Поточная линия для изготовления поковки балки передней оси автомобиля
Номер патента: U 4222
Опубликовано: 28.02.2008
Авторы: Мураев Владимир Евгеньевич, Клушин Валерий Александрович, Пониматько Дмитрий Викторович
Текст
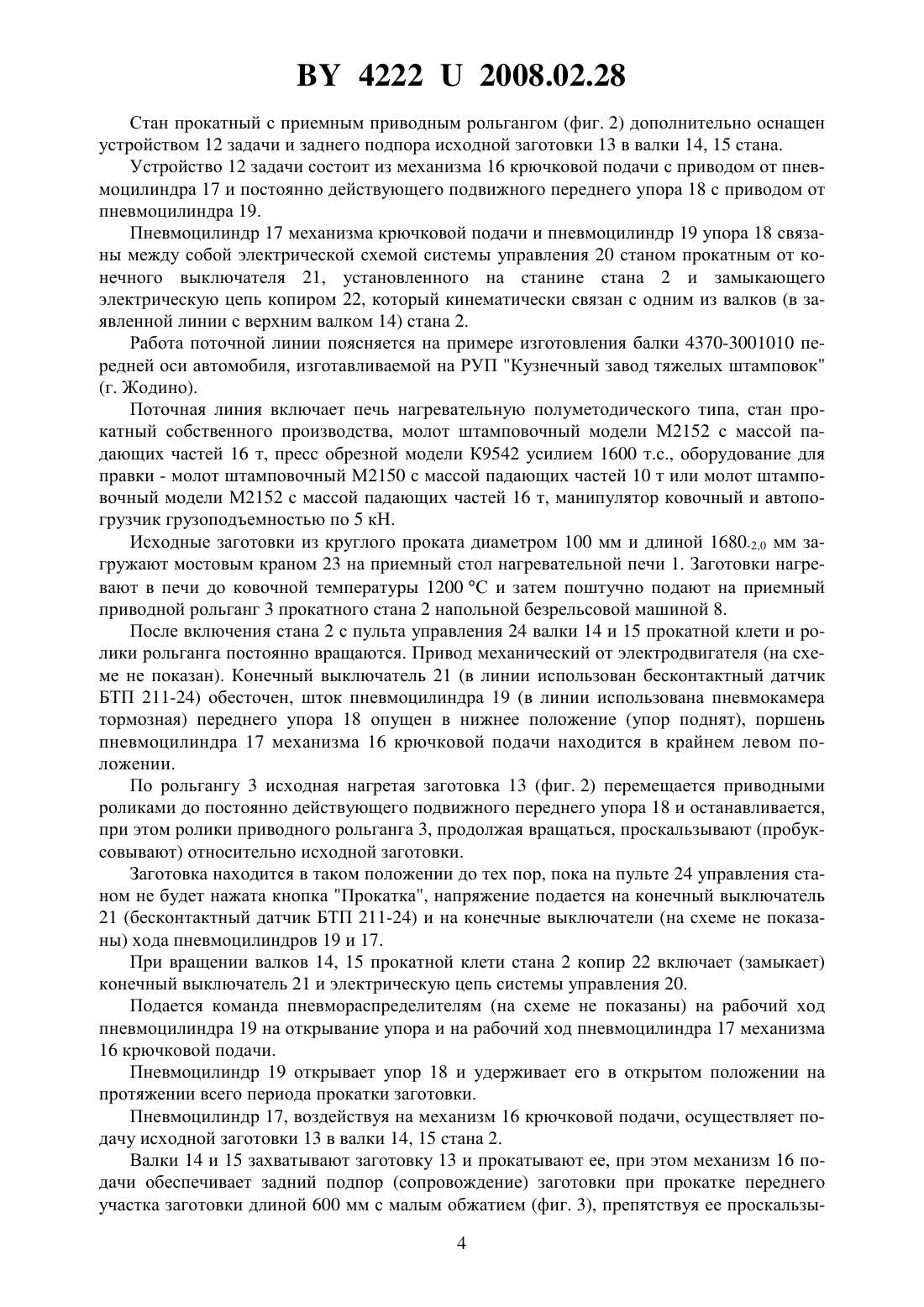
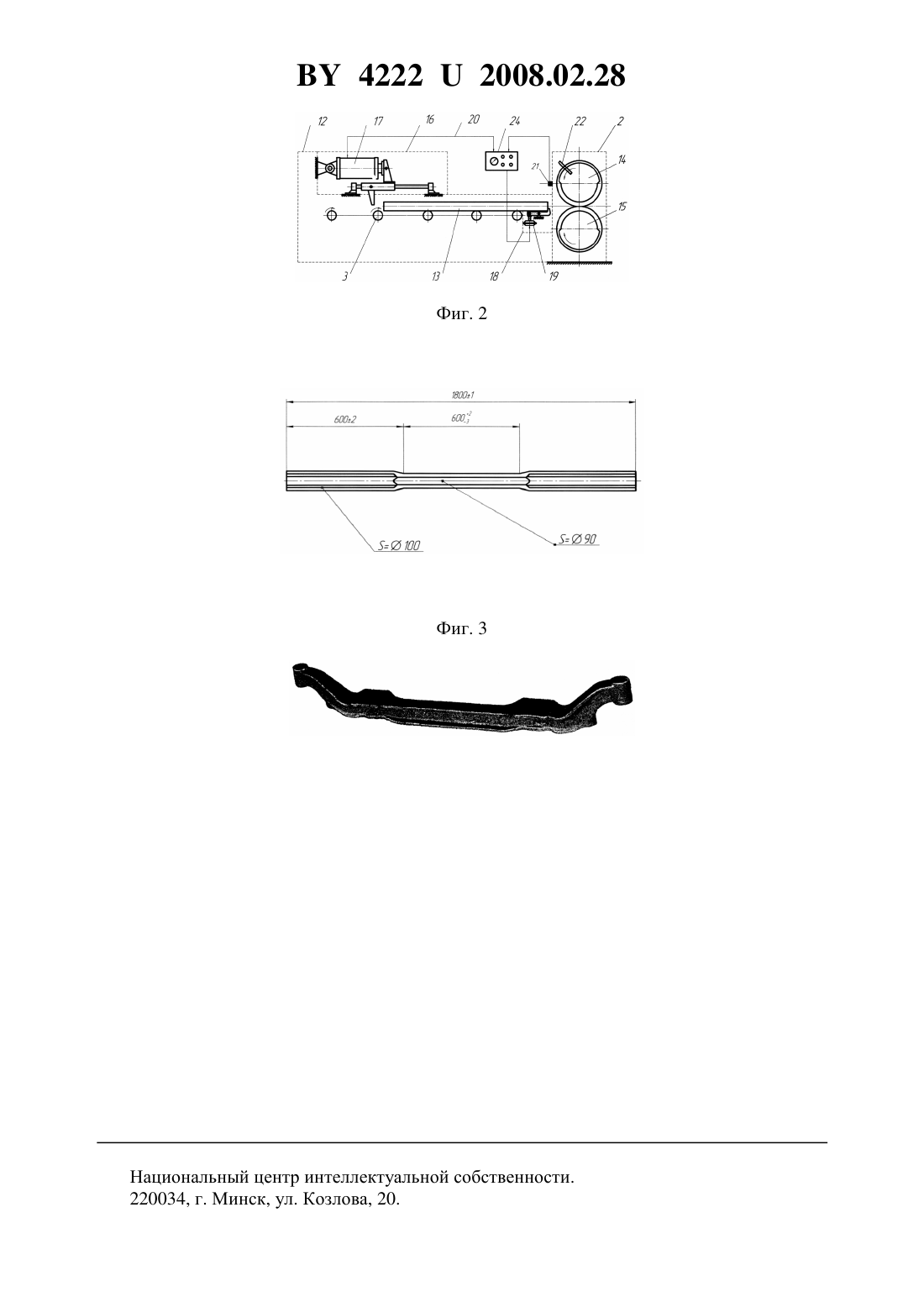
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОКОВКИ БАЛКИ ПЕРЕДНЕЙ ОСИ АВТОМОБИЛЯ(71) Заявители Белорусский национальный технический университет Республиканское унитарное предприятие Кузнечный завод тяжелых штамповок(72) Авторы Клушин Валерий Александрович Мураев Владимир Евгеньевич Пониматько Дмитрий Викторович(73) Патентообладатели Белорусский национальный технический университет Республиканское унитарное предприятие Кузнечный завод тяжелых штамповок(57) Поточная линия для изготовления поковки балки передней оси автомобиля, включающая печь нагревательную, стан прокатный с приемным приводным рольгангом, молот штамповочный, пресс обрезной, оборудование правки и манипулятор ковочный для подачи профилированной заготовки в рабочую зону молота и для последующего перемещения отштампованной поковки к обрезному прессу и оборудованию правки, отличающаяся тем, что приемный приводной рольганг стана прокатного дополнительно оснащен устройством задачи и заднего подпора исходной заготовки в валки стана, состоящим из механизма крючковой подачи и постоянно действующего подвижного переднего упора с приводами от пневмоцилиндров, при этом пневмоцилиндры подачи и упора связаны между собой электрической схемой системы управления станом прокатным от конечного выключателя,установленного на его станине и замыкающего электрическую цепь копиром, который кинематически связан с одним из валков стана.(56) 1. Горячая штамповка / Под ред. Е.И. Семенова. Ковка и штамповка Справочник. В 4-х т. Т. 2. - 1986. - С. 46. 2. Ковка и объемная штамповка стали Справочник / Под ред. д-ра техн. наук М.В.Сторожева. Т. 2. Изд. 2-е, переработ. - М. Машиностроение, 1967. - С. 210, рис. 9. 3. Рудович А.О., Клушин В.А., Почтарев И.Л., Ковальчук О.Н. Ресурсосберегающие технологии на КИЗ СИТОМО. Прогрессивные технологии обработки материалов давлением. В 2-х частях. Ч. 1. Матер. Межд. науч.-техн. конф., посвященной 100-летию со дня рождения академика АН БССР В.П.Северденко / Под общей ред. А.В.Степаненко. - Мн. УП Технопринт, 2004. - 300 с. 4. Тарновский И.Я., Смирнов В.К., Коцарь С.