Штамп гибочный
Номер патента: U 5837
Опубликовано: 30.12.2009
Авторы: Шиш Николай Владимирович, Клушин Валерий Александрович, Ананчук Алексей Никитич
Текст
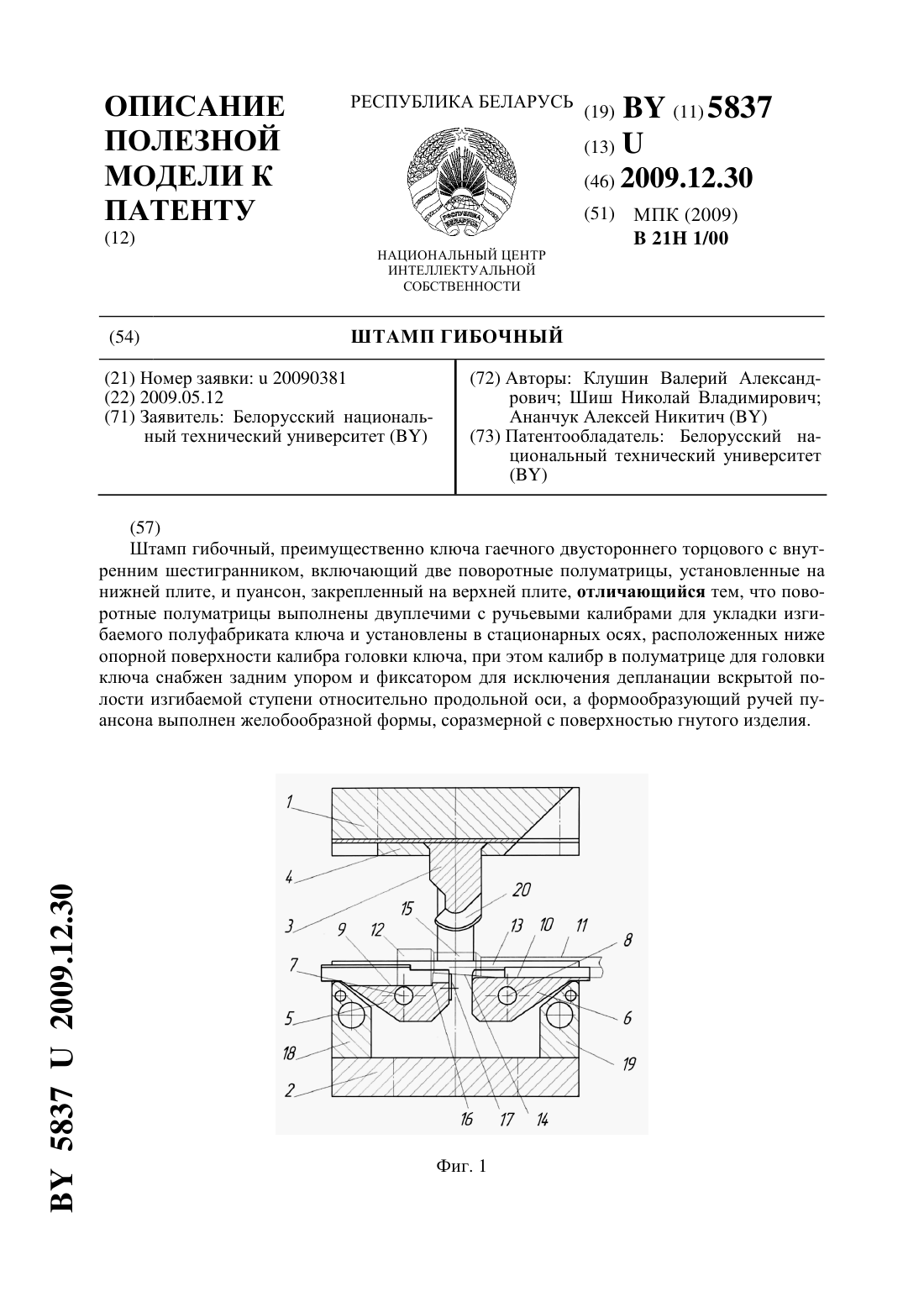
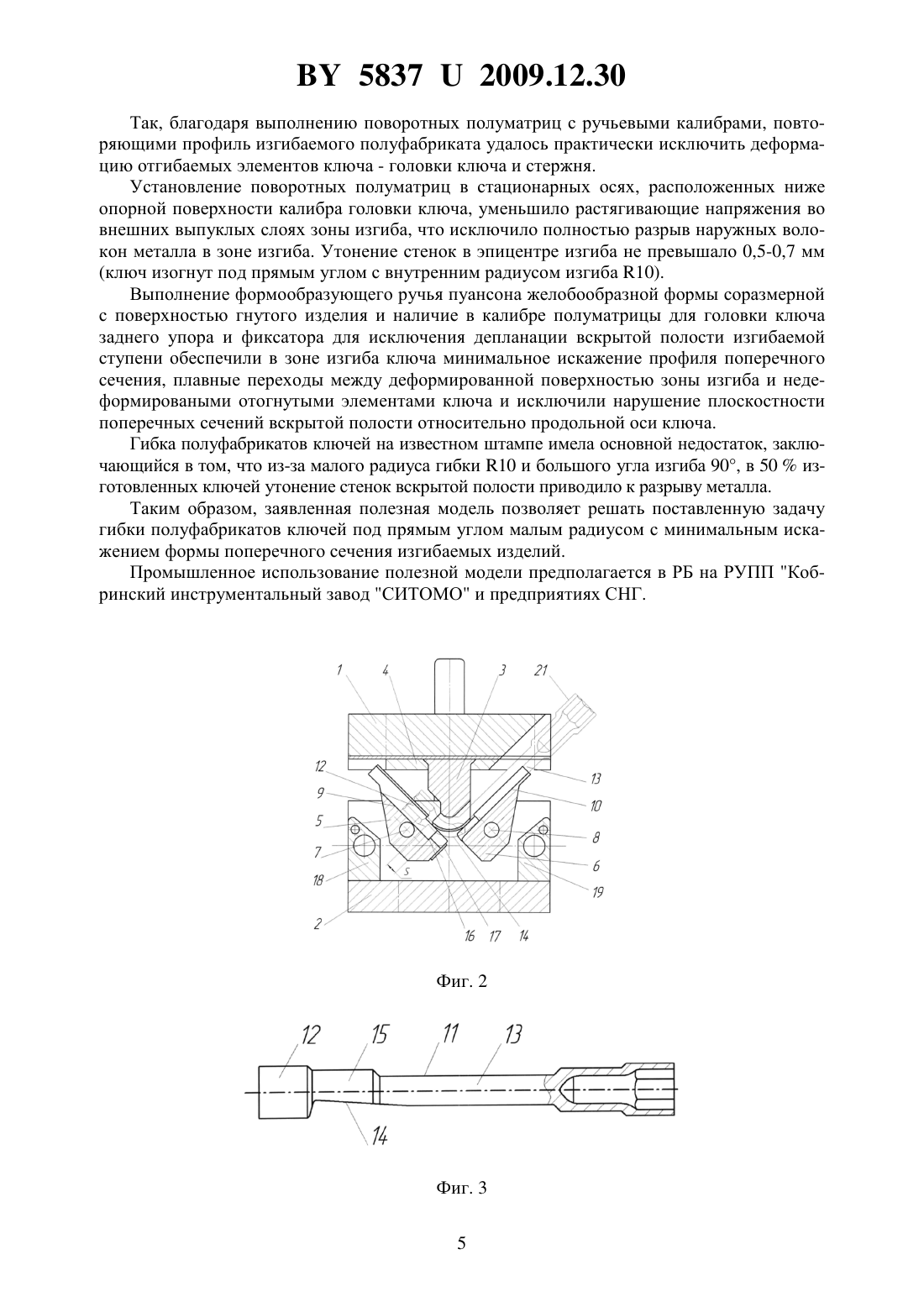
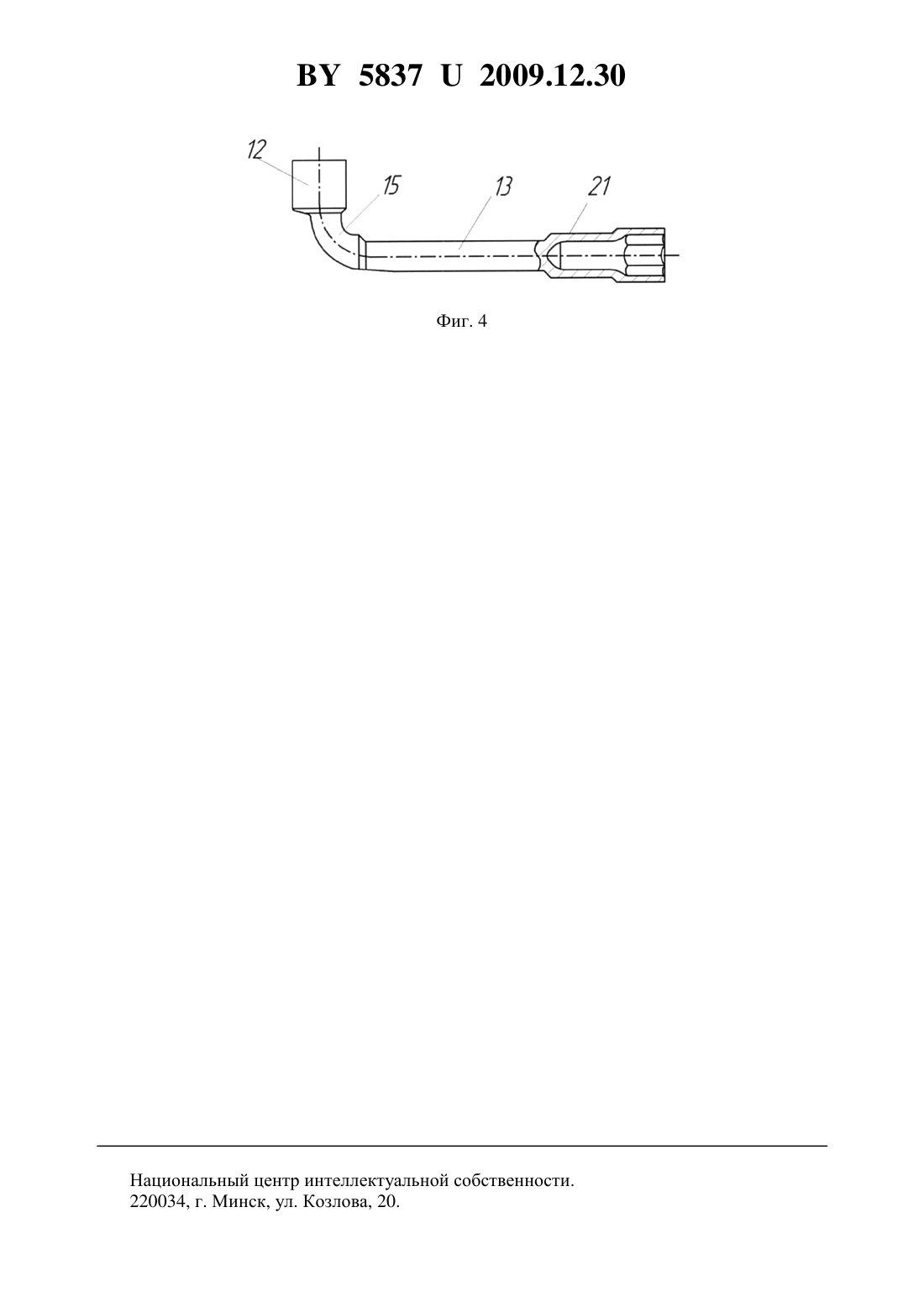
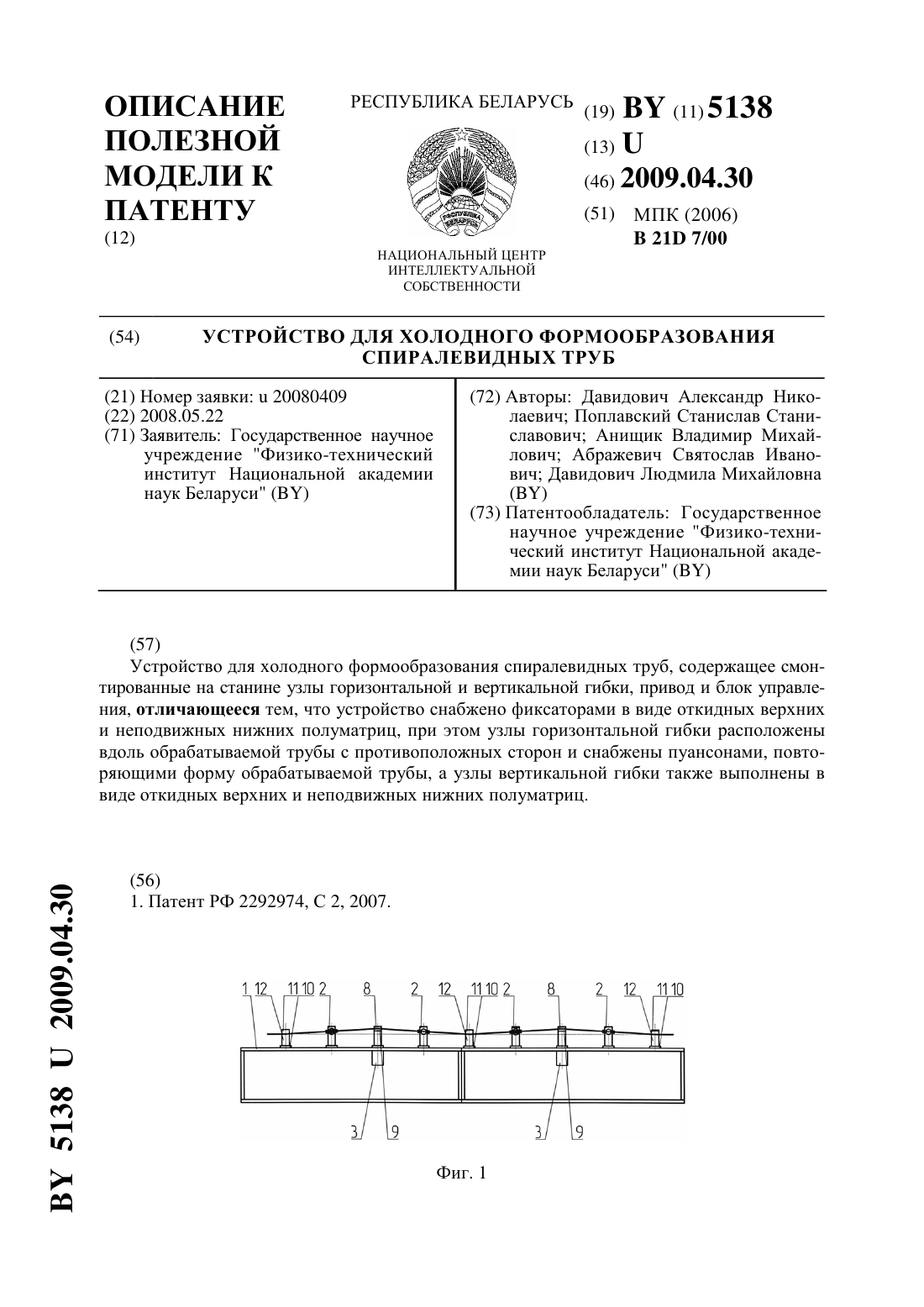
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Шиш Николай Владимирович Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(57) Штамп гибочный, преимущественно ключа гаечного двустороннего торцового с внутренним шестигранником, включающий две поворотные полуматрицы, установленные на нижней плите, и пуансон, закрепленный на верхней плите, отличающийся тем, что поворотные полуматрицы выполнены двуплечими с ручьевыми калибрами для укладки изгибаемого полуфабриката ключа и установлены в стационарных осях, расположенных ниже опорной поверхности калибра головки ключа, при этом калибр в полуматрице для головки ключа снабжен задним упором и фиксатором для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси, а формообразующий ручей пуансона выполнен желобообразной формы, соразмерной с поверхностью гнутого изделия.(56) 1. Романовский В.П. Справочник по холодной штамповке.- М. Машиностроение,1971.- С. 99. 2. Каталог продукции РУПП Кобринский инструментальный завод СИТОМО (рекламный проспект-каталог слесарно-монтажного инструмента, технологической оснастки). 3. Гуляренко Д.И., Кейбе В.В. Гибочный штамп с шарнирными матрицами // Кузнечно-штамповочное производство.- 1990.-4. 4. Вдовин С.И., Голенков Д.В., Жердов В.А., Семин С.В. Прогрессивные технологические процессы гибки листовых заготовок // Кузнечно-штамповочное производство.- 1998.-1. Полезная модель относится к обработке металлов давлением и может быть использована для гибки ключей гаечных двусторонних торцовых с внутренним шестигранником и других деталей типа стержней с утолщением на одном или на обоих концевых участках с глубокими глухими полостями изогнутых под прямым углом малым радиусом. Конструктивной особенностью ключей гаечных двусторонних торцовых с внутренним шестигранником изогнутых является наличие стержневой части и расположенных на торцах двухступенчатых утолщений с глухими полостями переменного сечения, имеющих значительную глубину. Одна из полостей на ступени, примыкающей к стержневой части ключа, вскрыта. Ключ изогнут под прямым углом небольшим радиусом в зоне ступени с