Способ изготовления осесимметричной слоистой ступенчатой детали
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Кожевникова Гражина Валерьевна, Щукин Валерий Яковлевич
Текст
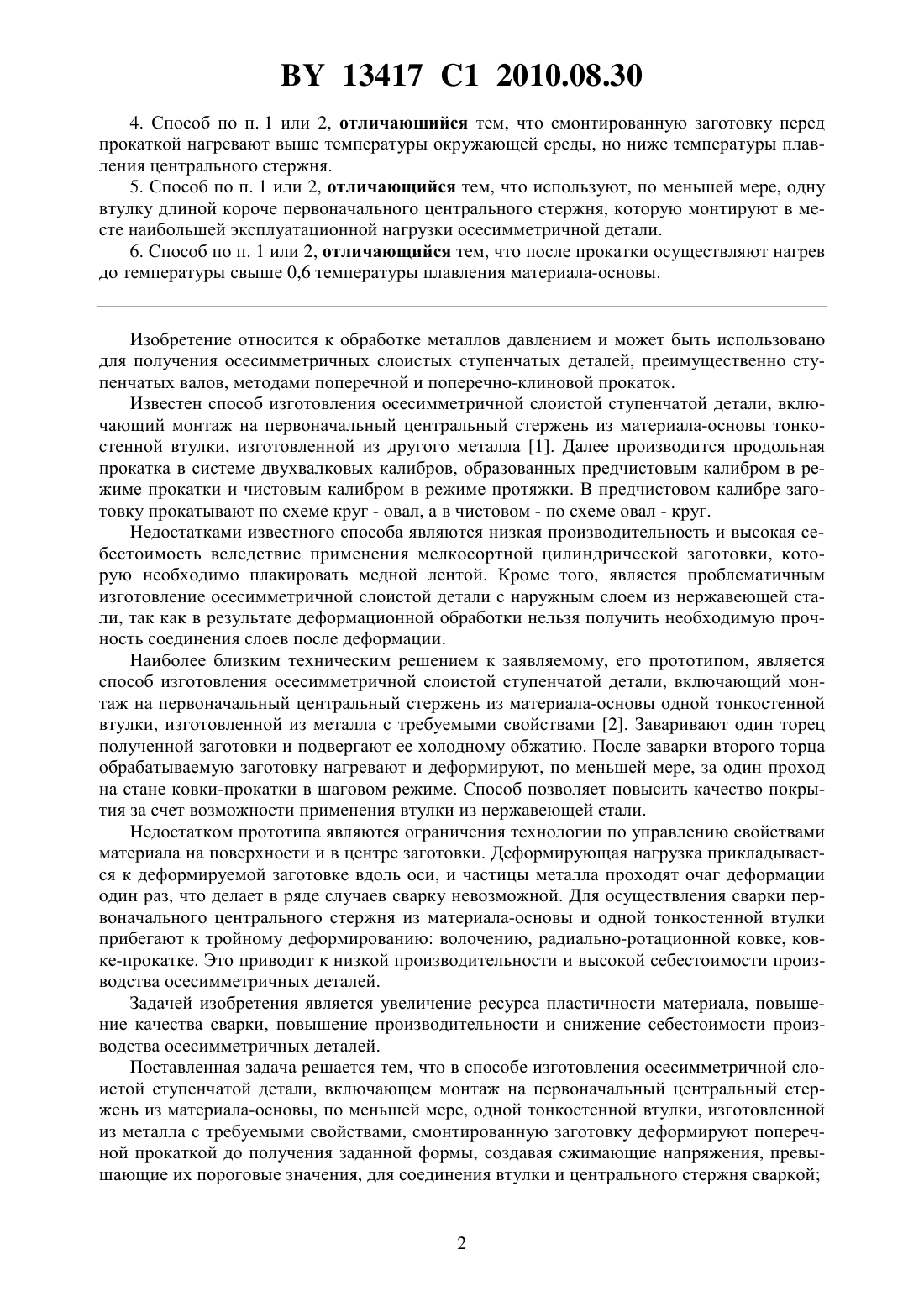
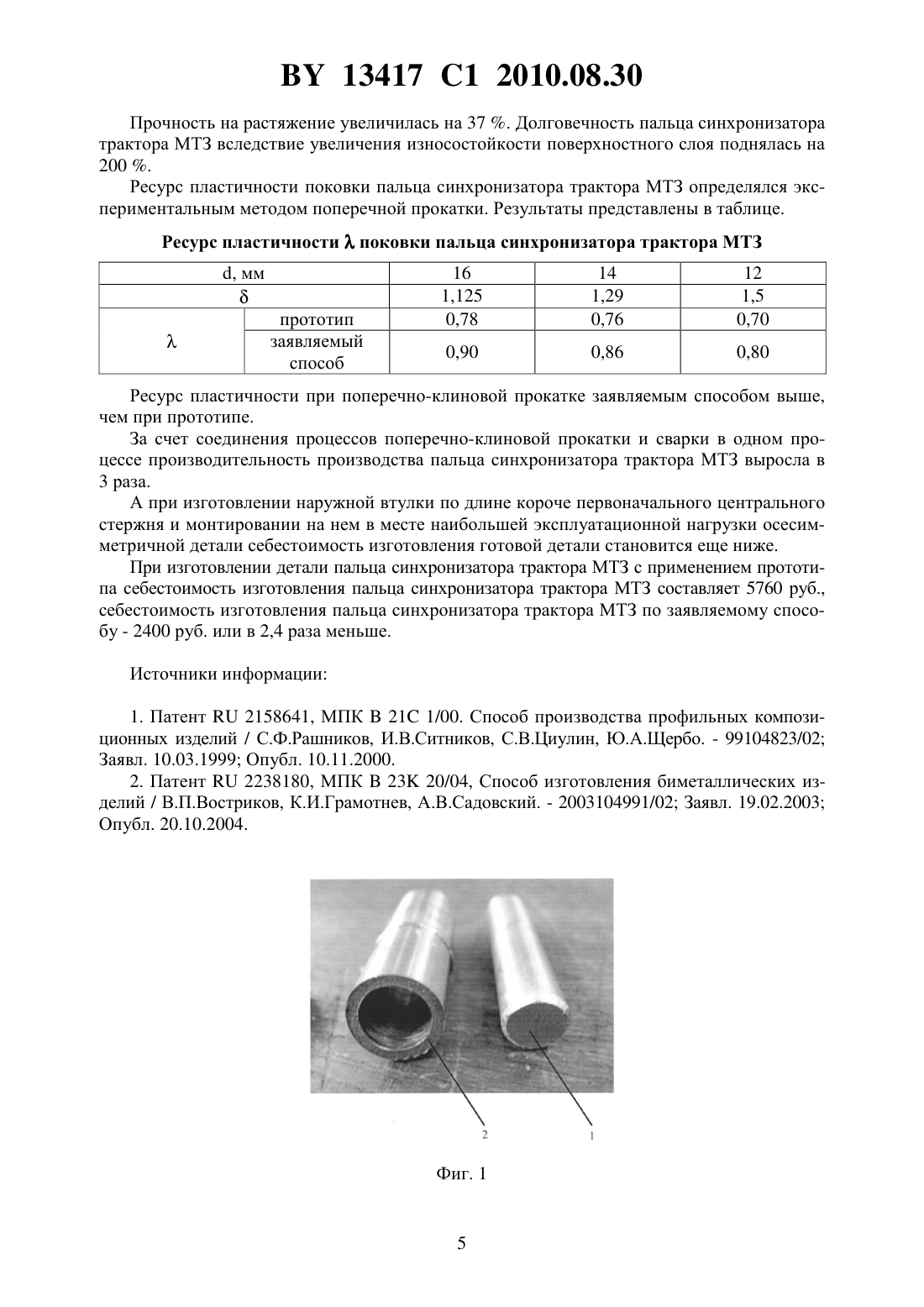
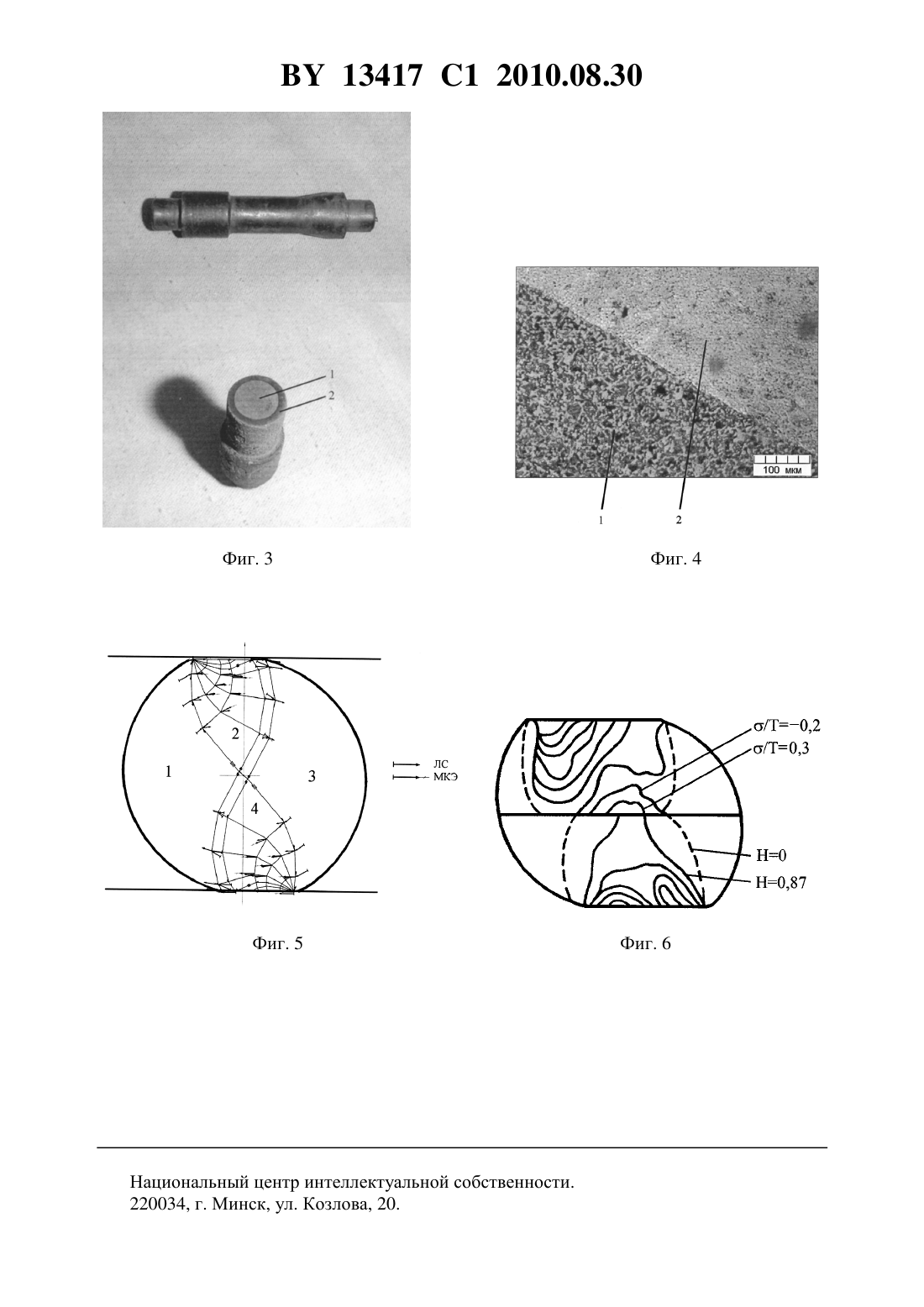
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ СЛОИСТОЙ СТУПЕНЧАТОЙ ДЕТАЛИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Щукин Валерий Яковлевич Кожевникова Гражина Валерьевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) 1. Способ изготовления осесимметричной слоистой ступенчатой детали, включающий монтаж на первоначальный центральный стержень из материала-основы, по меньшей мере, одной тонкостенной втулки, изготовленной из металла с требуемыми свойствами, отличающийся тем, что смонтированную заготовку деформируют поперечной прокаткой до получения заданной формы, создавая сжимающие напряжения, превышающие их пороговые значения, для соединения втулки и центрального стержня сваркой. 2. Способ по п. 1, отличающийся тем, что на первоначальный центральный стержень последовательно монтируют одна на другую несколько тонкостенных втулок, каждая из которых изготовлена из металла с требуемыми свойствами, при этом в процессе прокатки слои из втулок свариваются между собой и соединяются сваркой с центральным стержнем. 3. Способ по п. 1 или 2, отличающийся тем, что смонтированную заготовку деформируют поперечно-клиновой прокаткой. 13417 1 2010.08.30 4. Способ по п. 1 или 2, отличающийся тем, что смонтированную заготовку перед прокаткой нагревают выше температуры окружающей среды, но ниже температуры плавления центрального стержня. 5. Способ по п. 1 или 2, отличающийся тем, что используют, по меньшей мере, одну втулку длиной короче первоначального центрального стержня, которую монтируют в месте наибольшей эксплуатационной нагрузки осесимметричной детали. 