Штамп для изготовления ступенчатой осесимметричной поковки
Номер патента: U 8585
Опубликовано: 30.10.2012
Авторы: Липницкий Алексей Станиславович, Ананчук Алексей Никитич, Клубович Владимир Владимирович, Клушин Валерий Александрович
Текст
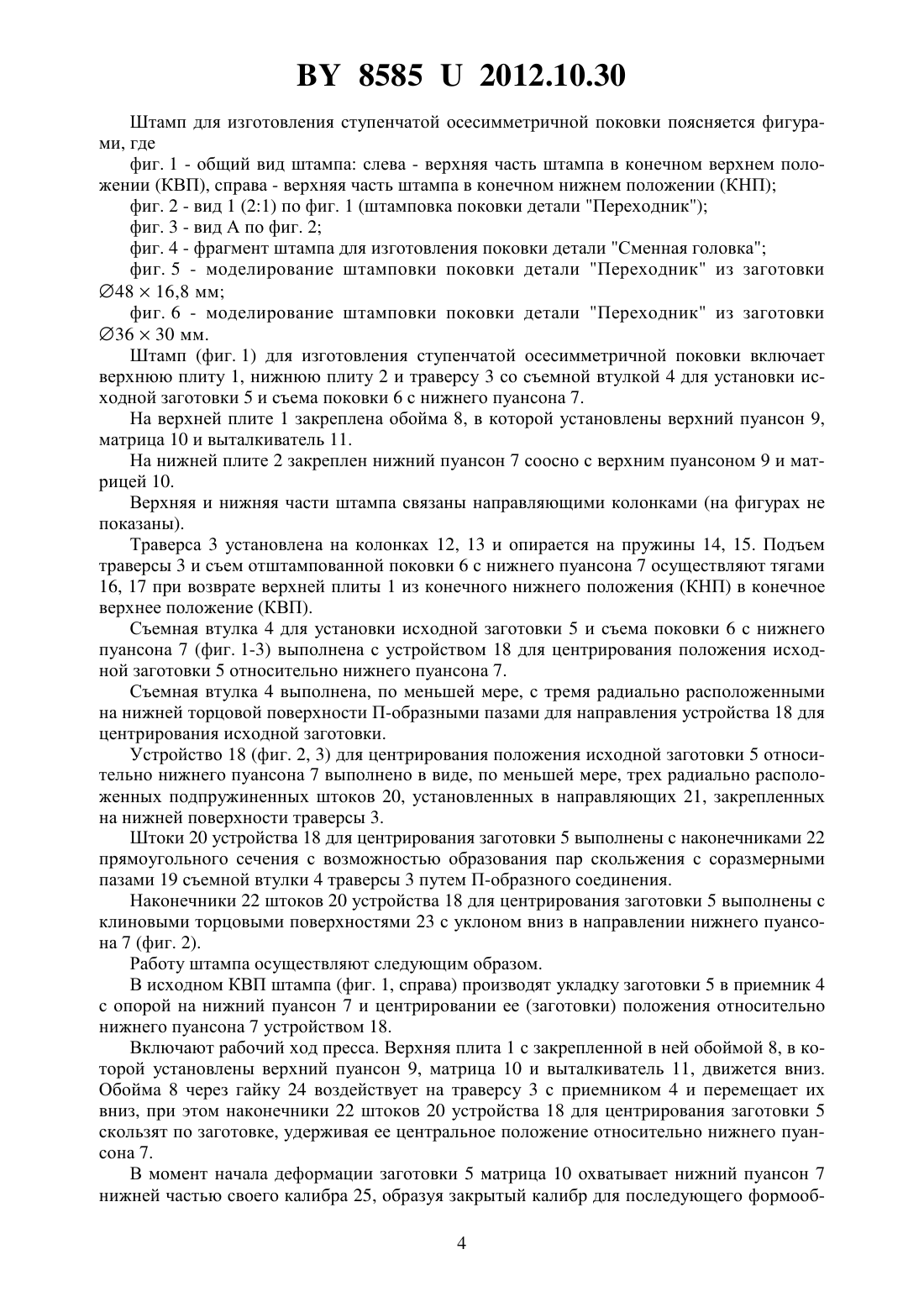
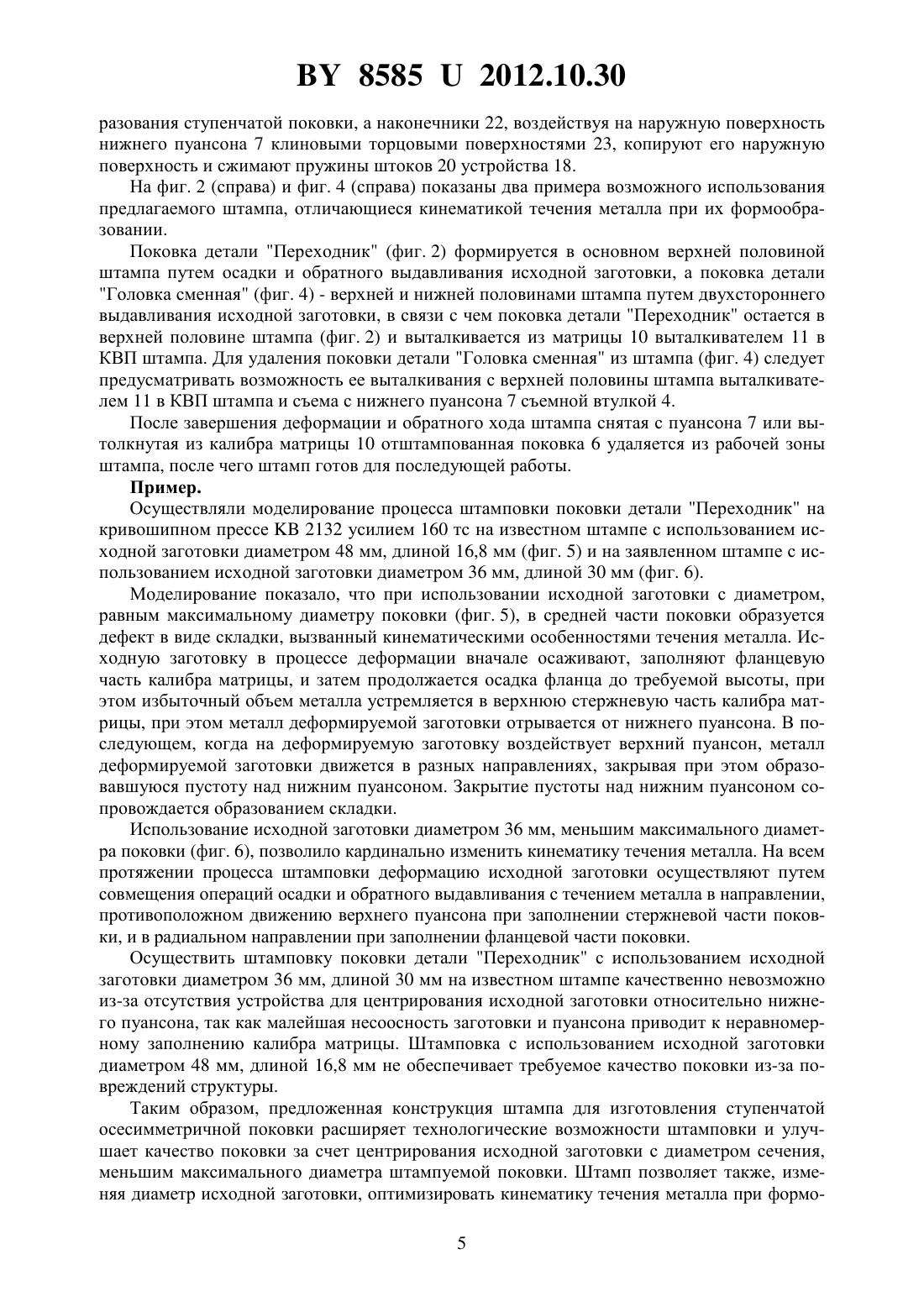
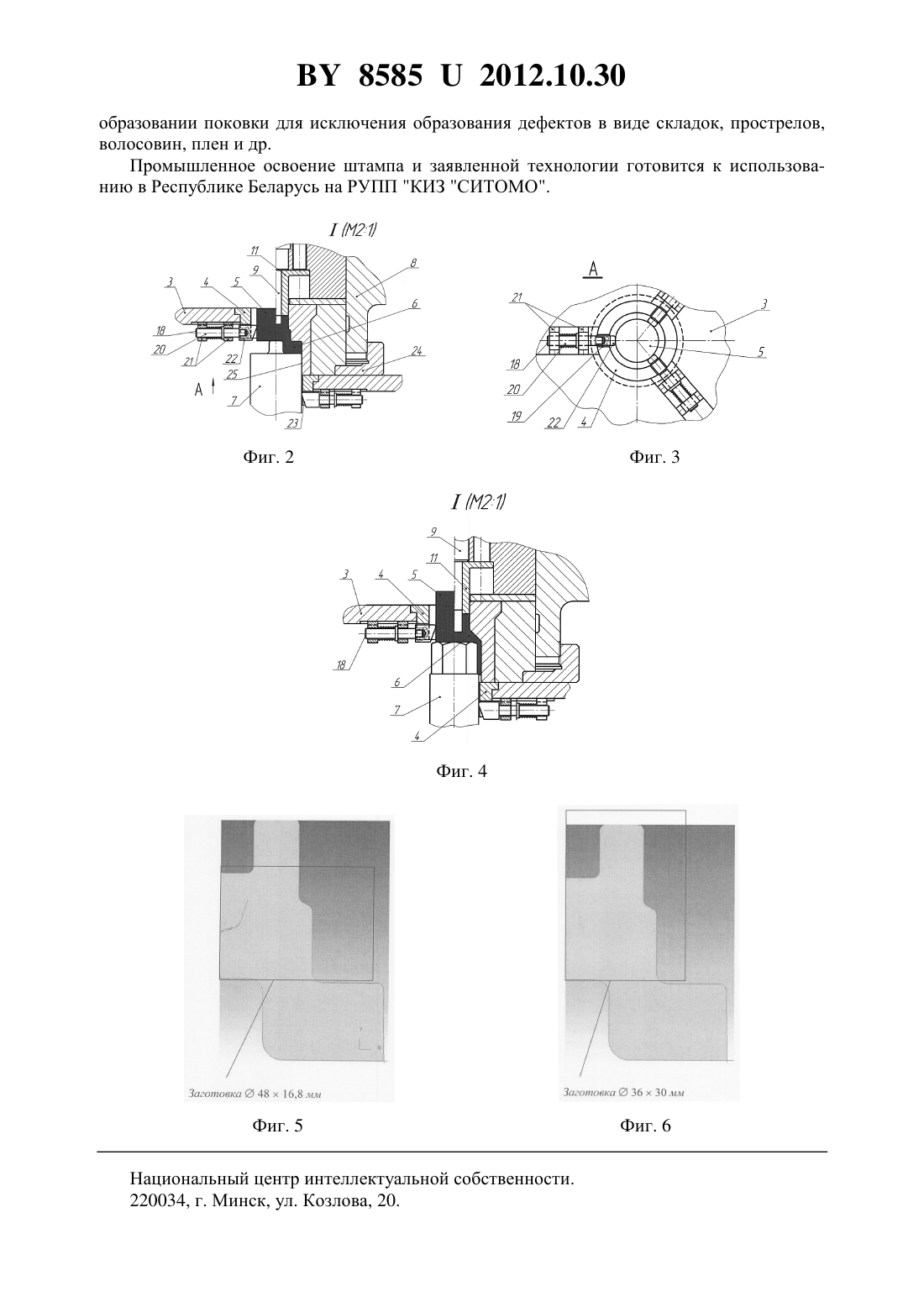
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТОЙ ОСЕСИММЕТРИЧНОЙ ПОКОВКИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клубович Владимир Владимирович Клушин Валерий Александрович Липницкий Алексей Станиславович Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Штамп для изготовления ступенчатой осесимметричной поковки, включающий верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон,матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном,установленным соосно с верхним пуансоном и матрицей, и траверсу со съемной втулкой,охватывающей нижний пуансон, для установки исходной заготовки и съема поковки с нижнего пуансона, отличающийся тем, что на траверсе дополнительно установлено устройство для центрирования положения исходной заготовки относительно нижнего пуансона, а съемная втулка траверсы выполнена, по меньшей мере, с тремя радиально расположенными на нижней торцовой поверхности П-образными пазами для направления устройства для центрирования исходной заготовки. 85852012.10.30 2. Штамп по п. 1, отличающийся тем, что устройство для центрирования положения исходной заготовки относительно нижнего пуансона выполнено в виде, по меньшей мере,трех радиально расположенных подпружиненных штоков, установленных в направляющих, закрепленных на нижней поверхности траверсы. 3. Штамп по п. 2, отличающийся тем, что штоки устройства для центрирования заготовки выполнены с наконечниками прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами съемной втулки траверсы путем П-образного соединения. 4. Штамп по п. 3, отличающийся тем, что наконечники штоков устройства для центрирования заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона.(56) 1. Девятов В.В. Малоотходная технология обработки материалов давлением Учеб. пособие для машиностроительных техникумов. - М. Машиностроение, 1986. - С. 104,рис. 63. 2. Рудович А.О., Клушин В.А. и др. Ресурсосберегающие технологии на КИЗ СИТОМО / Под общ. ред. академика НАН Беларуси А.В.Степаненко // Прогрессивные технологии обработки металлов давлением материалы Международной научно-технической конференции, посвященной 100-летию со дня рождения академика АН БССР В.П.Северденко. В 2 ч. - Минск УП Экопереспектива, 2004. - Ч. 2 - С. 153-160. 3. Ковка и штамповка Справочник. В 4-х т. / Ред. Совет Е.И.Семенов (пред.) и др. М. Машиностроение, 1987. - Т. 3. Холодная объемная штамповка / Под ред. Г.