вскрытой полостью. Наличие глубоких полостей и малый радиус изгиба ключа уменьшают его массу, сохраняя при этом требуемые прочностные и эксплуатационные показатели изделия. Изгиб ключа под прямым углом или под углом, близким к значению 90, со стороны противоположной вскрытой полости расширяет технологические возможности ключа, в частности, благодаря возможности использования при работе со шпильками. Известен штамп для гибки труб и круглых профилей небольшого диаметра между двумя поворотными полуматрицами, выполненными в виде роликов 1. При гибке в штампе с роликами поперечное сечение трубы сильно деформируется. Толщина стенки с наружной стороны уменьшается, а с внутренней - увеличивается. При гибке с наполнителем или оправкой сечение трубы остается круглым, но разностенным. При гибке без наполнителя сечение трубы сплющивается и приобретает овальную форму. При гибке тонкостенных труб происходит образование складок (гофр) с внутренней стороны колена в результате потери устойчивости 1. В штампах такой конструкции изгибают ключи торцовые для монтажа колес и других работ по ремонту автотракторной техники. Указанные ключи изготавливают из прутковой круглой заготовки, они имеют одну головку с внутренним шестигранником и стержневую часть. Изгиб полуфабриката ключа осуществляют в стержневой зоне под прямым углом большим радиусом с предварительным нагревом изгибаемой зоны до температуры полугорячего деформирования 2. В качестве прототипа выбран штамп 3, включающий две поворотные полуматрицы на осях, установленные на нижней плите, и пуансон, закрепленный на верхней плите. Оси полуматриц фиксируют в направляющих. Штамп аналогичной конструкции приводится также в работе 4. При изгибе заготовок в таких штампах пуансон давит через заготовку на полуматрицы, которые, поворачиваясь, благодаря взаимодействию осей (цапф) с направляющими,производят гибку деталей. Такие штампы успешно используются при гибке деталей из листовых заготовок, при этом высокое качество гнутых деталей обеспечивается тем, что при изгибе заготовка постоянно контактирует с плоскими поверхностями полуматриц и скольжение по ним практически отсутствует. Калибровка стенок гнутых деталей в этом случае не требуется 4. 