Способ изготовления полосовой заготовки изделия с переменным по длине профилем и устройство для его осуществления
Номер патента: 18664
Опубликовано: 30.10.2014
Авторы: Король Владимир Андреевич, Пушкевич Виктор Иванович, Исаевич Леонид Александрович, Иваницкий Денис Михайлович
Текст
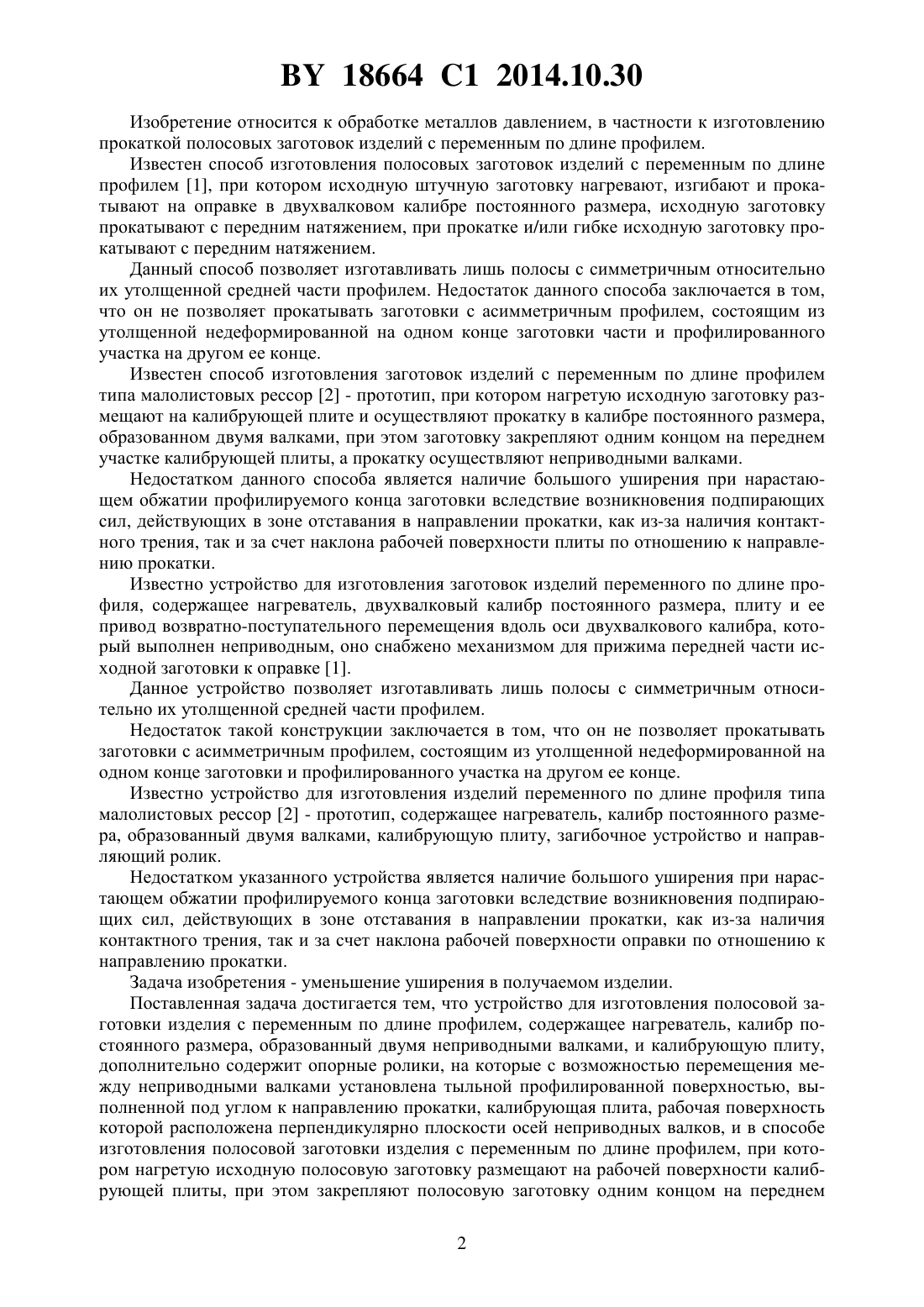
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСОВОЙ ЗАГОТОВКИ ИЗДЕЛИЯ С ПЕРЕМЕННЫМ ПО ДЛИНЕ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Исаевич Леонид Александрович Король Владимир Андреевич Иваницкий Денис Михайлович Пушкевич Виктор Иванович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для изготовления полосовой заготовки изделия с переменным по длине профилем, содержащее нагреватель, калибр постоянного размера, образованный двумя неприводными валками, и калибрующую плиту, отличающееся тем, что содержит опорные ролики, на которые с возможностью перемещения между неприводными валками установлена тыльной профилированной поверхностью, выполненной под углом к направлению прокатки, калибрующая плита, рабочая поверхность которой расположена перпендикулярно плоскости осей неприводных валков. 2. Способ изготовления полосовой заготовки изделия с переменным по длине профилем, при котором нагретую исходную полосовую заготовку размещают на рабочей поверхности калибрующей плиты устройства по п. 1, закрепляют полосовую заготовку одним концом на переднем участке калибрующей плиты и осуществляют продольную ее прокатку в калибре постоянного размера, изменяя зазор между одним из неприводных валков и рабочей поверхностью калибрующей плиты путем ее перемещения с опорой тыльной профилированной поверхностью на другой неприводной валок. 18664 1 2014.10.30 Изобретение относится к обработке металлов давлением, в частности к изготовлению прокаткой полосовых заготовок изделий с переменным по длине профилем. Известен способ изготовления полосовых заготовок изделий с переменным по длине профилем 1, при котором исходную штучную заготовку нагревают, изгибают и прокатывают на оправке в двухвалковом калибре постоянного размера, исходную заготовку прокатывают с передним натяжением, при прокатке и/или гибке исходную заготовку прокатывают с передним натяжением. Данный способ позволяет изготавливать лишь полосы с симметричным относительно их утолщенной средней части профилем. Недостаток данного способа заключается в том,что он не позволяет прокатывать заготовки с асимметричным профилем, состоящим из утолщенной недеформированной на одном конце заготовки части и профилированного участка на другом ее конце. Известен способ изготовления заготовок изделий с переменным по длине профилем типа малолистовых рессор 2 - прототип, при котором нагретую исходную заготовку размещают на