Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью
Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Липницкий Алексей Станиславович, Демидович Александр Васильевич, Ананчук Алексей Никитич, Клушин Валерий Александрович

Текст
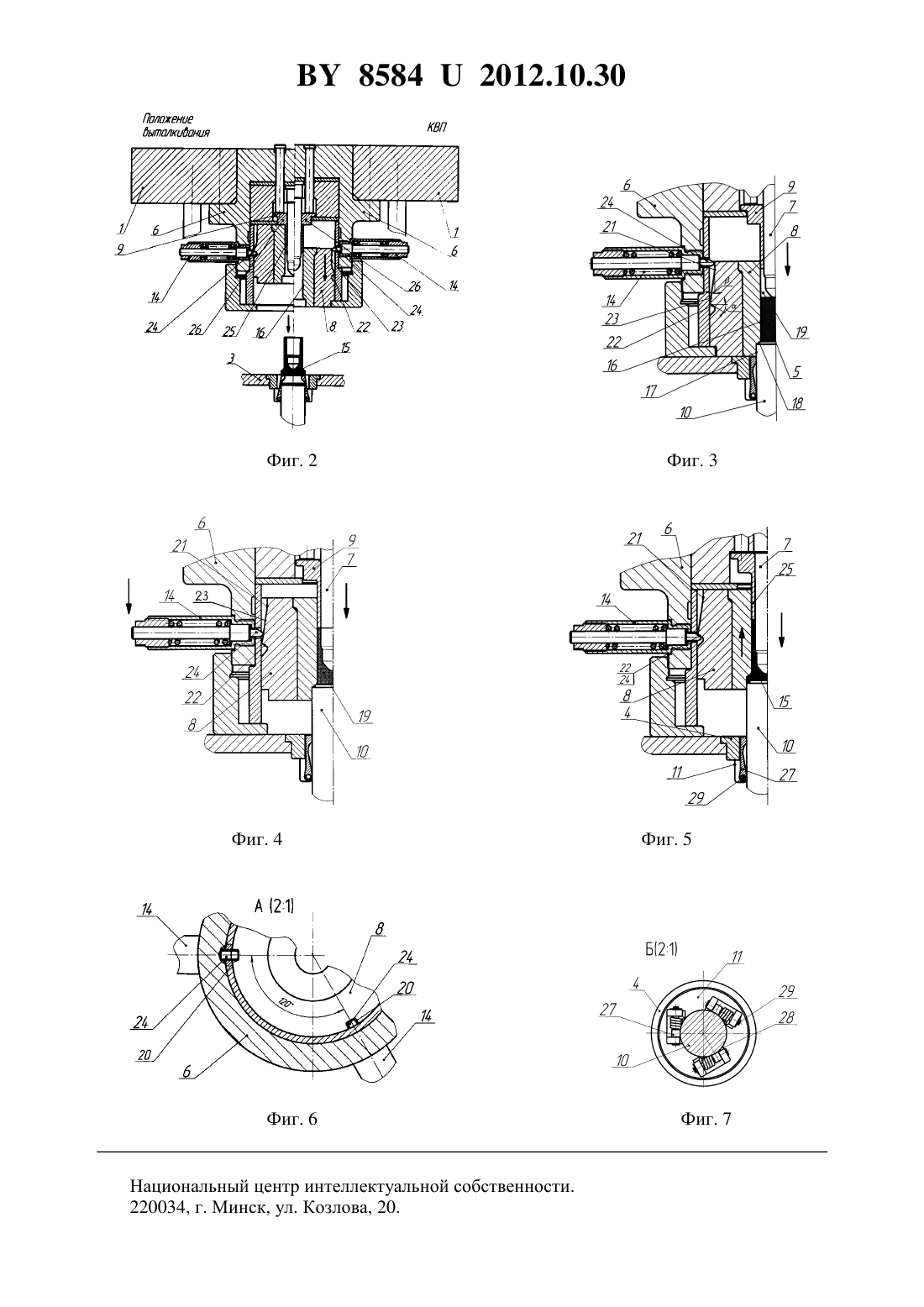
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТОЙ ФЛАНЦЕВОЙ ПОКОВКИ С ГЛУХОЙ ПОЛОСТЬЮ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Липницкий Алексей Станиславович Демидович Александр Васильевич Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью, включающий верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу с приемником для установки исходной заготовки, охватывающим нижний пуансон, отличающийся тем, что матрица выполнена плавающей и установлена в обойме верхней плиты с возможностью осевого перемещения относительно верхнего пуансона и снабжена адаптивным устройством фиксации плавающей матрицы в обойме относительно ее технологических 85842012.10.30 переходов штамповки поковки в конечном нижнем положении верхней плиты штампа, в положении выталкивания отштампованной поковки из матрицы при обратном ходе верхней плиты штампа и последующей расфиксации матрицы в обойме верхней плиты в ее конечном верхнем положении, а приемник для установки исходной заготовки, размещенный в траверсе штампа, выполнен с устройством для центрирования положения исходной заготовки относительно нижнего пуансона. 2. Штамп по п. 1, отличающийся тем, что адаптивное устройство фиксации матрицы выполнено с возможностью технологических переходов последовательного формообразования стержневой и фланцевой частей поковки. 3. Штамп по п. 1, отличающийся тем, что в обойме верхней плиты штампа установлена направляющая концентрично плавающей матрицы. 4. Штамп по п. 1, отличающийся тем, что матрица выполнена по меньшей мере с тремя радиально расположенными по наружной поверхности продольными П-образными пазами с изменяющимся профилем донной части для фиксации и расфиксации матрицы в обойме. 5. Штамп по п. 3, отличающийся тем, что профиль донной части паза матрицы для ее фиксации и расфиксации в обойме выполнен в виде клиньев с угламииподъема их клиновых поверхностей, большими углов самоторможения. 6. Штамп по п. 1, отличающийся тем, что устройство для адаптивной фиксации матрицы в обойме выполнено в виде по меньшей мере трех радиально расположенных в обойме подпружиненных клиновых упоров-фиксаторов прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами матрицы путем П-образного соединения. 7. Штамп по п. 1, отличающийся тем, что выталкиватель выполнен ступенчатым для последовательного удаления вначале отштампованной поковки из матрицы и затем для расфиксации матрицы. 8. Штамп по п. 1, отличающийся тем, что устройство для центрирования положения исходной заготовки относительно нижнего пуансона снабжено по меньшей мере тремя подпружиненными поворотными фасонными рычагами, установленными радиально в направляющих пазах приемника в стационарных осях качения.(56) 1. Ковка и штамповка Справочник. В 4-х т./Ред. Совет Е.И. Семенов (пред.) и др. М. Машиностроение, 1987. - Т. 3. Холодная объемная штамповка / Под ред. Г.А. Навроцкого, 1987. - С. 194, рис. 66. 2. Рудович А.О., Клушин В.