Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА СТУПЕНЧАТОГО ВАЛА ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Кожевникова Гражина Валерьевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой,включающий нарезку мерной прутковой заготовки, ее нагрев до температуры прокатки 1173-1473 К, формообразование заготовки путем перераспределения металла вдоль оси заготовки движущимися поперек оси плоскими клиновыми инструментами и обрезку концевых отходов, отличающийся тем, что поверхность нагретой заготовки перед прокаткой принудительно охлаждают до температуры 773-1073 К на глубину от 0,1 до 0,4 ее диаметра. Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно типа ступенчатых валов, посредством поперечно-клиновой прокатки. Известен способ получения деталей из прутка путем поперечно-клиновой прокатки,заключающийся в том, что вначале пруток разрезают на мерные заготовки, заготовку нагревают до температуры прокатки 11731473 К и сразу формируют до готового изделия в стане поперечно-клиновой прокатки с обрезкой концевых отходов. Формообразование деталей осуществляется путем перераспределения металла вдоль оси заготовки движущимися поперек оси плоскими клиновыми инструментами 1. Недостатком этого способа является разрушение при поперечно-клиновой прокатке со значительными обжатиями заготовок из материалов с ограниченной пластичностью в виде осевой полости и обрыва прокатываемого стержня. Недостатками являются также низкая проработка структуры металла в осевой области и, как следствие, низкие механические свойства вала. Известен способ изготовления изделий типа ступенчатого вала, при котором осуществляют разрезку прутковой заготовки на мерные длины, нагрев заготовки до температуры прокатки 11731473 К, упрочнение заготовки давлением и поперечно-клиновую прокатку 12414 1 2009.10.30 предварительно упрочненной заготовки с обрезкой концевых отходов. Перед прокаткой в устройстве для упрочнения давлением нагретые заготовки продавливают через сообщенные каналы для интенсивного деформирования сдвигом. Способ позволяет снизить вероятность вскрытия осевой полости и повысить проработку структуры металла заготовки 2. Однако известный способ не позволяет снизить вероятность обрыва прокатываемого стержня и характеризуется относительно высоким расходом металла из-за образования глубоких утяжин на торцевых поверхностях заготовки и необходимости отрезки участков с утяжиной так называемых концевых отходов. Задачей изобретения является повышение механических свойств изделия, увеличение максимальной степени обжатия без отрыва прокатываемого стержня, уменьшение расхода металла. Поставленная задача решается следующим образом. В известном способе изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой, включающем нарезку мерной прутковой заготовки, ее нагрев до температуры прокатки 11731473 К,формообразование заготовки путем перераспределения металла вдоль оси заготовки