калибрующей плите и осуществляют прокатку в калибре постоянного размера,образованном двумя валками, при этом заготовку закрепляют одним концом на переднем участке калибрующей плиты, а прокатку осуществляют неприводными валками. Недостатком данного способа является наличие большого уширения при нарастающем обжатии профилируемого конца заготовки вследствие возникновения подпирающих сил, действующих в зоне отставания в направлении прокатки, как из-за наличия контактного трения, так и за счет наклона рабочей поверхности плиты по отношению к направлению прокатки. Известно устройство для изготовления заготовок изделий переменного по длине профиля, содержащее нагреватель, двухвалковый калибр постоянного размера, плиту и ее привод возвратно-поступательного перемещения вдоль оси двухвалкового калибра, который выполнен неприводным, оно снабжено механизмом для прижима передней части исходной заготовки к оправке 1. Данное устройство позволяет изготавливать лишь полосы с симметричным относительно их утолщенной средней части профилем. Недостаток такой конструкции заключается в том, что он не позволяет прокатывать заготовки с асимметричным профилем, состоящим из утолщенной недеформированной на одном конце заготовки и профилированного участка на другом ее конце. Известно устройство для изготовления изделий переменного по длине профиля типа малолистовых рессор 2 - прототип, содержащее нагреватель, калибр постоянного размера, образованный двумя валками, калибрующую плиту, загибочное устройство и направляющий ролик. Недостатком указанного устройства является наличие большого уширения при нарастающем обжатии профилируемого конца заготовки вследствие возникновения подпирающих сил, действующих в зоне отставания в направлении прокатки, как из-за наличия контактного трения, так и за счет наклона рабочей поверхности оправки по отношению к направлению прокатки. Задача изобретения - уменьшение уширения в получаемом изделии. Поставленная задача достигается тем, что устройство для изготовления полосовой заготовки изделия с переменным по длине профилем, содержащее нагреватель, калибр постоянного размера, образованный двумя неприводными валками, и калибрующую плиту,дополнительно содержит опорные ролики, на которые с возможностью перемещения между неприводными валками установлена тыльной профилированной поверхностью, выполненной под углом к направлению прокатки, калибрующая плита, рабочая поверхность которой расположена перпендикулярно плоскости осей неприводных валков, и в способе изготовления полосовой заготовки изделия с переменным по длине профилем, при котором нагретую исходную полосовую заготовку размещают на рабочей поверхности калибрующей плиты, при этом закрепляют полосовую заготовку одним концом