B21H — Производство специальных изделий прокаткой или накаткой, например винтов, колес, колец, цилиндров, шаров
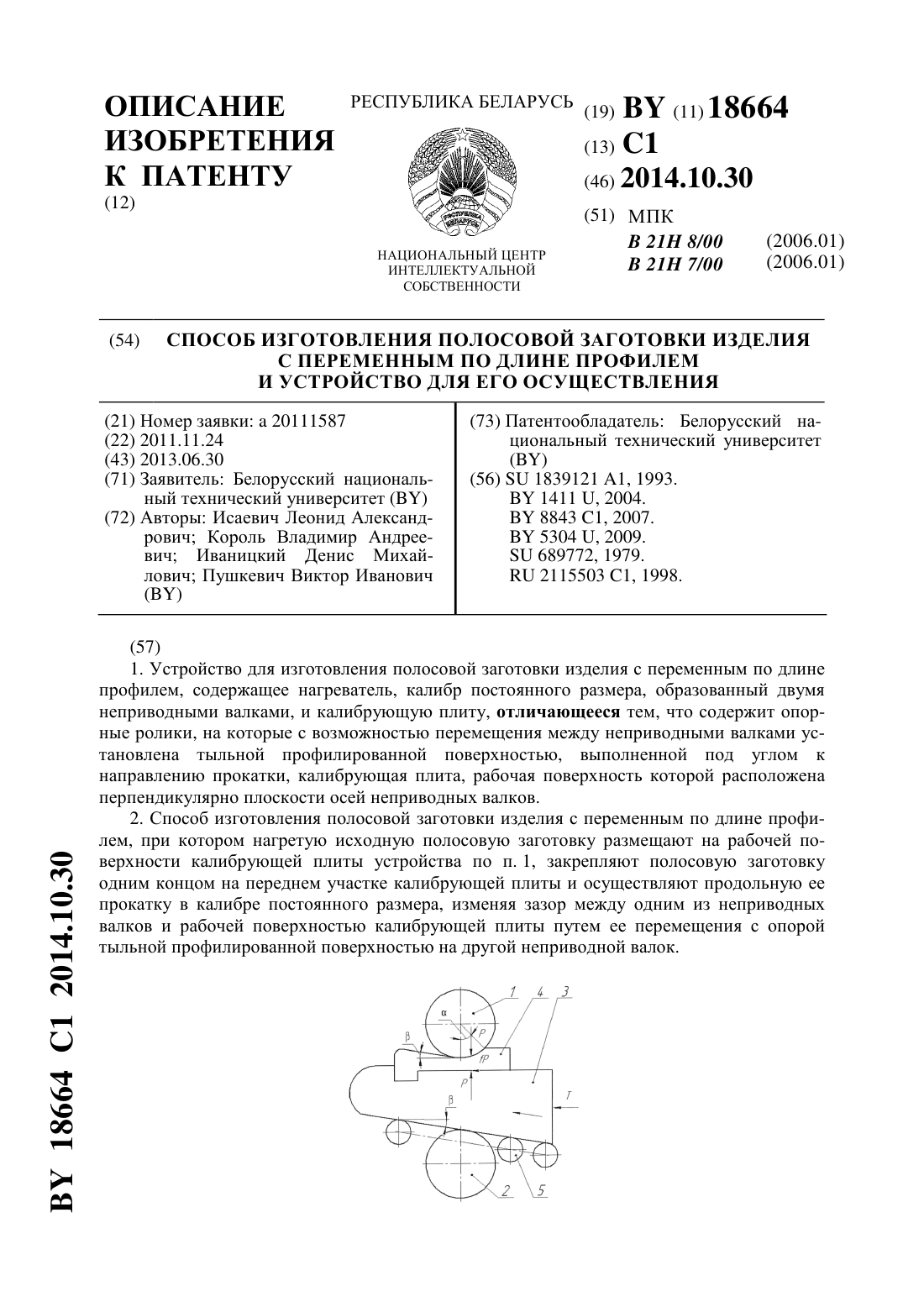
Способ изготовления полосовой заготовки изделия с переменным по длине профилем и устройство для его осуществления
Номер патента: 18664
Опубликовано: 30.10.2014
Авторы: Король Владимир Андреевич, Исаевич Леонид Александрович, Пушкевич Виктор Иванович, Иваницкий Денис Михайлович
Метки: способ, полосовой, профилем, осуществления, длине, устройство, изготовления, заготовки, переменным, изделия
Текст:
...и направляющий ролик. Недостатком указанного устройства является наличие большого уширения при нарастающем обжатии профилируемого конца заготовки вследствие возникновения подпирающих сил, действующих в зоне отставания в направлении прокатки, как из-за наличия контактного трения, так и за счет наклона рабочей поверхности оправки по отношению к направлению прокатки. Задача изобретения - уменьшение уширения в получаемом изделии....
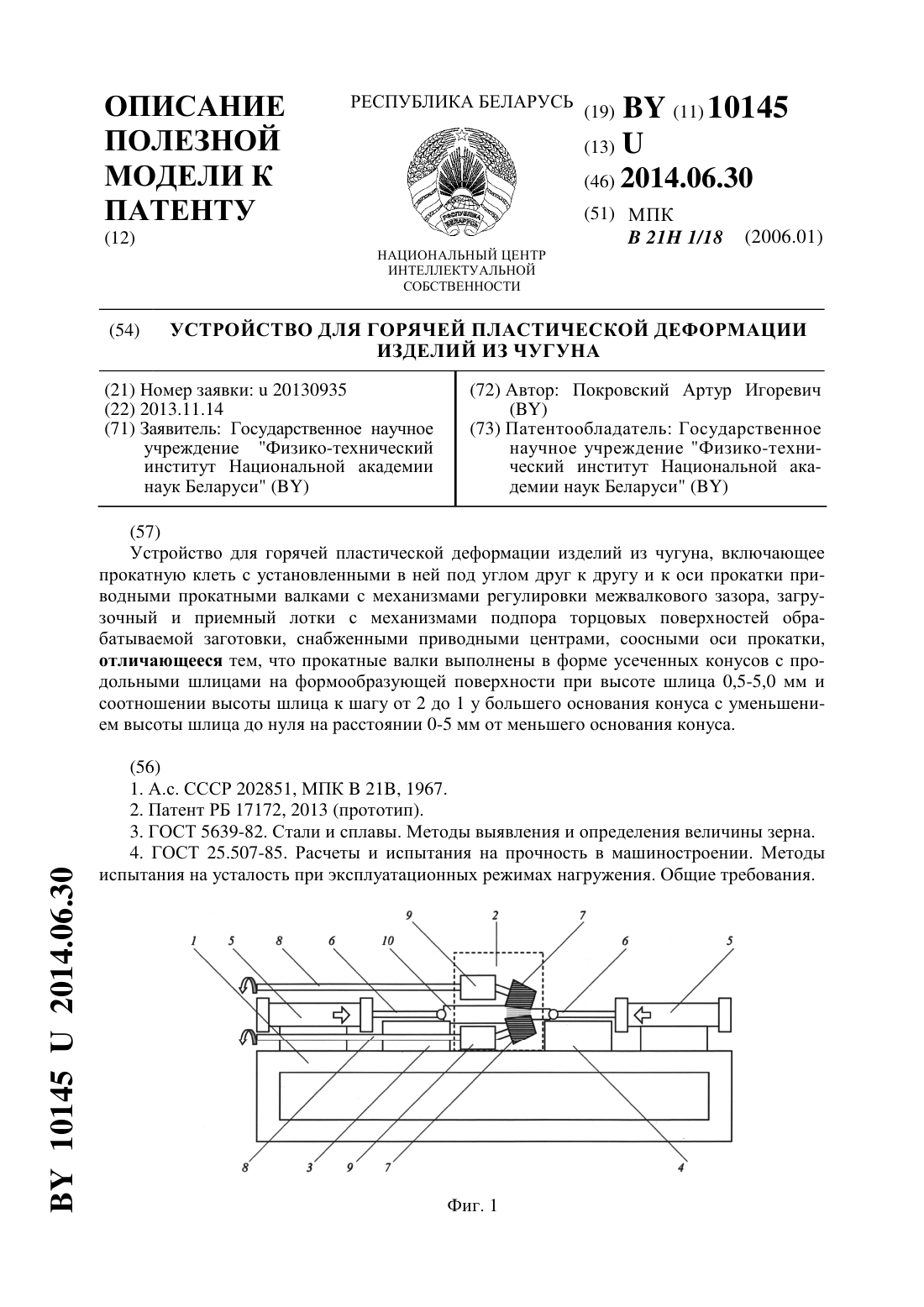
Устройство для горячей пластической деформации изделий из чугуна
Номер патента: U 10145
Опубликовано: 30.06.2014
Автор: Покровский Артур Игоревич
МПК: B21H 1/18
Метки: чугуна, устройство, горячей, деформации, изделий, пластической
Текст:
...для горячей пластической деформации может быть с успехом использовано при изготовлении изделий из широкого спектра материалов. Высота шлица 0,5-5,0 мм выбрана на основании фактически используемых размеров обрабатываемых деталей, степеней деформации и областей пластического течения металла. Высота менее 0,5 мм, например 0,2 мм, с учетом реальной шероховатости поверхности заготовки не в состоянии обеспечить разделение пластического...
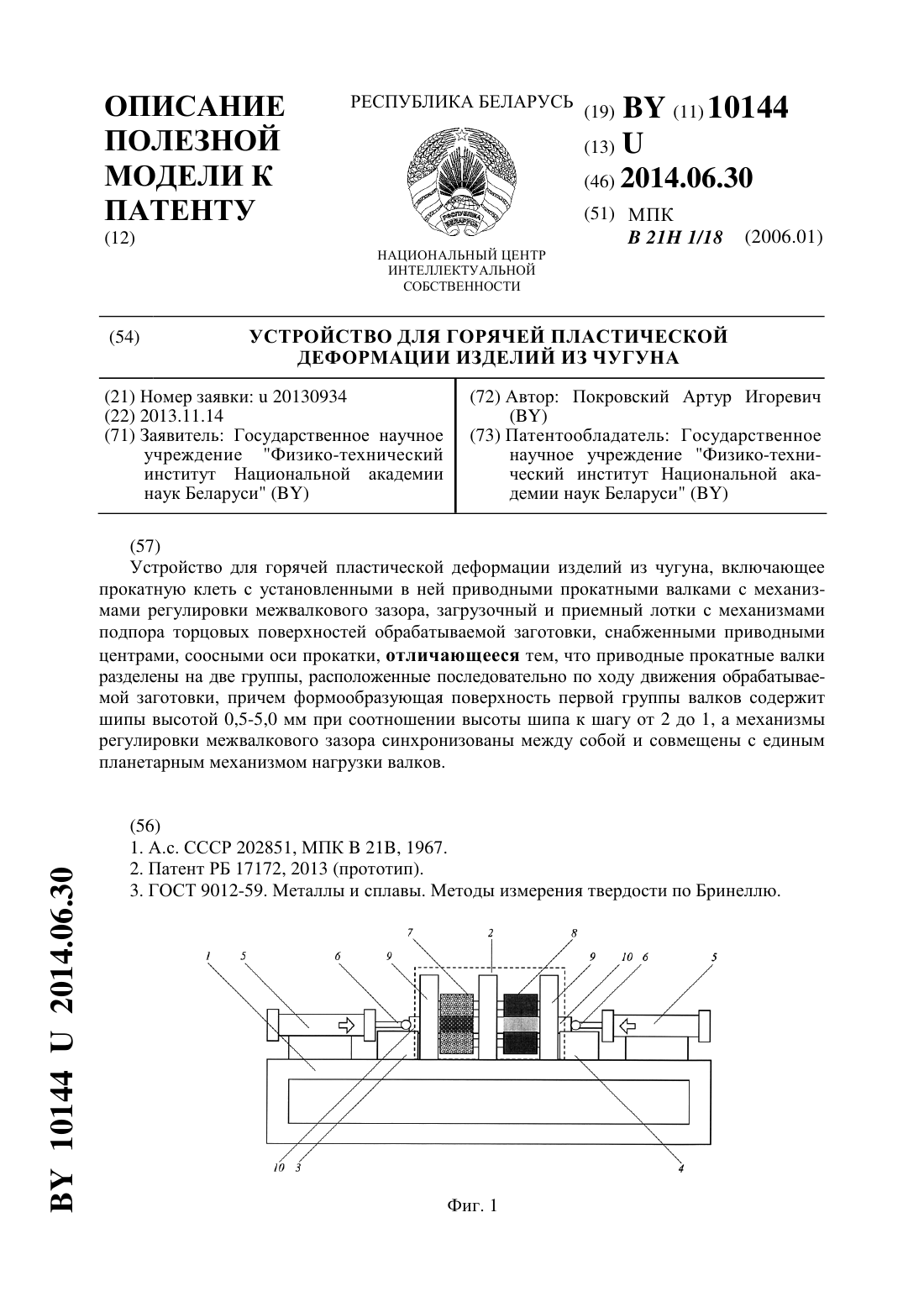
Устройство для горячей пластической деформации изделий из чугуна
Номер патента: U 10144
Опубликовано: 30.06.2014
Автор: Покровский Артур Игоревич
МПК: B21H 1/18
Метки: чугуна, пластической, устройство, деформации, горячей, изделий
Текст:
...прокатки. Высота менее 0,5 мм, например 0,2 мм, с учетом реальной шероховатости поверхности заготовки не в состоянии обеспечить изменение направления пластического течения металла в процессе прокатки для получения требуемой анизотропии свойств обрабатываемого материала. Высоту шипов более 5,0 мм,например 8,0 мм, использовать нецелесообразно в связи с увеличением соответствующего размера межшипового пространства и возникновением в этой связи...
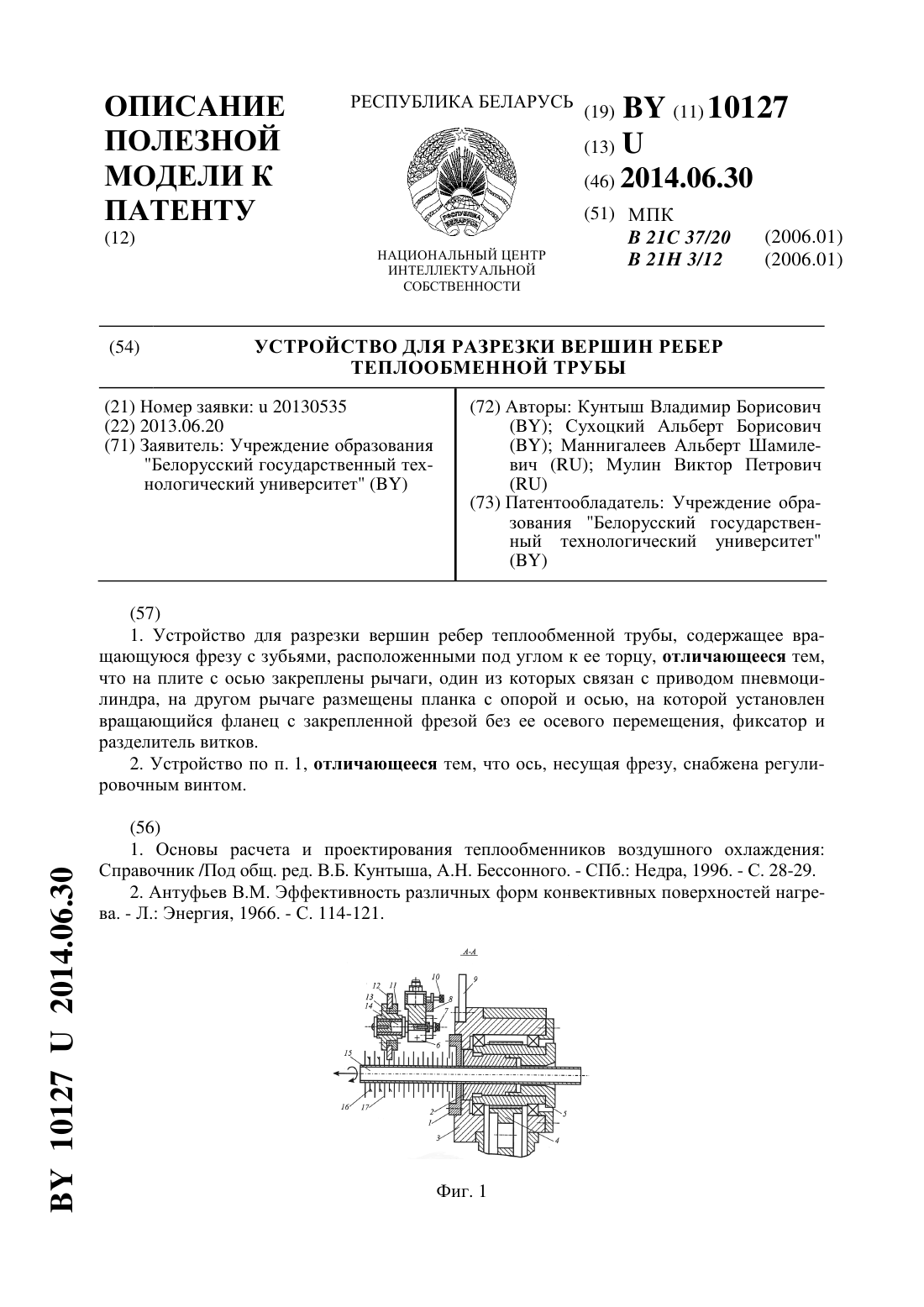
Устройство для разрезки вершин ребер теплообменной трубы
Номер патента: U 10127
Опубликовано: 30.06.2014
Авторы: Мулин Виктор Петрович, Кунтыш Владимир Борисович, Маннигалеев Альберт Шамилевич, Сухоцкий Альберт Борисович
МПК: B21H 3/12, B21C 37/20
Метки: трубы, разрезки, устройство, теплообменной, ребер, вершин
Текст:
...разрезки синхронизирована с производительностью линии по оребрению труб. Разрезанные ребра с шагом через одно ребро уменьшили загромождение каналов, улучшили их вентиляцию и снизили загрязняемость как каналов, так и боковой поверхности ребер. Конечно, при такой разрезке степень турбулизации потока понизилась и, как следствие,уменьшились тепловая эффективность и аэродинамическое сопротивление. Однако обе эти характеристики изменились...