А.Навроцкого, 1987. - С. 194, рис. 66. Полезная модель относится к обработке металлов давлением и может быть использована для пластического полугорячего формообразования ступенчатых осесимметричных поковок выдавливанием. Известны штампы 1, 2 для полугорячего выдавливания поковки, включающие верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном,установленным соосно с верхним пуансоном и матрицей, и траверсу со съемной втулкой,охватывающей нижний пуансон, для установки исходной заготовки и съема поковки с нижнего пуансона. Штамп 1 используют для полугорячего прямого выдавливания пустотелых цилиндрических поковок, а штамп 2 - для сменных головок торцовых ключей комбинированным выдавливанием, при котором металл исходной заготовки течет одновременно в двух противоположных направлениях. Недостаток известных конструкций штампов заключается в том, что они имеют ограниченные технологические возможности, вызванные тем, что предполагают использование исходной заготовки диаметром, равным максимальному диаметру штампуемой поковки. Однако известно, что размеры деформируемой заготовки в некоторых случаях существенно влияют на пластичность, сопротивление деформации, качество получаемой поковки. Уменьшение диаметра исходной заготовки при использовании известных штампов не обеспечивает ее центрирование относительно инструмента, что в свою очередь не гарантирует требуемое качество поковки из-за неравномерного распределения объемов металла штампуемой заготовки относительно калибра матрицы. В качестве прототипа выбран штамп 3 для изготовления ступенчатой осесимметричной поковки, включающий верхнюю плиту с закрепленной в ней обоймой, в которой 2 85852012.10.30 установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу со съемной втулкой, охватывающей нижний пуансон, для установки исходной заготовки и съема поковки с нижнего пуансона. Указанный штамп используют для полугорячего прямого выдавливания первого перехода штамповки поковки толкателя тракторного двигателя, и с соответствующей доработкой матрицы он может быть использован для изготовления ступенчатой осесимметричной поковки, например поковки детали Переходник, используемой в дизельном двигателе для установки датчика давления. Недостаток известной конструкции штампа, так же как и известных штампов 1, 2,заключается в том, что он имеет ограниченные технологические возможности, вызванные невозможностью использования исходных заготовок диаметром сечения, меньшим значения максимального диаметра штампуемой поковки. В общем случае 3, увеличение диаметра сечения исходной заготовки приводит к увеличению неравномерности распределения по сечению и числу различных видов повреждений структуры и к ухудшению качества поверхности и поверхностного слоя. Таким