А. и др. Ресурсосберегающие технологии на КИЗ СИТОМО / Под общ. ред. академика НАН Беларуси А.В. Степаненко. // Прогрессивные технологии обработки металлов давлением материалы Международной научно-технической конференции, посвященной 100-летию со дня рождения академика АН БССР В.П. Северденко в 2 ч. - Минск УП Экопереспектива, 2004. - Ч. 2. - С. 153-160. Полезная модель относится к обработке металлов давлением и может быть использована для пластического полугорячего формообразования ступенчатых фланцевых поковок с глухими полостями, например толкателя клапана дизельного двигателя. Известен штамп 1 для полугорячей штамповки поковки с глухой полостью, включающий верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу с приемником для установки исходной заготовки. 2 85842012.10.30 Указанный штамп используется для полугорячего прямого выдавливания первого перехода штамповки толкателя тракторного двигателя. Для окончательного формообразования поковки толкателя используют второй штамп, в котором выполняют полугорячую высадку фланца и фасонирование дна полости. Недостаток известной конструкции штампа заключается в том, что на нем возможно получение лишь полой ступенчатой поковки в виде стакана или первого перехода ступенчатой фланцевой поковки с глухой полостью. Таким образом, использование известного штампа не обеспечивает высокой производительности изготовления ступенчатых фланцевых поковок с глухими полостями. В качестве прототипа выбран штамп 2, включающий верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу с приемником для установки исходной заготовки, охватывающим нижний пуансон. Указанный штамп используется для изготовления сменных головок торцовых ключей комбинированным выдавливанием, при котором металл исходной заготовки течет одновременно в двух противоположных направлениях и при соответствующем изменении конструкции нижнего пуансона может быть использован для штамповки ступенчатых фланцевых поковок с глухими полостями. Недостаток известной конструкции штампа заключается в том, что при совмещении выдавливания и высадки с фасонированием дна полости в одном штампе за один переход в начальный момент происходит формообразование фланцевой части поковки и небольшого участка стержневой части поковки, в связи с чем к концу деформации при окончательном выдавливании стержневой части поковки усилие штамповки резко возрастает и давление металла на инструмент превышает допустимые значения (2500 МПа) в поверхностных слоях дна детали, если ее толщина меньше высоты очага деформации, возможно разрушение. Таким образом, использование известного штампа не обеспечивает высокой рентабельной штамповки из-за малой стойкости инструмента, вызванной значительными давлениями металла заготовки на инструмент, и низким качеством поковок из-за возможного разрушения (появления трещин) фланцевых частей поковок. В основу полезной модели положена задача повышения производительности и качества изготовления ступенчатой фланцевой поковки с глухой полостью за счет создания конструкции штампа, в котором штамповку поковки осуществляют с одного нагрева за один переход, последовательно выполняя вначале обратное выдавливание стержневой части поковки в виде стакана с фасонированным дном полости и затем высадку фланцевой части поковки путем