Кольцераскатный стан для изготовления колец с выступом в центральной части на внешней поверхности

Номер патента: U 9947
Опубликовано: 28.02.2014
Авторы: Вегера Иван Иванович, Левкович Виктор Владимирович, Замыслов Александр Сергеевич, Михлюк Анатолий Игнатьевич, Томило Вячеслав Анатольевич
МПК: B21H 1/06
Метки: колец, части, центральной, выступом, поверхности, кольцераскатный, внешней, изготовления, стан
Текст:
...сечением. При раскатке подвижная часть дорна выдвинута, таким образом дорн представляет собой цилиндрическую деталь с выемкой на внешней поверхности, которая при раскатке заполняется металлом. Также при раскатке металл частично заполняет канавку радиально-обжимного валка. Кольцевую деталь раскатывают до необходимого диаметра, при этом металл вытесняется в область, образованную поверхностями радиально-обжимного валка и составного дорна,в...
Кольцераскатный стан для изготовления колец с торцевыми выступами на внешней поверхности

Номер патента: U 9945
Опубликовано: 28.02.2014
Авторы: Левкович Виктор Владимирович, Вегера Иван Иванович, Михлюк Анатолий Игнатьевич, Замыслов Александр Сергеевич, Томило Вячеслав Анатольевич
МПК: B21H 1/06
Метки: колец, стан, торцевыми, кольцераскатный, внешней, изготовления, поверхности, выступами
Текст:
...степеней свободы инструмента. Заявляемое техническое решение предусматривает использование в качестве заготовки кольца объемом, равным объему готовой детали с учетом припусков на шероховатость и допусков на размеры. Кольцевую деталь раскатывают до необходимых диаметра и толщины стенки, при этом часть металла вытесняется в область, образованную поверхностями радиально-обжимного валка и дорна с фланцами на торцах. Не останавливая...
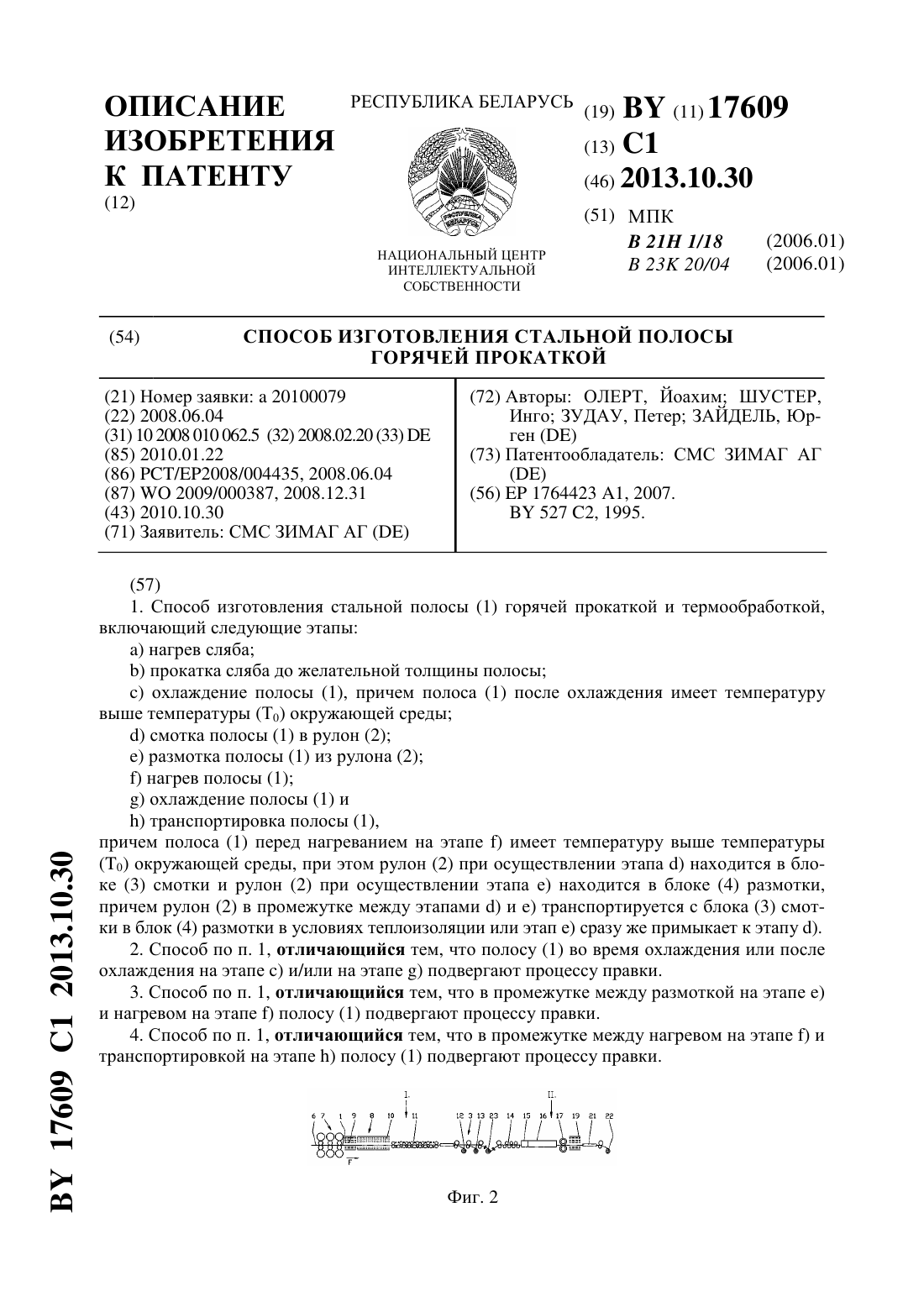
Способ изготовления стальной полосы горячей прокаткой
Номер патента: 17609
Опубликовано: 30.10.2013
Авторы: ШУСТЕР, Инго, ЗУДАУ, Петер, ОЛЕРТ, Йоахим, ЗАЙДЕЛЬ, Юрген
МПК: B21H 1/18, B23K 20/04
Метки: прокаткой, изготовления, способ, стальной, горячей, полосы
Текст:
...1 схематично изображает стан горячей прокатки полосы для изготовления стальной ленты согласно первому варианту выполнения изобретения фиг. 2 - альтернативный вариант выполнения стана горячей прокатки полосы по фиг. 1 фиг. 3 - пример температурной характеристики полосы вдоль стана горячей прокатки полосы в направлении подачи 6 17609 1 2013.10.30 фиг. 4 - принципиальная схема правильной машины со встроенным интенсивным охлаждением в виде...
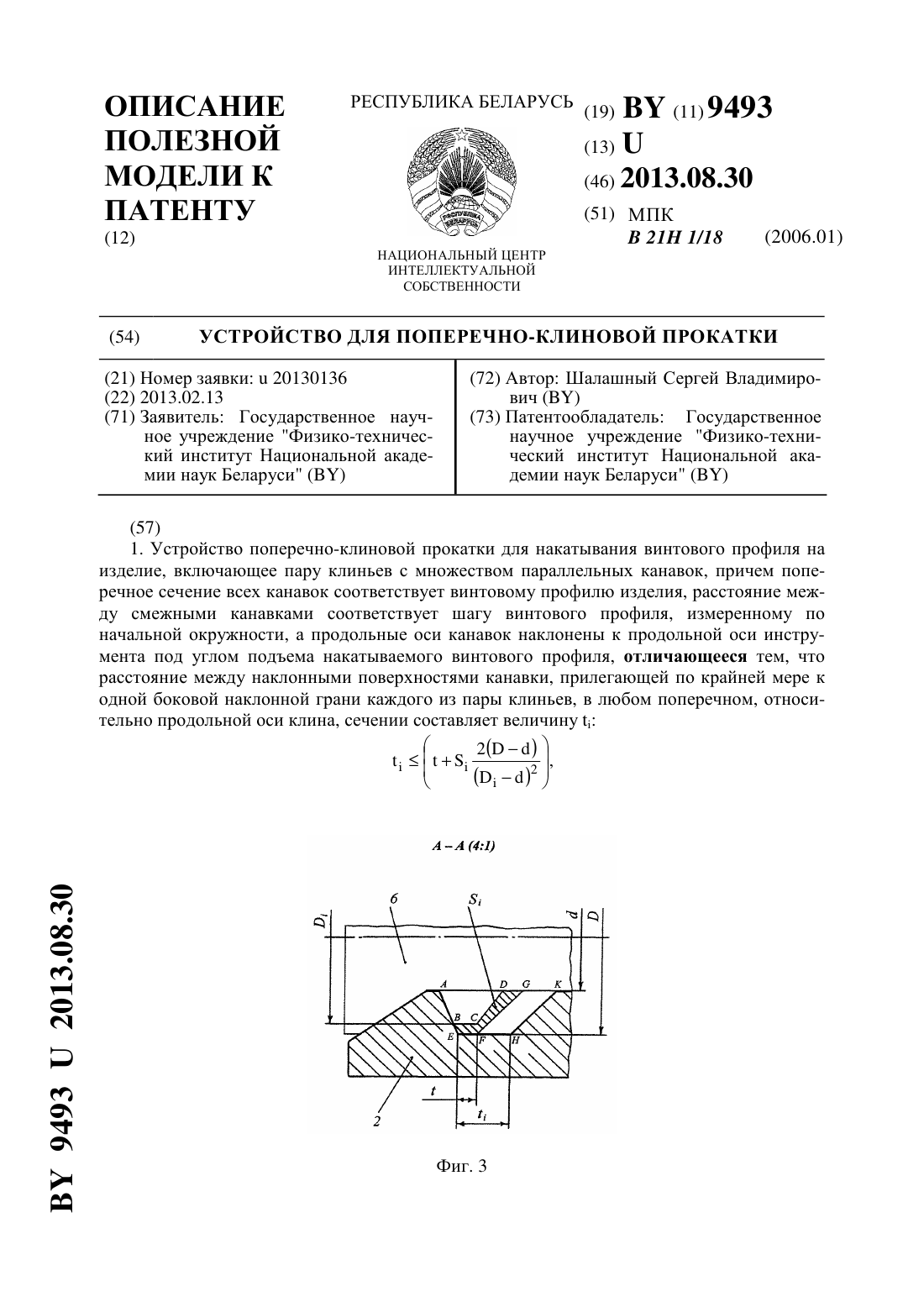
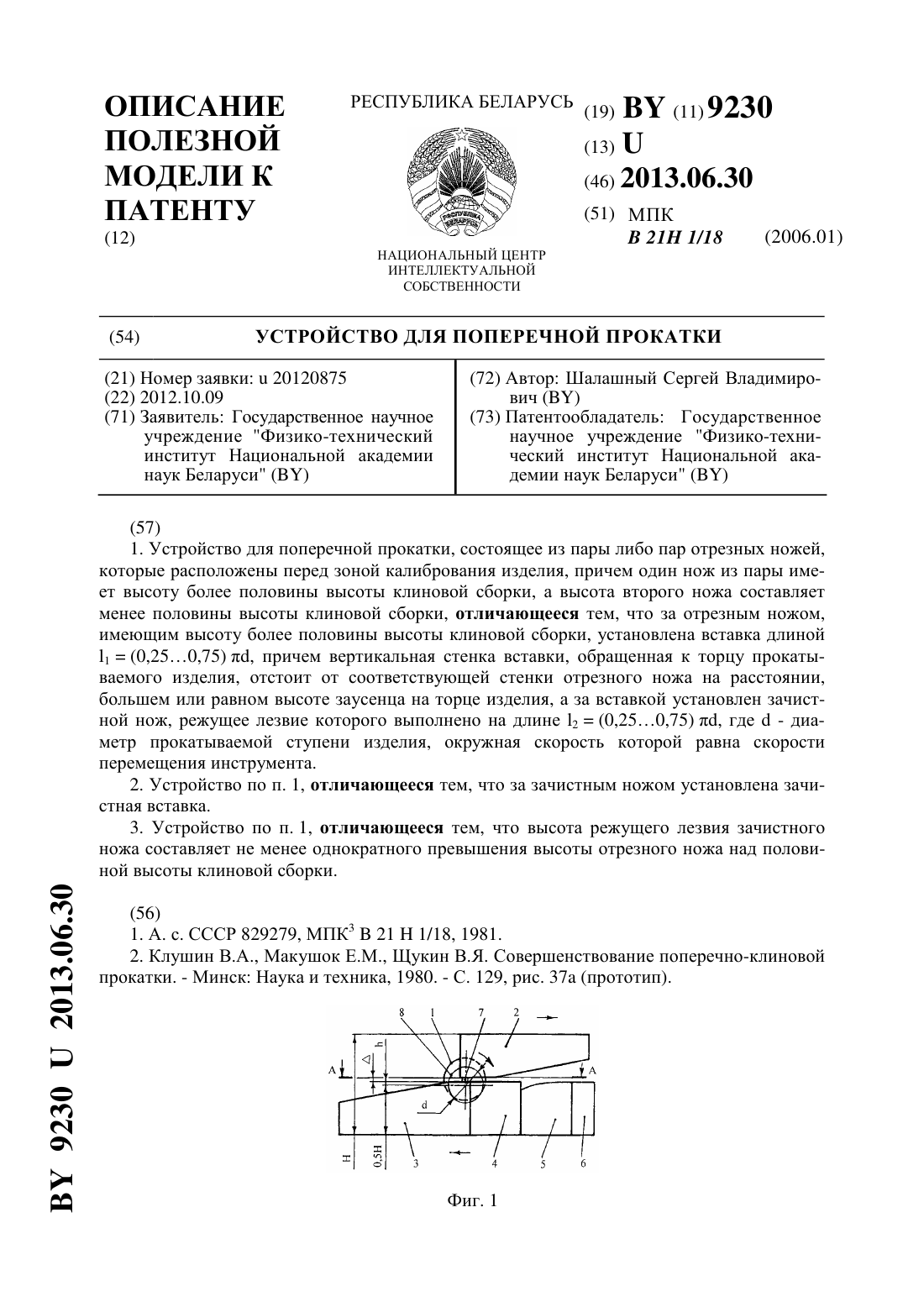
Устройство для поперечно-клиновой прокатки
Номер патента: U 9493
Опубликовано: 30.08.2013
Автор: Шалашный Сергей Владимирович
МПК: B21H 1/18
Метки: устройство, прокатки, поперечно-клиновой
Текст:
...увеличение площади контакта приводит к некоторому охлаждению прокатываемого изделия, что также способствует его качественному калиброванию. На фиг. 1 показана заготовка для прокатки изделия на фиг. 2 - один из пары клиньев и вставка на фиг. 3 - сечение А-А на фиг. 2 на фиг. 4 - прокатанное изделие на фиг. 5 второй из пары клиньев и вставка на фиг. 6 - сечение Б-Б на фиг. 5. В заявляемом техническом решении в качестве примера...
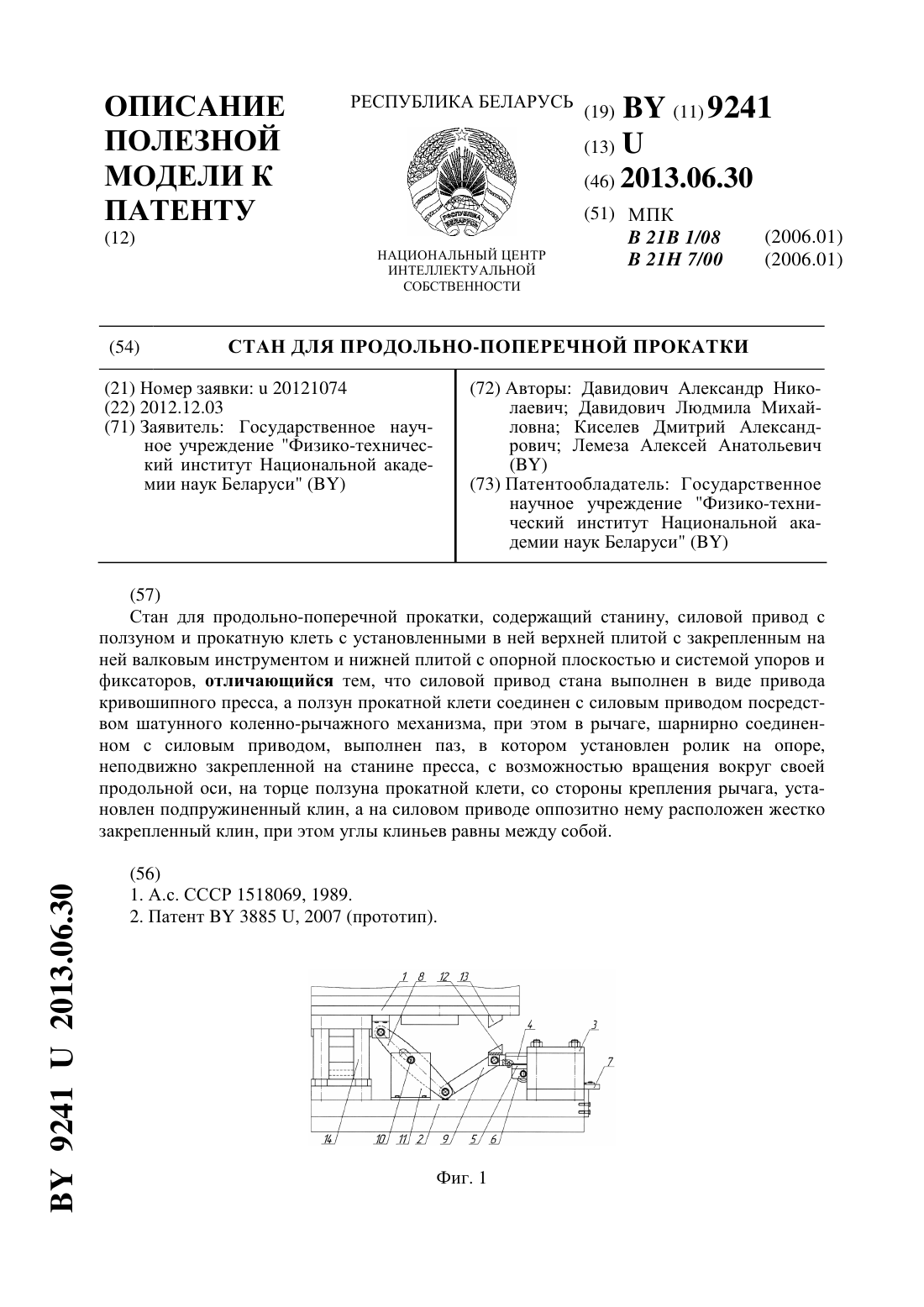
Стан для продольно-поперечной прокатки
Номер патента: U 9241
Опубликовано: 30.06.2013
Авторы: Давидович Людмила Михайловна, Лемеза Алексей Анатольевич, Давидович Александр Николаевич, Киселев Дмитрий Александрович
Метки: прокатки, продольно-поперечной, стан
Текст:
...операции. Заявляемое техническое решение предусматривает расширение технических возможностей прокатного стана по сравнению с прототипом за счет того, что в качестве силового привода используется механический привод кривошипного пресса, который позволяет развивать усилие большее, чем стандартный гидропривод, а клеть располагается на станине пресса и может использоваться совместно со штамповой оснасткой, что позволит производить...