Л. Продольная прокатка профилей переменного сечения. - Свердловск Изд-во по черной и цветной металлургии, 1962. - С. 258,рис. 141. Полезная модель относится к обработке металлов давлением, в частности к поточным линиям объемной горячей штамповки поковокгруппы в соответствии с классификацией молотовых поковок 1, штампуемых перпендикулярно оси заготовки (штамповка плашмя). В поточных линиях объемной горячей штамповки применяют различные агрегаты(оборудование) обработки давлением для рационального ресурсосберегающего изготовления поковок в соответствии с формой и размерами поковки. Известна поточная линия 2, включающая печь нагревательную, молот штамповочный,пресс обрезной, оборудование правки и манипулятор ковочный для подачи профилированной заготовки в рабочую зону молота и последующего перемещения отштампованной поковки к обрезному прессу и оборудованию правки для изготовления поковок типа коленчатых валов весом более 100 кг. Недостаток указанной поточной линии заключается в отсутствии в ее составе высокопроизводительного оборудования для предварительного профилирования заготовки. На указанной линии можно изготавливать поковки балки передней оси автомобиля из заготовок, полученных при разрезке профилированного проката. Однако получение профилированного проката с металлургических заводов связано со значительными затратами и экономически оправдывается лишь при выполнении значительных объемов, обеспечивающих монтажную норму непрерывной работы прокатного стана 2. Наиболее близкими к заявляемой полезной модели поточной линии по составу и эффективности являются поточные линии штамповки поковок, в состав которых входит оборудование для предварительного профилирования заготовок на вальцах или станах продольной прокатки, позволяющие осуществлять профилирование заготовок и штамповку поковок с одного нагрева 3. К числу таких линий относится поточная линия для изготовления поковки балки передней оси, установленная в кузнечном цехе РУП Кузнечный завод тяжелых штамповок (г. Жодино) и выбранная в качестве прототипа полезной модели. В состав поточной линии входят печь нагревательная, стан прокатный с приемным приводным рольгангом, молот штамповочный, пресс обрезной, оборудование правки, манипулятор ковочный. Манипулятор ковочный в поточной линии используется для подачи профилированной заготовки в рабочую зону молота и для последующего перемещения отштампованной поковки к обрезному прессу и оборудованию правки. Недостаток известной поточной линии заключается в невысокой надежности ее работы при малоотходной штамповке балок передней оси автомобиля и других поковок с удлиненной осью из-за невысокой точности профилирования заготовок, которая выражается в нестабильности длин участков профилированных заготовок, получаемых продольной прокаткой на стане прокатном. 