6. Способ по п. 1 или 2, отличающийся тем, что после прокатки осуществляют нагрев до температуры свыше 0,6 температуры плавления материала-основы. Изобретение относится к обработке металлов давлением и может быть использовано для получения осесимметричных слоистых ступенчатых деталей, преимущественно ступенчатых валов, методами поперечной и поперечно-клиновой прокаток. Известен способ изготовления осесимметричной слоистой ступенчатой детали, включающий монтаж на первоначальный центральный стержень из материала-основы тонкостенной втулки, изготовленной из другого металла 1. Далее производится продольная прокатка в системе двухвалковых калибров, образованных предчистовым калибром в режиме прокатки и чистовым калибром в режиме протяжки. В предчистовом калибре заготовку прокатывают по схеме круг - овал, а в чистовом - по схеме овал - круг. Недостатками известного способа являются низкая производительность и высокая себестоимость вследствие применения мелкосортной цилиндрической заготовки, которую необходимо плакировать медной лентой. Кроме того, является проблематичным изготовление осесимметричной слоистой детали с наружным слоем из нержавеющей стали, так как в результате деформационной обработки нельзя получить необходимую прочность соединения слоев после деформации. Наиболее близким техническим решением к заявляемому, его прототипом, является способ изготовления осесимметричной слоистой ступенчатой детали, включающий монтаж на первоначальный центральный стержень из материала-основы одной тонкостенной втулки, изготовленной из металла с требуемыми свойствами 2. Заваривают один торец полученной заготовки и подвергают ее холодному обжатию. После заварки второго торца обрабатываемую заготовку нагревают и деформируют, по меньшей мере, за один проход на стане ковки-прокатки в шаговом режиме. Способ позволяет повысить качество покрытия за счет возможности применения втулки из нержавеющей стали. Недостатком прототипа являются ограничения технологии по управлению свойствами материала на поверхности и в центре заготовки. Деформирующая нагрузка прикладывается к деформируемой заготовке вдоль оси, и частицы металла проходят очаг деформации один раз, что делает в ряде случаев сварку невозможной. Для осуществления сварки первоначального центрального стержня из материала-основы и одной тонкостенной втулки прибегают к тройному деформированию волочению, радиально-ротационной ковке, ковке-прокатке. Это приводит к низкой производительности и высокой