2 58372009.12.30 Недостатком известных штампов является то, что они не позволяют осуществлять качественный изгиб полуфабрикатов ключей гаечных двусторонних торцовых с внутренним шестигранником и других ступенчатых изделий с удлиненной осью, в связи с тем, что гибка в таких штампах указанных профилей сопровождается скольжение изгибаемых заготовок относительно полуматриц в направлении движения пуансона, что приводит к увеличению растягивающих напряжений во внешних выпуклых слоях зоны изгиба и как следствие к значительному искажению формы поперечного сечения изделий. Указанный недостаток является характерным при изгибе труб (образование овального сечения трубы, утонение наружных стенок и потеря устойчивости внутренних стенок),при изгибе желобообразных профилей и, как в нашем случае, при изгибе ступени с вскрытой полостью полуфабриката ключа гаечного торцового. Изгибаемые ступени полуфабрикатов торцовых ключей представляют собой желобообразные сечения, образованные из трубчатых ступеней (для ключа 27-параметры трубчатого сечения 30,54,25 мм, для ключа 19 - 23,54,25 мм) путем фрезерования плоскости под углом 4 к продольной оси полуфабриката. Задачей полезной модели является повышения качества гибки за счет уменьшения искажения формы поперечного сечения изгибаемых изделий. Поставленная задача достигается тем, что в штампе гибочном, преимущественно ключа гаечного двустороннего торцового с внутренним шестигранником, включающем две поворотные полуматрицы, установленные на нижней плите, и пуансон, закрепленный на верхней плите, согласно полезной модели, поворотные полуматрицы выполнены двуплечими с ручьевыми калибрами для укладки изгибаемого полуфабриката ключа и установлены в стационарных осях, расположенных ниже опорной поверхности калибра головки ключа, при этом калибр в полуматрице для головки ключа снабжен задним упором и фиксатором для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси, а формообразующий ручей пуансона выполнен желобообразной формы,соразмерной с поверхностью гнутого изделия. Технический результат реализован в том, что наружная поверхность ключа в зоне гибки имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Сущность полезной модели поясняется чертежами, где фиг. 1 общий вид штампа, исходное положение фиг. 2 вид штампа в процессе изгиба ключа торцового фиг. 3 полуфабрикат ключа торцового (изгибаемого изделия) фиг. 4 ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый. Штамп гибочный (фиг. 1, 2), преимущественно ключа гаечного двустороннего торцового с внутренним шестигранником, включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 