движущимися поперек оси плоскими клиновыми инструментами и обрезку концевых отходов, поверхность нагретой заготовки перед прокаткой принудительно охлаждают до температуры 7731073 К на глубину от 0,1 до 0,4 ее диаметра. Принудительное охлаждение поверхности нагретой заготовки до температуры 7731073 К на глубину от 0,1 до 0,4 ее диаметра перед прокаткой позволит снизить деформацию поверхностных слоев при прокатке, что приведет к увеличению деформации внутренних (осевых) слоев заготовки при прокатке с тем же обжатием. Увеличение деформации в осевой области заготовки улучшает там проработку структуры металла, тем самым повышает механические свойства изделия. Таким образом, полученное за счет охлаждения поверхностных слоев перераспределение деформаций по сечению заготовки при поперечно-клиновой прокатке приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой неохлажденной области. Таким образом, при увеличении растягивающих напряжений в стержне на 30 за счет увеличения контактных напряжений прочность стержня на растяжение увеличивается на 50-70 , что позволяет увеличить максимальную степень обжатия до 30 . При температуре подстуженного слоя свыше 1073 К прочность прокатываемого стержня не увеличивается посравнению с прототипом. При температуре подстуженного слоя ниже 773 К резко снижается его пластичность, что приводит к образованию поверхностных трещин при прокатке. Таким образом, эффект увеличения максимальной степени обжатия реализуется в диапазоне температур подстуженного слоя от 773 до 1073 К. При глубине подстуженного слоя менее 0,1 диаметра не возрастает прочность прокатываемого стержня по сравнению с прототипом. При глубине подстуженного слоя более 0,4 диаметра наблюдается значительный рост контактных напряжений, по величине соизмеримый с увеличением прочности прокатываемого стержня. Подстуживание поверхностного слоя прокатываемой заготовки до температуры 7731073 К на глубину от 0,1 до 0,4 ее диаметра приведет к ограничению удлинения поверхностных слоев заготовки при поперечно-клиновой прокатке. При полученной схеме распределения деформаций по сечению заготовки величина концевой утяжины уменьшится. Это позволит уменьшить величину концевых отходов и расход металла при поперечно-клиновой прокатке. 2 12414 1 2009.10.30 В ГНУ ФТИ НАН Беларуси проводились испытания на примере поперечноклиновой прокатки шарового пальца. Известная технология изготовления шарового пальца 2141-2904208 построена следующим образом. Пруток диаметром 34 мм из стали 40 Х нарезают на мерные заготовки (на две детали) длиной 91 мм, заготовку нагревают до температуры 142325 К и автоматически подают на приемную призму клинового инструмента. Формообразование детали происходит в два перехода прокатки. Сначала плоскими клиновыми инструментами формообразуют две сферические поверхности шаровых пальцев диаметром 34,25 мм и цилиндрическую поверхность диаметром 23,6 мм. Далее с промежуточного