образом, известный штамп не обеспечивает высокого качества штамповки из-за его ограниченных технологических возможностей, заключающихся в невозможности центрирования исходной заготовки диаметром сечения, меньшим максимального диаметра штампуемой поковки относительно нижнего пуансона. В основу полезной модели положена задача повышения качества изготовления ступенчатой осесимметричной поковки за счет создания конструкции штампа, в котором исходную заготовку с диаметром сечения, меньшим максимального диаметра штампуемой поковки, устанавливают в съемную втулку траверсы на нижний пуансон и центрируют ее положение относительно нижнего инструмента. Поставленная задача достигается тем, что в штампе для изготовления ступенчатой осесимметричной поковки, включающем верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу со съемной втулкой, охватывающей нижний пуансон, для установки исходной заготовки и съема поковки с нижнего пуансона, согласно полезной модели, на траверсе дополнительно установлено устройство для центрирования положения исходной заготовки относительно нижнего пуансона, а съемная втулка траверсы выполнена, по меньшей мере, с тремя радиально расположенными на нижней торцовой поверхности П-образными пазами для направления устройства для центрирования исходной заготовки. В штампе устройство для центрирования положения исходной заготовки относительно нижнего пуансона выполнено в виде, по меньшей мере, трех радиально расположенных подпружиненных штоков, установленных в направляющих, закрепленных на нижней поверхности траверсы. В штампе штоки устройства для центрирования заготовки выполнены с наконечниками прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами съемной втулки траверсы путем П-образного соединения. В штампе наконечники штоков устройства для центрирования заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона. Технический результат полезной модели реализован тем, что улучшено качество изготовления ступенчатой осесимметричной поковки. Улучшение качества поковки достигается за счет центрирования исходной заготовки с диаметром сечения, меньшим максимального диаметра штампуемой поковки, что позволяет оптимизировать кинематику течения металла при формообразовании поковки для исключения образования дефектов в виде складок, прострелов, волосовин, плен и др. 3 85852012.10.30 Штамп для изготовления ступенчатой осесимметричной поковки поясняется фигурами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - вид 1 (21) по фиг. 1 (штамповка поковки детали Переходник) фиг. 3 - вид А по фиг. 2 фиг. 4 - фрагмент штампа для изготовления поковки детали Сменная головка фиг. 5 - моделирование штамповки поковки детали Переходник из заготовки 4816,8 мм фиг. 6 - моделирование штамповки поковки детали