поперечного кругового выдавливания избыточного объема дна стержневой части поковки, при этом круговое выдавливание фланцевой части поковки совмещают с окончательным формированием стержневой части поковки с воздействием сил активного трения на ее наружную цилиндрическую поверхность. Поставленная задача достигается тем, что в штампе для изготовления ступенчатой фланцевой поковки с глухой полостью, включающем верхнюю плиту с закрепленной в ней обоймой, в которой установлены верхний пуансон, матрица и выталкиватель, нижнюю плиту с закрепленным на ней нижним пуансоном, установленным соосно с верхним пуансоном и матрицей, и траверсу с приемником для установки исходной заготовки, охватывающим нижний пуансон, согласно полезной модели, матрица выполнена плавающей и установлена в обойме верхней плиты с возможностью осевого перемещения относительно верхнего пуансона и снабжена адаптивным устройством фиксации плавающей матрицы в обойме относительно ее технологических переходов штамповки поковки в конечном нижнем положении (КНП) верхней плиты штампа, в положении выталкивания отштампованной поковки из матрицы при обратном ходе верхней плиты штампа и последующей 3 85842012.10.30 расфиксации матрицы в обойме верхней плиты в ее конечном верхнем положении (КВП),а приемник для установки исходной заготовки, размещенный в траверсе штампа, выполнен с устройством для центрирования положения исходной заготовки относительно нижнего пуансона. В штампе адаптивное устройство фиксации матрицы выполнено с возможностью технологических переходов последовательного формообразования стержневой и фланцевой частей поковки. В штампе в обойме верхней плиты установлена направляющая концентрично плавающей матрицы. В штампе матрица выполнена, по меньшей мере, с тремя радиально расположенными по наружной поверхности продольными П-образными пазами с изменяющимся профилем донной части для фиксации и расфиксации матрицы в обойме. В штампе профиль донной части паза матрицы для ее фиксации и расфиксации в обойме выполнен в виде клиньев с угламииподъема их клиновых поверхностей большими углов самоторможения. В штампе устройство для адаптивной фиксации матрицы в обойме выполнено в виде,по меньшей мере, трех радиально расположенных в обойме подпружиненных клиновых упоров-фиксаторов прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами матрицы путем П-образного соединения. В штампе выталкиватель выполнен ступенчатым для последовательного удаления вначале отштампованной поковки из матрицы и затем для расфиксации матрицы. В штампе устройство для центрирования положения исходной заготовки относительно нижнего пуансона снабжено, по меньшей мере, тремя подпружиненными поворотными фасонными рычагами, установленными радиально в направляющих пазах приемника в стационарных осях качения. Технический результат реализован тем, что увеличена производительность изготовления ступенчатой фланцевой поковки с глухой полостью в два раза (штамповку поковки осуществляют с одного нагрева в одном штампе за один переход) и качество изготовления поковки (исключена возможность появления трещин во фланцевой части поковки). Кроме того, прогнозируется увеличение стойкости инструмента за счет снижения давлениями металла заготовки на инструмент. Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью поясняется чертежами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - общий вид штампа слева - верхняя часть штампа в положении выталкивания отштампованной поковки из матрицы при обратном ходе верхней плиты штампа, справа верхняя часть штампа в положении расфиксации матрицы в обойме верхней плиты, в конечном верхнем положении (КВП) фиг. 3 - технологические переходы штамповки, положение деталей штампа в начальной стадии деформации исходной заготовки фиг. 4 - технологические переходы штамповки, положение деталей штампа на стадии формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена обойма 6, в которой установлены верхний пуансон 7,плавающая матрица 8 и выталкиватель 9. На нижней плите 2 закреплен нижний пуансон 10 соосно с верхним пуансоном 7 и плавающей матрицей 8. Приемник 4 для установки исходной заготовки 5 выполнен с устройством 11 для центрирования положения исходной заготовки 5 относительно нижнего пуансона. Верхняя и нижняя части штампа связаны направляющими колонками (на чертеже не показаны). В обойме 6 установлена направляющая 12 для осевого концентричного перемещения плавающей матрицы 8 относительно верхнего пуансона 7. Направляющую 12 в обойме 6 закрепляют гайкой 13 от осевого перемещения и для ограничения требуемого пространства высотой , равной сумме взаимных перемещений верхнего пуансона 7 и матрицы 8 в процессе деформации поковки. Плавающую матрицу 8 выполняют цельной или бандажированной, как показано на фиг. 1. Плавающая матрица 8 снабжена адаптивным устройством 14 для ее фиксации в обойме 6 относительно технологических переходов штамповки поковки в конечном нижнем положении (КПП) верхней плиты 1 штампа (фиг. 1, справа), в положении выталкивания отштампованной поковки 15 из матрицы 8 при обратном ходе верхней плиты 1 штампа(фиг. 2, слева) и последующей расфиксации матрицы 8 в обойме 6 верхней плиты 1(фиг. 2, справа) в ее конечном верхнем положении (КВП). Технологические переходы последовательного формообразования поковки 15 в калибре 16 плавающей матрицы 8 показаны на фиг. 1-5. Плавающая матрица 8 в положении верхней половины штампа в момент начала деформации исходной заготовки 5 (фиг. 3) охватывает нижний пуансон 10 фланцевой частью 17 своего калибра 16 и упирается в него переходной частью 18 калибра (участок калибра между его стержневой и фланцевой частями), образуя при этом закрытый калибр 19 для формообразования технологического перехода стержневой части поковки. Так же как и в конечном верхнем положении (КВП), плавающая матрица 8 в момент начала деформации заготовки 5 остается в расфиксированном состоянии и под действием собственного веса занимает крайнее нижнее положение в обойме 6. В начальной стадии деформации заготовки (фиг. 3) плавающая матрица 8 остается прижатой к нижнему пуансону 10 благодаря тому, что очаг деформации образуется в верхней части штампуемой заготовки и металл, осаживаясь, распирает подвижную матрицу 8 и при движении верхнего пуансона 7 вниз прижимает матрицу 8 к нижнему пуансону 10. Таким образом, в начальной стадии формообразования технологического перехода стержневой части поковки (фиг. 4) обратным выдавливанием положение подвижной матрицы 8 фиксируют