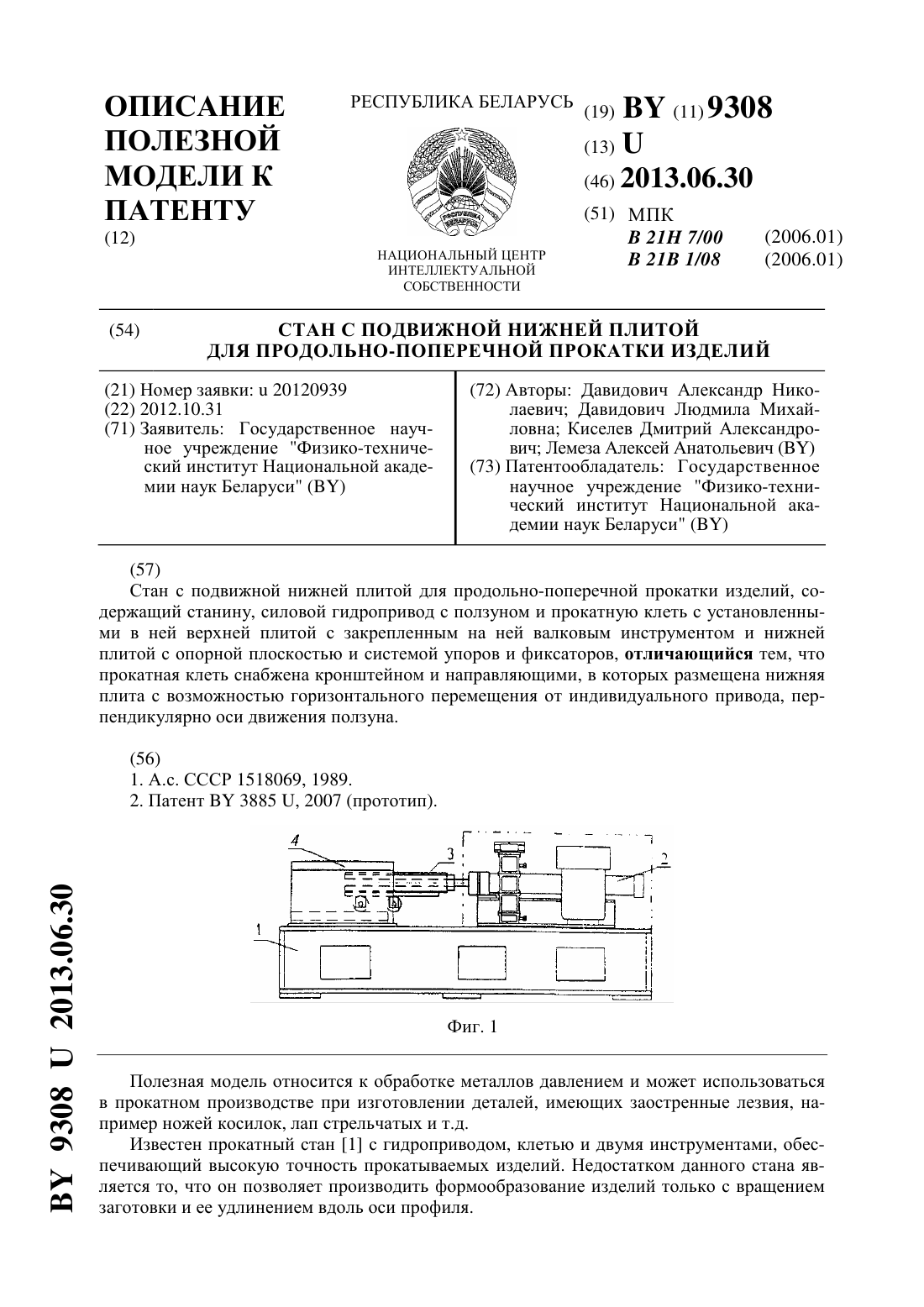
Стан с подвижной нижней плитой для продольно-поперечной прокатки изделий
Номер патента: U 9308
Опубликовано: 30.06.2013
Авторы: Давидович Александр Николаевич, Лемеза Алексей Анатольевич, Киселев Дмитрий Александрович, Давидович Людмила Михайловна
Метки: нижней, изделий, продольно-поперечной, подвижной, стан, плитой, прокатки
Текст:
...заготовки и ее переустановки на переходах прокатки, а привод перемещения плиты обеспечивает быструю доставку заготовки на позицию прокатки. Сущность заявленного технического решения состоит в обеспечении быстрой перезагрузки заготовки и ее доставки в рабочую зону. Заявляемое техническое решение предусматривает выдвижение плиты из прокатной клети с целью обеспечения широкого доступа оператору для быстрой установки заготовки и ее...
Устройство для поперечной прокатки
Номер патента: U 9230
Опубликовано: 30.06.2013
Автор: Шалашный Сергей Владимирович
МПК: B21H 1/18
Метки: прокатки, поперечной, устройство
Текст:
...по которой перемещается заусенец при вращении изделия. За зачистным ножом располагается зачистная вставка, которая позволяет продлить срок эксплуатации зачистного ножа без снижения качества процесса отрезания заусенца. Вставка, расположенная за отрезным ножом, и зачистной нож имеют длины 1(0,250,75)и 2(0,250,75)соответственно. Оптимальные длины данных элементов, исходя из кинематики перемещения заусенца, составляют 10,5 и 20,5 соответственно....
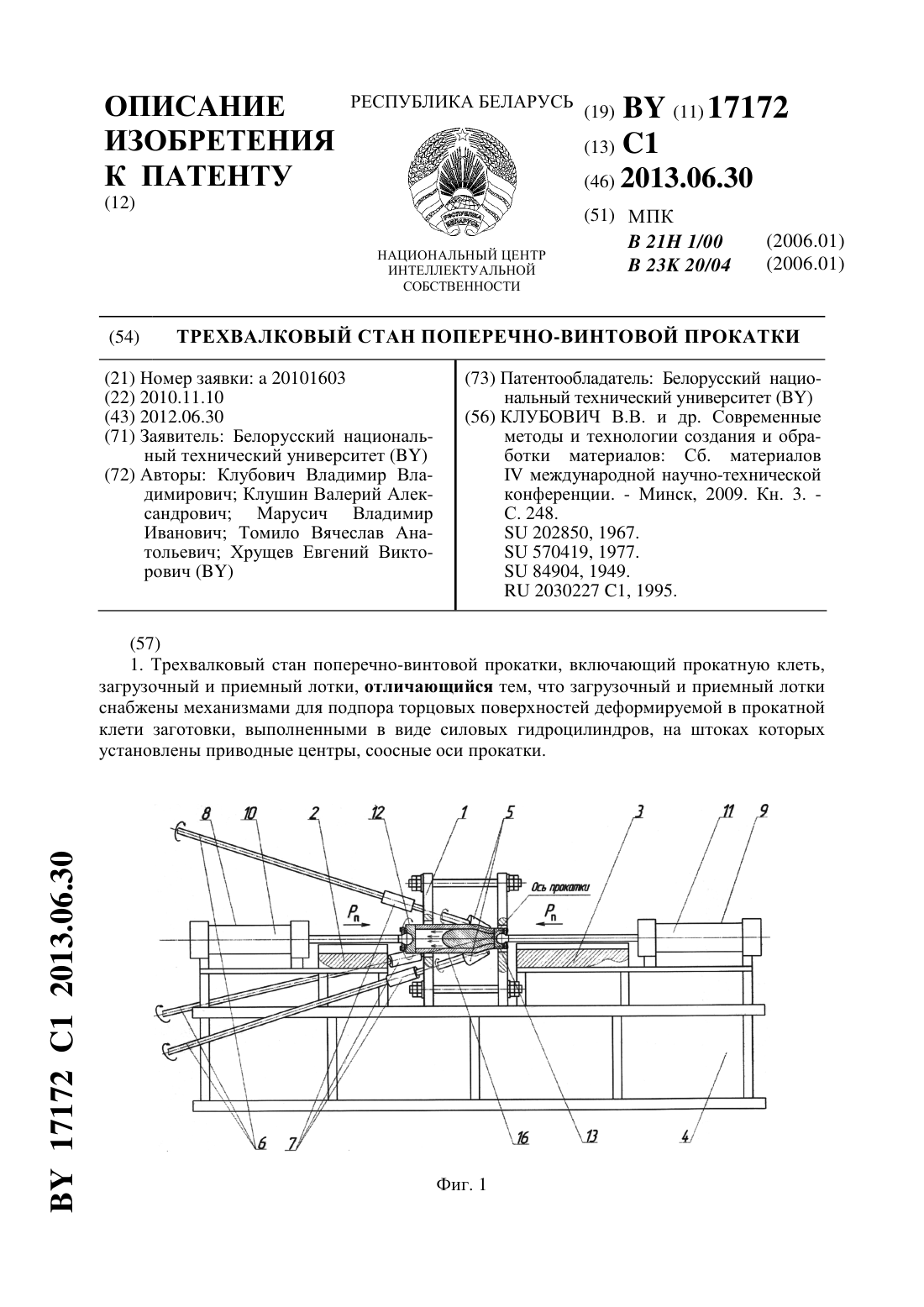
Трехвалковый стан поперечно-винтовой прокатки
Номер патента: 17172
Опубликовано: 30.06.2013
Авторы: Хрущев Евгений Викторович, Клубович Владимир Владимирович, Томило Вячеслав Анатольевич, Клушин Валерий Александрович, Марусич Владимир Иванович
МПК: B21H 1/00, B23K 20/04
Метки: стан, поперечно-винтовой, трехвалковый, прокатки
Текст:
...валков). Привод 6 рабочих вал 3 17172 1 2013.06.30 ков 5 состоит из трех мотор-редукторов с асинхронными двигателями и планетарными понижающими редукторами (на фигурах не показано). Приводные валы привода 6 соединены с хвостовиками рабочих валков 5 скользящими муфтами 7, допускающими осевое перемещение валков при регулировке межвалкового зазора. Загрузочный лоток 2 и приемный лоток 3 (фиг. 1) соответственно снабжены механизмами 8 и 9 для...
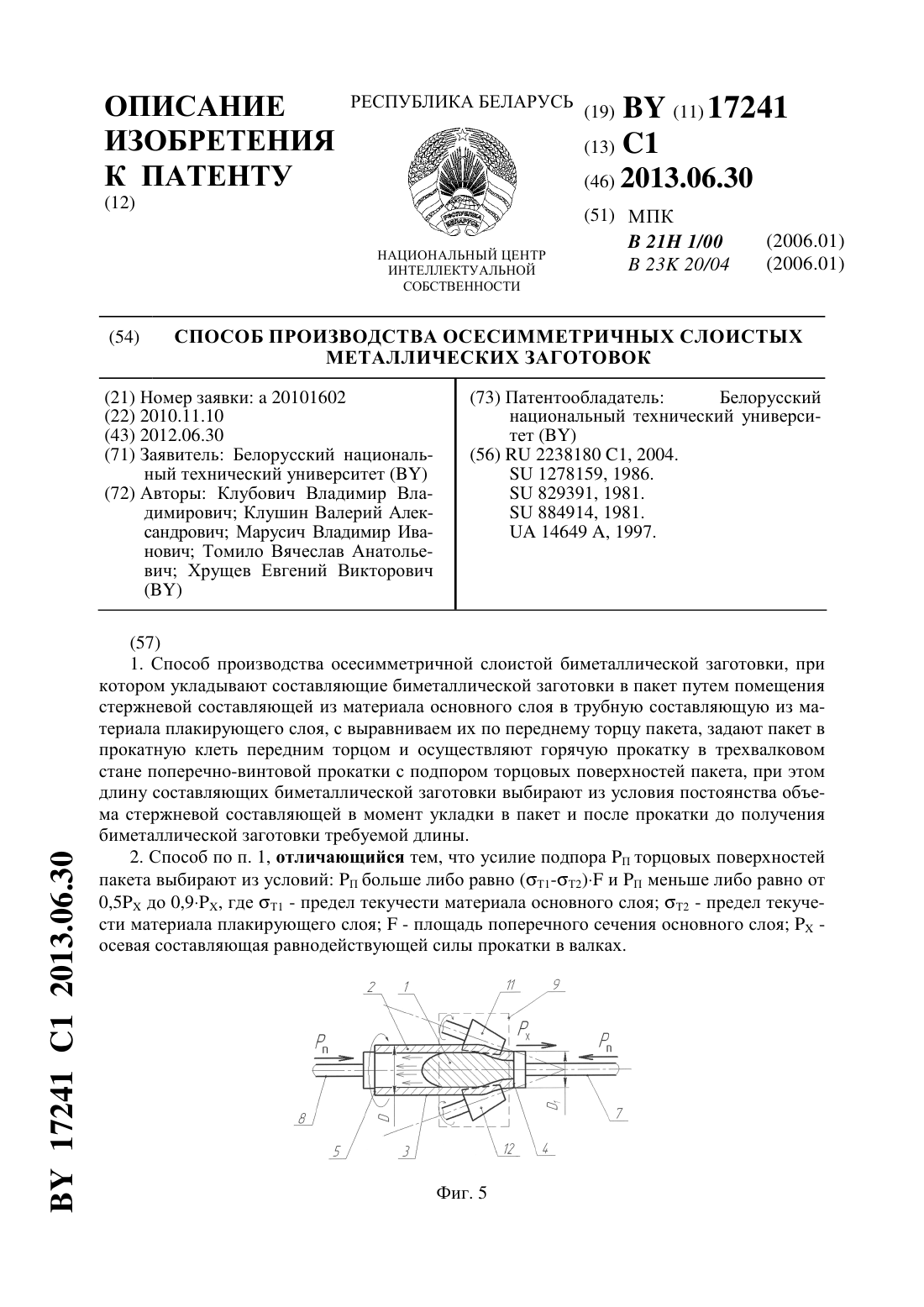
Способ производства осесимметричных слоистых металлических заготовок
Номер патента: 17241
Опубликовано: 30.06.2013
Авторы: Марусич Владимир Иванович, Клубович Владимир Владимирович, Клушин Валерий Александрович, Томило Вячеслав Анатольевич, Хрущев Евгений Викторович
МПК: B23K 20/04, B21H 1/00
Метки: металлических, осесимметричных, производства, заготовок, слоистых, способ
Текст:
...минимизации потерь основного слоя и формообразования торцовой поверхности слоистой металлической заготовки,предотвращая при этом выдавливание основного слоя как более пластичного материала за пределы торцевой поверхности плакирующего слоя. Для лучшего понимания изобретения его поясняют технологическими переходами изготовления осесимметричной слоистой биметаллической заготовки, где фиг. 1 - пакет составляющих биметалла (исходная заготовка)...
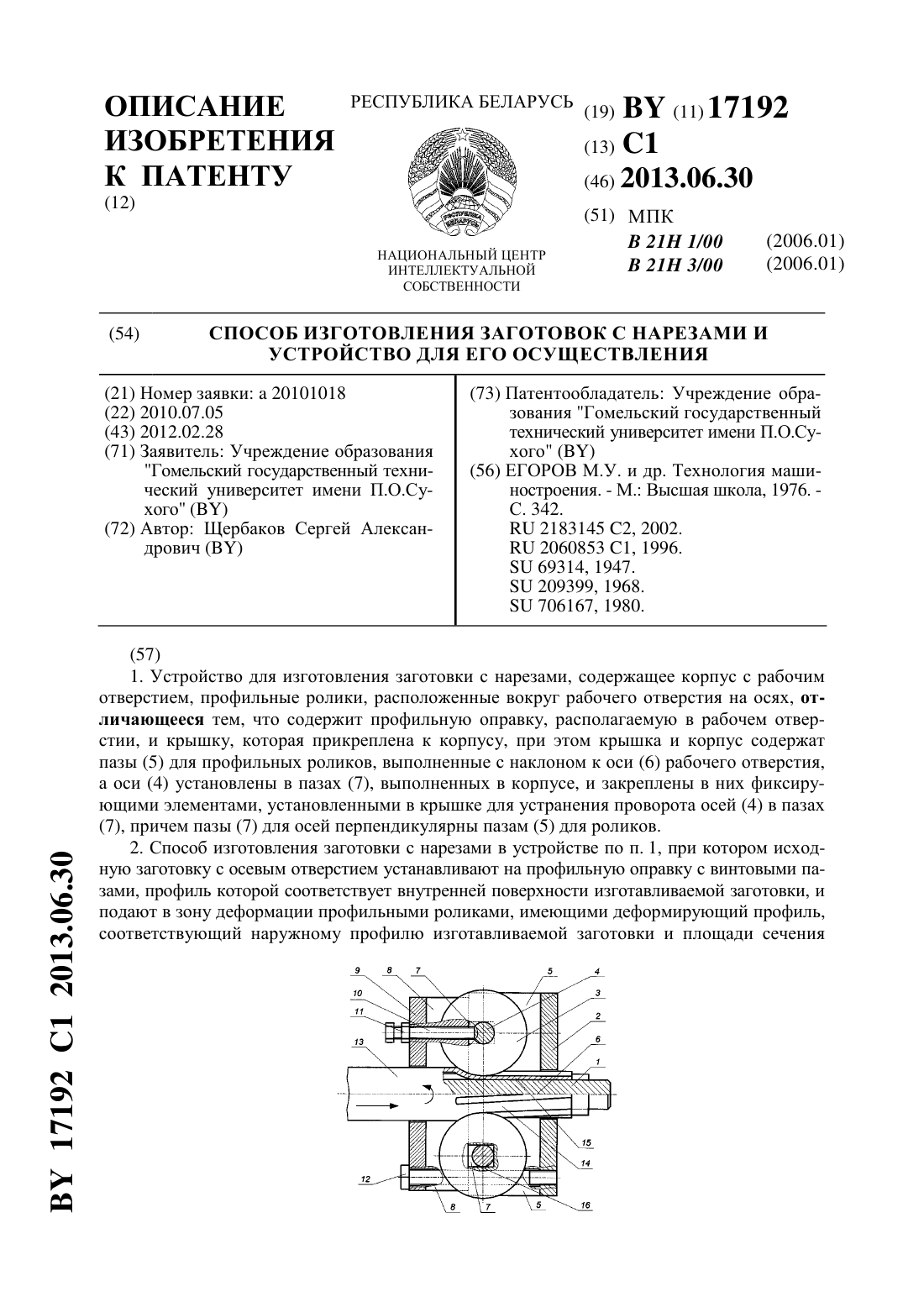
Способ изготовления заготовок с нарезами и устройство для его осуществления
Номер патента: 17192
Опубликовано: 30.06.2013
Автор: Щербаков Сергей Александрович
Метки: осуществления, способ, изготовления, заготовок, нарезами, устройство
Текст:
...содержащее корпус с рабочим отверстием, профильные ролики, расположенные вокруг рабочего отверстия на осях, согласно изобретению, содержит профильную оправку, располагаемую в рабочем отверстии, и крышку, которая прикреплена к корпусу, при этом крышка и корпус содержат пазы для профильных роликов, выполненные с наклоном к оси рабочего отверстия, а оси установлены в пазах, выполненных в корпусе, и закреплены в них фиксирующими элементами,...