Переходник из заготовки 3630 мм. Штамп (фиг. 1) для изготовления ступенчатой осесимметричной поковки включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 со съемной втулкой 4 для установки исходной заготовки 5 и съема поковки 6 с нижнего пуансона 7. На верхней плите 1 закреплена обойма 8, в которой установлены верхний пуансон 9,матрица 10 и выталкиватель 11. На нижней плите 2 закреплен нижний пуансон 7 соосно с верхним пуансоном 9 и матрицей 10. Верхняя и нижняя части штампа связаны направляющими колонками (на фигурах не показаны). Траверса 3 установлена на колонках 12, 13 и опирается на пружины 14, 15. Подъем траверсы 3 и съем отштампованной поковки 6 с нижнего пуансона 7 осуществляют тягами 16, 17 при возврате верхней плиты 1 из конечного нижнего положения (КНП) в конечное верхнее положение (КВП). Съемная втулка 4 для установки исходной заготовки 5 и съема поковки 6 с нижнего пуансона 7 (фиг. 1-3) выполнена с устройством 18 для центрирования положения исходной заготовки 5 относительно нижнего пуансона 7. Съемная втулка 4 выполнена, по меньшей мере, с тремя радиально расположенными на нижней торцовой поверхности П-образными пазами для направления устройства 18 для центрирования исходной заготовки. Устройство 18 (фиг. 2, 3) для центрирования положения исходной заготовки 5 относительно нижнего пуансона 7 выполнено в виде, по меньшей мере, трех радиально расположенных подпружиненных штоков 20, установленных в направляющих 21, закрепленных на нижней поверхности траверсы 3. Штоки 20 устройства 18 для центрирования заготовки 5 выполнены с наконечниками 22 прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами 19 съемной втулки 4 траверсы 3 путем П-образного соединения. Наконечники 22 штоков 20 устройства 18 для центрирования заготовки 5 выполнены с клиновыми торцовыми поверхностями 23 с уклоном вниз в направлении нижнего пуансона 7 (фиг. 2). Работу штампа осуществляют следующим образом. В исходном КВП штампа (фиг. 1, справа) производят укладку заготовки 5 в приемник 4 с опорой на нижний пуансон 7 и центрировании ее (заготовки) положения относительно нижнего пуансона 7 устройством 18. Включают рабочий ход пресса. Верхняя плита 1 с закрепленной в ней обоймой 8, в которой установлены верхний пуансон 9, матрица 10 и выталкиватель 11, движется вниз. Обойма 8 через гайку 24 воздействует на траверсу 3 с приемником 4 и перемещает их вниз, при этом наконечники 22 штоков 20 устройства 18 для центрирования заготовки 5 скользят по заготовке, удерживая ее центральное положение относительно нижнего пуансона 7. В момент начала деформации заготовки 5 матрица 10 охватывает нижний пуансон 7 нижней частью своего калибра 25, образуя закрытый калибр для последующего формооб 4 85852012.10.30 разования ступенчатой