на переднем 2 18664 1 2014.10.30 участке калибрующей плиты и осуществляют продольную ее прокатку в калибре постоянного размера, изменяя зазор между одним из неприводных валков и рабочей поверхностью калибрующей плиты путем ее перемещения с опорой тыльной профилированной поверхностью на другой неприводной валок. Сущность изобретения поясняется фигурой, где изображена конструктивная схема устройства для изготовления заготовок изделий переменного по длине профиля - схема прокатки полосы на калибрующей плите с направляющими роликами. Устройство для изготовления заготовок изделий с переменным по длине профилем,содержащее нагреватель (на фигуре не указан), калибр постоянного размера, образованный двумя неприводными валками 1 и 2, калибрующую плиту 3, на которой прокатывается заготовка 4, дополнительно содержит опорные ролики 5, на которые опирается калибрующая плита 3, рабочая поверхность которой расположена перпендикулярно плоскости осей неприводных валков 1 и 2. Снижения уширения при нарастающем обжатии можно достичь уменьшением подпирающих сил, действующих на поверхности контакта между инструментом и заготовкой. В очаге деформации возникает сила нормального давленияметалла заготовки 4 на калибрующую плиту и подпирающая сила , действующая на поверхности контакта заготовки и калибрующей плиты 3. Поскольку рабочая поверхность калибрующей плиты 3 в известном способе 2 выполнена с угломк направлению прокатки, у силывозникают составляющие вертикальная- усилие давления металла и горизонтальнаяподпирающее усилие, а у силы- горизонтальная подпирающая сила . Суммарное подпирающее усилие будет определено из выражения(1),где/. Величина подпирающего усилия снизится тогда, когда рабочая поверхность инструмента будет параллельна направлению прокатки (фигура). В таком случае сила давления металла на инструментявляется нормальной и не имеет составляющих. На плоскости контакта между заготовкой 4 и калибрующей плитой действует подпирающая сила . Тогда суммарное подпирающее усилие будет.(2) Анализ выражений (1) и (2) показывает, что предлагаемый способ изготовления полосовой заготовки изделий с переменным по длине профилем и устройство для его осуществления позволяют снизить подпирающее усилие, действующее на поверхности контакта,и, соответственно, снизить уширение при прокатке. Способ изготовления полосовой заготовки изделий с переменным по длине профилем,при котором нагретую исходную заготовку 4 размещают на калибрующей плите 3 и осуществляют продольную прокатку в калибре постоянного размера, образованном двумя неприводными валками 1 и 2, при этом заготовку закрепляют одним концом на переднем участке калибрующей плиты 3, прокатку осуществляют, изменяя зазор между одним из неприводных валков и рабочей поверхностью калибрующей плиты 3 путем ее перемещения с опорой тыльной профилированной поверхностью на другой неприводной валок 2 и опорные валки 5. Таким образом, предлагаемое изобретение позволяет получать горячим пластическим формообразованием полосовые заготовки изделий с переменным по длине профилем с минимальным уширением. Источники информации 1. Патент 434, МПК 721 7/00, 1994. 