в крайнем нижнем положении технологически (матрица прижата к нижнему пуансону), удерживая тем самым калибр 19 для формообразования стержневой части поковки закрытым. В последующем (фиг. 5) по мере продолжающегося движения верхнего пуансона 7 вниз и увеличения давления деформируемого металла плавающая матрица 8 перемещается вверх под действием сил трения на наружной поверхности деформируемой заготовки. В момент окончательного формообразования поковки 15, когда верхняя половина штампа находится в конечном нижнем положении (КНП), плавающая матрица 8 занимает свое крайнее верхнее положение в обойме 6 и фиксируется в ней адаптивным устройством фиксации 14. На наружной поверхности плавающей матрицы 8 (фиг. 3, 6) или, как в нашем случае,на наружной поверхности бандажного кольца матрицы выполнены, по меньшей мере, три радиально расположенных П-образных паза 20 с изменяющимся профилем донной части 21 для фиксации и расфиксации матрицы 8 в обойме 6. 5 85842012.10.30 Участок профиля 22 донной части 21 П-образного паза 20 для фиксации матрицы 8 в обойме 6 и участок профиля 23 для ее расфиксации (фиг. 3) выполнены в виде клиньев с угламиисоответственно, большими углов самоторможения. Адаптивное устройство 14 (фиг. 3, 6) для фиксации матрицы 8 в обойме 6 выполнено в виде, по меньшей мере, трех радиально расположенных в обойме подпружиненных клиновых упоров-фиксаторов 24 прямоугольного сечения с возможностью образования пар скольжения с соразмерными пазами 20 матрицы 8 путем П-образного соединения. Угол(фиг. 3) выполняют большим угла самоторможения для исключения возможности заклинивания клиновых упоров-фиксаторов 24 адаптивного устройства 14 на соответствующих клиновых поверхностях П-образных профилей 22 плавающей матрицы 8. Угол наклонаклиновых поверхностей упоров-фиксаторов 24 адаптивного устройства 14 и П-образный профиль 22 плавающей матрицы 8 следует назначать исходя из условия, при котором возникающее усилие отжима упора-фиксатора 24 матрицей 8 Ротж в положении выталкивания отштампованной поковки из матрицы при обратном ходе верхней плиты штампа (фиг. 2, слева) было бы меньше или равно усилию Р 1 предварительной затяжки (осадки) пружин устройства 14 фиксации, что обеспечивало бы неподвижность матрицы в процессе выталкивания поковки. В дальнейшем при расфиксации матрицы 8 в обойме 6 верхней плиты 1 (фиг. 2, слева и справа) в ее конечном верхнем положении(КВП) усилие отжима упора-фиксатора 24 матрицей 8 Ротж должно быть в пределах(Р 2 РотжР 1), где Р 2 - наибольшее рабочее усилие пружин устройства 14. Рекомендуемые значения углав пределах 10-45 (при любом выборе пар скольжения 10 больше угла трения, а угол клиновой пары более 45 потребует значительного увеличения усилий пружин устройства 14 для адаптивной фиксации). Угол(фиг. 3) следует выполнять также большим угла самоторможения для обеспечения свободного осевого перемещения матрицы 8 вниз в обойме 6 после ее расфиксации в КВП штампа (фиг. 2, справа). Рекомендуемые значения углав пределах 7-15 (использование угла 15 уменьшает позитивное действие активных сил трения при окончательном формообразовании поковки, увеличивает усилие деформации). Выталкиватель 9 выполнен ступенчатым для последовательного удаления вначале отштампованной