поковки, а наконечники 22, воздействуя на наружную поверхность нижнего пуансона 7 клиновыми торцовыми поверхностями 23, копируют его наружную поверхность и сжимают пружины штоков 20 устройства 18. На фиг. 2 (справа) и фиг. 4 (справа) показаны два примера возможного использования предлагаемого штампа, отличающиеся кинематикой течения металла при их формообразовании. Поковка детали Переходник (фиг. 2) формируется в основном верхней половиной штампа путем осадки и обратного выдавливания исходной заготовки, а поковка детали Головка сменная (фиг. 4) - верхней и нижней половинами штампа путем двухстороннего выдавливания исходной заготовки, в связи с чем поковка детали Переходник остается в верхней половине штампа (фиг. 2) и выталкивается из матрицы 10 выталкивателем 11 в КВП штампа. Для удаления поковки детали Головка сменная из штампа (фиг. 4) следует предусматривать возможность ее выталкивания с верхней половины штампа выталкивателем 11 в КВП штампа и съема с нижнего пуансона 7 съемной втулкой 4. После завершения деформации и обратного хода штампа снятая с пуансона 7 или вытолкнутая из калибра матрицы 10 отштампованная поковка 6 удаляется из рабочей зоны штампа, после чего штамп готов для последующей работы. Пример. Осуществляли моделирование процесса штамповки поковки детали Переходник на кривошипном прессе 2132 усилием 160 тс на известном штампе с использованием исходной заготовки диаметром 48 мм, длиной 16,8 мм (фиг. 5) и на заявленном штампе с использованием исходной заготовки диаметром 36 мм, длиной 30 мм (фиг. 6). Моделирование показало, что при использовании исходной заготовки с диаметром,равным максимальному диаметру поковки (фиг. 5), в средней части поковки образуется дефект в виде складки, вызванный кинематическими особенностями течения металла. Исходную заготовку в процессе деформации вначале осаживают, заполняют фланцевую часть калибра матрицы, и затем продолжается осадка фланца до требуемой высоты, при этом избыточный объем металла устремляется в верхнюю стержневую часть калибра матрицы, при этом металл деформируемой заготовки отрывается от нижнего пуансона. В последующем, когда на деформируемую заготовку воздействует верхний пуансон, металл деформируемой заготовки движется в разных направлениях, закрывая при этом образовавшуюся пустоту над нижним пуансоном. Закрытие пустоты над нижним пуансоном сопровождается образованием складки. Использование исходной заготовки диаметром 36 мм, меньшим максимального диаметра поковки (фиг. 6), позволило кардинально изменить кинематику течения металла. На всем протяжении процесса штамповки деформацию исходной заготовки осуществляют путем совмещения операций осадки и обратного выдавливания с течением металла в направлении,противоположном движению