2 42222008.02.28 Нестабильность размеров профилированных заготовок вызвана проскальзыванием(пробуксовкой) валков относительно заготовки при профилировании участков, требующих малых обжатий. Во избежание брака при штамповке на известных линиях возможное проскальзывание заготовки на прокатном стане компенсируют соответствующим увеличением длин участков с малым обжатием за счет сокращения длин участков с большим обжатием, тем самым утяжеляют заготовку против ее расчетного значения, что приводит к нерациональному использованию металла, снижению коэффициента его использования. В современных прокатных станах продольной прокатки подачу заготовки в валки осуществляют приводными рольгангами или специальными механизмами (трайбаппаратами),включающими в свой состав пару подающих роликов, обжимающих заготовку на 1-2 мм 4. Эти механизмы обеспечивают подачу заготовки в валки в нужный момент времени. Перемещение заготовки в рабочих валках стана обеспечивается непосредственно прокаткой за счет сил контактного трения. При прокатке с оптимальными обжатиями заготовки процесс прокатки протекает стабильно. Однако при прокатке отдельных участков заготовки с малыми степенями обжатия, как в случае профилирования заготовки под штамповку балки передней оси автомобиля, сил контактного трения на подающих роликах и рабочих валках может оказаться недостаточно для прокатки заготовки без проскальзывания (пробуксовки) валков. Задачей полезной модели является повышение надежности работы поточной линии,расширение ее технологических возможностей и повышение точности штампуемых поковок. Поставленная задача достигается тем, что в поточной линии для изготовления поковки балки передней оси автомобиля, включающей печь нагревательную, стан прокатный с приемным приводным рольгангом, молот штамповочный, пресс обрезной, оборудование правки и манипулятор ковочный для подачи профилированной заготовки в рабочую зону молота и для последующего перемещения отштампованной поковки к обрезному прессу и оборудованию правки, согласно полезной модели приемный приводной рольганг стана прокатного дополнительно оснащен устройством задачи и заднего подпора исходной заготовки в валки стана, состоящим из механизма крючковой подачи и постоянно действующего подвижного переднего упора с приводами от пневмоцилиндров, при этом пневмоцилиндры подачи и упора связаны между собой электрической схемой системы управления станом прокатным от конечного выключателя, установленного на его станине и замыкающего электрическую цепь копиром, который кинематически связан с одним из валков стана. Сущность полезной модели поясняется иллюстрациями. На фиг. 1 показана планировка поточной линии на фиг. 2 - схема стана прокатного с приемным рольгангом и устройством задачи на фиг. 3 - профилированная заготовка и на фиг. 4 - поковка балки передней оси автомобиля. Поточная