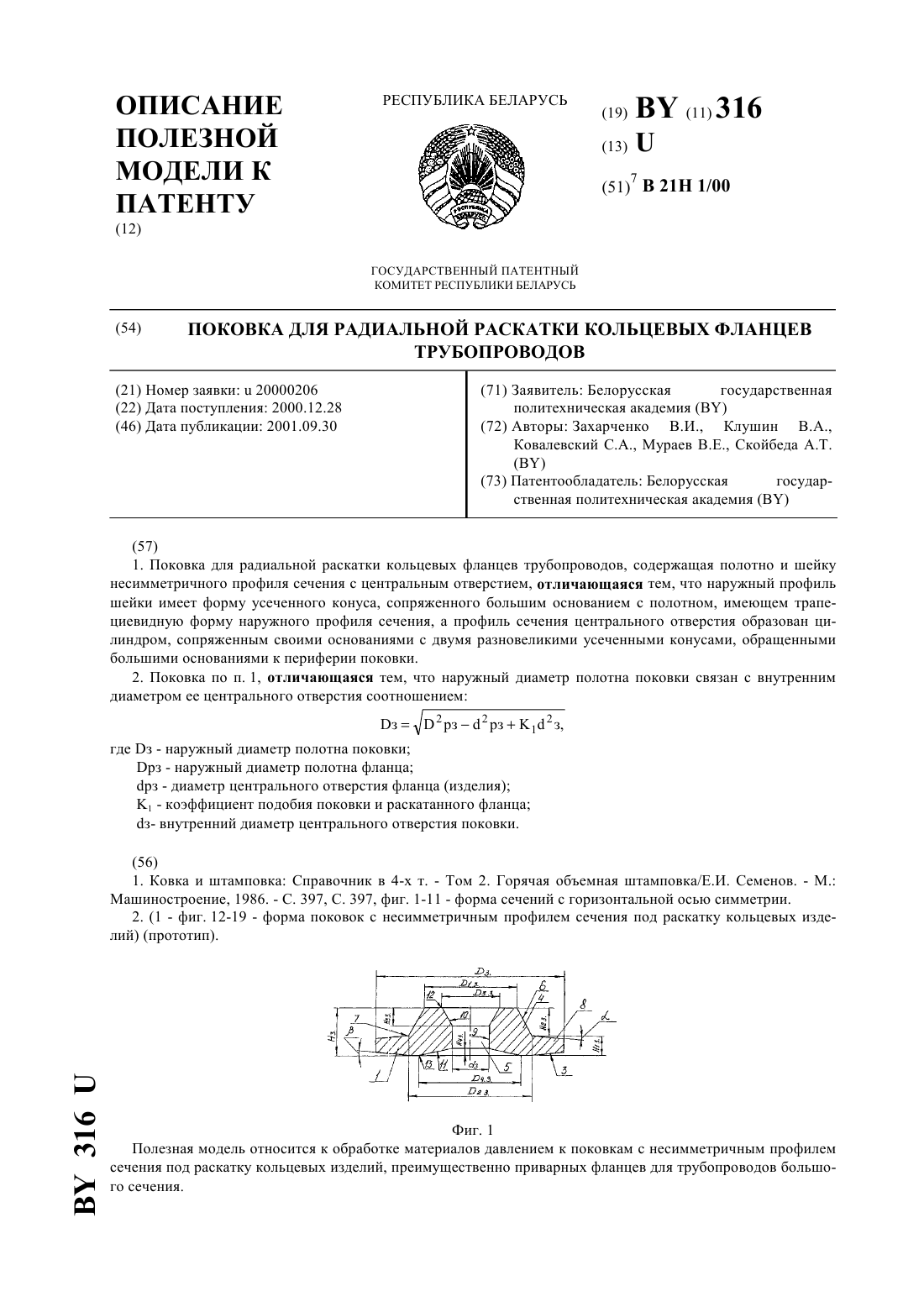
Поковка для радиальной раскатки кольцевых фланцев трубопроводов
Номер патента: U 316
Опубликовано: 30.09.2001
Авторы: Клушин Валерий Александрович, Захарченко Валерий Иванович, Скойбеда Анатолий Тихонович, Ковалевский Сергей Александрович, Мураев Владимир Евгеньевич
МПК: B21H 1/00
Метки: фланцев, раскатки, поковка, кольцевых, радиальной, трубопроводов
Текст:
...связь,содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на упрощение приложения к...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: способ, изготовления, преимущественно, кулачковых, изделий, валов
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...