себестоимости производства осесимметричных деталей. Задачей изобретения является увеличение ресурса пластичности материала, повышение качества сварки, повышение производительности и снижение себестоимости производства осесимметричных деталей. Поставленная задача решается тем, что в способе изготовления осесимметричной слоистой ступенчатой детали, включающем монтаж на первоначальный центральный стержень из материала-основы, по меньшей мере, одной тонкостенной втулки, изготовленной из металла с требуемыми свойствами, смонтированную заготовку деформируют поперечной прокаткой до получения заданной формы, создавая сжимающие напряжения, превышающие их пороговые значения, для соединения втулки и центрального стержня сваркой 13417 1 2010.08.30 а также тем, что на первоначальный центральный стержень последовательно монтируют одна на другую несколько тонкостенных втулок, каждая из которых изготовлена из металла с требуемыми свойствами, при этом в процессе прокатки слои из втулок свариваются между собой и соединяются сваркой с центральным стержнем а также тем, что смонтированную заготовку деформируют поперечно-клиновой прокаткой а также тем, что смонтированную заготовку перед прокаткой нагревают выше температуры окружающей среды, но ниже температуры плавления центрального стержня а также тем, что используют, по меньшей мере, одну втулку длиной короче первоначального центрального стержня, которую монтируют в месте наибольшей эксплуатационной нагрузки осесимметричной детали а также тем, что после прокатки осуществляют нагрев до температуры свыше 0,6 температуры плавления материала-основы. Сущность заявляемого технического решения заключается в том, что при поперечной и поперечно-клиновой прокатках в поверхностных слоях возникают высокие сжимающие напряжения и значительные накопленные деформации, вследствие чего разнородные материалы втулки и материала-основы свариваются между собой. Для каждого сочетания материалов втулки и материала-основы для сварки должно выполняться определенное сочетание сжимающих напряжений и накопленных деформаций. С увеличением температуры нагрева заготовок перед прокаткой эффект сварки увеличивается. Прокатка клиновыми инструментами является