линия для изготовления поковки балки передней оси автомобиля (фиг. 1) включает печь нагревательную 1, стан прокатный 2 с приемным приводным рольгангом 3,молот штамповочный 4, пресс обрезной 5, оборудование правки 6 и манипулятор ковочный 7. Манипулятор ковочный 7 используют для подачи профилированной заготовки в рабочую зону молота 4 и для последующего перемещения отштампованной поковки к обрезному прессу 5 и оборудованию правки 6. Для перемещения нагретых заготовок из нагревательной печи 1 на приемный приводной рольганг 3 стана прокатного 2 используют напольную безрельсовую машину 8. На планировке позиция 9 - тара для исходных заготовок, позиция 10 - тара для поковок и позиция 11 - тара для облоя. 3 42222008.02.28 Стан прокатный с приемным приводным рольгангом (фиг. 2) дополнительно оснащен устройством 12 задачи и заднего подпора исходной заготовки 13 в валки 14, 15 стана. Устройство 12 задачи состоит из механизма 16 крючковой подачи с приводом от пневмоцилиндра 17 и постоянно действующего подвижного переднего упора 18 с приводом от пневмоцилиндра 19. Пневмоцилиндр 17 механизма крючковой подачи и пневмоцилиндр 19 упора 18 связаны между собой электрической схемой системы управления 20 станом прокатным от конечного выключателя 21, установленного на станине стана 2 и замыкающего электрическую цепь копиром 22, который кинематически связан с одним из валков (в заявленной линии с верхним валком 14) стана 2. Работа поточной линии поясняется на примере изготовления балки 4370-3001010 передней оси автомобиля, изготавливаемой на РУП Кузнечный завод тяжелых штамповок(г. Жодино). Поточная линия включает печь нагревательную полуметодического типа, стан прокатный собственного производства, молот штамповочный модели М 2152 с массой падающих частей 16 т, пресс обрезной модели К 9542 усилием 1600 т.с., оборудование для правки - молот штамповочный М 2150 с массой падающих частей 10 т или молот штамповочный модели М 2152 с массой падающих частей 16 т, манипулятор ковочный и автопогрузчик грузоподъемностью по 5 кН. Исходные заготовки из круглого проката диаметром 100 мм и длиной 1680-2,0 мм загружают мостовым краном 23 на приемный стол нагревательной печи 1. Заготовки нагревают в печи до ковочной температуры 1200 С и затем поштучно подают на приемный приводной рольганг 3 прокатного стана 2 напольной безрельсовой машиной 8. После включения стана 2 с пульта управления 24 валки 14 и 15 прокатной клети и ролики рольганга постоянно вращаются. Привод механический от электродвигателя (на схеме не показан). Конечный выключатель 21 (в линии использован бесконтактный датчик БТП 211-24) обесточен, шток пневмоцилиндра 19 (в линии использована