Штамп для изготовления осесимметричной поковки с глухой полостью и фланцем

Номер патента: U 8831
Опубликовано: 30.12.2012
Авторы: Демидович Александр Васильевич, Ананчук Алексей Никитич, Клушин Валерий Александрович
МПК: B21H 1/00
Метки: штамп, осесимметричной, полостью, глухой, изготовления, поковки, фланцем
Текст:
...переходы штамповки, положение деталей штампа в начальной стадии деформации исходной заготовки фиг. 3 - технологические переходы штамповки, положение деталей штампа на стадии формообразования стержневой части поковки фиг. 4 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки. Штамп (фиг. 1) для изготовления осесимметричной поковки с глухой полостью и фланцем включает верхнюю...
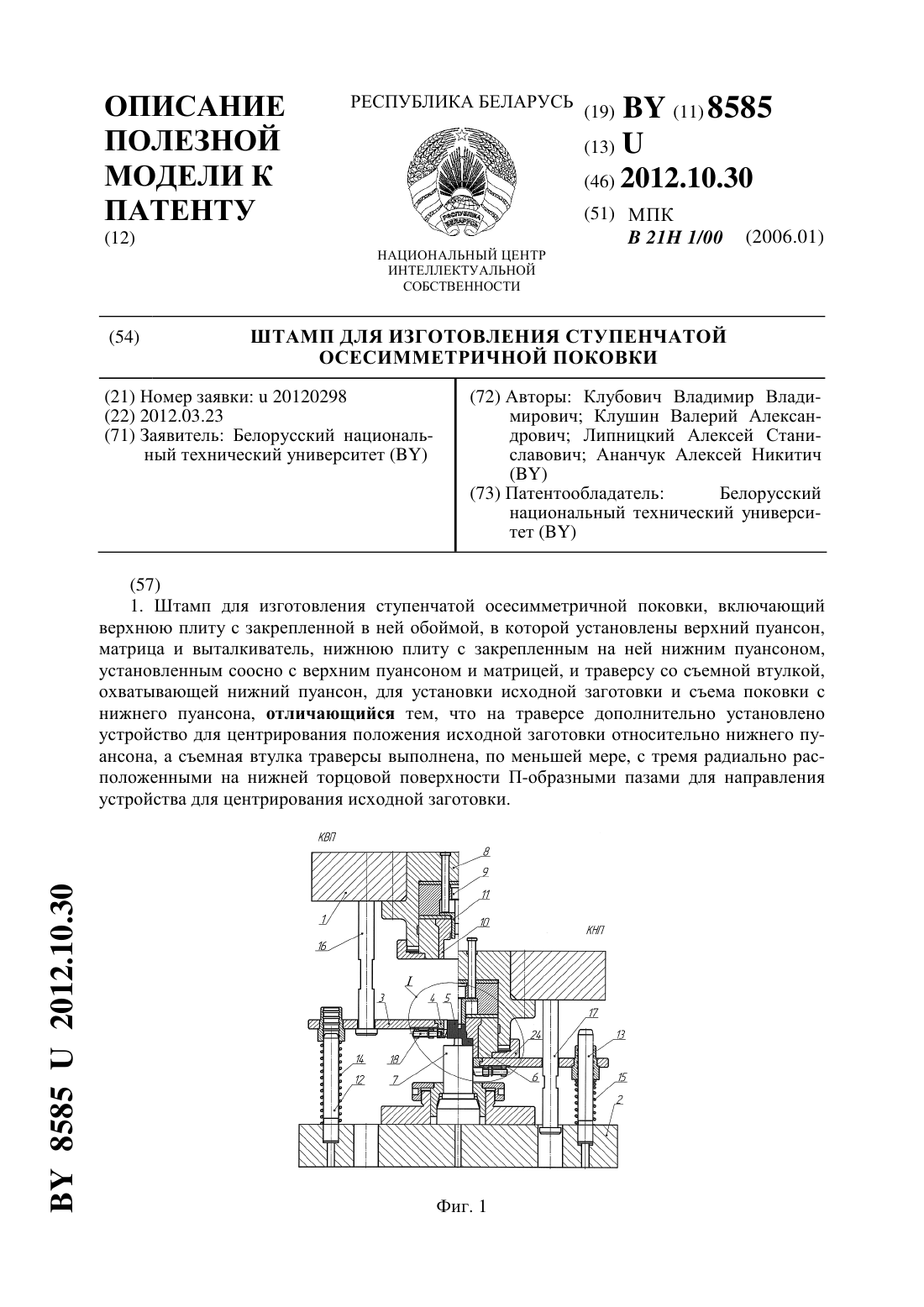
Штамп для изготовления ступенчатой осесимметричной поковки
Номер патента: U 8585
Опубликовано: 30.10.2012
Авторы: Клубович Владимир Владимирович, Клушин Валерий Александрович, Ананчук Алексей Никитич, Липницкий Алексей Станиславович
МПК: B21H 1/00
Метки: осесимметричной, изготовления, поковки, штамп, ступенчатой
Текст:
...заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона. Технический результат полезной модели реализован тем, что улучшено качество изготовления ступенчатой осесимметричной поковки. Улучшение качества поковки достигается за счет центрирования исходной заготовки с диаметром сечения, меньшим максимального диаметра штампуемой поковки, что позволяет оптимизировать кинематику течения металла...
Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью

Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Клушин Валерий Александрович, Липницкий Алексей Станиславович, Ананчук Алексей Никитич, Демидович Александр Васильевич
МПК: B21H 1/00
Метки: изготовления, глухой, фланцевой, полостью, ступенчатой, штамп, поковки
Текст:
...формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена...
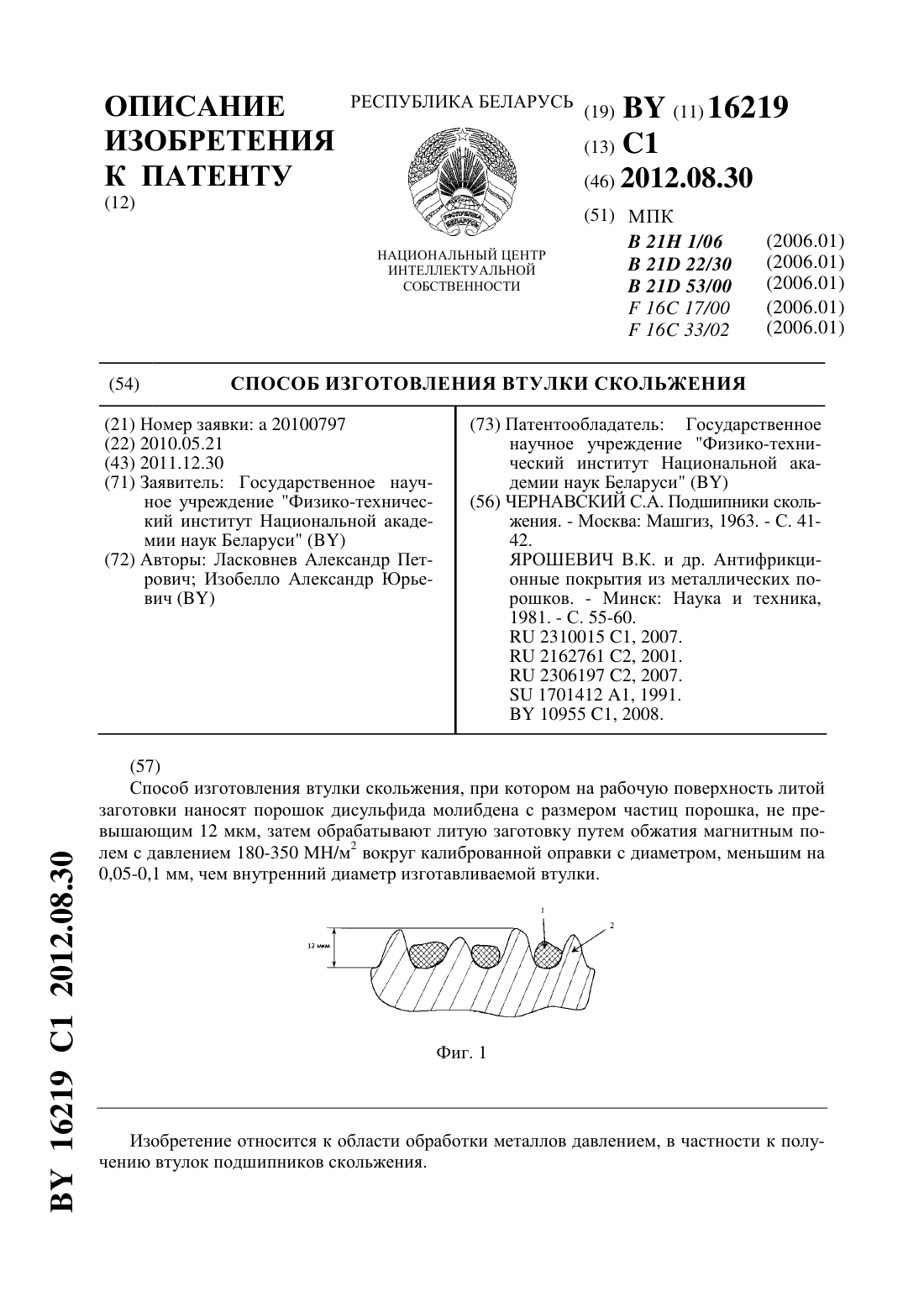
Способ изготовления втулки скольжения
Номер патента: 16219
Опубликовано: 30.08.2012
Авторы: Ласковнев Александр Петрович, Изобелло Александр Юрьевич
МПК: B21D 22/30, B21H 1/06, B21D 53/00...
Метки: втулки, изготовления, способ, скольжения
Текст:
...выступов и антифрикционных частиц дисульфида молибдена, равномерно распределенных между выступами. Таким образом, использование магнитного воздействия обеспечивает формирование равномерного износостойкого слоя. Использование в качестве антифрикционного слоя порошка дисульфида молибдена с размерами частиц больше высоты выступов (более 12 мкм), соответствующих шероховатости поверхности, сопровождается неудовлетворительной сцепляемостью...
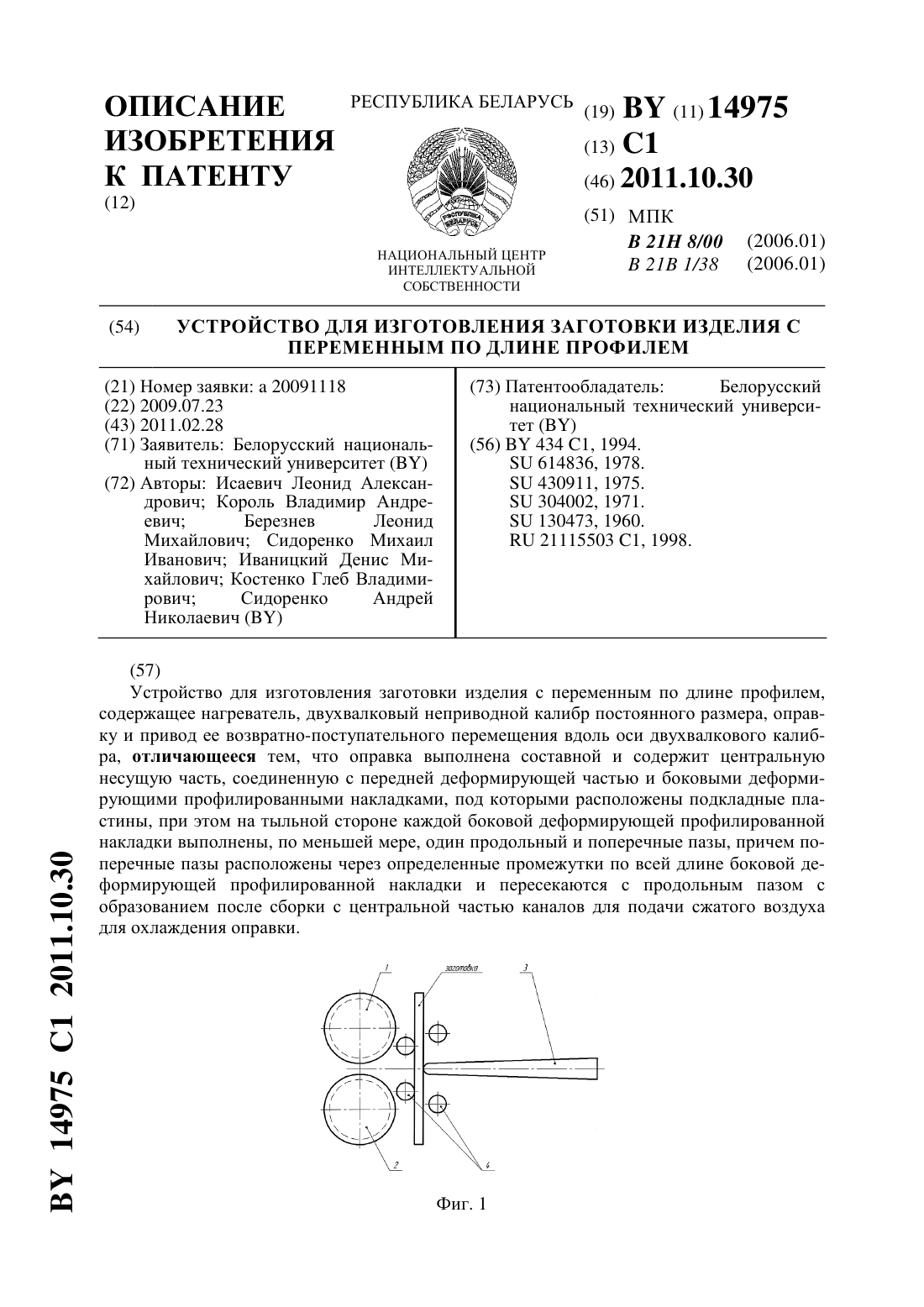
Устройство для изготовления заготовки изделия с переменным по длине профилем
Номер патента: 14975
Опубликовано: 30.10.2011
Авторы: Исаевич Леонид Александрович, Березнев Леонид Михайлович, Король Владимир Андреевич, Сидоренко Михаил Иванович, Сидоренко Андрей Николаевич, Костенко Глеб Владимирович, Иваницкий Денис Михайлович
Метки: переменным, длине, заготовки, изготовления, устройство, изделия, профилем
Текст:
...известного устройства показал нестабильность теплового режима при работе, что приводит к преждевременному выходу из строя оправки и необходимости изготовления большого количества ее дублеров. Задачей изобретения является обеспечение возможности восстановления первоначальных размеров оправки после перешлифовки ее изношенных рабочих поверхностей,расширение технологических возможностей оправки, обеспечение оптимального теплового режима ее...