частным случаем поперечной прокатки и расширяет его технологические возможности, например, позволяет получать ступенчатые валы различной конфигурации. Так же, как и поперечная прокатка, она обеспечивает сварку втулки с материалом-основой. Для повышения прочности и износостойкости получаемых деталей наружная втулка изготавливается из более прочного и, соответственно, более износостойкого материала. Для повышения коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную рекристаллизацию, а нагрев до температуры свыше 0,6 температуры плавления материала-основы - полную рекристаллизацию, что повышает качество сварки за счет диффузии, что увеличивает прочность осесимметричных деталей. Повышение производительности осуществляется за счет соединения процессов поперечной или поперечно-клиновой прокатки и сварки в одном процессе. В прототипе используются три процесса. Снижение себестоимости по заявляемому изобретению осуществляется за счет повышения производительности, а также за счет того, что не вся деталь, а только втулка делается из более дорогого металла, причем наружную втулку можно изготавливать по длине короче первоначального центрального стержня для монтирования в месте наибольшей эксплуатационной нагрузки осесимметричной детали. Сущность заявляемого изобретения поясняется чертежами фиг. 1 - фиг. 6, где на фиг. 1 показаны центральный стержень и втулка на фиг. 2 показаны центральный стержень и втулка в смонтированном виде до применения заявляемого способа на фиг. 3 показана прокатанная деталь пальца синхронизатора трактора МТЗ с поверхностным слоем,полученная по заявляемому способу на фиг. 4 показана структура прокатанных металлов в месте соединения центрального стержня и втулки, полученная по заявляемому способу на фиг. 5 показана кинематика течения металла при поперечной и поперечно-клиновой прокатках, полученная методом линий скольжения и методом конечных элементов на 3 13417 1 2010.08.30 фиг. 6 показаны распределение напряжений / ( - среднее давление,- пластическая постоянная) (сверху) и интенсивность скорости деформации сдвига(снизу) в очаге деформации при поперечной прокатке со степенью обжатия 1,14 заявляемым способом. Способ осуществляется следующим образом. Из материала-основы получают первоначальный центральный стержень 1 (фиг. 1) требуемых диаметра и длины. На центральный стержень 1 монтируют тонкостенную втулку 2 из другого материала с требуемыми свойствами, требуемой толщины, определенных диаметра и длины (фиг. 2).