пневмокамера тормозная) переднего упора 18 опущен в нижнее положение (упор поднят), поршень пневмоцилиндра 17 механизма 16 крючковой подачи находится в крайнем левом положении. По рольгангу 3 исходная нагретая заготовка 13 (фиг. 2) перемещается приводными роликами до постоянно действующего подвижного переднего упора 18 и останавливается,при этом ролики приводного рольганга 3, продолжая вращаться, проскальзывают (пробуксовывают) относительно исходной заготовки. Заготовка находится в таком положении до тех пор, пока на пульте 24 управления станом не будет нажата кнопка Прокатка, напряжение подается на конечный выключатель 21 (бесконтактный датчик БТП 211-24) и на конечные выключатели (на схеме не показаны) хода пневмоцилиндров 19 и 17. При вращении валков 14, 15 прокатной клети стана 2 копир 22 включает (замыкает) конечный выключатель 21 и электрическую цепь системы управления 20. Подается команда пневмораспределителям (на схеме не показаны) на рабочий ход пневмоцилиндра 19 на открывание упора и на рабочий ход пневмоцилиндра 17 механизма 16 крючковой подачи. Пневмоцилиндр 19 открывает упор 18 и удерживает его в открытом положении на протяжении всего периода прокатки заготовки. Пневмоцилиндр 17, воздействуя на механизм 16 крючковой подачи, осуществляет подачу исходной заготовки 13 в валки 14, 15 стана 2. Валки 14 и 15 захватывают заготовку 13 и прокатывают ее, при этом механизм 16 подачи обеспечивает задний подпор (сопровождение) заготовки при прокатке переднего участка заготовки длиной 600 мм с малым обжатием (фиг. 3), препятствуя ее проскальзы 4 42222008.02.28 ванию (пробуксовыванию). Прокаткой исходной заготовки 13 в валках 14, 15 обеспечивают непрерывность технологического процесса профилирования со скоростью, равной линейной скорости валков при прокатке переднего и среднего участков заготовки, на переднем участке заготовки за счет заднего подпора, на среднем - за счет сил контактного трения. На заднем участке заготовки длиной 600 мм при прокатке с малым обжатием возможно пробуксовывание валков, но это не влияет на точность профилируемой заготовки и на качество последующей штамповки поковки балки. При прокатке на переднем участке заготовки осуществляют минимальное обжатие без вытяжки заготовки и без изменения площади поперечного сечения, изменяют лишь форму поперечного сечения из исходного проката 100 мм в квадратном калибре получают сечение в виде квадрата шириной 9092 мм со скругленными вершинами (фиг. 3). Такое формоизменение переднего и заднего участков заготовки выполняют для придания профилированной заготовке формы, удобной для последующей укладки в гибочный ручей молотового штампа. В крайнем правом положении