верхнего пуансона при заполнении стержневой части поковки, и в радиальном направлении при заполнении фланцевой части поковки. Осуществить штамповку поковки детали Переходник с использованием исходной заготовки диаметром 36 мм, длиной 30 мм на известном штампе качественно невозможно из-за отсутствия устройства для центрирования исходной заготовки относительно нижнего пуансона, так как малейшая несоосность заготовки и пуансона приводит к неравномерному заполнению калибра матрицы. Штамповка с использованием исходной заготовки диаметром 48 мм, длиной 16,8 мм не обеспечивает требуемое качество поковки из-за повреждений структуры. Таким образом, предложенная конструкция штампа для изготовления ступенчатой осесимметричной поковки расширяет технологические возможности штамповки и улучшает качество поковки за счет центрирования исходной заготовки с диаметром сечения,меньшим максимального диаметра штампуемой поковки. Штамп позволяет также, изменяя диаметр исходной заготовки, оптимизировать кинематику течения металла при формо 5 85852012.10.30 образовании поковки для исключения образования дефектов в виде складок, прострелов,волосовин, плен и др. Промышленное освоение штампа и заявленной технологии готовится к использованию в Республике Беларусь на РУПП КИЗ СИТОМО. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21H 1/00
Метки: ступенчатой, штамп, поковки, изготовления, осесимметричной
Код ссылки
<a href="https://by.patents.su/6-u8585-shtamp-dlya-izgotovleniya-stupenchatojj-osesimmetrichnojj-pokovki.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления ступенчатой осесимметричной поковки</a>
Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью

Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Липницкий Алексей Станиславович, Клушин Валерий Александрович, Ананчук Алексей Никитич, Демидович Александр Васильевич
МПК: B21H 1/00
Метки: ступенчатой, изготовления, поковки, штамп, глухой, фланцевой, полостью
Текст:
...формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена...
Штамп последовательного действия для изготовления стопорных колец
Номер патента: U 3833
Опубликовано: 30.08.2007
Автор: Лебедевич Владимир Иосифович
МПК: B26F 1/00
Метки: последовательного, штамп, действия, изготовления, стопорных, колец
Текст:
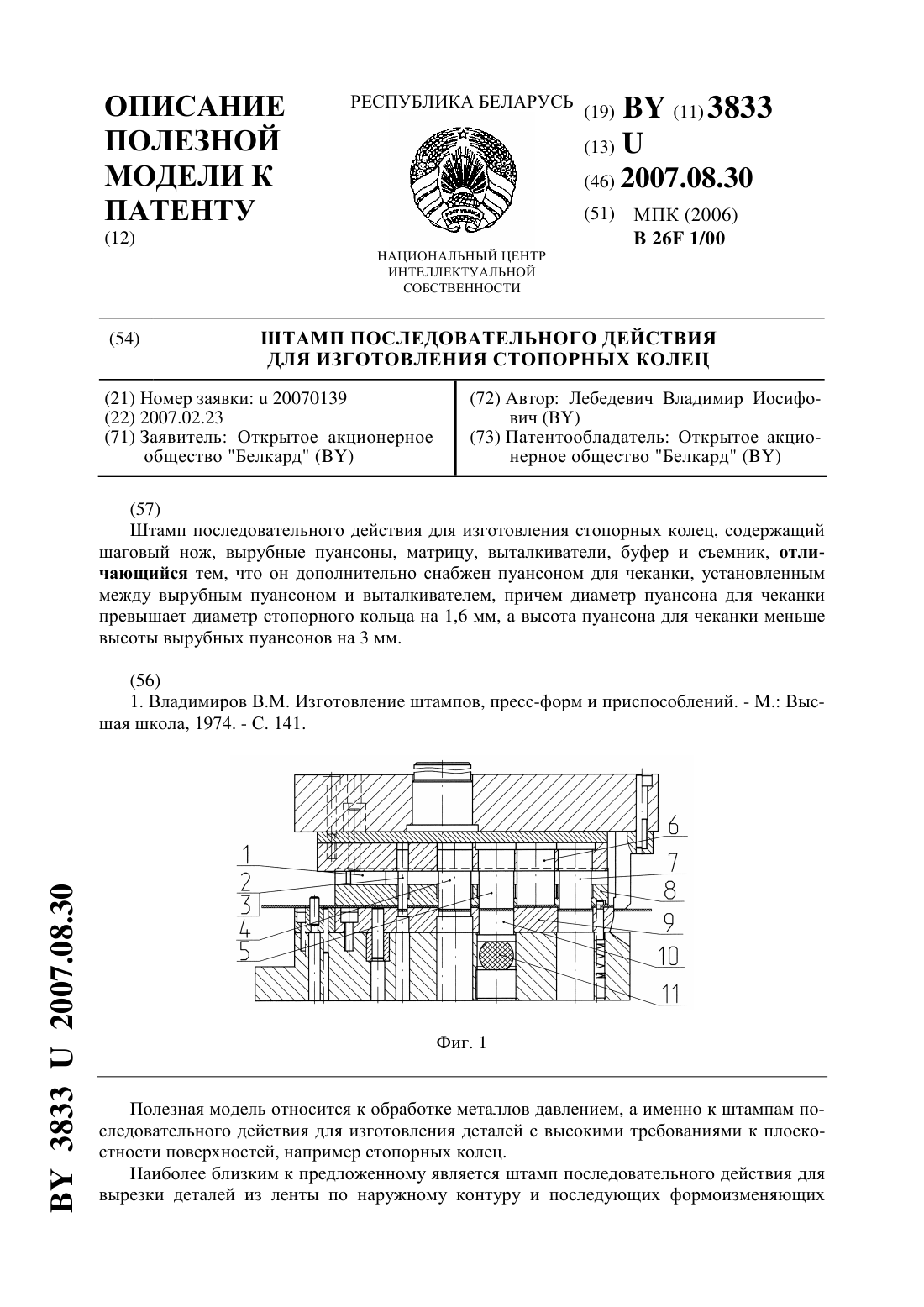
...и съемник, дополнительно снабжен пуансоном для чеканки, установленным между вырубным пуансоном и выталкивателем, причем диаметр пуансона для чеканки превышает диаметр стопорного кольца на 1,6 мм, а высота пуансона для чеканки меньше высоты вырубных пуансонов на 3 мм. Существенность отличий полезной модели заключается в том, что штамп снабжен пуансоном для чеканки, установленным между вырубным пуансоном и выталкивателем, с диаметром,...