диаметра 23,6 мм плоскими клиновыми инструментами формируют диаметр 15 мм. Отделяют концевые отходы отрезными ножами и затем прокатанную поковку разделяют на две детали. По предлагаемому способу мерную заготовку диаметром 34 мм и длиной 84 мм нагревают до температуры прокатки 142325 К, затем принудительно охлаждают поверхность нагретой заготовки до температуры 92325 К на глубину 91 мм. Деталь формируют плоскими клиновыми инструментами в один переход с диаметра 34 мм на диаметр 15 мм. Отделяют концевые отходы отрезными ножами и затем прокатанную поковку разделяют на две детали. Степень обжатия при поперечно-клиновой прокатке по предлагаемому изобретению 34 мм/15 мм 2,27, т.е. на 27 больше максимальной степени обжатия 2 для известного способа. По сравнению с прототипом точность прокатки повысилась в 1,5 раза, чистота поверхности прокатанных заготовок возросла в 2 раза. Подстуживание поверхности заготовки пальца шарового до температуры 92325 К на глубину 91 мм привело к уменьшению величины концевых отходов в 2 раза. Это позволило нарезать пруток диаметром 34 мм на мерные заготовки длиной 84 мм по сравнению с прототипом 90 мм и уменьшить расход металла на 7 . Таким образом, принудительное охлаждение поверхности нагретой заготовки до температуры 7731073 К на глубину от 0,1 до 0,4 ее диаметра перед поперечно-клиновой прокаткой приводит к повышению механических свойств изделия, увеличению максимальной степени обжатия без отрыва прокатываемого стержня, уменьшению расхода металла. Предложенный способ изготовления изделий типа ступенчатых валов поперечноклиновой прокаткой найдет широкое применение при изготовлении деталей типа ступенчатых валов на РУП Минский тракторный завод, РУП МАЗ, ОАО БЕЛКАРД (Гродненский завод карданных валов) и других машиностроительных заводах республики. Источники информации 1. Щукин В.Я. Основы поперечно-клиновой прокатки.- Мн. Наука и техника, 1986.223 с. 2. А. с. СССР 721204, МПК 5 В 21 Н 1/18, 1980 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21H 1/00
Метки: изготовления, изделия, прокаткой, способ, ступенчатого, типа, поперечно-клиновой, вала
Код ссылки
<a href="https://by.patents.su/3-12414-sposob-izgotovleniya-izdeliya-tipa-stupenchatogo-vala-poperechno-klinovojj-prokatkojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой</a>
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12236
Опубликовано: 30.08.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, прокаткой, изготовления, способ, ступенчатого, поперечно-клиновой
Текст:
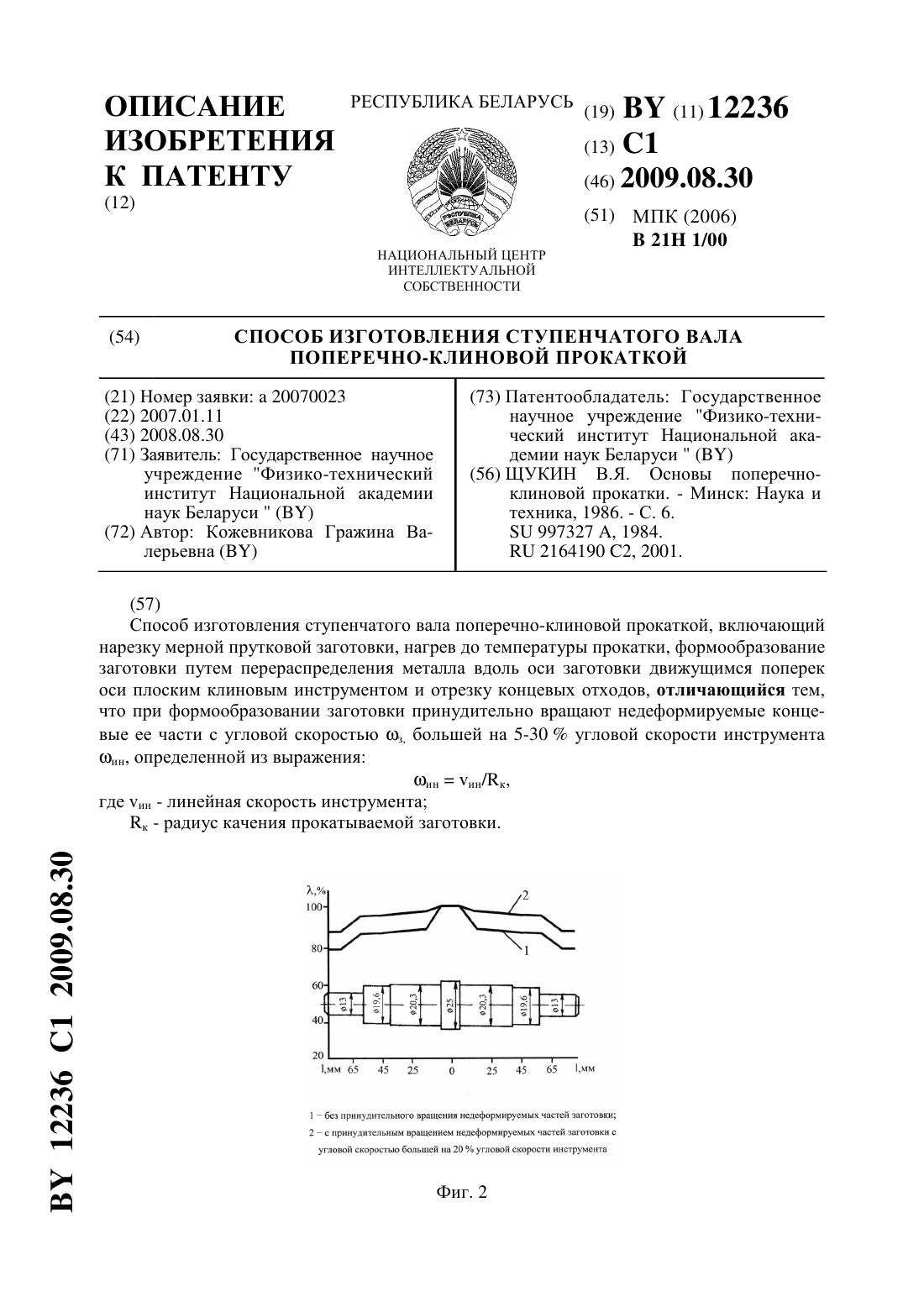
...изобретения поясняется фигурами, где на фиг. 1 показано распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформаций при поперечной прокатке со степенью обжатия 1,10, на фиг. 2 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 - без принудительного вращения недеформируемых частей заготовки и с принудительным вращением недеформируемых...