закреплен пуансон 3 в пуансонодержателе 4. На нижней плите 2 установлены две поворотные полуматрицы 5 и 6 в стационарных осях 7 и 8 соответственно. Поворотные полуматрицы 5 и 6 выполнены двуплечими с ручьевыми калибрами 9 и 10 для укладки полуфабриката 11 ключа торцового с головкой 12, стержневой частью 13 и плоскостью 14 изгибаемой ступени 15 (фиг. 3), по которой вскрыта полость. Калибр 9 в полуматрице 5 снабжен задним упором 16 для фиксации исходного положения полуфабриката ключа по головке 12 в продольном направлении и фиксатором 17 для исключения депланации (нарушения плоскостности поперечных сечений) вскрытой полости по плоскости 14 изгибаемой ступени 15 относительно продольной оси полуфабриката 11 ключа при его укладке в штамп. Поворотные полуматрицы 5 и 6 штампа установлены в стационарных осях 7 и 8, расположенных ниже опорной поверхности калибра 9 головки 12 полуфабриката 11 ключа. 58372009.12.30 Полуматрицы 5 и 6 в исходном положении штампа (фиг. 1) занимают горизонтальное положение, опираются на упоры 18 и 19 соответственно. Пуансон 3 выполнен с формообразующим ручьем 20 желобообразной формы соразмерной с поверхностью гнутого изделия. Работу штампа осуществляют следующим образом. Предварительно нагревают изгибаемую зону ступени полуфабриката ключа до температуры 750-800 С в щелевом индукторе индукционного нагревателя. В исходном положении штампа (фиг. 1) производят укладку изгибаемого полуфабриката 11 ключа (фиг. 3) в калибр 9 полуматрицы 5 головкой 12 по заднему упору 16 и в калибр 10 полуматрицы 6 стержневой частью 13 с фиксацией плоскости 14 изгибаемой ступени 15 по фиксатору 17 для исключения депланации вскрытой полости. Включают рабочий ход пресса по фиг. 2. Верхняя плита 1 с пуансоном 3 движется вниз и изгибает полуфабрикат 11 ключа, при этом формообразующий ручей 20 желобообразной формы пуансона охватывает изгибаемую зону ступени 16 полуфабриката, препятствуя образованию овальности ее поперечного сечения. Изгиб полуфабриката 11 ключа пуансоном 3 вызывает поворот полуматриц 5 и 6 вокруг стационарных осей 7 и 8, при этом отгибаемые элементы полуфабриката 11 остаются в калибрах 9 и 10 полуматриц 5 и 6 прижатыми усилием гибки. Расположение стационарных осей 7 и 8 полуматриц 5 и 6 ниже опорной поверхности калибра 9 головки 12 полуфабриката 11 ключа исключает возможность скольжения отгибаемых элементов полуфабриката относительно полуматриц