поршня пневмоцилиндра 17 (фиг. 2) срабатывает конечный выключатель, дающий команду пневмораспределителю на обратный ход. В крайнем левом положении поршня пневмоцилиндра 17 срабатывает конечный выключатель,который дает команду на остановку пневмоцилиндра 17, на перемещение пневмоцилиндра 19 переднего упора 18 в нижнее положение (упор поднят) и на размыкание электрической цепи (исходное положение стана прокатного). Профилированную заготовку (фиг. 3) ковочным манипулятором 7 подают в рабочую зону молота 4 и укладывают в предварительный гибочный ручей штампа. Гибку профилированной заготовки осуществляют за 2-3 удара молота и затем перекладывают в окончательный ручей, где за 12-14 ударов (при давлении воздуха 0,7 МПа) осуществляют окончательную штамповку поковки. Отштампованную на молоте 4 поковку ковочным манипулятором 7 транспортируют к обрезному прессу 5 и укладывают в обрезной штамп. Обрезку облоя осуществляют за один ход пресса, облой удаляют в тару 11, а поковку (фиг. 4) проталкивают на приемный столик обрезного пресса 5. Со столика обрезного пресса 5 горячую поковку ковочным манипулятором 7 транспортируют к оборудованию 6 для правки. В линии в качестве оборудования правки использован молот. Горячую поковку укладывают в штамп молота 6, где за один легкий удар производят правку поковки. Для правки поковки балки передней оси можно использовать основной штамповочный молот 4 и осуществлять правку в окончательном ручье его штампа. Промышленная апробация заявленной поточной линии в течение длительного времени ее эксплуатации при изготовлении балки передней оси 64221-3001010 показала стабильно высокое качество поковок. Качество поковок было повышено за счет повышения точности профилирования заготовок (точность линейных размеров в пределах 1,5 мм), что позволило полностью исключить возможность брака по незаполнению гравюры молотового штампа и увеличить коэффициент использования металла за счет приближения прокатанной заготовки к ее расчетному значению. При освоении новой технологии изготовления поковки балки 4370-3001010 передней оси автомобиля получена экономия 7,7 кг металла на каждой поковке. Промышленное использование полезной модели предполагается в РБ на РУП Кузнечный завод тяжелых штамповок и предприятиях СНГ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21H 1/00
Метки: поковки, балки, изготовления, поточная, передней, автомобиля, линия, оси
Код ссылки
<a href="https://by.patents.su/6-u4222-potochnaya-liniya-dlya-izgotovleniya-pokovki-balki-perednejj-osi-avtomobilya.html" rel="bookmark" title="База патентов Беларуси">Поточная линия для изготовления поковки балки передней оси автомобиля</a>
Способ изготовления кольцевой поковки