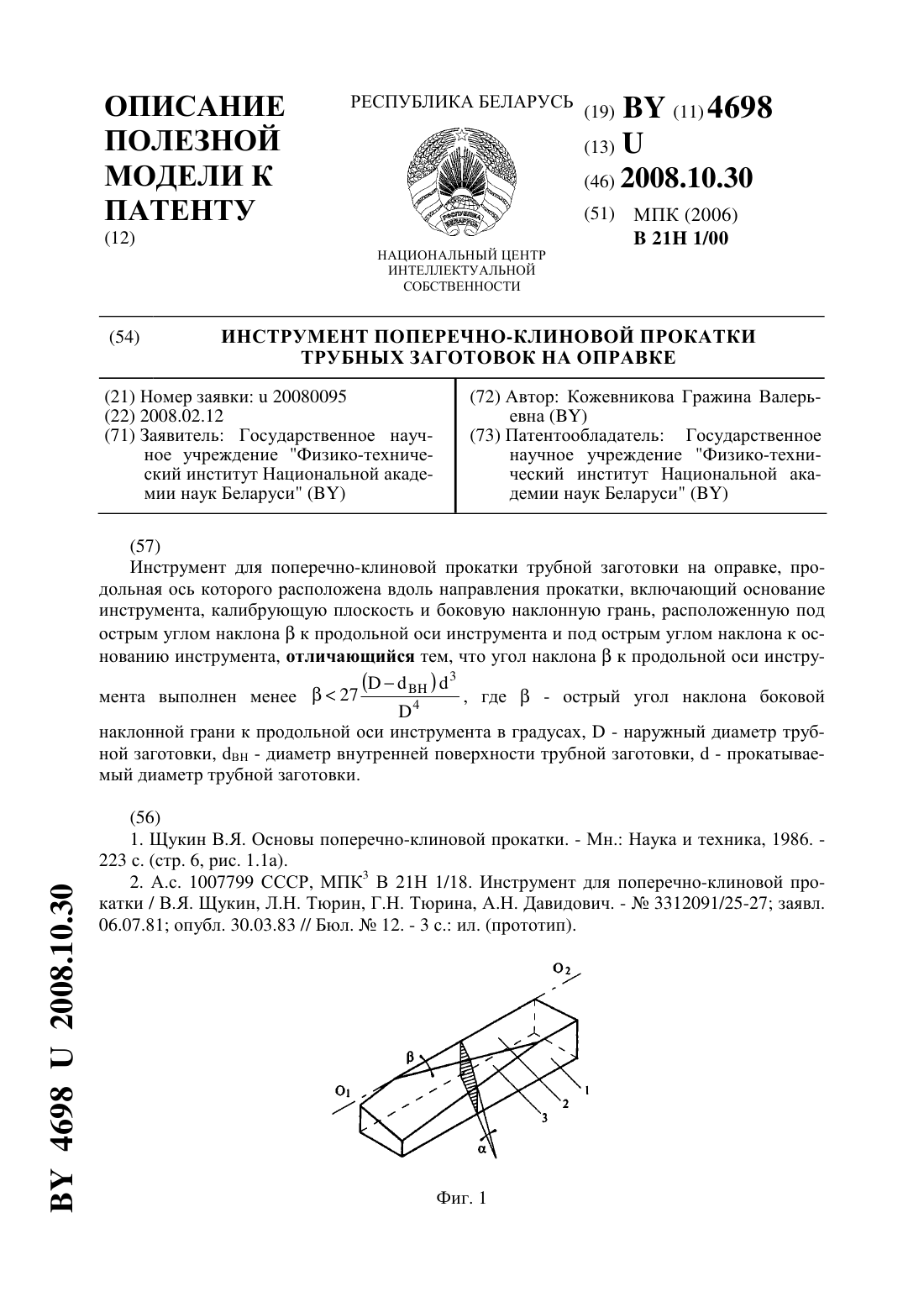
Инструмент поперечно-клиновой прокатки трубных заготовок на оправке
Номер патента: U 4698
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, оправке, заготовок, инструмент, трубных, поперечно-клиновой
Текст:
...обеспечение устойчивого протекания процесса поперечно-клиновой прокатки трубной заготовки на оправке без проскальзывания. Поставленная задача решается следующим образом. В инструменте для поперечноклиновой прокатки трубной заготовки на оправке, продольная ось которого расположена вдоль направления прокатки, включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак...