Способ изготовления осесимметричной слоистой ступенчатой детали
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: ступенчатой, слоистой, способ, осесимметричной, изготовления, детали
Текст:
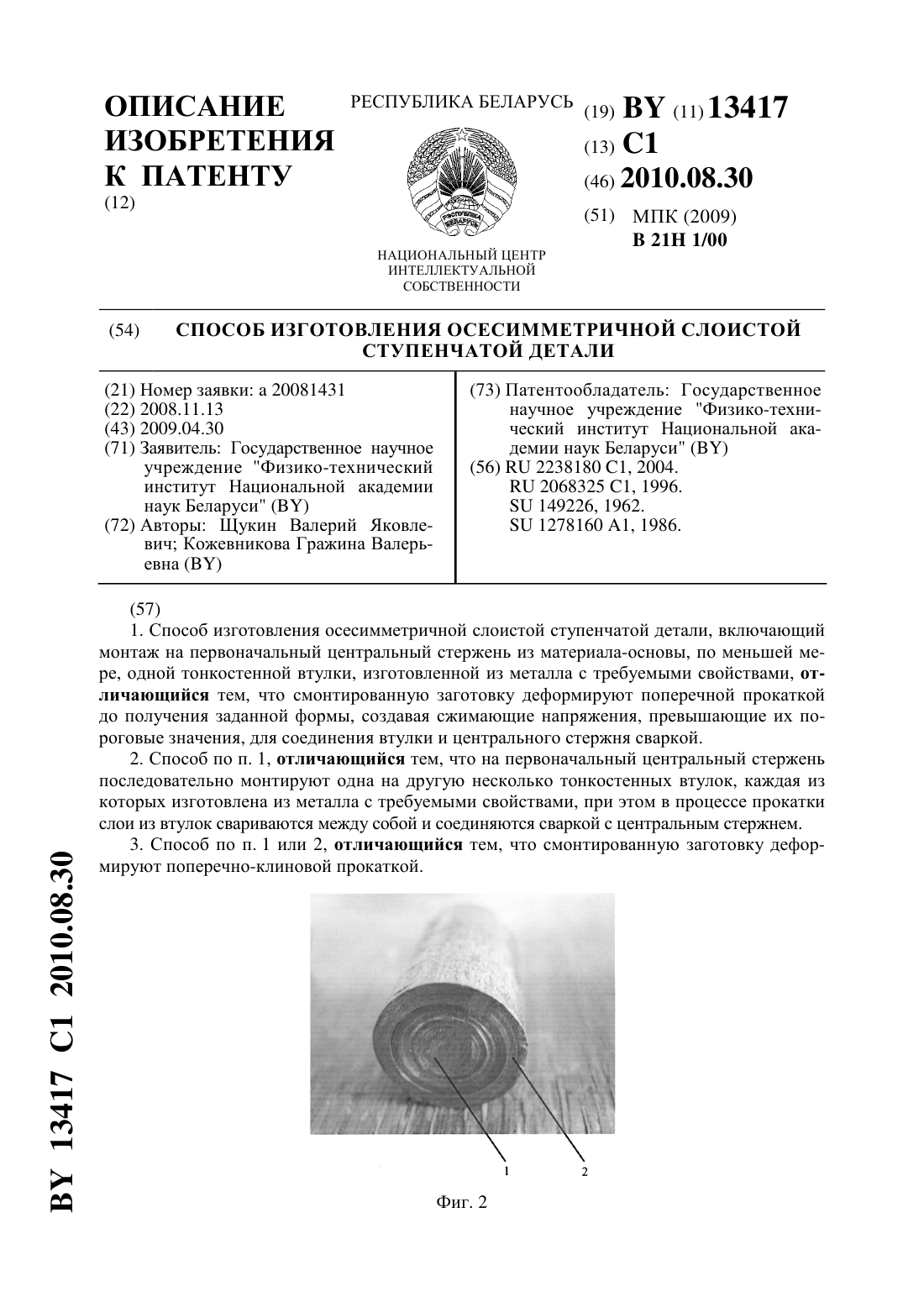
...коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную...