в направлении движения пуансона и, следовательно, не приводит к увеличению растягивающих напряжений во внешних выпуклых слоях зоны изгиба. При таком расположении осей 7 и 8 отгибаемые элементы полуфабриката 11, головка 12 и стержень 13 ключа, смещаются по калибрам полуматриц 5 и 6 вверх, уменьшая, благодаря активному действию сил трения, растягивающие напряжения во внешних выпуклых слоях зоны изгиба. На фиг. 2 видно, что головка 12 ключа торцового изогнутого 21 сместилась по калибру 9 полуматрицы 5 на величину . Уменьшение растягивающих напряжений во внешних выпуклых слоях зоны изгиба, в свою очередь, уменьшает искажение формы поперечного сечения зоны изгиба, обеспечивая тем самым повышение качества гибки ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого. При обратном ходе пресса верхняя плита 1 штампа с пуансоном 3 поднимается и готовое изделие 21 (ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый, фиг. 4) извлекается из штампа. Полуматрицы 5 и 6, благодаря их конструктивному исполнению в виде двуплечих рычагов с соответствующим распределением массы между ручьевым и опорным плечами, осуществляют автоматический возврат в исходное положение. Штамп гибочный готов для повторного цикла гибки. Пример использования штампа гибочного при производстве ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого. Осуществляли гибку полуфабрикатов ключей гаечных двусторонних торцовых с внутренним шестигранником 27 в количестве 100 шт. на известном и на заявленном штампах. Материал ключей сталь 40 Х ГОСТ 4543-71. Испытания штампов производили на РУПП Кобринский инструментальный завод СИТМО. Изгибаемую зону ступени полуфабриката ключа нагревали до температуры 750800 С в щелевом индукторе индукционного нагревателя. Температуру нагрева контролировали визуально (цвет нагретой зоны металла светло-вишневый). Гибку осуществляли на гидравлическом прессе модели К 2130. Результаты изготовления показали, что гибка полуфабрикатов ключей на заявляемом штампе характеризуется более высоким качеством изгибаемых поверхностей и сечений. 