Втулок может быть несколько из разнородных материалов с требуемыми свойствами и требуемой толщины. Тогда они монтируются одна на другую. Затем смонтированную слоистую заготовку деформируют поперечной или поперечно-клиновой прокаткой до получения заданной формы ступенчатого вала (фиг. 3). Соединение происходит путем сварки в едином технологическом цикле с прокаткой, слои из втулок 2 закрепляются на центральном стержне 1 и между собой по поверхности их контакта. В результате получаем осесимметричную слоистую ступенчатую деталь из разнородных материалов с требуемыми свойствами. Структура двух материалов и сварного шва показана на фиг. 4. Отличие заявляемого способа от известных заключается в физике (механике) процесса. На фиг. 5 показана кинематика течения металла при поперечной и поперечно-клиновой прокатках. Частицы металла из жестких областей 1 (фиг. 5) входят в очаг деформации 2 и выходят из него вновь в пластическую область 3. Из жесткой области 3 частицы металла вновь попадают в пластическую область 4 и далее в область 1. Таким образом, за счет многократного прохождения пластических областей (для поперечной прокатки число прохождения областей неограниченно, для поперечно-клиновой прокатки количество прохождений может доходить до 10-20 раз) в итоге на границе раздела втулка-центральный стержень накапливаются деформации, равные 2-20, где- степень интенсивности сдвига. В известных способах, основанных на продольной прокатке, частицы металла проходят очаг деформации один раз, что делает в ряде случаев сварку невозможной. В прототипе для осуществления сварки прибегают к тройному деформированию волочению,радиально-ротационной ковке, ковке-прокатке. При поперечной и поперечно-клиновой прокатках в поверхностных слоях возникают высокие сжимающие напряжения / (фиг. 6) и значительные накопленные деформации степени интенсивности сдвига, где- интенсивность скорости