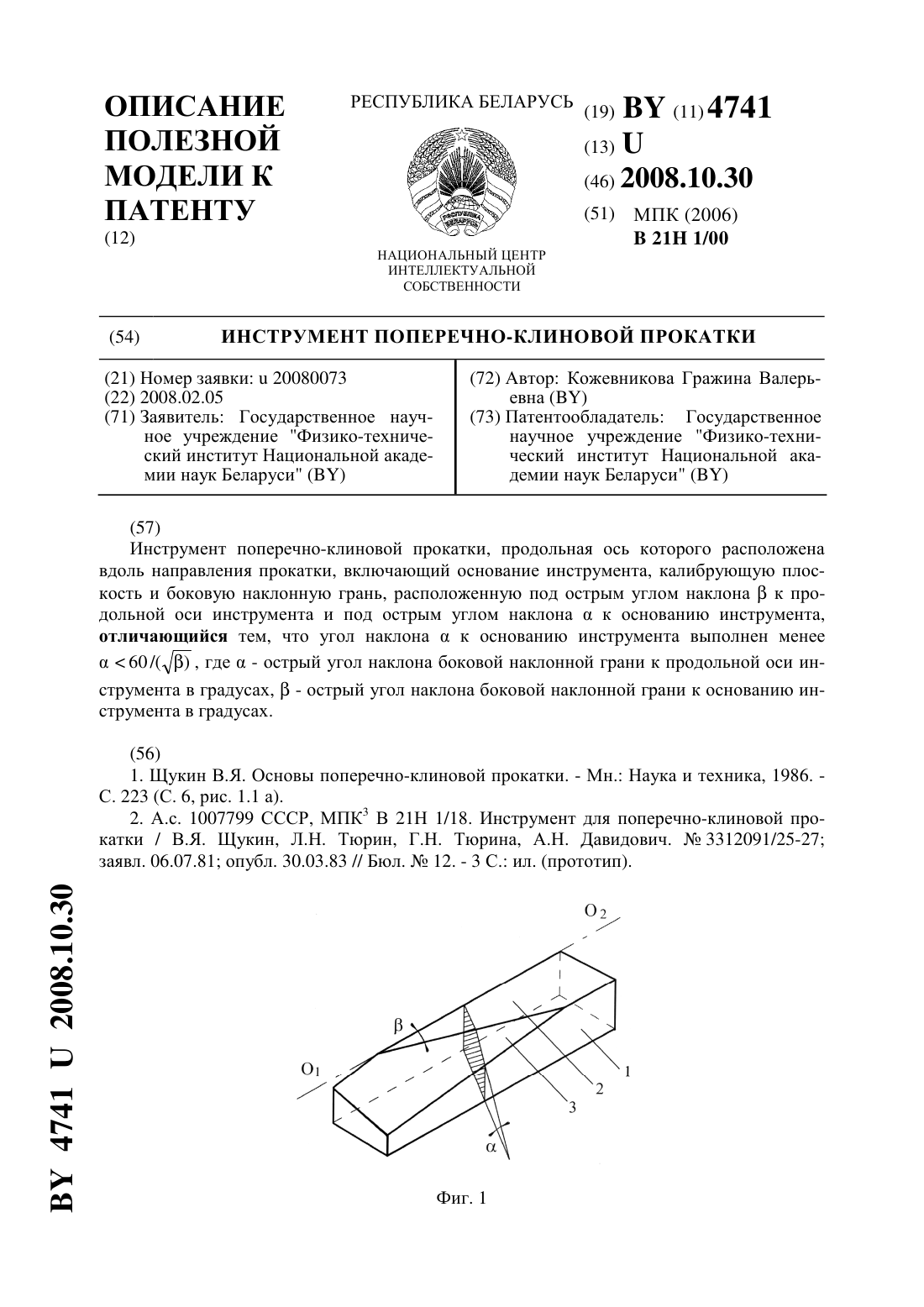
Инструмент поперечно-клиновой прокатки
Номер патента: U 4741
Опубликовано: 30.10.2008
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокатки, инструмент, поперечно-клиновой
Текст:
...валов. Поставленная задача решается следующим образом. В инструменте поперечноклиновой прокатки, продольная ось которого расположена вдоль направления прокатки,включающем основание инструмента, калибрующую плоскость и боковую наклонную грань, расположенную под острым углом наклонак продольной оси инструмента и под острым углом наклонак основанию инструмента, угол наклонак основанию инструмента выполнен менее 60 /( ) , где- острый...