58372009.12.30 Так, благодаря выполнению поворотных полуматриц с ручьевыми калибрами, повторяющими профиль изгибаемого полуфабриката удалось практически исключить деформацию отгибаемых элементов ключа - головки ключа и стержня. Установление поворотных полуматриц в стационарных осях, расположенных ниже опорной поверхности калибра головки ключа, уменьшило растягивающие напряжения во внешних выпуклых слоях зоны изгиба, что исключило полностью разрыв наружных волокон металла в зоне изгиба. Утонение стенок в эпицентре изгиба не превышало 0,5-0,7 мм(ключ изогнут под прямым углом с внутренним радиусом изгиба 10). Выполнение формообразующего ручья пуансона желобообразной формы соразмерной с поверхностью гнутого изделия и наличие в калибре полуматрицы для головки ключа заднего упора и фиксатора для исключения депланации вскрытой полости изгибаемой ступени обеспечили в зоне изгиба ключа минимальное искажение профиля поперечного сечения, плавные переходы между деформированной поверхностью зоны изгиба и недеформироваными отогнутыми элементами ключа и исключили нарушение плоскостности поперечных сечений вскрытой полости относительно продольной оси ключа. Гибка полуфабрикатов ключей на известном штампе имела основной недостаток, заключающийся в том, что из-за малого радиуса гибки 10 и большого угла изгиба 90, в 50 изготовленных ключей утонение стенок вскрытой полости приводило к разрыву металла. Таким образом, заявленная полезная модель позволяет решать поставленную задачу гибки полуфабрикатов ключей под прямым углом малым радиусом с минимальным искажением формы поперечного сечения изгибаемых изделий. Промышленное использование полезной модели предполагается в РБ на РУПП Кобринский инструментальный завод СИТОМО и предприятиях СНГ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21H 1/00
Код ссылки
<a href="https://by.patents.su/6-u5837-shtamp-gibochnyjj.html" rel="bookmark" title="База патентов Беларуси">Штамп гибочный</a>
Устройство для холодного формообразования спиралевидных труб
Номер патента: U 5138
Опубликовано: 30.04.2009
Авторы: Давидович Александр Николаевич, Поплавский Станислав Станиславович, Давидович Людмила Михайловна, Анищик Владимир Михайлович, Абражевич Святослав Иванович
МПК: B21D 7/00
Метки: труб, формообразования, спиралевидных, устройство, холодного
Текст:
...чертежами, где на фиг. 1 изображен общий вид устройства на фиг. 2 изображен вид устройства сбоку на фиг. 3 изображен вид сверху станины с расположенными на ней узлами гибки на фиг. 4 изображен фиксатор в разрезе. Устройство для холодного формообразования спиралевидных труб содержит станину 1,на которой установлены узлы горизонтальной 2 и вертикальной 3 гибки, а также гидропривод 4 и блок управления 5. Узлы горизонтальной 2 гибки...
Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Ковалевский Сергей Александрович, Ананчук Алексей Никитич, Ковальчук Олег Николаевич, Клушин Валерий Александрович
МПК: B21D 5/06
Метки: штамп, фасонных, ручке, фиксатора, профиля, изделия, механизма, пазов, п-образного, клещи-замок, универсальные, изготовления
Текст:
...средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Гиль Николай Дмитриевич, Юркевич Сергей Альбертович, Горностай Анатолий Васильевич, Горностай Анатолий Анатольевич
МПК: B21K 1/12
Метки: отростком, удлиненной, осью, штамп, поковок, изготовления
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Штамп для изготовления поковок шатуна
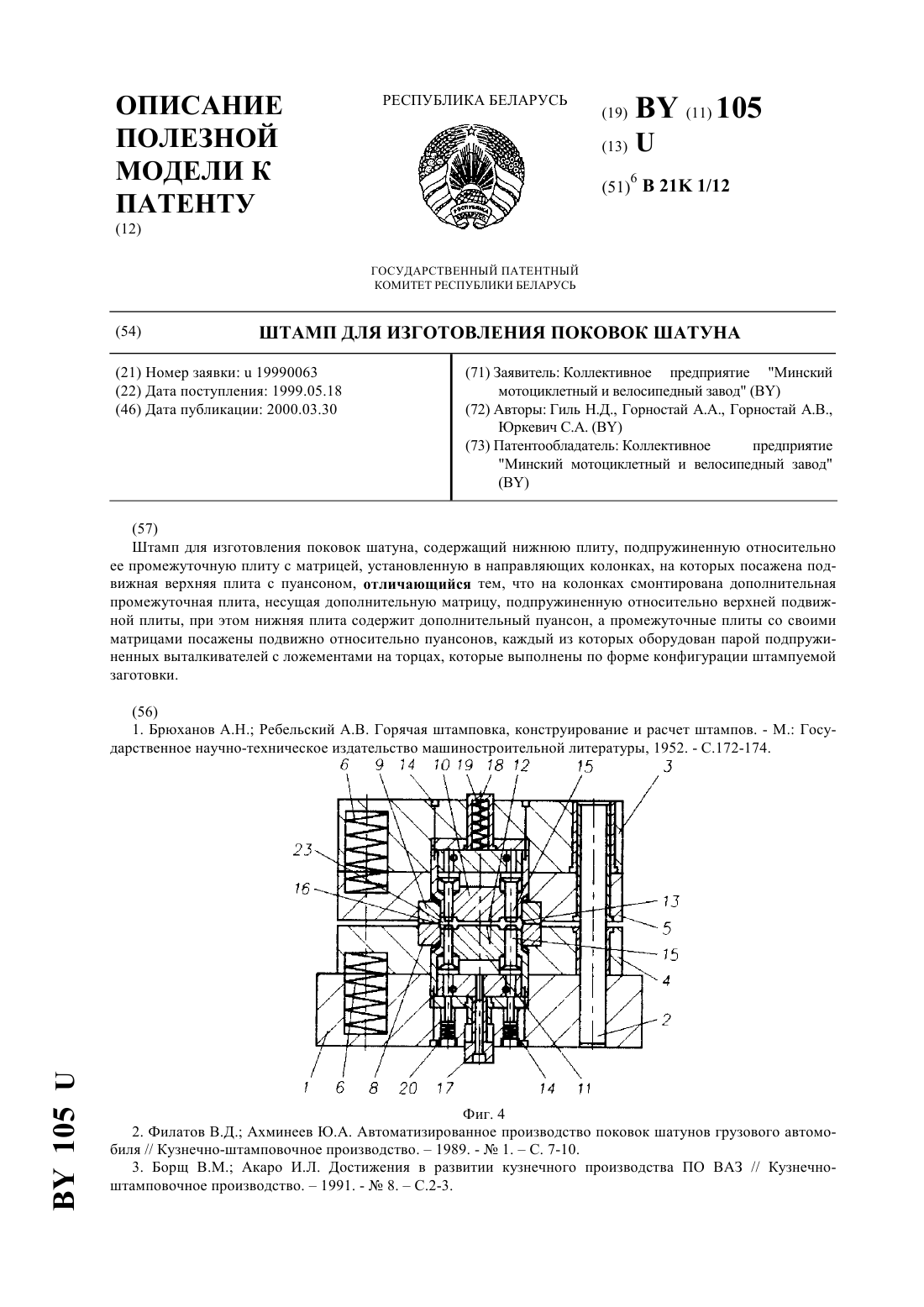
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Гиль Николай Дмитриевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: штамп, шатуна, поковок, изготовления