деформации сдвига,- время деформации. Для каждого сочетания материалов втулки и материалаосновы для сварки должно выполняться определенное сочетание сжимающих напряжений и накопленных деформаций. Для того, чтобы произошла сварка слоев втулки и материалаосновы, напряжения должны превысить порог сварки /пор и деформации также должны превысить свой порог пор. Причем для каждого сочетания свариваемых материалов будут свои значения этих порогов. Увеличение температуры прокатки приводит к снижению пороговых значений. Заявляемый способ осуществлен в ГНУ ФТИ НАН Беларуси при изготовлении пальца синхронизатора трактора МТЗ (фиг. 3). Из прутка стали 45 диаметром 16 мм нарезали мерные центральные стержни длиной 57 мм. На центральный стержень надевали втулку стали 20 ХНЗА диаметром 18 мм и толщиной стенки 1 мм длиной 57 мм. Смонтированную слоистую заготовку нагревали до температуры 1473 К и прокатывали на стане поперечно-клиновой прокатки плоским клиновым инструментом с параметрами 30,7 по известному способу 1 со степенью обжатия 1,5 и со скоростью прокатки 0,3 м/с. Структура металла пальца синхронизатора трактора МТЗ в месте соединения центрального стержня 1 и втулки 2, полученная по заявляемому способу, показана на фиг. 4. Наглядно видно наличие кузнечной сварки двух разнородных материалов. 13417 1 2010.08.30 Прочность на растяжение увеличилась на 37 . Долговечность пальца синхронизатора трактора МТЗ вследствие увеличения износостойкости поверхностного слоя поднялась на 200 . Ресурс пластичности поковки пальца синхронизатора трактора МТЗ определялся экспериментальным методом поперечной прокатки. Результаты представлены в таблице. Ресурс пластичностипоковки пальца синхронизатора трактора МТЗ Ресурс пластичности при поперечно-клиновой прокатке заявляемым способом выше,чем при прототипе. За счет соединения процессов поперечно-клиновой прокатки и сварки в одном процессе производительность производства пальца синхронизатора трактора МТЗ выросла в 3 раза. А при изготовлении наружной втулки по длине короче первоначального центрального стержня и монтировании на нем в месте наибольшей эксплуатационной нагрузки осесимметричной детали себестоимость изготовления готовой