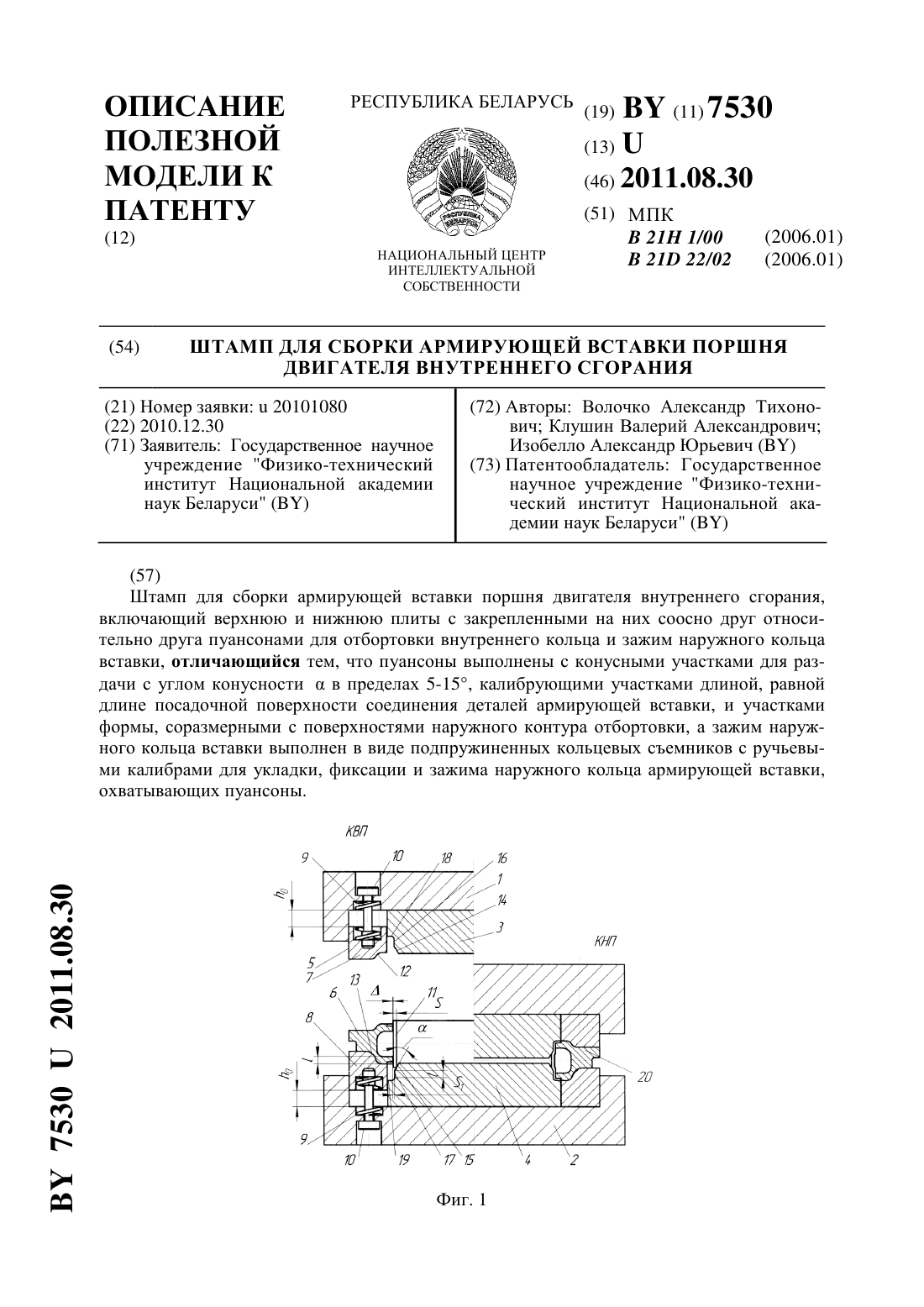
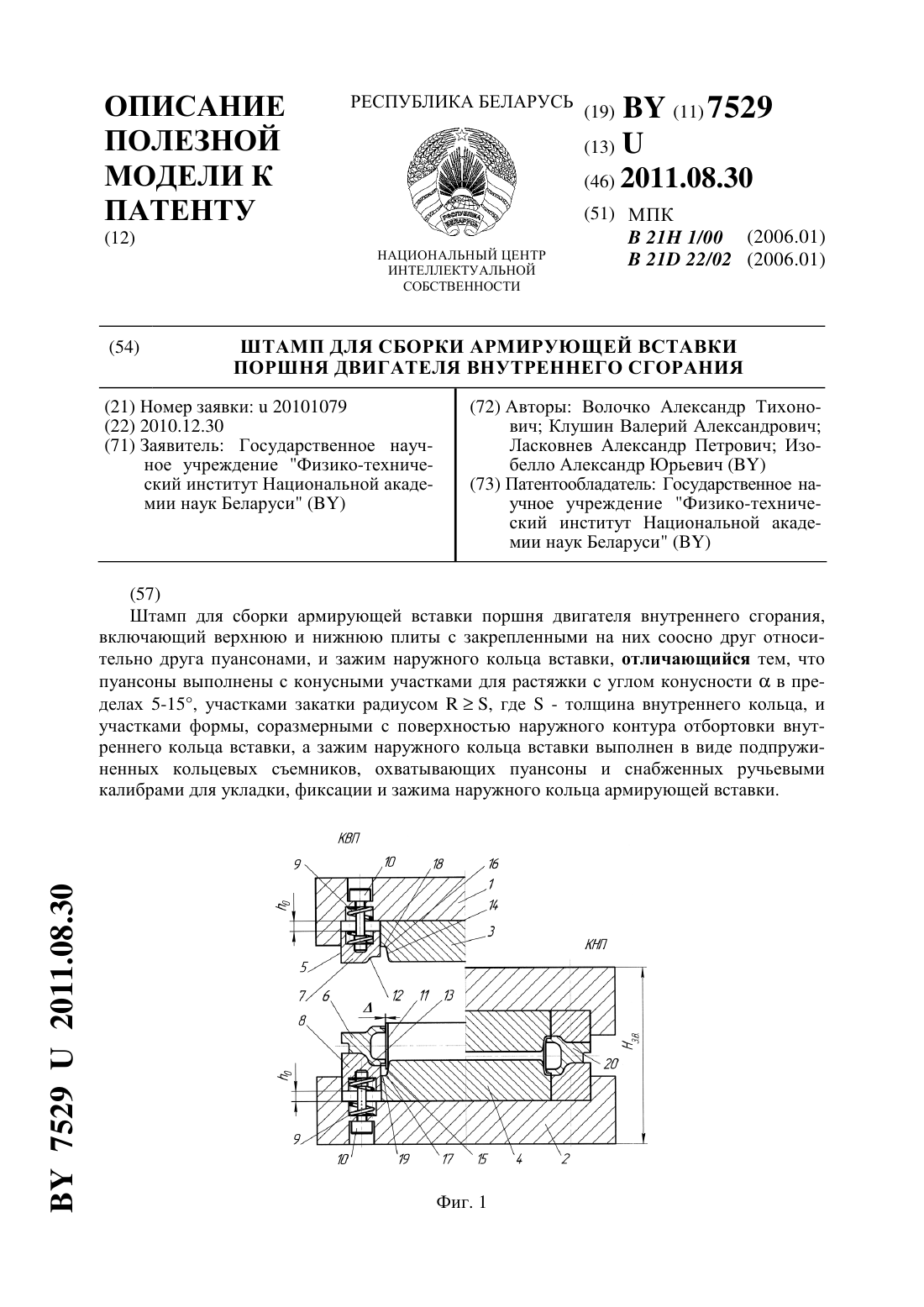
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7530
Опубликовано: 30.08.2011
Авторы: Клушин Валерий Александрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович
МПК: B21D 22/02, B21H 1/00
Метки: армирующей, вставки, сборки, штамп, сгорания, двигателя, внутреннего, поршня
Текст:
...необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и 75302011.08.30 фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7529
Опубликовано: 30.08.2011
Авторы: Изобелло Александр Юрьевич, Ласковнев Александр Петрович, Клушин Валерий Александрович, Волочко Александр Тихонович
МПК: B21D 22/02, B21H 1/00
Метки: внутреннего, сборки, поршня, вставки, штамп, двигателя, армирующей, сгорания
Текст:
...плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно друг относительно друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для воз 3 75292011.08.30 можности регулировки их...
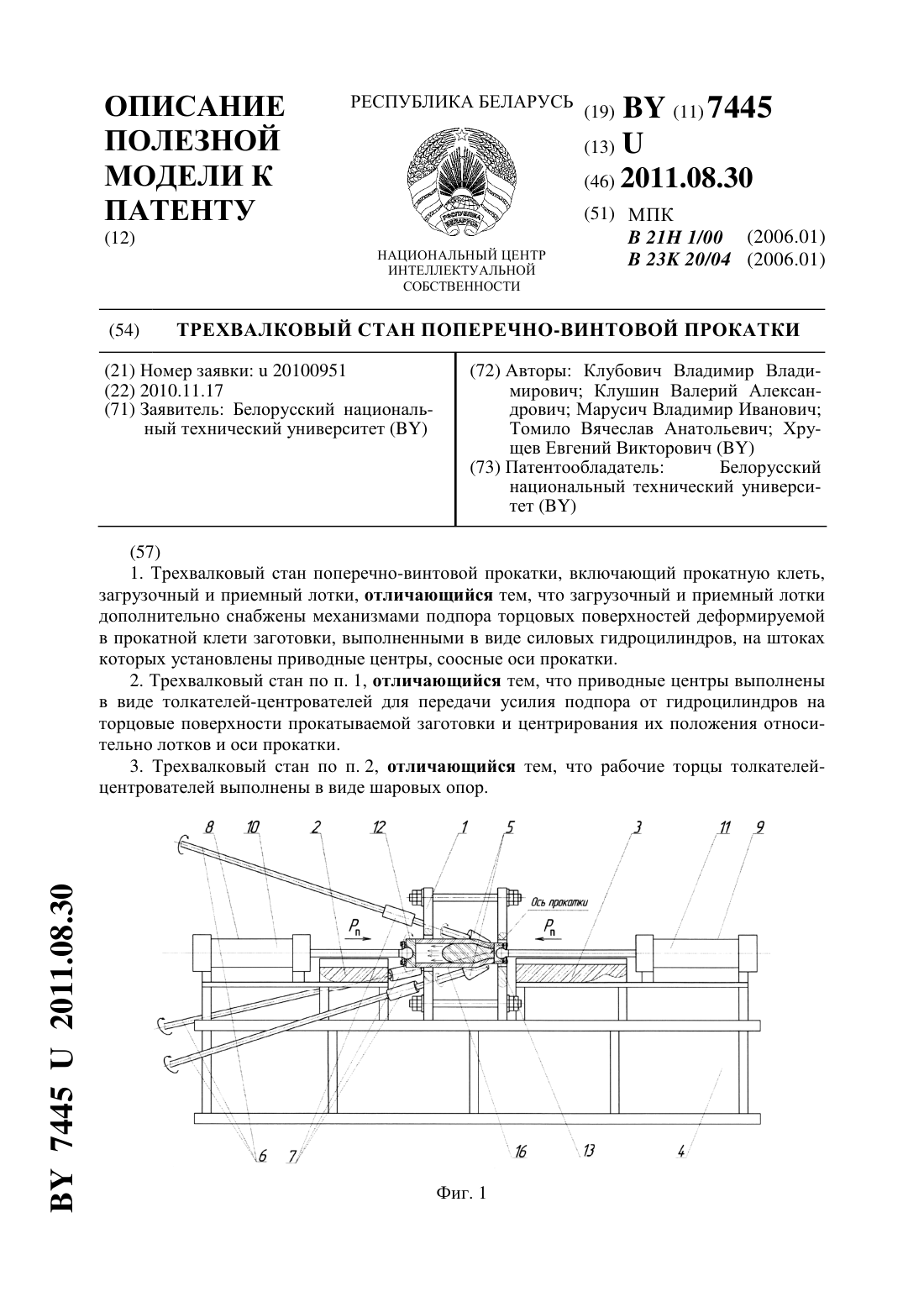
Трехвалковый стан поперечно-винтовой прокатки
Номер патента: U 7445
Опубликовано: 30.08.2011
Авторы: Хрущев Евгений Викторович, Клубович Владимир Владимирович, Марусич Владимир Иванович, Клушин Валерий Александрович, Томило Вячеслав Анатольевич
МПК: B21H 1/00, B23K 20/04
Метки: стан, поперечно-винтовой, прокатки, трехвалковый
Текст:
...более пластичного материала, за пределы торцовой поверхности плакирующего слоя. Для лучшего понимания полезной модели ее поясняют чертежами, где фиг. 1 - общий вид трехвалкового стана поперечно-винтовой прокатки фиг. 2 - увеличенный вид загрузочного лотка с механизмом подпора фиг. 3 - увеличенный вид приемного лотка с механизмом подпора фиг. 4 - видпо фиг. 2. Трехвалковый стан поперечно-винтовой прокатки (фиг. 1) включает прокатную клеть...
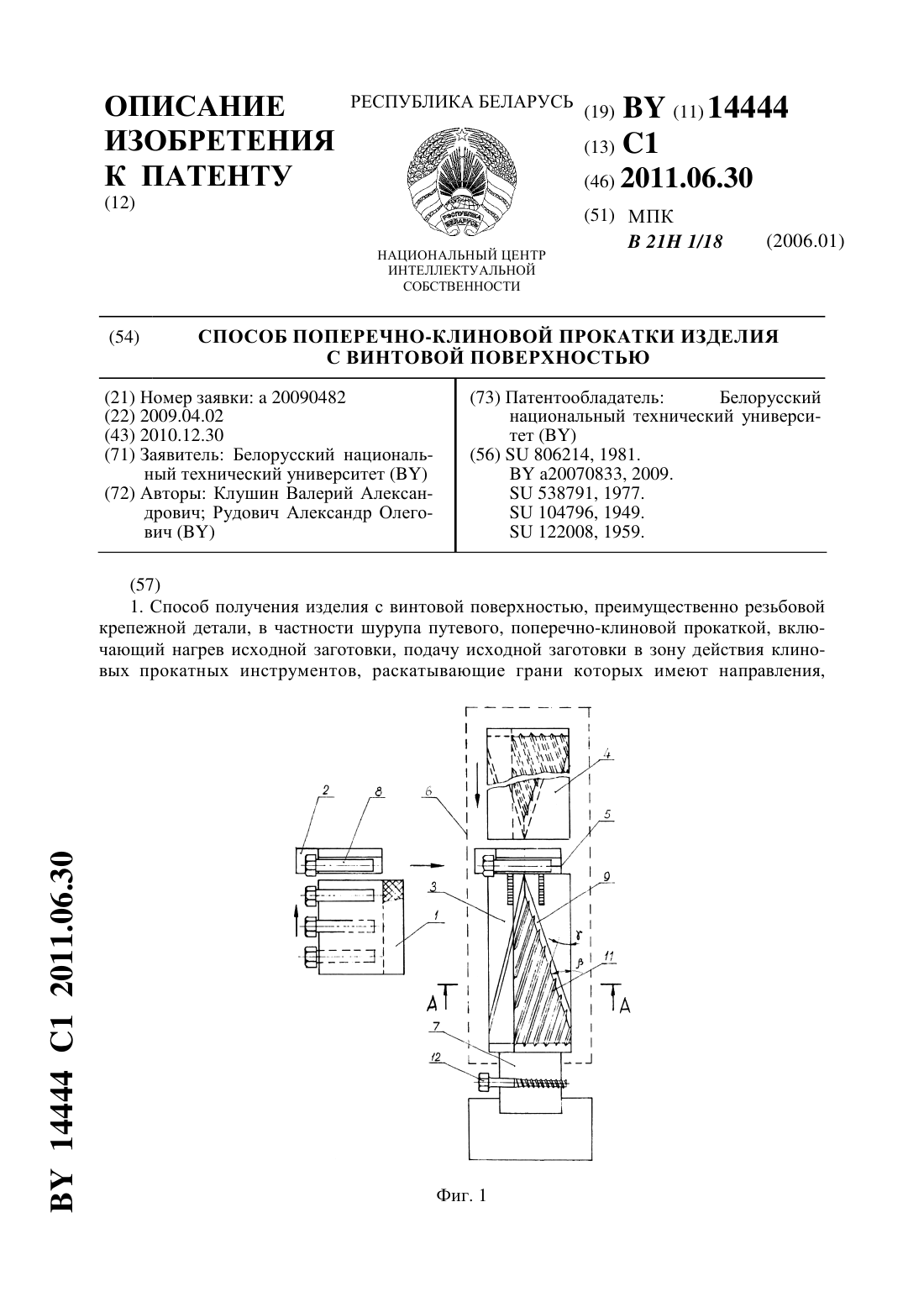
Способ поперечно-клиновой прокатки изделия с винтовой поверхностью
Номер патента: 14444
Опубликовано: 30.06.2011
Авторы: Рудович Александр Олегович, Клушин Валерий Александрович
МПК: B21H 1/18
Метки: прокатки, способ, изделия, поверхностью, поперечно-клиновой, винтовой
Текст:
...отношение диаметра исходной заготовки к внутреннему диаметру образуемой винтовой поверхности. В способе раскатку выполняют со скоростью перемещения очага деформации, большей или равной скорости формообразования винтовой поверхности, за счет выполнения 14444 1 2011.06.30 раскатывающих граней с углом заостренияклиновых прокатных инструментов, большим или равным углу наклонаобразуемой винтовой поверхности. Отличительные признаки и технический...
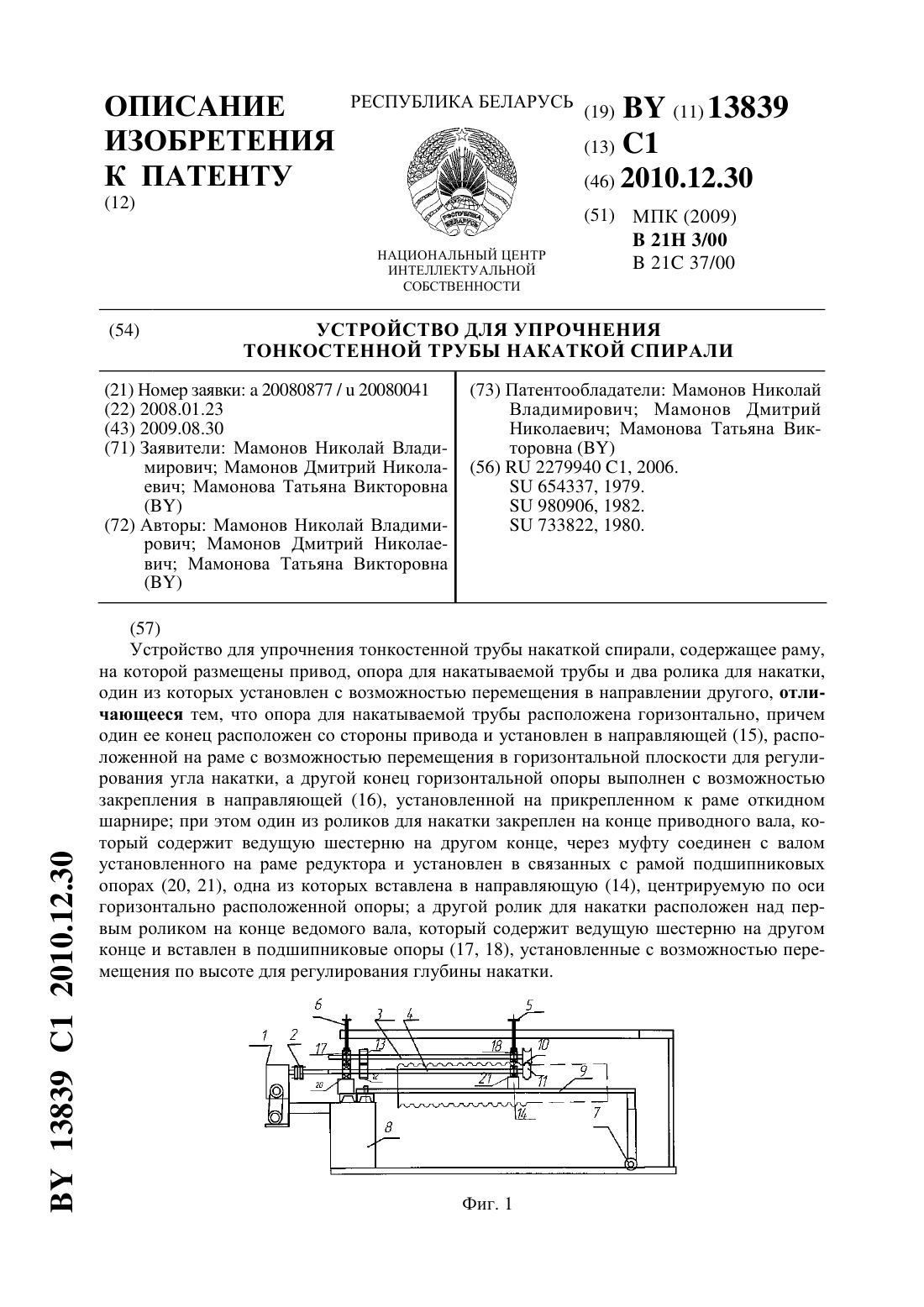
Устройство для упрочнения тонкостенной трубы накаткой спирали
Номер патента: 13839
Опубликовано: 30.12.2010
Авторы: Мамонова Татьяна Викторовна, Мамонов Николай Владимирович, Мамонов Дмитрий Николаевич
МПК: B21H 3/00, B21C 37/00
Метки: устройство, спирали, упрочнения, накаткой, тонкостенной, трубы
Текст:
...спирали, содержащее раму, на которой размещены привод, опора для накатываемой трубы и два ролика для накатки, один из которых установлен с возможностью перемещения в направлении другого. Недостатками устройства являются невозможность увеличить высоту накатки небольшая длина накатываемой поверхности низкое рабочее давление обрабатываемых сред узкий ассортимент выпускаемой продукции. Выполнение поставленной задачи достигается в отличительной...