Номер патента: 8988
Опубликовано: 28.02.2007
Авторы: Горецкий Георгий Прокопьевич, Мураев Владимир Евгеньевич, Дудецкая Лариса Романовна
МПК: B21K 21/00
Метки: способ, поковки, кольцевой, изготовления
Текст:
...производстве кольцевых поковок и повышение коэффициента использования металла.Задача решается следуюшим образом, в способе изготовления кольцевой поковки,преимущественно шестерни, включаюшем получение полой литой заготовки, ее нагрев и формообразование, заготовку получают методом центробежного литья при следуюшем соотношении размеров1,2 2 с 13/1 2 1,08,где (13 - диаметр отверстия заготовки, ф, - диаметр отверстия поковки, 0,85 5 ВЗ/ВП 5...
Способ изготовления поковки с удлиненной осью и отростком из мерной заготовки
Номер патента: 5232
Опубликовано: 30.06.2003
Авторы: Горностай Анатолий Васильевич, Гиль Николай Дмитриевич, Горностай Анатолий Анатольевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: осью, удлиненной, поковки, заготовки, мерной, способ, изготовления, отростком
Текст:
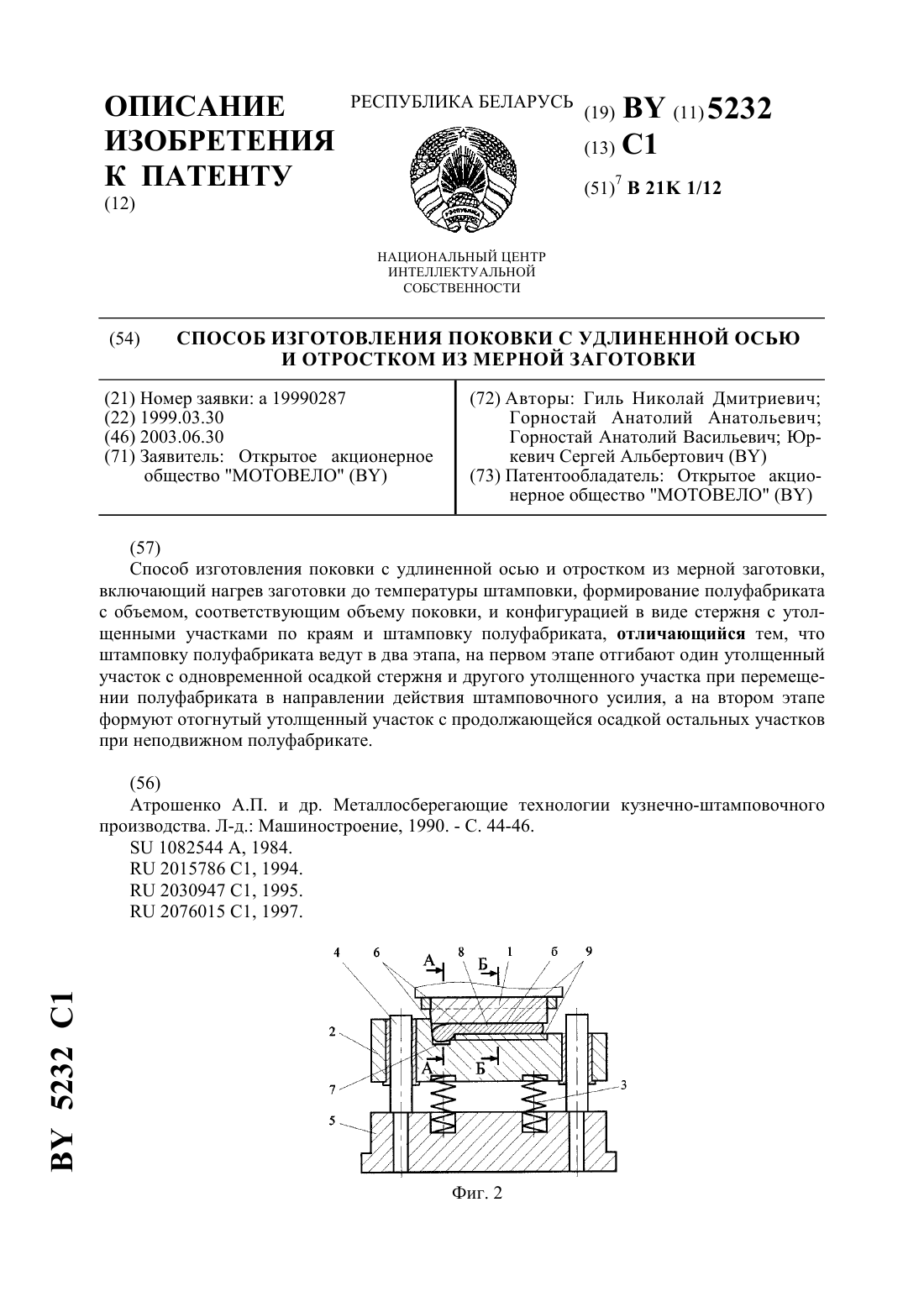
...конфигурации поковки велошатуна после проведения полного комплекса мероприятий по его получению. Мерную заготовку нагревают до температуры штамповки и формируют из ее полуфабрикат (б) с объемом, соответствующим объему поковки и конфигурацией в виде стержня с утолщенными участками по краям. Формирование полуфабриката (б) осуществляют методом поперечно-клиновой прокатки в плоских клиновых калибрах. После этого разогретый полуфабрикат (б), объем...
Способ изготовления поковки шатуна из мерной заготовки
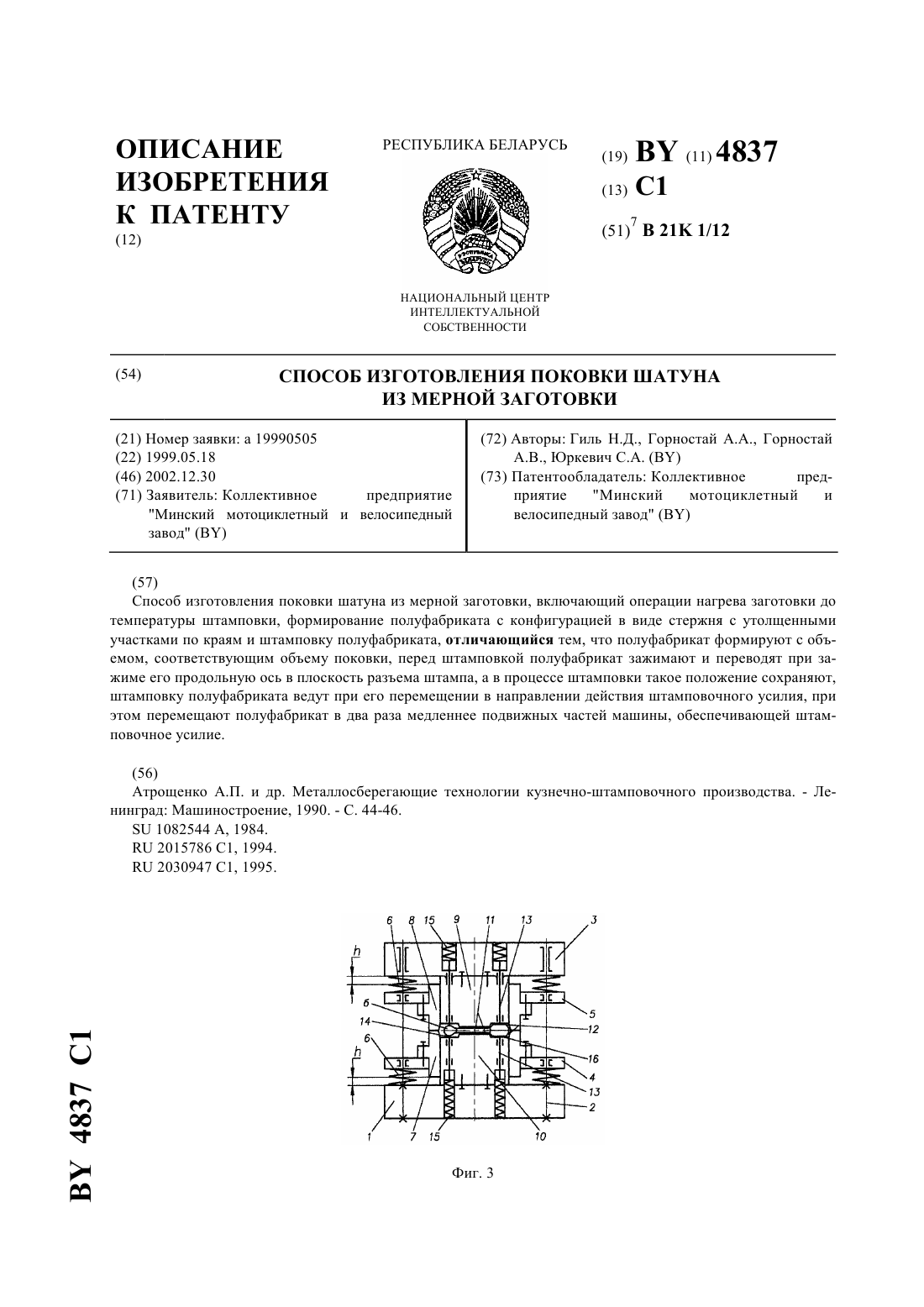
Номер патента: 4837
Опубликовано: 30.12.2002
Авторы: Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: способ, поковки, изготовления, заготовки, шатуна, мерной
Текст:
...в дополнительной промежуточной плите 5 также жестко закреплена дополнительная матрица 8. В матрицах 7, 8 подвижно относительно их смонтированы пуансон 9 и дополнительный пуансон 10, обращенные друг к другу рабочими поверхностями 11, и образующие ими с матрицами 7, 8 закрытый формовочный ручей 12. При этом пуансоны 9, 10 жестко закреплены соответственно на плитах 3, 1. Пуансон 9 и дополнительный пуансон 10 оборудованы парой выталкивателей 13,...
Технологическая линия для изготовления холоднодеформированной проволоки
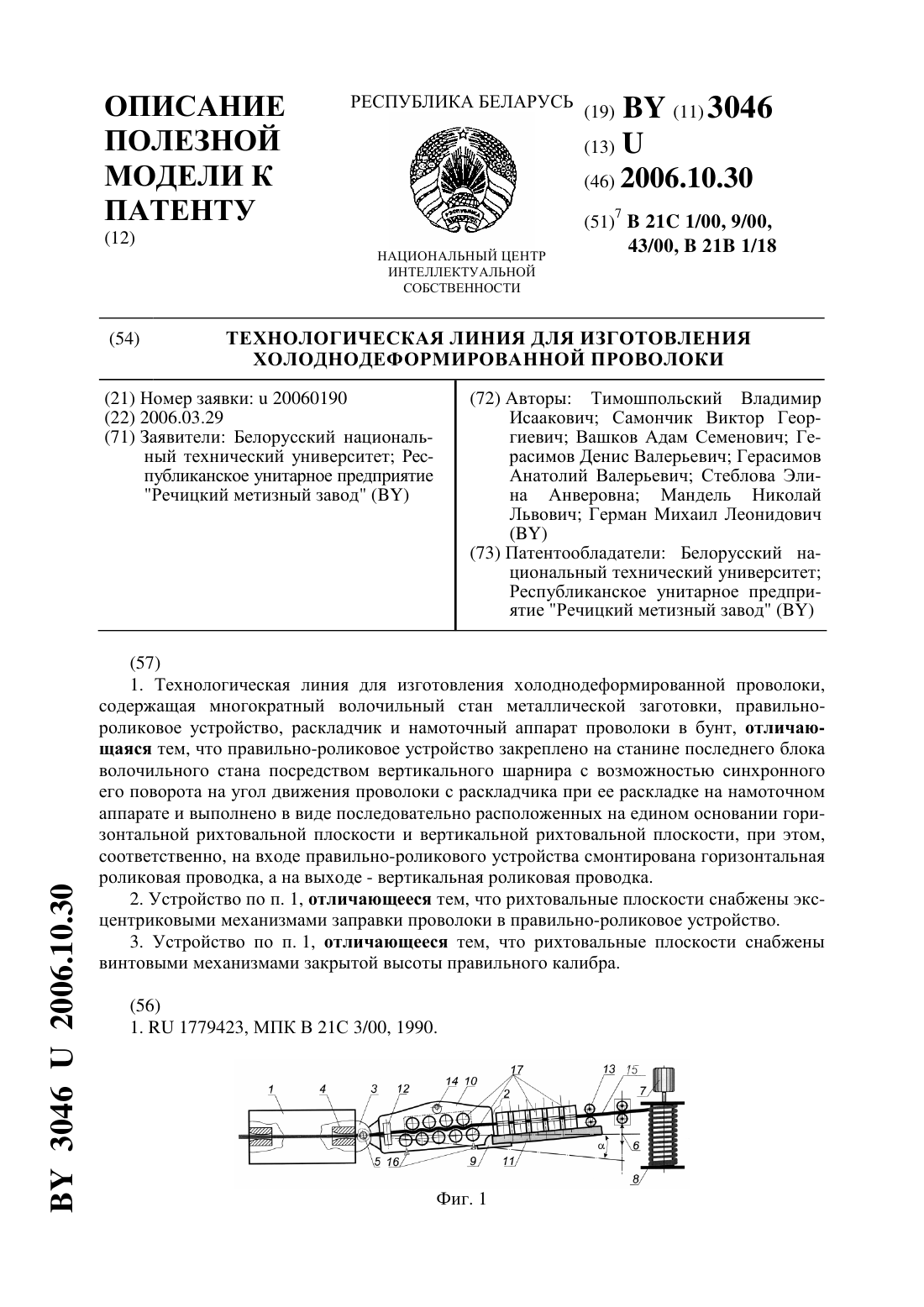
Номер патента: U 3046
Опубликовано: 30.10.2006
Авторы: Герасимов Денис Валерьевич, Стеблова Элина Анверовна, Герасимов Анатолий Валерьевич, Герман Михаил Леонидович, Тимошпольский Владимир Исаакович, Вашков Адам Семенович, Самончик Виктор Георгиевич, Мандель Николай Львович
МПК: B21B 1/18, B21C 43/00, B21C 1/00...