детали становится еще ниже. При изготовлении детали пальца синхронизатора трактора МТЗ с применением прототипа себестоимость изготовления пальца синхронизатора трактора МТЗ составляет 5760 руб.,себестоимость изготовления пальца синхронизатора трактора МТЗ по заявляемому способу - 2400 руб. или в 2,4 раза меньше. Источники информации 1. Патент 2158641, МПК 21 1/00. Способ производства профильных композиционных изделий / С.Ф.Рашников, И.В.Ситников, С.В.Циулин, Ю.А.Щербо. - 99104823/02 Заявл. 10.03.1999 Опубл. 10.11.2000. 2. Патент 2238180, МПК 23 20/04, Способ изготовления биметаллических изделий / В.П.Востриков, К.И.Грамотнев, А.В.Садовский. - 2003104991/02 Заявл. 19.02.2003 Опубл. 20.10.2004. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21H 1/00
Метки: осесимметричной, слоистой, ступенчатой, изготовления, детали, способ
Код ссылки
<a href="https://by.patents.su/6-13417-sposob-izgotovleniya-osesimmetrichnojj-sloistojj-stupenchatojj-detali.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления осесимметричной слоистой ступенчатой детали</a>
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12236
Опубликовано: 30.08.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: способ, изготовления, поперечно-клиновой, ступенчатого, прокаткой, вала
Текст:
...изобретения поясняется фигурами, где на фиг. 1 показано распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформаций при поперечной прокатке со степенью обжатия 1,10, на фиг. 2 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 - без принудительного вращения недеформируемых частей заготовки и с принудительным вращением недеформируемых...
Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12414
Опубликовано: 30.10.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: ступенчатого, поперечно-клиновой, способ, изготовления, типа, прокаткой, вала, изделия
Текст:
...приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой...
Способ изготовления детали узла трения скольжения
Номер патента: 11869
Опубликовано: 30.04.2009
Авторы: Камко Александр Иванович, Белоцерковский Марат Артемович, Жорник Виктор Иванович, Леванцевич Михаил Александрович
МПК: F16C 33/04