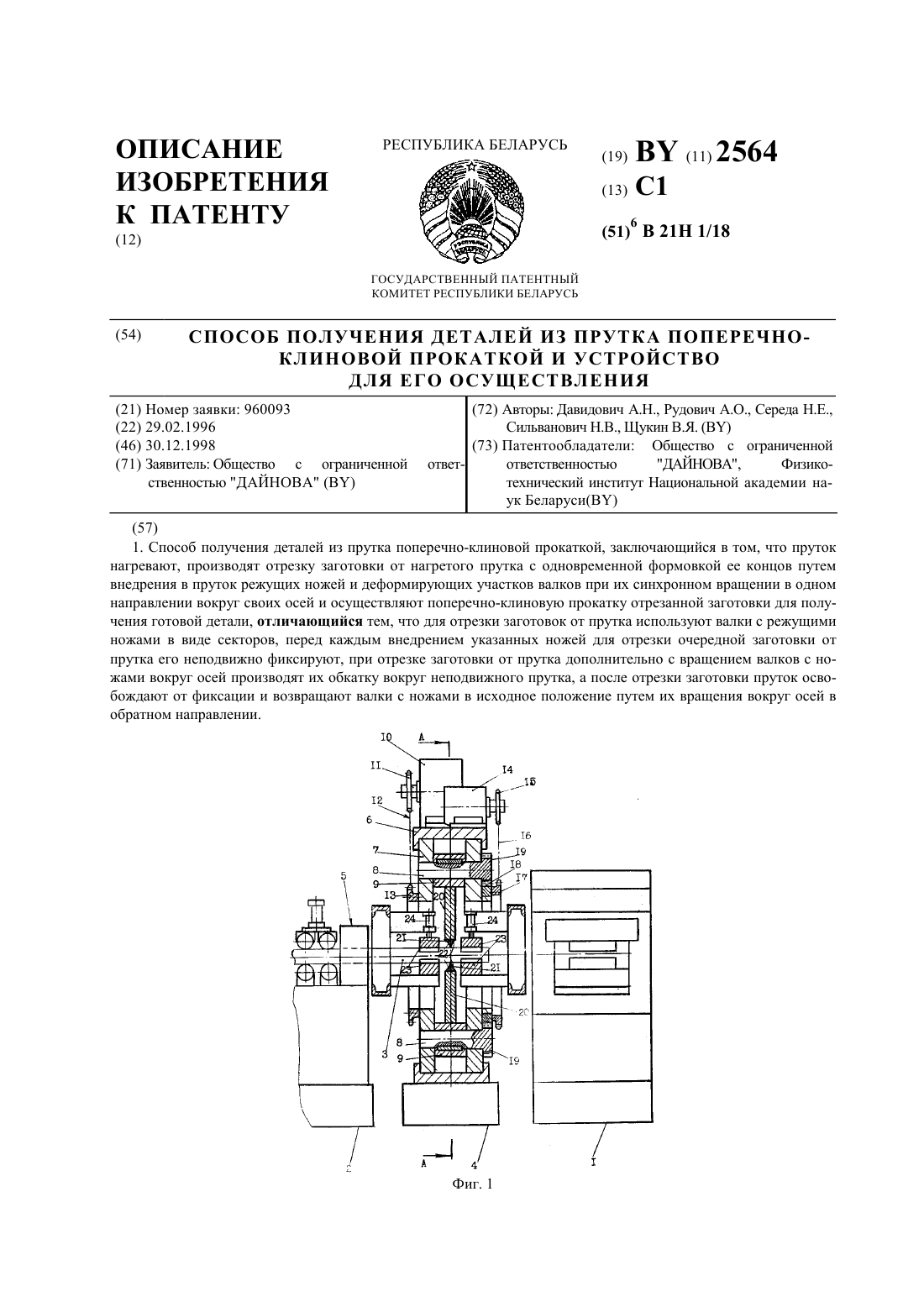
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Щукин Валерий Яковлевич, Сильванович Николай Владимирович, Давидович Александр Николаевич, Рудович Александр Олегович, Середа Николай Ефимович
МПК: B21H 1/18
Метки: получения, осуществления, прокатки, этого, способ, устройство, деталей, прутка, путем, способа, поперечно-клиновой
Текст:
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...