поковки 15 из матрицы 8 ступенью 25 (фиг. 2, слева) и затем в КВП штампа (фиг. 2, справа) для расфиксации матрицы 8 ступенью 26 выталкивателя 9, за счет отжима клиновым участком профиля 22 матрицы 8 упора-фиксатора 24 адаптивного устройства 14 фиксации. После чего матрица 8 под действием собственного веса перемещается в обойме 6 вниз и занимает исходное положение, соответствующее КВП штампа. Приемник 4 (фиг. 1, 5, 7) выполнен с устройством 11 для центрирования положения исходной заготовки 5 относительно нижнего пуансона 10. Устройство 11 снабжено, по меньшей мере, тремя подпружиненными поворотными фасонными рычагами 27, установленными радиально в направляющих пазах 28 приемника 4 в стационарных осях 29 качения. Работу штампа осуществляют следующим образом. В исходном КВП штампа (фиг. 1, справа) производят укладку заготовки 5 в приемник 4 с опорой на нижний пуансон 10 и центрирование ее (заготовки) положения относительно нижнего пуансона 10 устройством 11. Включают рабочий ход пресса. Верхняя плита 1 с закрепленной в ней обоймой 6, в которой установлены верхний пуансон 7, плавающая матрица 8 и выталкиватель 9, движется вниз. Обойма 6 через гайку 13 воздействует на траверсу 3 с приемником 4 и перемещает их вниз. В момент начала деформации заготовки 5 (фиг. 3) плавающая матрица 8 охватывает нижний пуансон 10 фланцевой частью 17 своего калибра 16 и упирается в него переходной частью 18 калибра, образуя закрытый калибр 19 для формообразования технологического перехода стержневой части поковки. 6 85842012.10.30 При формообразовании стержневой части поковки (фиг. 4) обратным выдавливанием плавающая матрица 8 остается прижатой к нижнему пуансону 10 благодаря тому, что очаг деформации образуется в верхней части штампуемой заготовки, и металл, осаживаясь,распирает подвижную матрицу 8 и при движении верхнего пуансона 7 вниз прижимает матрицу 8 к нижнему пуансону 10. В последующем (фиг. 4 и 5) по мере продолжающегося движения верхнего пуансона 7 вниз и увеличения давления деформируемого металла плавающая матрица 8 перемещается вверх под действием активных сил трения на наружной поверхности деформируемой заготовки. При движении подвижной матрицы 8 в обойме 6 вверх упоры-фиксаторы 24 устройства фиксации 14 отжимаются клиновыми поверхностями профилей 23 донных частей 21 П-образных пазов 20 (фиг. 4, 6). В момент окончательного формообразования поковки 15 (фиг. 5), когда верхняя половина штампа находится в КНП, плавающая матрица 8 занимает свое крайнее верхнее положение в обойме 6 и фиксируется в ней адаптивным устройством 14 фиксации, при этом упоры-фиксаторы 24 устройства фиксации образуют пары скольжения с клиновыми поверхностями 22 П-образных пазов 20 матрицы 8 (фиг. 5, 6). В дальнейшем при обратном ходе верхней плиты штампа 1 последовательно осуществляют вначале удаление отштампованной поковки 15 из матрицы 8 ступенью 25 выталкивателя 9 (фиг. 2, слева) и затем расфиксацию матрицы 8 ступенью 26 выталкивателя 9 (фиг. 2, справа). При удалении отштампованной поковки 15 усилие отжима Ротж, возникающего в парах скольжения клиновых поверхностей 22 и 24 матрицы и упора-фиксатора, не превышает усилия Р 1 предварительной затяжки (осадки) пружин устройства 14 фиксации, что обеспечивает