Метки: скольжения, узла, трения, способ, изготовления, детали
Текст:
...является уменьшение продолжительности процесса приработки,снижение коэффициента трения и повышение износостойкости деталей узлов трения скольжения, что позволит повысить их надежность и долговечность при эксплуатации в диапазоне высоких удельных нагрузок. Для решения поставленной задачи, в способе изготовления детали узла трения скольжения, включающем изготовление заготовки из черного металла, формирование на рабочей поверхности заготовки...
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
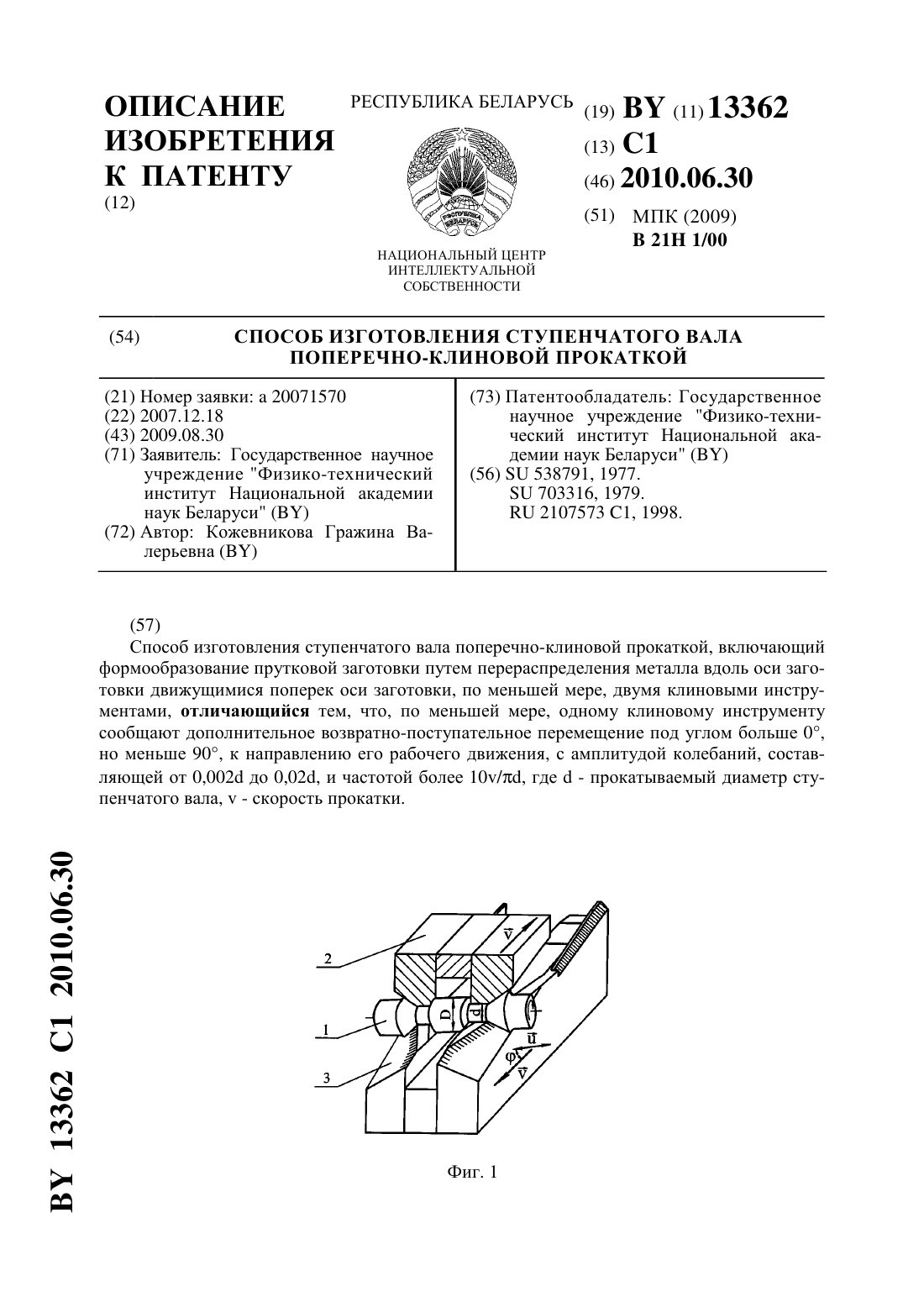
Номер патента: 13362
Опубликовано: 30.06.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, прокаткой, ступенчатого, поперечно-клиновой, способ, изготовления
Текст:
...движение с преобладанием перемещения по ходу прокатки. При 90 рабочее движениепостоянно и нижний клиновой инструмент совершает колебательные движе 2 13362 1 2010.06.30 ния перпендикулярно направлению прокатки. В диапазоне 090 имеют место оба выше перечисленных перемещений нижнего клинового инструмента 3. Наложение колебательного движенияпод углом 090 к направлению его рабочего движенияна один из клиновых инструментов обеспечивает...
Способ изготовления детали узла трения скольжения
Номер патента: 12982
Опубликовано: 30.04.2010
Авторы: Жорник Виктор Иванович, Белоцерковский Марат Артемович, Кукареко Владимир Аркадьевич, Заболоцкий Михаил Михайлович, Прядко Александр Сергеевич, Камко Александр Иванович
МПК: C23C 28/00
Метки: трения, скольжения, способ, детали, изготовления, узла
Текст:
...имеющего низкую температуру протекания деформационногопревращения, соответствующую температурам эксплуатации узлов трения скольжения (270-320 К), необходимо покрытия из проволочных сталей мартенситного класса нагревать и распылять струей газокислородного факела, то есть использовать метод газопламенного проволочного напыления. Для получения того же эффекта при нанесении покрытий из проволочных сталей аустенитного класса необходимо...
Предыдущий патент: Способ определения дальности до объекта
Следующий патент: Способ управления гидромеханической передачей мобильной машины
Случайный патент: Дальномер на цифровой фотокамере