Инструмент плоской поперечно-клиновой прокатки

Номер патента: U 6814
Опубликовано: 30.12.2010
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: плоской, инструмент, поперечно-клиновой, прокатки
Текст:
...выполнены коническими с расширением к рабочей поверхности вставок, причем конусность отверстий выполнена от нуля до 110. На фиг. 1 показана схема соединения вставки с обоймой в предлагаемом инструменте плоской поперечно-клиновой прокатки. На фиг. 2 показана схема соединения вставки с обоймой в предлагаемом инструменте, где отверстия во вставках выполнены коническими 2 68142010.12.30 с расширением к рабочей поверхности вставок. На фиг. 3...
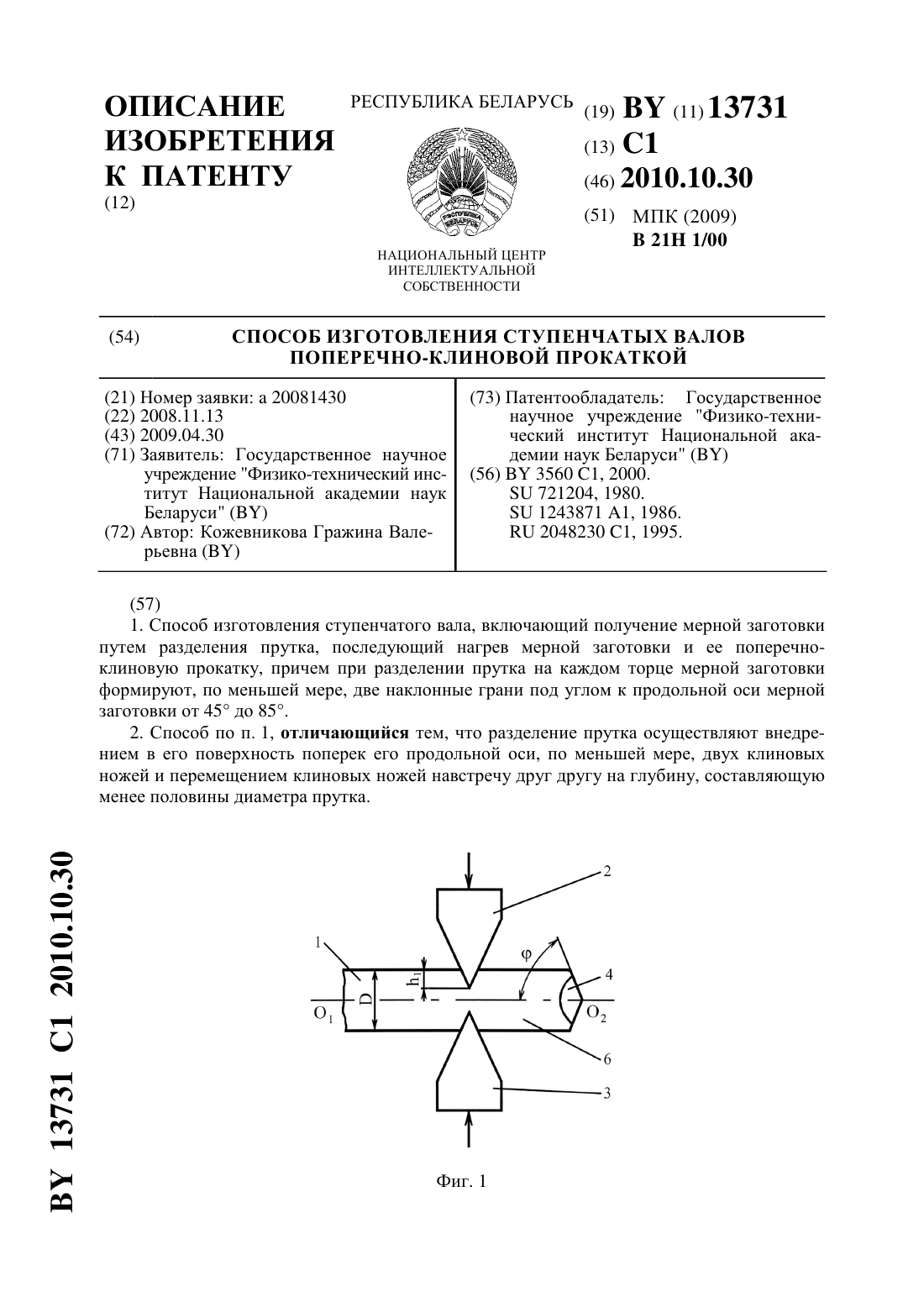
Способ изготовления ступенчатых валов поперечно-клиновой прокаткой
Номер патента: 13731
Опубликовано: 30.10.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокаткой, валов, способ, ступенчатых, изготовления, поперечно-клиновой
Текст:
...клети, как в известном способе 2. Так как не тратится время на обработку мерной заготовки в дополнительной рабочей клети 2, снижение температуры заготовки от излучения тепла в окружающую среду также уменьшается. Поскольку заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, а пластичность материала напрямую связана с температурой нагрева,увеличивается ресурс пластичности изготовленных ступенчатых валов....
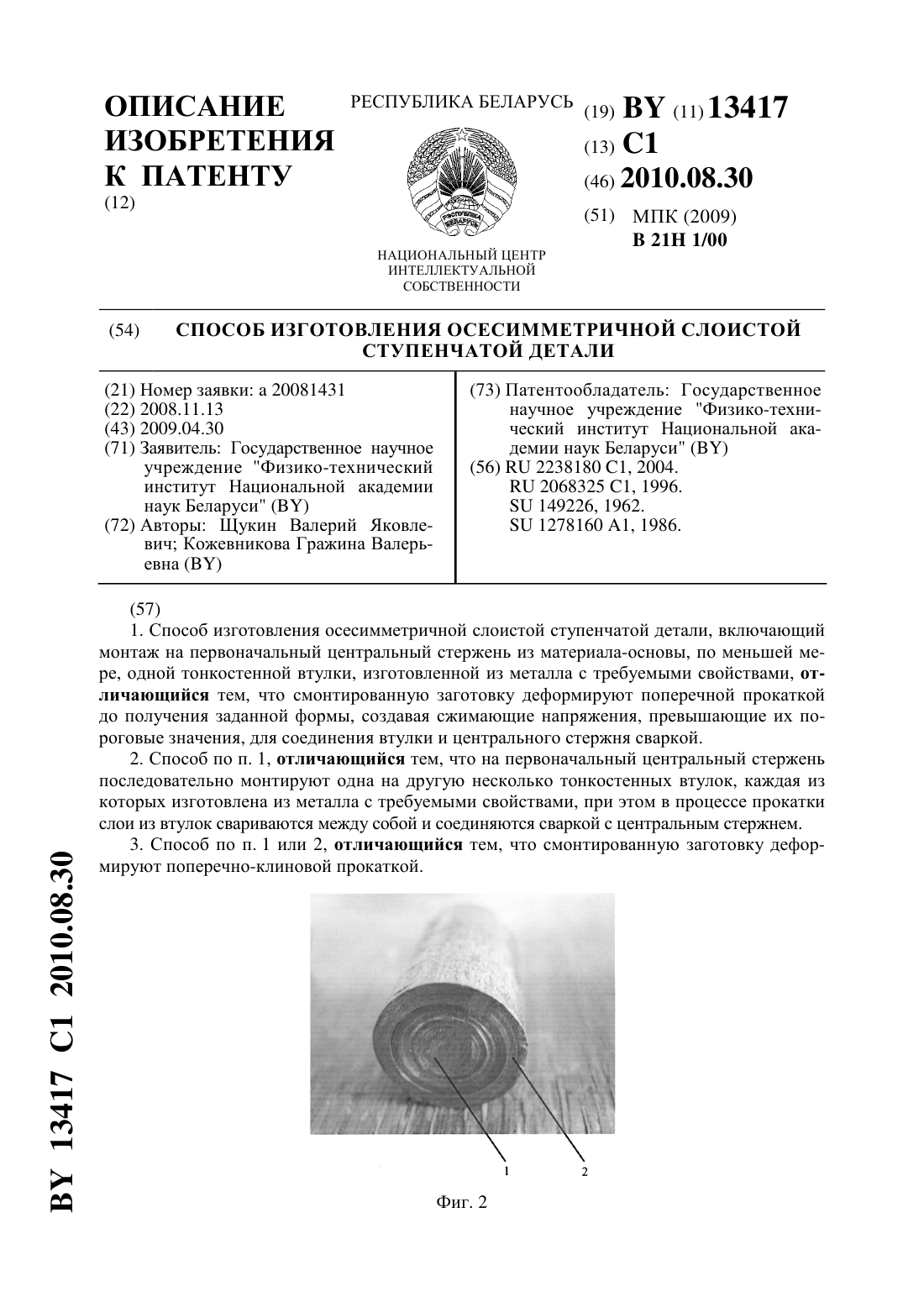
Способ изготовления осесимметричной слоистой ступенчатой детали
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: осесимметричной, изготовления, детали, способ, слоистой, ступенчатой
Текст:
...коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную...
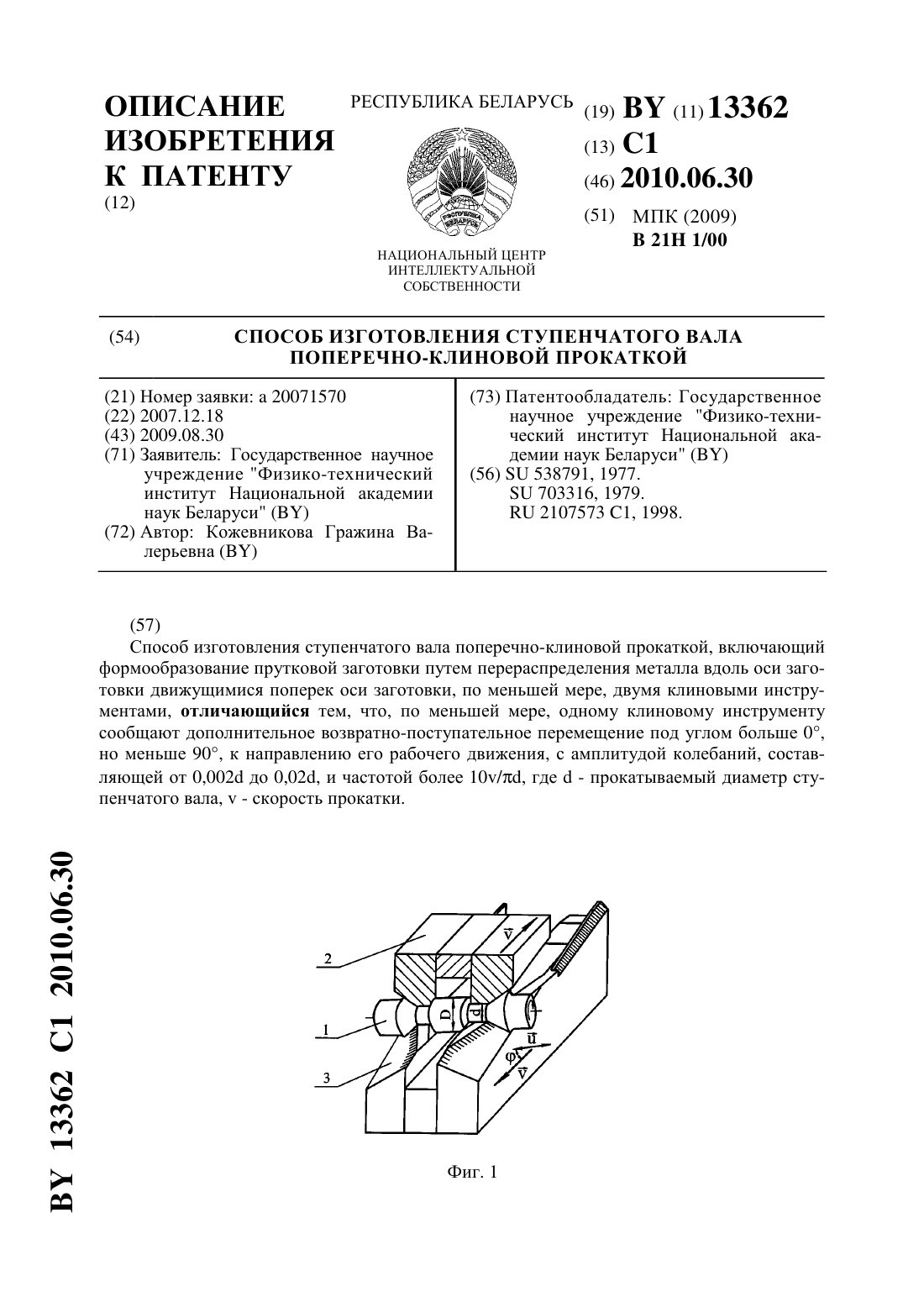
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 13362
Опубликовано: 30.06.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: изготовления, прокаткой, способ, ступенчатого, вала, поперечно-клиновой
Текст:
...движение с преобладанием перемещения по ходу прокатки. При 90 рабочее движениепостоянно и нижний клиновой инструмент совершает колебательные движе 2 13362 1 2010.06.30 ния перпендикулярно направлению прокатки. В диапазоне 090 имеют место оба выше перечисленных перемещений нижнего клинового инструмента 3. Наложение колебательного движенияпод углом 090 к направлению его рабочего движенияна один из клиновых инструментов обеспечивает...
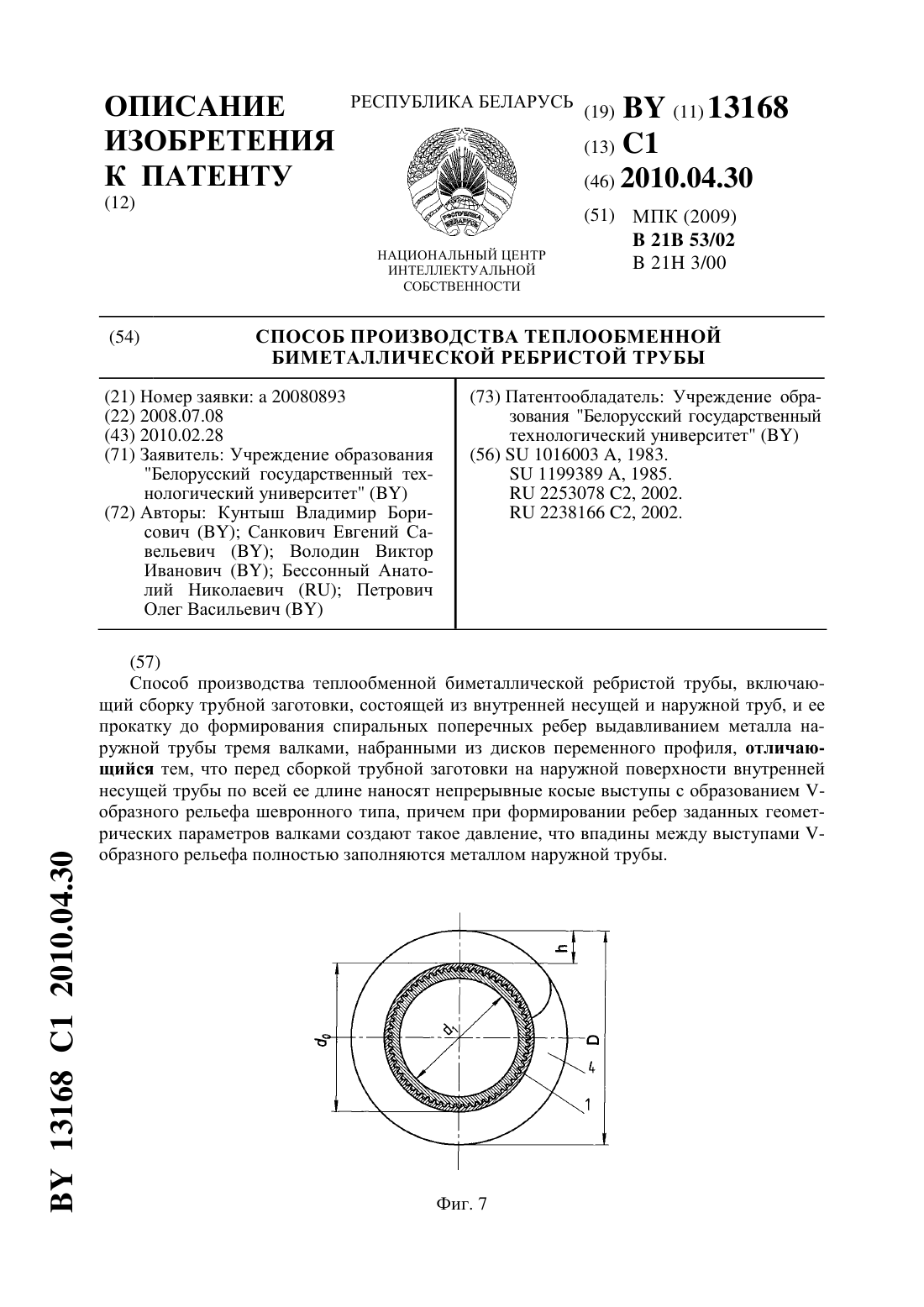
Способ производства теплообменной биметаллической ребристой трубы
Номер патента: 13168
Опубликовано: 30.04.2010
Авторы: Бессонный Анатолий Николаевич, Санкович Евгений Савельевич, Володин Виктор Иванович, Кунтыш Владимир Борисович, Петрович Олег Васильевич
МПК: B21H 3/00, B21B 53/02
Метки: способ, теплообменной, трубы, биметаллической, ребристой, производства
Текст:
...выдавливанием металла наружной трубы тремя валками, набранными из дисков переменного профиля, отличается тем, что перед сборкой трубной заготовки на наружной поверхности внутренней несущей трубы по всей ее длине наносят непрерывные косые выступы с образованием -образного рельефа шевронного типа, причем при формировании ребер заданных геометрических параметров валками создают такое давление,что впадины между выступами -образного рельефа...