Метки: изготовления, холоднодеформированной, проволоки, технологическая, линия
Текст:
...устройство закреплено на станине последнего блока волочильного стана посредством вертикального шарнира и кинематически связано с раскладчиком с возможностью синхронного поворота на угол движения проволоки с раскладчика при ее раскладке на намоточном аппарате и выполнено в виде последовательно расположенных на общем основании горизонтальной рихтовальной плоскости и вертикальной рихтовальной плоскости, при этом соответственно на входе...
Линия изготовления стального проката
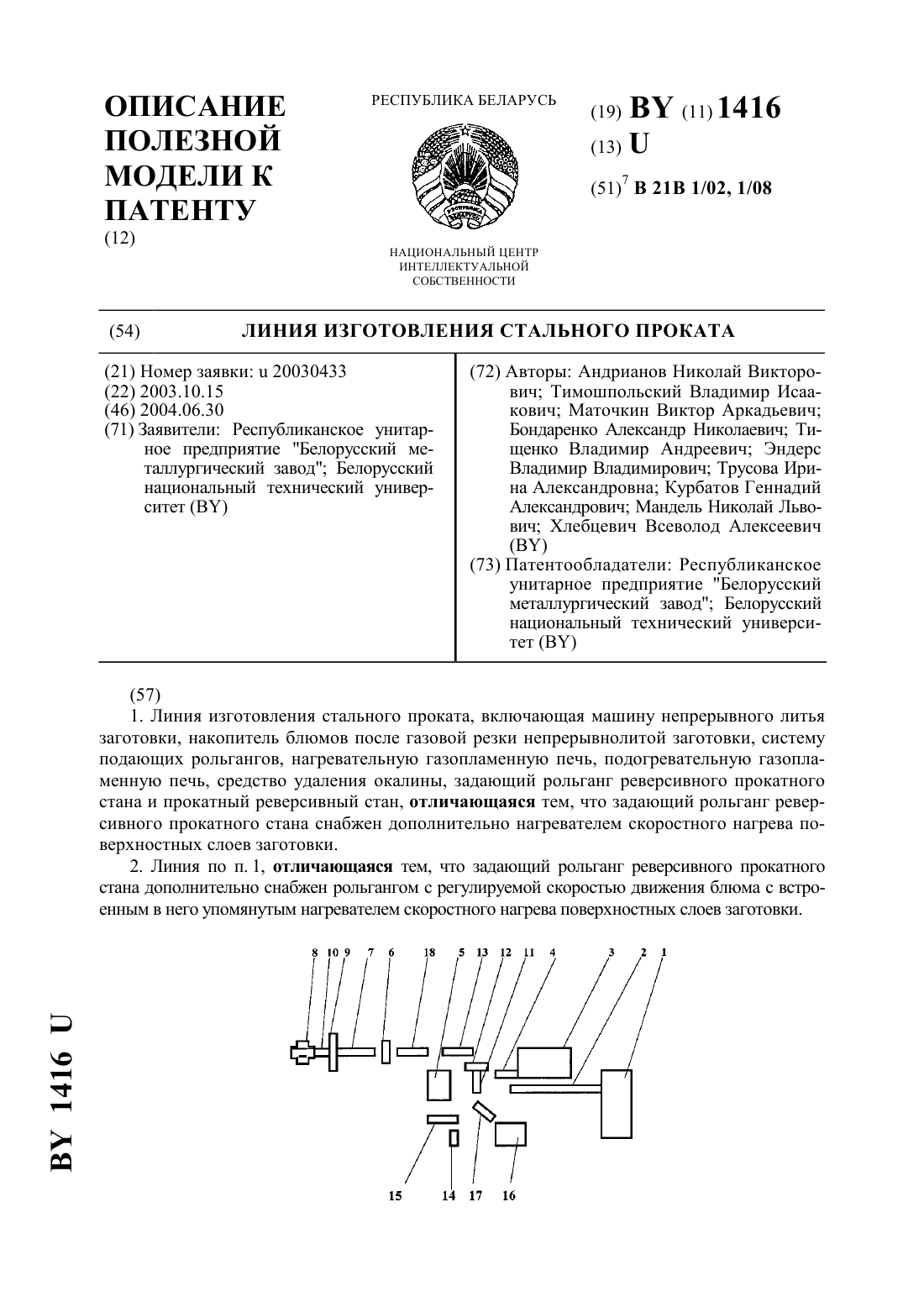
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Андрианов Николай Викторович, Трусова Ирина Александровна, Курбатов Геннадий Александрович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич
Метки: проката, линия, стального, изготовления
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Предыдущий патент: Опрокидывающийся кузов карьерного самосвала
Следующий патент: Зубчатый ремень
Случайный патент: Шасси самоходное тракторное