фиксированное положение матрицы 8 в обойме 6 в процессе выталкивания поковки 15. При дальнейшем движении верхней плиты в КВП штампа ступень 26 выталкивателя 9 воздействует непосредственно на матрицу 8, что приводит к ее расфиксации, при этом усилие отжима Ротж превышает усилия Р 1 и определяется пределами (Р 2 РотжР 1). После расфиксации плавающей матрицы 8 (фиг. 2, справа) упоры-фиксаторы 24 устройства фиксации 14, продолжая оставаться в ее П-образных пазах 20, контактируют с клиновыми поверхностями 23, которые выполнены с углом наклонабольшим угла самоторможения, и поэтому не препятствуют перемещению матрицы 8 в обойме 6 под действием собственного веса в ее крайнее нижнее положение. После извлечения отштампованной поковки штамп готов для последующей работы. Моделирование процесса штамповки на кривошипном прессе КВ 2132 усилием 160 тс показало, что последовательное выполнение вначале обратного выдавливания стержневой части поковки в виде стакана с фасонированным дном полости и затем высадки фланцевой части поковки с одновременным окончательным формированием ее стержневой части с использованием активных сил трения в предложенной конструкции штампа позволяет снизить, по сравнению с известными схемами штамповки, усилие деформации в 2,5 раза,среднее напряжение на завершающей стадии штамповки в 2 раза. Промышленное освоение штампа и заявленной технологии готовится к использованию в Республике Беларусь на РУПП КИЗ СИТОМО. Таким образом, предложенная конструкция штампа позволяет осуществлять штамповку ступенчатых фланцевых поковок с глухой полостью, например толкателя клапана дизельного двигателя, более производительно и качественно в одном штампе с одного нагрева, за счет обеспечения оптимальных условий формоизменения стержневой и фланцевой частей поковки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B21H 1/00
Метки: глухой, изготовления, ступенчатой, поковки, фланцевой, полостью, штамп
Код ссылки
<a href="https://by.patents.su/8-u8584-shtamp-dlya-izgotovleniya-stupenchatojj-flancevojj-pokovki-s-gluhojj-polostyu.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью</a>
Штамп для изготовления поковок шатуна
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Гиль Николай Дмитриевич, Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: поковок, изготовления, шатуна, штамп
Текст:
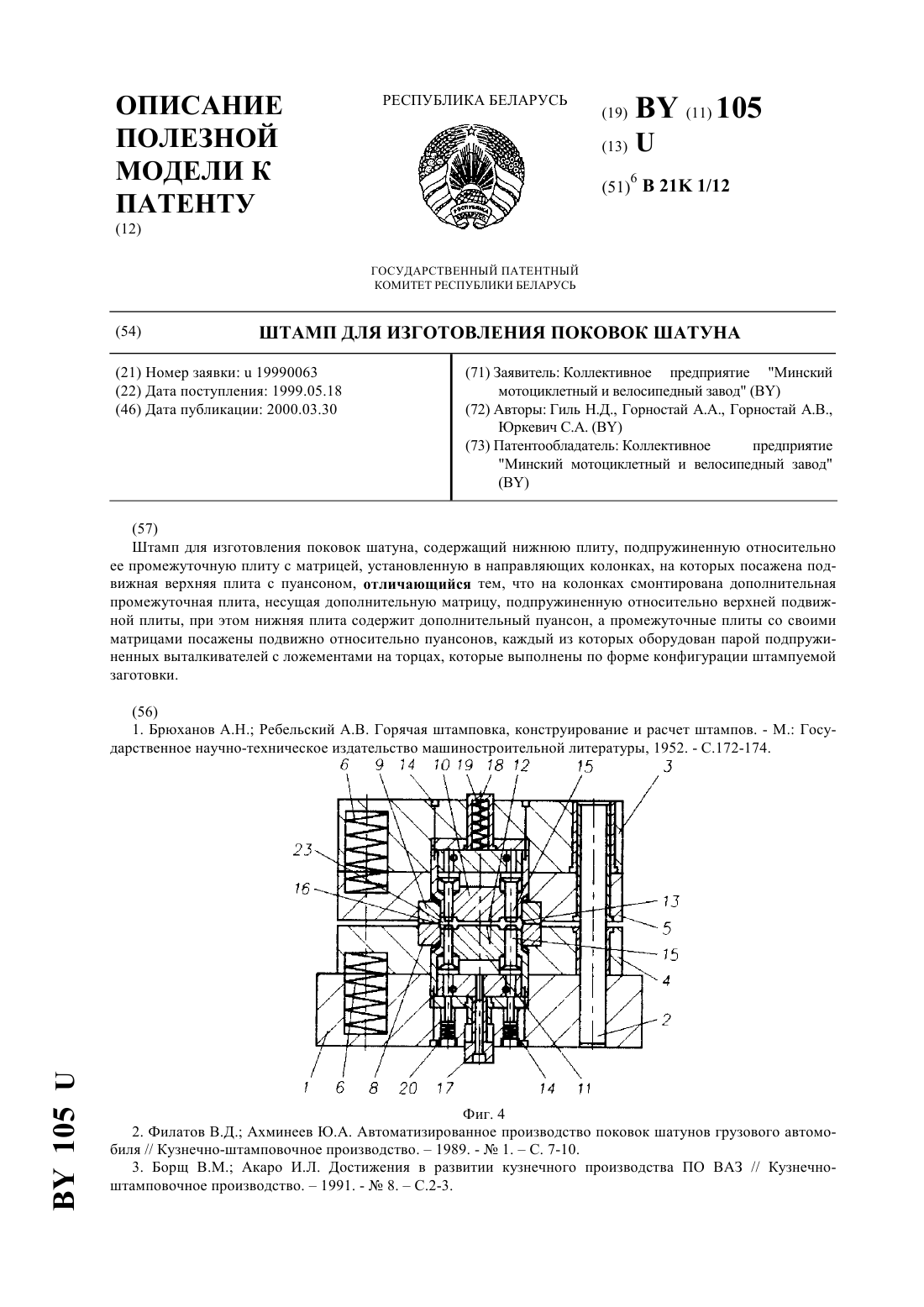
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Способ изготовления поковки шатуна из мерной заготовки
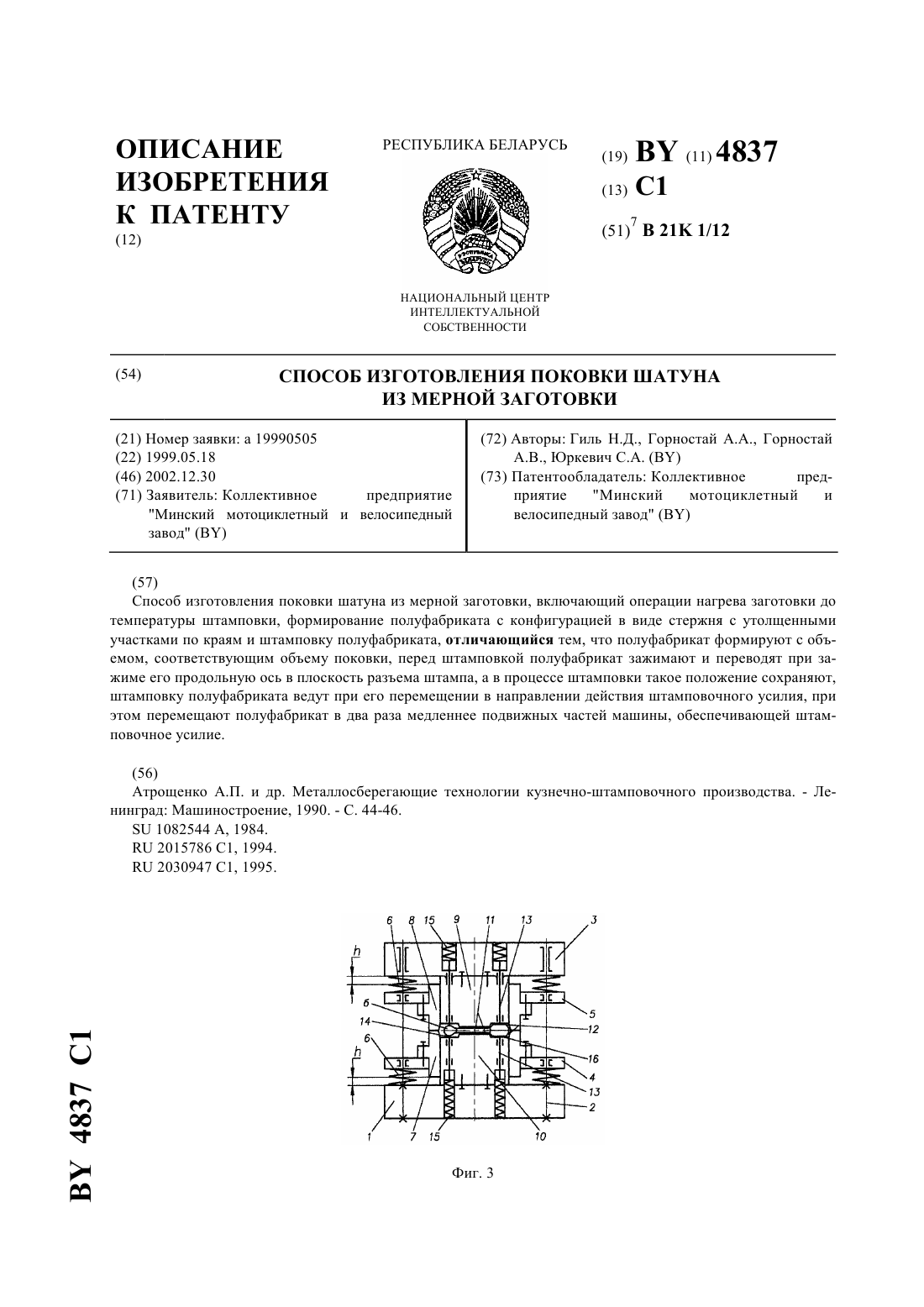
Номер патента: 4837
Опубликовано: 30.12.2002
Авторы: Гиль Николай Дмитриевич, Горностай Анатолий Васильевич, Горностай Анатолий Анатольевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: заготовки, способ, изготовления, шатуна, поковки, мерной
Текст:
...в дополнительной промежуточной плите 5 также жестко закреплена дополнительная матрица 8. В матрицах 7, 8 подвижно относительно их смонтированы пуансон 9 и дополнительный пуансон 10, обращенные друг к другу рабочими поверхностями 11, и образующие ими с матрицами 7, 8 закрытый формовочный ручей 12. При этом пуансоны 9, 10 жестко закреплены соответственно на плитах 3, 1. Пуансон 9 и дополнительный пуансон 10 оборудованы парой выталкивателей 13,...
Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
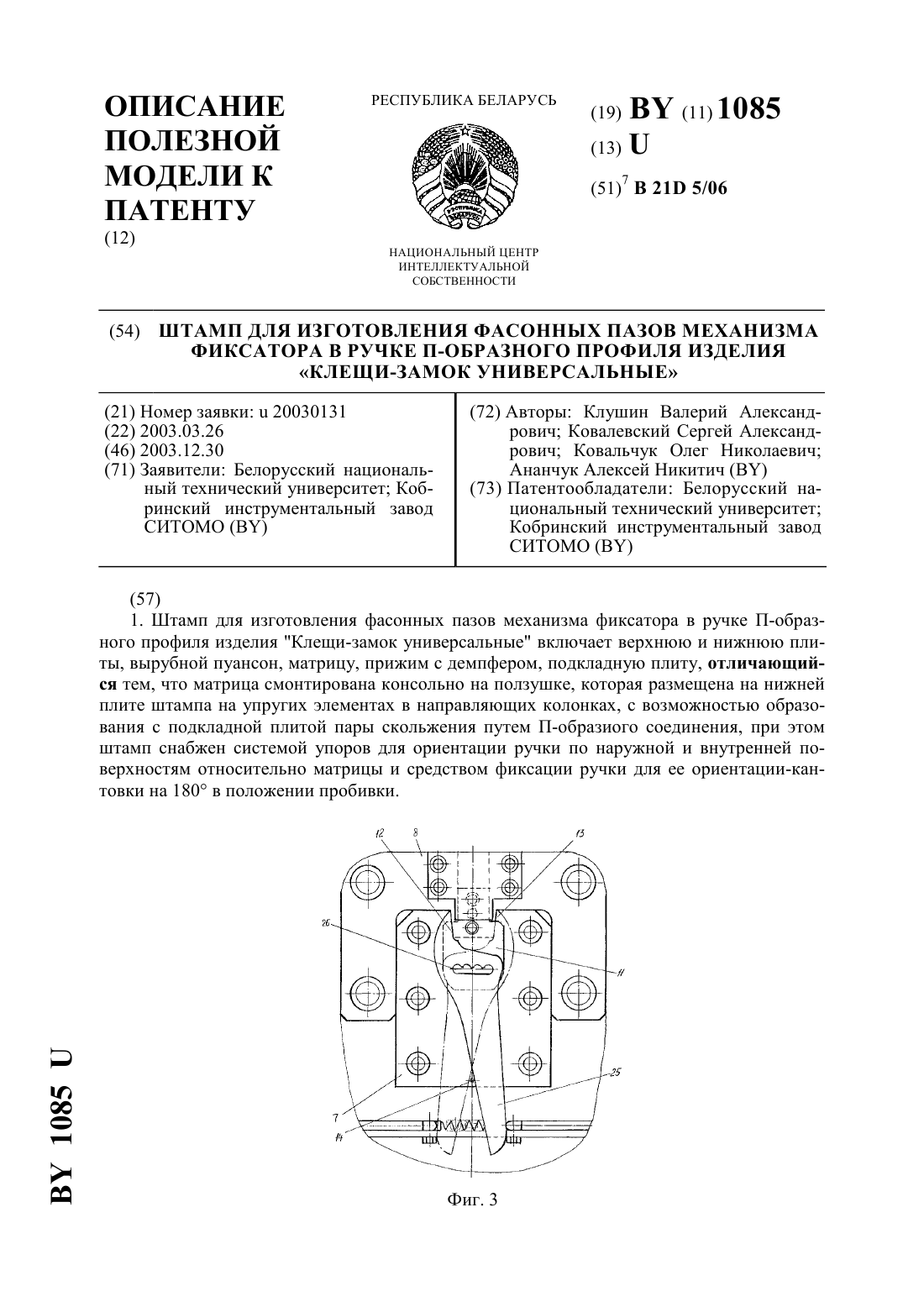
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич
МПК: B21D 5/06
Метки: механизма, пазов, фасонных, изготовления, штамп, изделия, профиля, ручке, фиксатора, универсальные, клещи-замок, п-образного
Текст:
...средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного...
Способ изготовления кольцевой поковки
Номер патента: 8988
Опубликовано: 28.02.2007
Авторы: Дудецкая Лариса Романовна, Мураев Владимир Евгеньевич, Горецкий Георгий Прокопьевич
МПК: B21K 21/00
Метки: поковки, способ, изготовления, кольцевой
Текст:
...производстве кольцевых поковок и повышение коэффициента использования металла.Задача решается следуюшим образом, в способе изготовления кольцевой поковки,преимущественно шестерни, включаюшем получение полой литой заготовки, ее нагрев и формообразование, заготовку получают методом центробежного литья при следуюшем соотношении размеров1,2 2 с 13/1 2 1,08,где (13 - диаметр отверстия заготовки, ф, - диаметр отверстия поковки, 0,85 5 ВЗ/ВП 5...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Гиль Николай Дмитриевич, Горностай Анатолий Анатольевич, Юркевич Сергей Альбертович, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: осью, штамп, отростком, изготовления, удлиненной, поковок
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Предыдущий патент: Водоохлаждающее устройство
Следующий патент: Штамп для изготовления ступенчатой осесимметричной поковки
Случайный патент: Способ восстановления секций закалочного трансформатора