Штамп гибочный
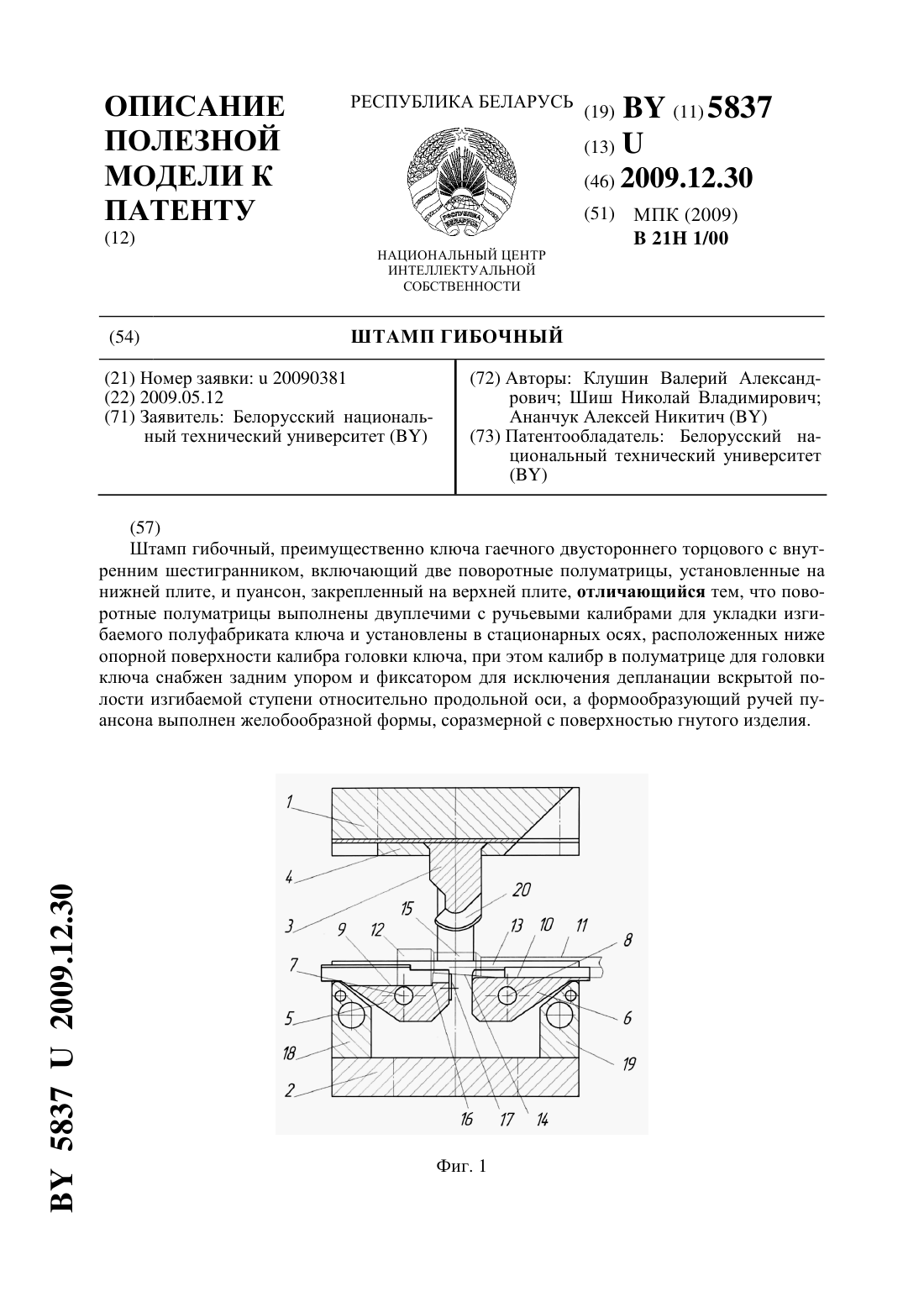
Номер патента: U 5837
Опубликовано: 30.12.2009
Авторы: Клушин Валерий Александрович, Шиш Николай Владимирович, Ананчук Алексей Никитич
МПК: B21H 1/00
Текст:
...поверхность ключа в зоне гибки имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Сущность полезной модели поясняется чертежами, где фиг. 1 общий вид штампа, исходное положение фиг. 2 вид штампа в процессе изгиба ключа торцового фиг. 3 полуфабрикат ключа торцового (изгибаемого изделия) фиг. 4 ключ...
Устройство для прокатки рессор переменного профиля
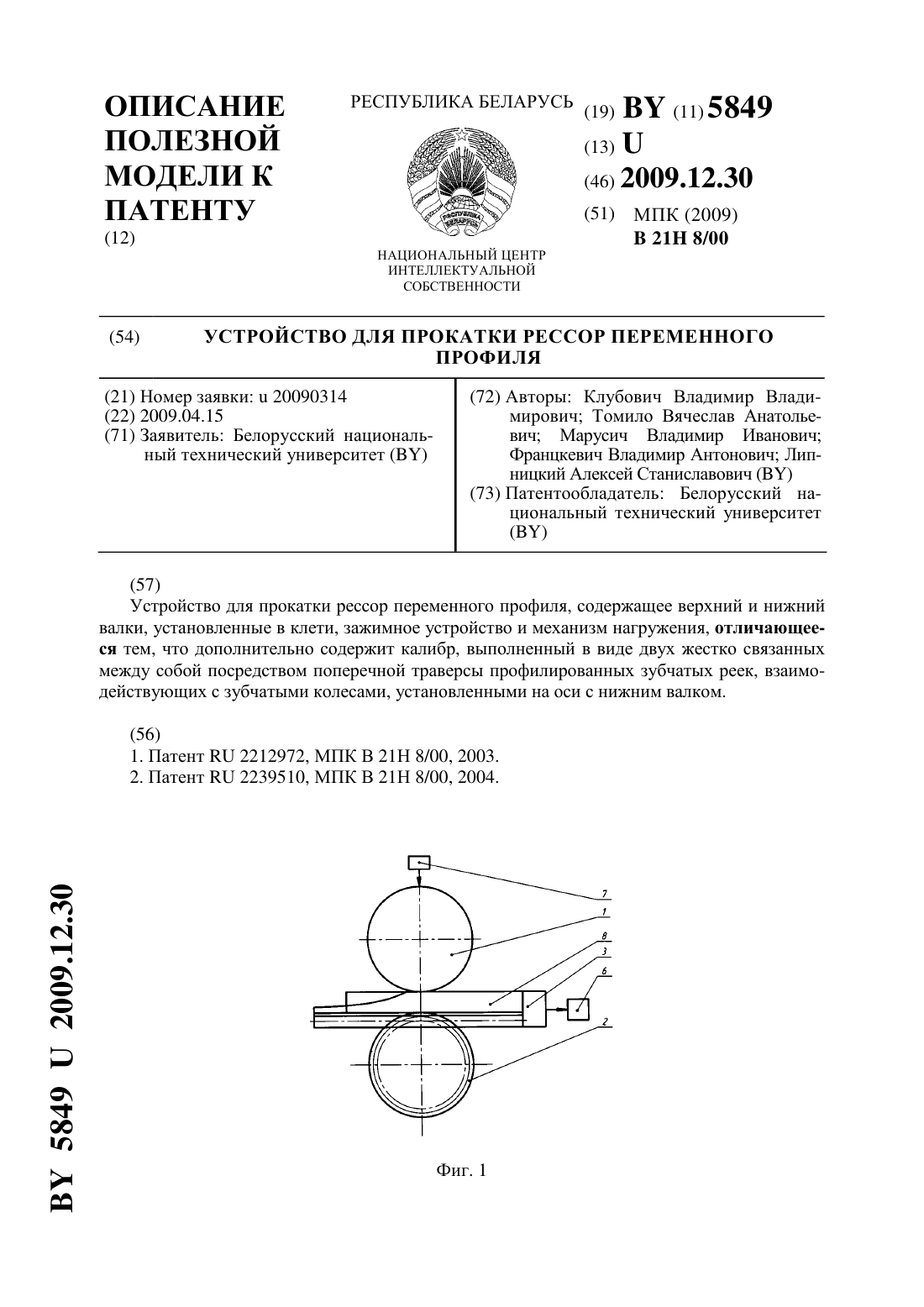
Номер патента: U 5849
Опубликовано: 30.12.2009
Авторы: Клубович Владимир Владимирович, Липницкий Алексей Станиславович, Марусич Владимир Иванович, Томило Вячеслав Анатольевич, Францкевич Владимир Антонович
МПК: B21H 8/00
Метки: прокатки, устройство, профиля, рессор, переменного
Текст:
...рессорных полос, вскрывая микротрещины, являющиеся концентраторами напряжений, уменьшающими долговечность рессорных полос. Задачей предложенной полезной модели является стабилизация процесса прокатки и повышение качества готовых изделий. Поставленная задача решается за счет того, что устройство для прокатки рессор переменного профиля, содержащее верхний и нижний валки, установленные в клети, зажимное устройство, механизм нагружения, и...
Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12414
Опубликовано: 30.10.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, прокаткой, типа, ступенчатого, способ, изделия, изготовления, поперечно-клиновой
Текст:
...приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой...
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
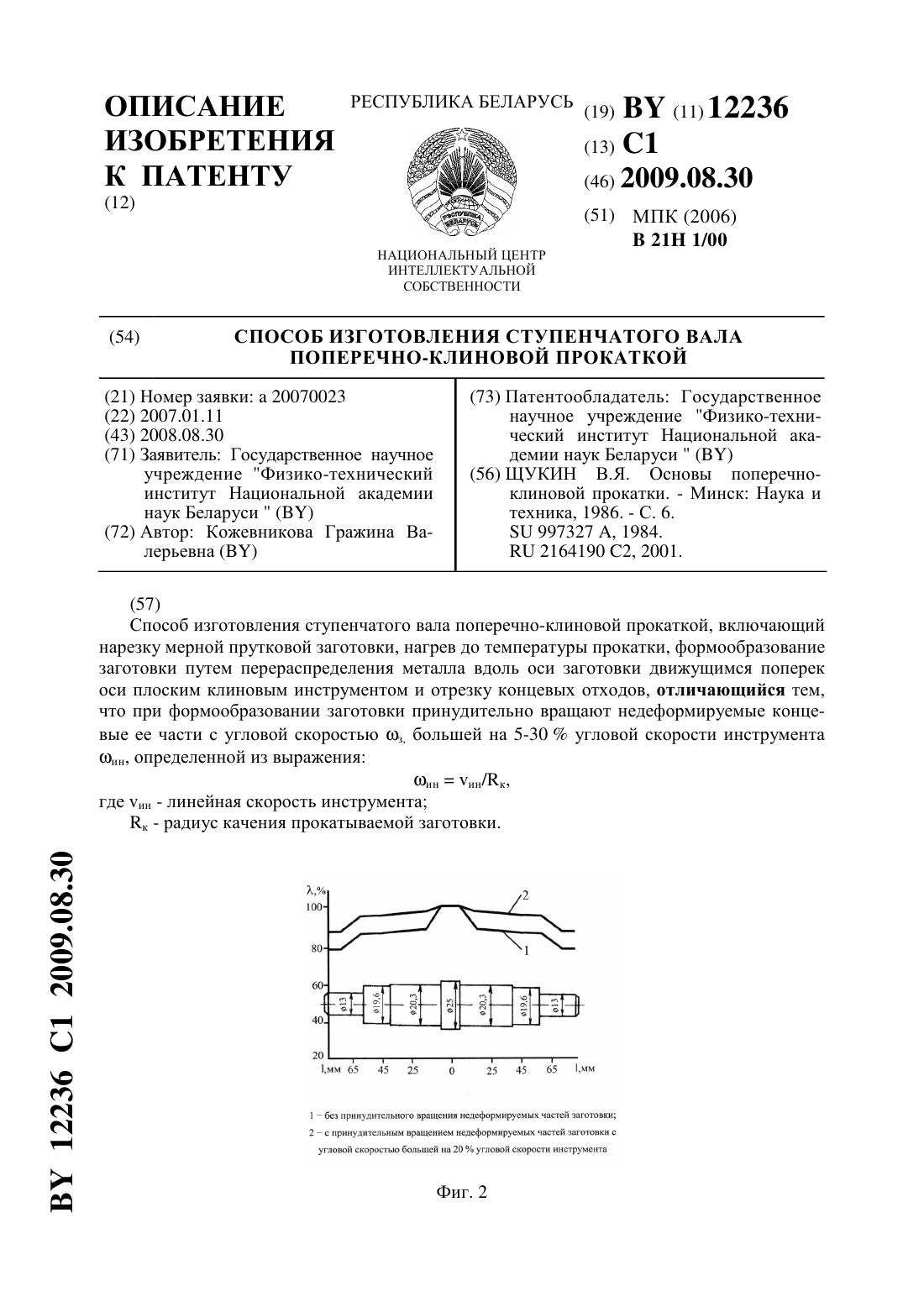
Номер патента: 12236
Опубликовано: 30.08.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: ступенчатого, прокаткой, поперечно-клиновой, способ, вала, изготовления
Текст:
...изобретения поясняется фигурами, где на фиг. 1 показано распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформаций при поперечной прокатке со степенью обжатия 1,10, на фиг. 2 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 - без принудительного вращения недеформируемых частей заготовки и с принудительным вращением недеформируемых...
Устройство для изготовления полос с переменным по длине профилем
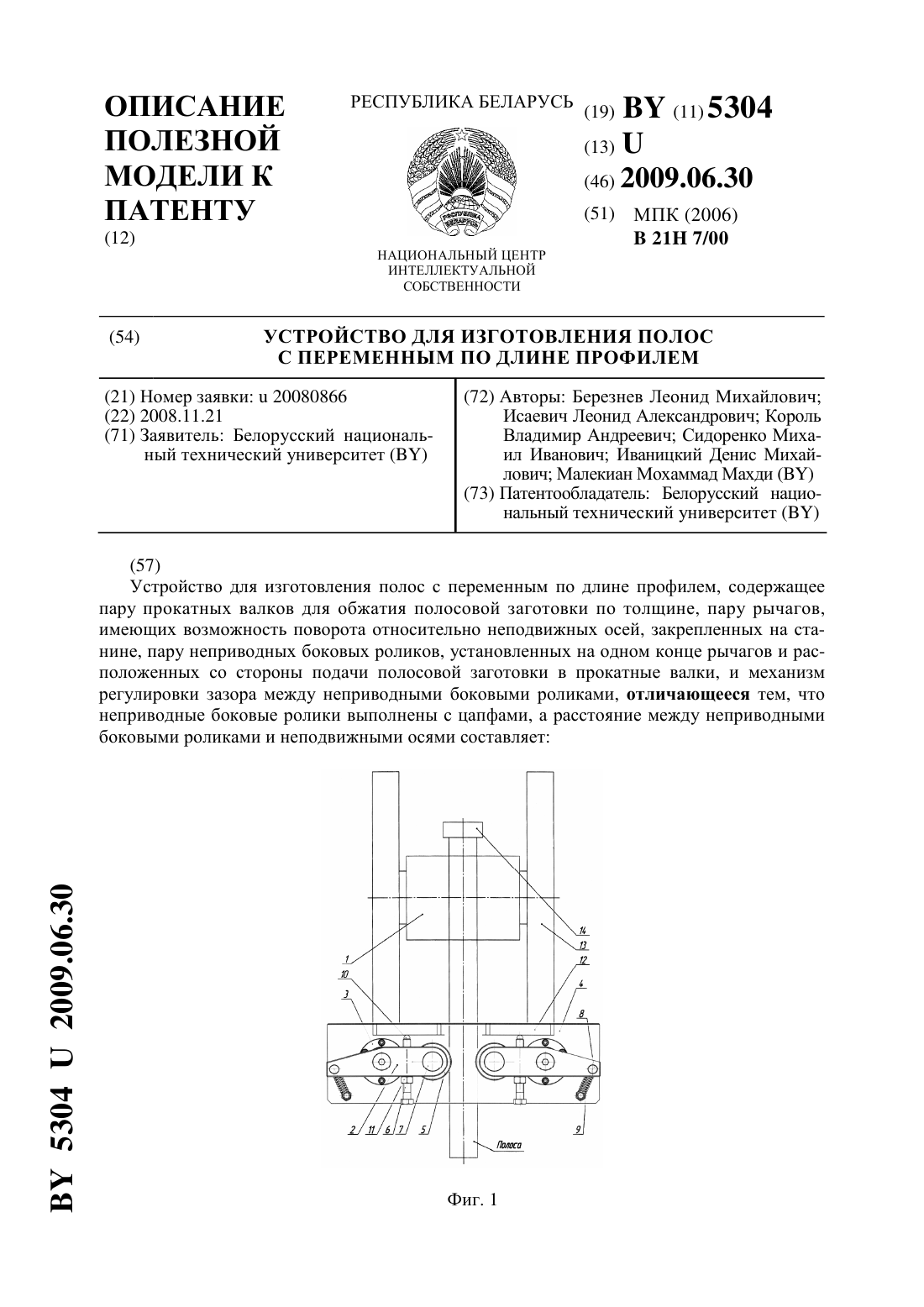
Номер патента: U 5304
Опубликовано: 30.06.2009
Авторы: Иваницкий Денис Михайлович, Исаевич Леонид Александрович, Березнев Леонид Михайлович, Малекиан Мохаммад Махди, Сидоренко Михаил Иванович, Король Владимир Андреевич
МПК: B21H 7/00
Метки: изготовления, переменным, устройство, длине, профилем, полос
Текст:
...полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов. Сущность полезной модели поясняется чертежами, где изображена конструктивная схема устройства для изготовления полос с переменным по длине профилем фиг. 1 - вид сверху фиг. 2 - фронтальный вид фиг. 3 - схема определения условия самозаклинивания...
Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
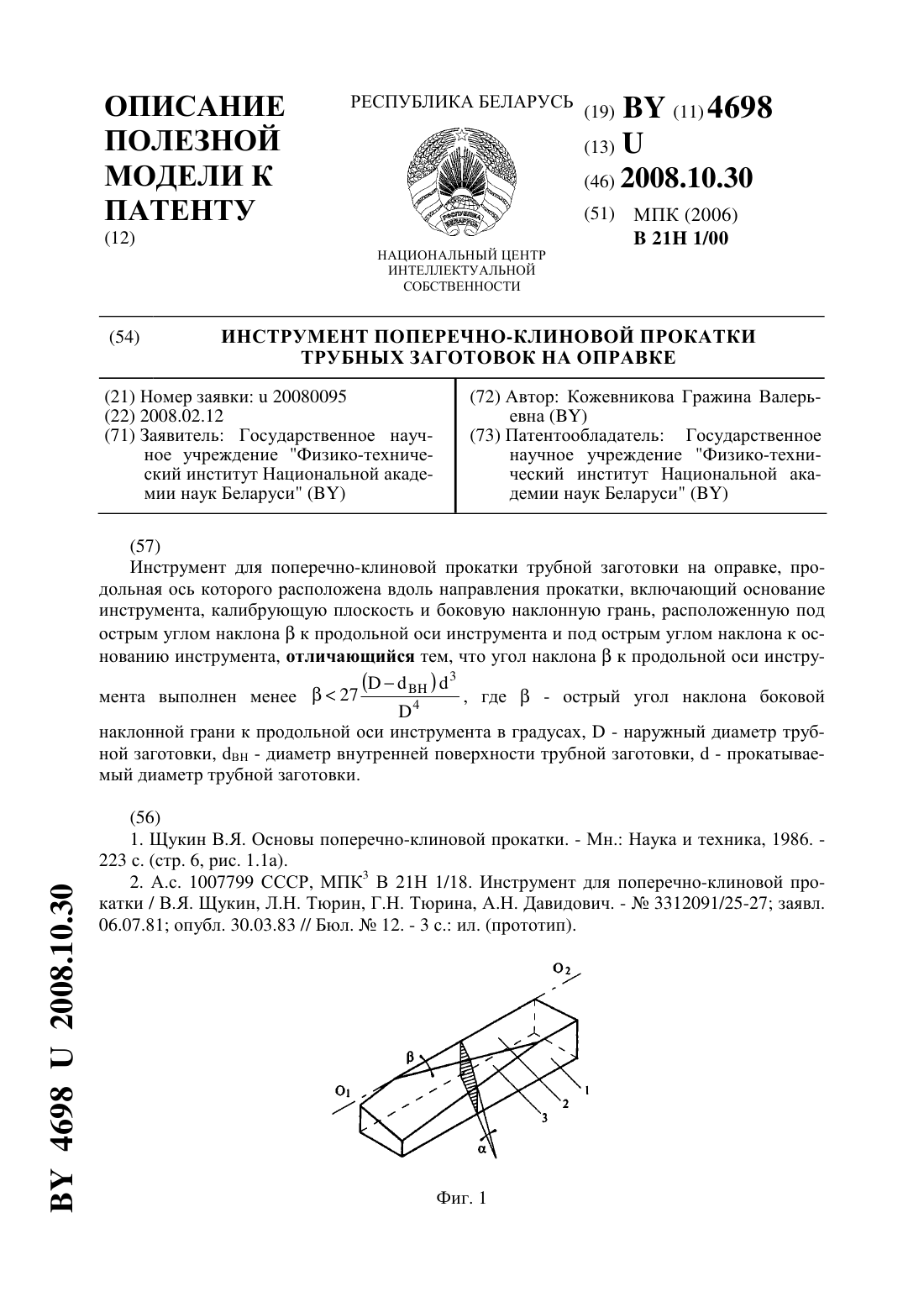
Номер патента: U 4698
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: инструмент, трубных, прокатки, заготовок, оправке, поперечно-клиновой
Текст:
...обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак...
Инструмент поперечно-клиновой прокатки
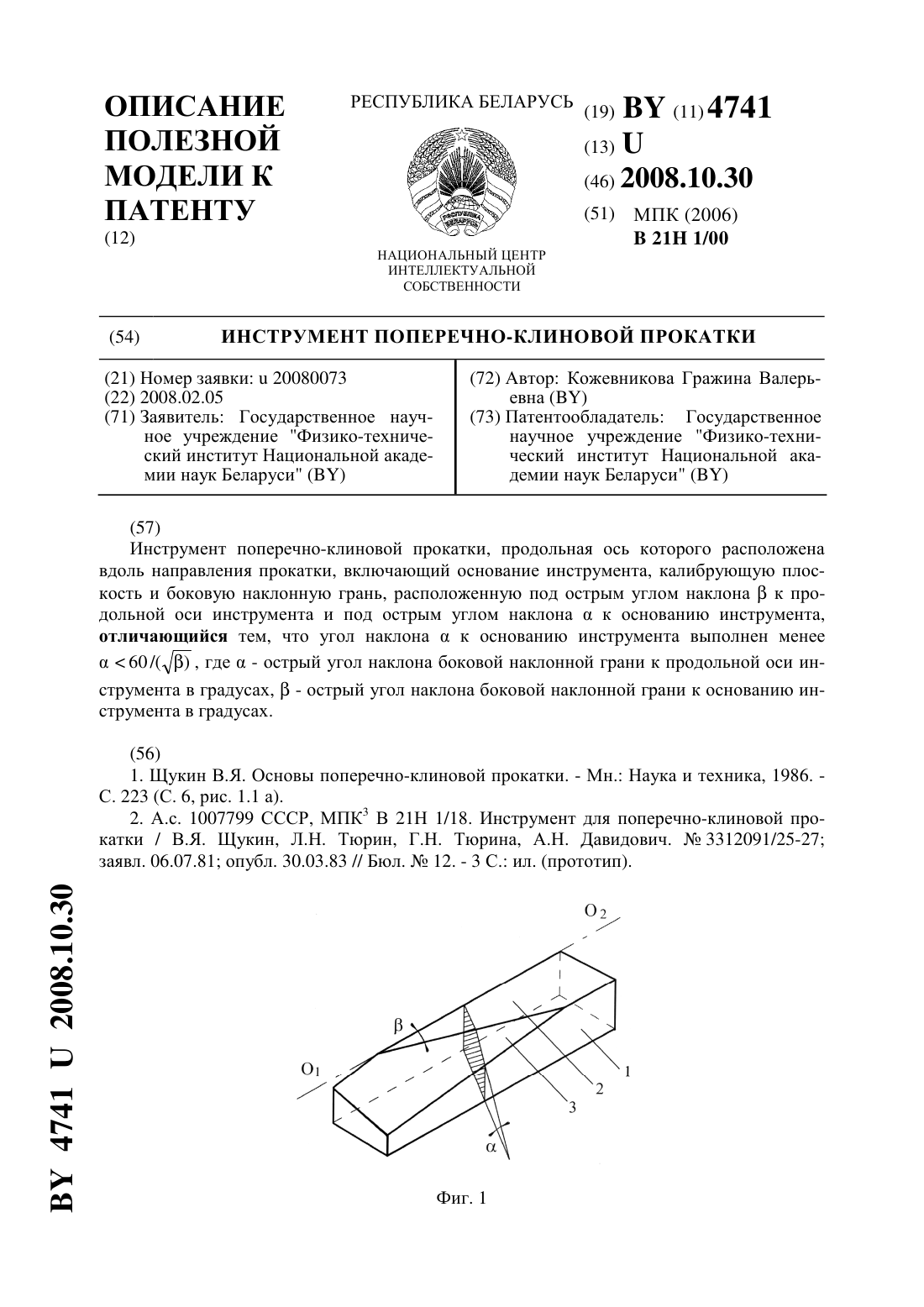
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: инструмент, поперечно-клиновой, прокатки
Текст:
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
Стан поперечно-клиновой прокатки нагретых заготовок
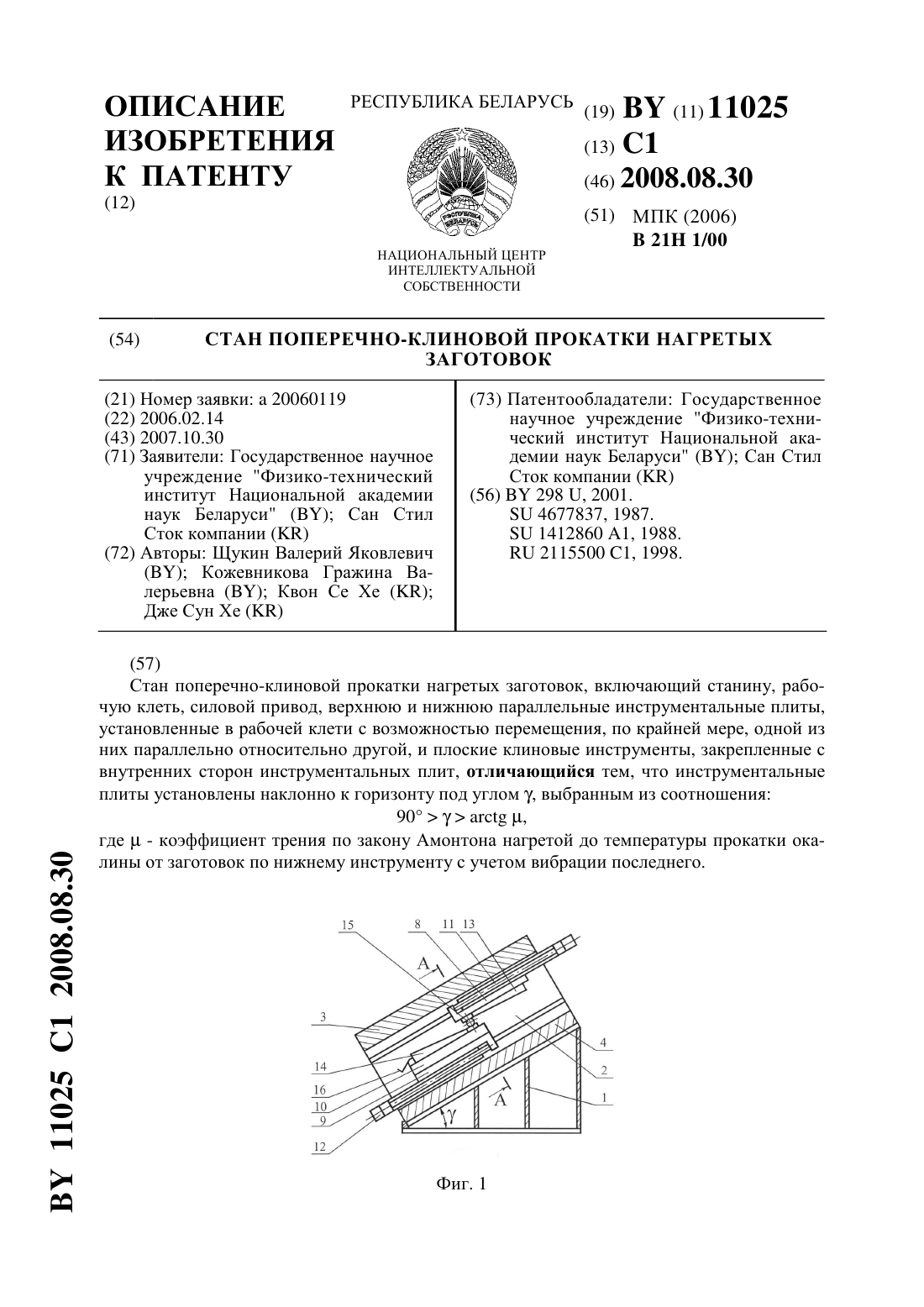
Номер патента: 11025
Опубликовано: 30.08.2008
Авторы: Дже Сун Хе, Кожевникова Гражина Валерьевна, Квон Се Хе, Щукин Валерий Яковлевич
МПК: B21H 1/00
Метки: прокатки, поперечно-клиновой, нагретых, заготовок, стан
Текст:
...действием силы тяжести окалина гарантированно удаляется из рабочей зоны и устраняется необходимость дополнительной остановки стана для удаления заготовки. Это позволяет повысить производительность процесса и качество прокатанных заготовок. На фиг. 1 показан общий вид стана на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки нагретых заготовок состоит из станины 1, на которой смонтирована закрытая прокатная клеть 2. Клеть 2...
Стан поперечно-клиновой прокатки нагретых заготовок

Номер патента: U 4577
Опубликовано: 30.08.2008
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: нагретых, заготовок, прокатки, стан, поперечно-клиновой
Текст:
...поверхностями плит и оснащение стана механизмом сжатия плит приводит к тому, что жесткость стана определяет не растяжение станины, а сжатие указанных подшипников, которые многократно меньше в размерах, чем станина и, следовательно, приблизительно во столько же раз их жесткость больше. Это увеличивает жесткость стана, что позволяет повысить точность диаметральных размеров. На фигуре показан общий вид стана. Стан поперечно-клиновой прокатки...
Стан поперечно-клиновой прокатки с плоским инструментом

Номер патента: U 4213
Опубликовано: 28.02.2008
Авторы: Кожевникова Гражина Валерьевна, Дже Сун Хе, Квон Се Хе, Суша Николай Викентьевич
МПК: B21H 1/00
Метки: инструментом, поперечно-клиновой, прокатки, плоским, стан
Текст:
...- 11,5. Поэтому угол наклона клиновой пары не должен быть более 11,5, в противном случае распорные усилия будут передаваться на механизм привода реек и тем самым снижать жесткость стана. При угле наклона клиновой пары менее 1,2 уклон составит 150, что исключит эффект расширения диапазона регулировки расстояния между клиновыми инструментами. На фиг. 1 показан стан поперечно-клиновой прокатки с плоским инструментом с механизмом регулировки...
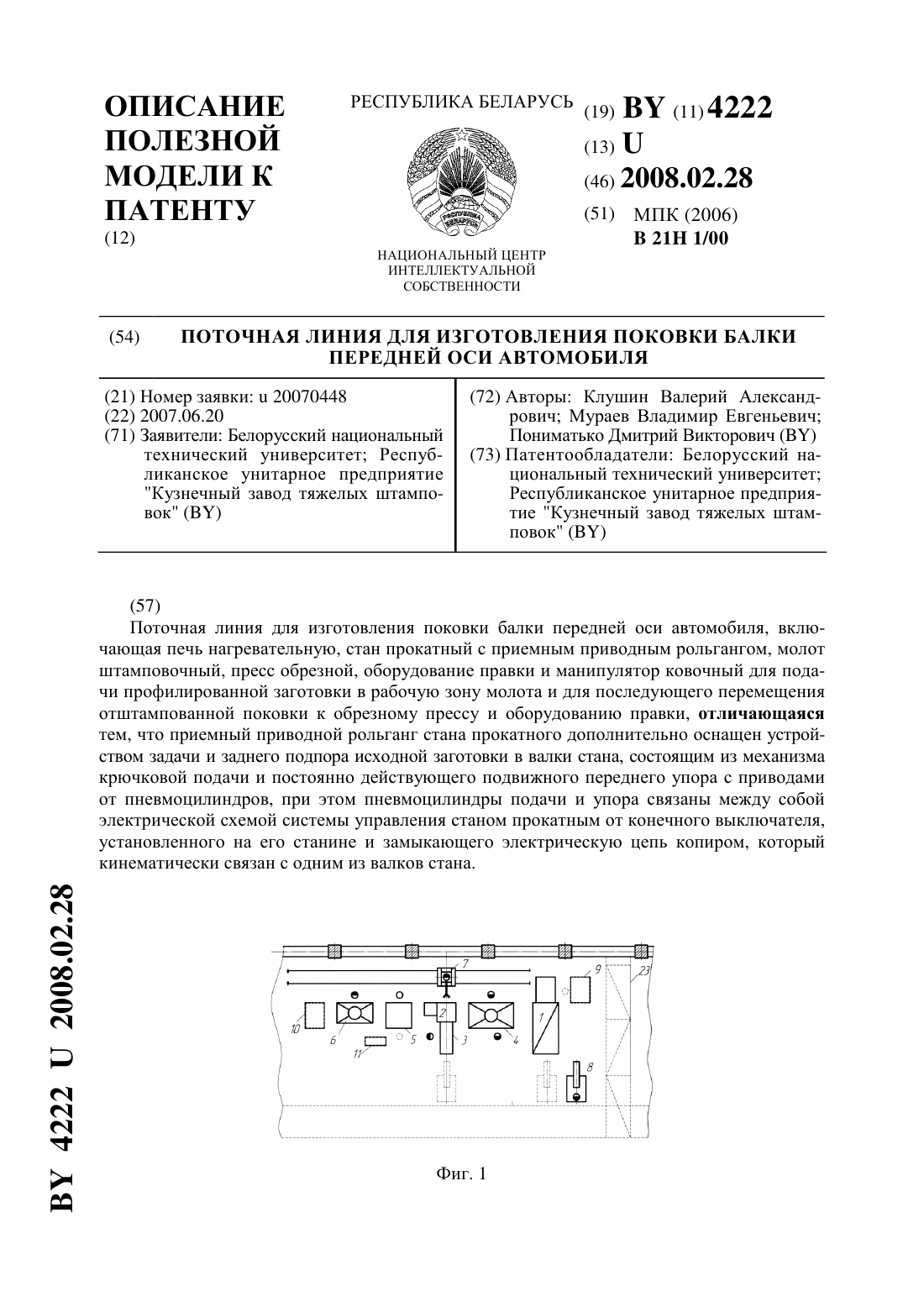
Поточная линия для изготовления поковки балки передней оси автомобиля
Номер патента: U 4222
Опубликовано: 28.02.2008
Авторы: Пониматько Дмитрий Викторович, Мураев Владимир Евгеньевич, Клушин Валерий Александрович
МПК: B21H 1/00
Метки: передней, изготовления, линия, автомобиля, поковки, поточная, оси, балки
Текст:
...полезной модели поясняется иллюстрациями. На фиг. 1 показана планировка поточной линии на фиг. 2 - схема стана прокатного с приемным рольгангом и устройством задачи на фиг. 3 - профилированная заготовка и на фиг. 4 - поковка балки передней оси автомобиля. Поточная линия для изготовления поковки балки передней оси автомобиля (фиг. 1) включает печь нагревательную 1, стан прокатный 2 с приемным приводным рольгангом 3,молот штамповочный 4, пресс...