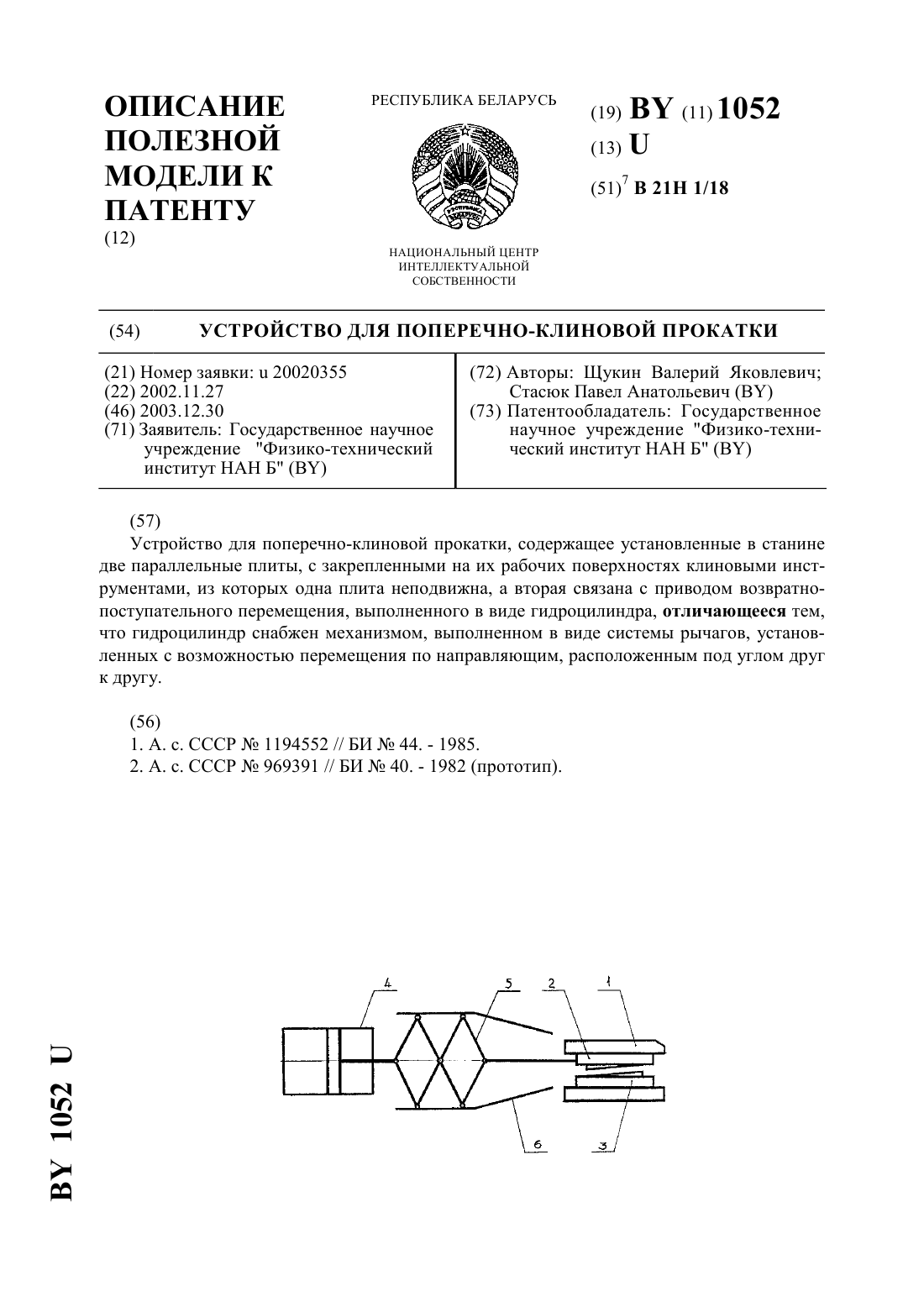
Устройство для поперечно-клиновой прокатки
Номер патента: U 1052
Опубликовано: 30.12.2003
Авторы: Стасюк Павел Анатольевич, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: устройство, прокатки, поперечно-клиновой
Текст:
...перемещения 2. Недостатком данного устройства также является низкая производительность из-за ограниченной скорости привода возвратно-поступательного перемещения. Задачей настоящей полезной модели является повышение производительности устройства поперечно-клиновой прокатки, за счет обеспечения увеличения скорости хода инструментальной плиты. Указанная задача решается за счет того, что устройство для поперечно-клиновой...
Предыдущий патент: Способ профилактики рака шейки матки у пациентки-бактерионосителя гонореи и/или сифилиса, и/или уреаплазмоза
Следующий патент: Способ дистанционного контроля метрологических характеристик автоматизированных радиоизмерительных приборов диапазона СВЧ
Случайный патент: Устройство для определения параметров высокоскоростного потока частиц