Текст:
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Держатель ключей
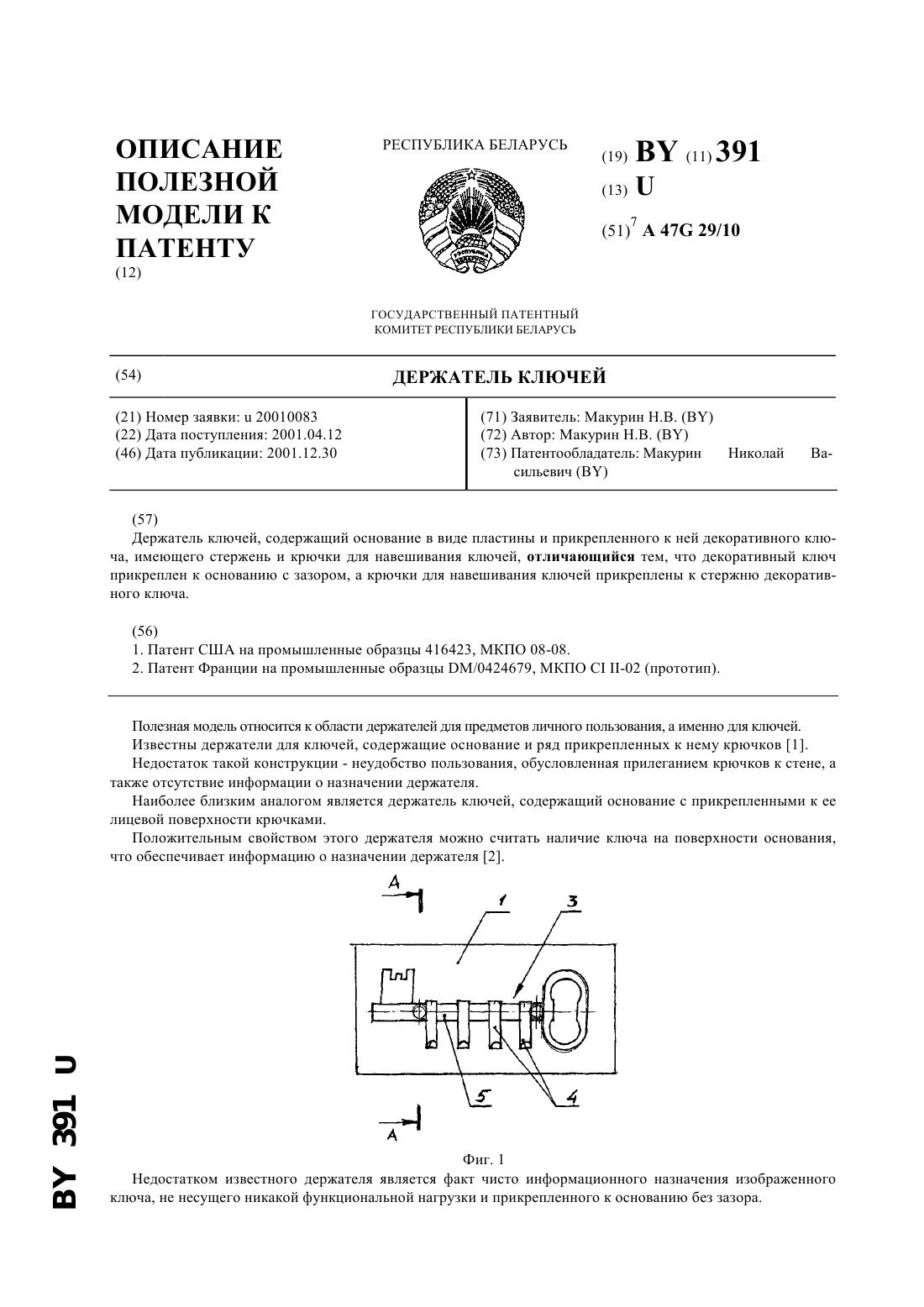
Номер патента: U 391
Опубликовано: 30.12.2001
Автор: Макурин Николай Васильевич
МПК: A47G 29/10
Текст:
...того, что в держателе ключей, содержащего основание в виде пластины и прикрепленного к ней декоративного ключа и крючков для навешивания ключей. В соответствии с данным изобретением декоративный ключ прикреплен к основанию с зазором, а крючки для навешивания ключей прикреплены к стержню декоративного ключа. Такое выполнение держателя ключей обеспечивает совмещение информационной функции с функцией активного элемента конструкции, участвующего...
Предыдущий патент: Глушитель шума вакуумного насоса доильной установки
Следующий патент: Горелка для дуговой сварки в защитных газах
Случайный патент: Полимерная антифрикционная композиция