Штамп для пробивки отверстия в донной части полых заготовок

Номер патента: U 4691
Опубликовано: 30.10.2008
Автор: Лебедевич Владимир Иосифович
МПК: B21D 28/24
Метки: пробивки, донной, части, заготовок, полых, отверстия, штамп
Текст:
...штампа и упрощение его ремонта. Поставленная задача решается за счет того, что штамп для пробивки отверстия в донной части полых заготовок содержит верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту, матрицу с фиксатором, при этом между пуансонодержателем и съемником установлено компенсационное кольцо с возможностью его свободного перемещения по пуансону вдоль его оси, а высота рабочей части съемника меньше общей высоты...
Штамп для изготовления поковок шатуна
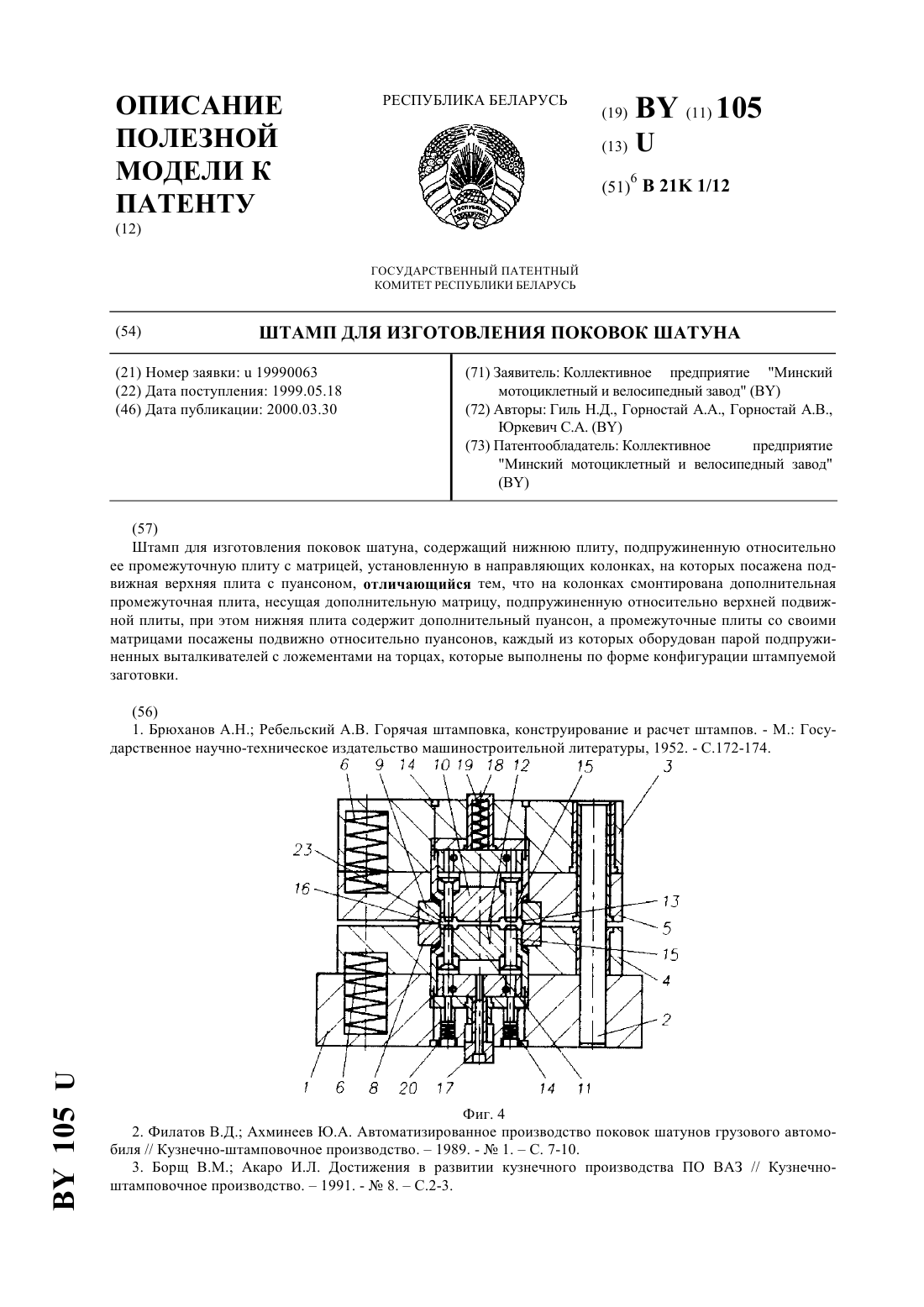
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Юркевич Сергей Альбертович, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: штамп, поковок, изготовления, шатуна
Текст:
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Предыдущий патент: Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью
Следующий патент: Виброударный инструмент с ультразвуковым возбуждением
Случайный патент: Резцовая державка