2. Патент 183891, П 721 8/00, 1993. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: изготовления, заготовки, длине, переменным, изделия, способ, осуществления, профилем, полосовой, устройство
Код ссылки
<a href="https://by.patents.su/3-18664-sposob-izgotovleniya-polosovojj-zagotovki-izdeliya-s-peremennym-po-dline-profilem-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления полосовой заготовки изделия с переменным по длине профилем и устройство для его осуществления</a>
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Березнев Леонид Михайлович, Исаевич Леонид Александрович, Крупко Михаил Николаевич, Сидоренко Михаил Иванович, Герасимова Алина Георгиевна
Метки: заготовки, изделий, профилем, длине, переменным, устройство, способ, осуществления, изготовления
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Устройство для изготовления заготовки изделия с переменным по длине профилем
Номер патента: 14975
Опубликовано: 30.10.2011
Авторы: Исаевич Леонид Александрович, Иваницкий Денис Михайлович, Сидоренко Андрей Николаевич, Костенко Глеб Владимирович, Сидоренко Михаил Иванович, Король Владимир Андреевич, Березнев Леонид Михайлович
Метки: длине, изделия, изготовления, заготовки, профилем, переменным, устройство
Текст:
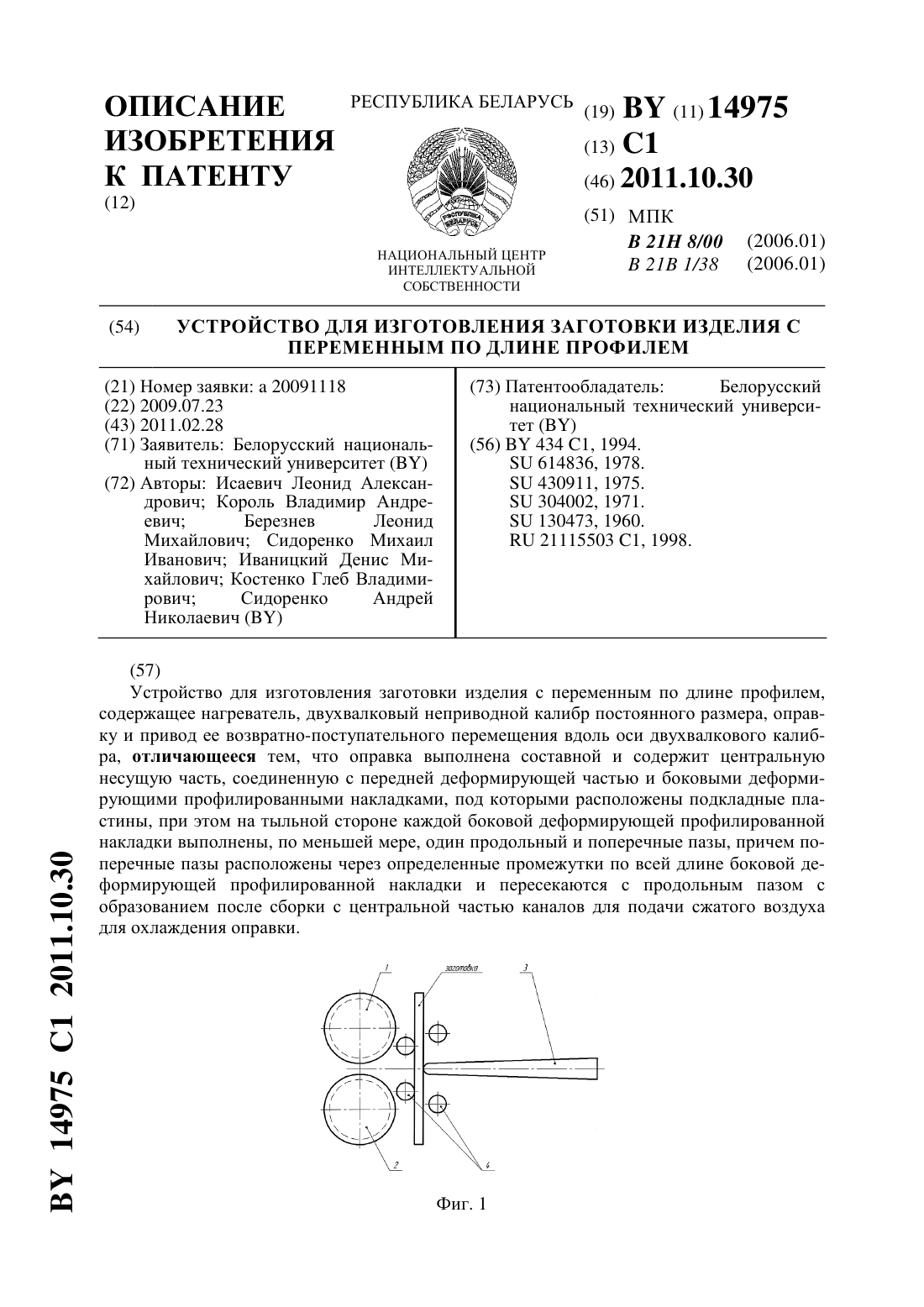
...известного устройства показал нестабильность теплового режима при работе, что приводит к преждевременному выходу из строя оправки и необходимости изготовления большого количества ее дублеров. Задачей изобретения является обеспечение возможности восстановления первоначальных размеров оправки после перешлифовки ее изношенных рабочих поверхностей,расширение технологических возможностей оправки, обеспечение оптимального теплового режима ее...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Степаненко А. В., Исаевич Г. А., Король В. А.
МПК: B21H 7/00
Метки: изготовления, осуществления, заготовок, длине, переменным, профилем, способ, устройство, изделий
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Герасимова Алина Георгиевна, Сидоренко Михаил Иванович, Исаевич Леонид Александрович, Березнев Леонид Михайлович
МПК: B21H 7/00
Метки: изготовления, заготовок, изделий, устройство, переменным, профилем, длине
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Устройство для изготовления полос с переменным по длине профилем
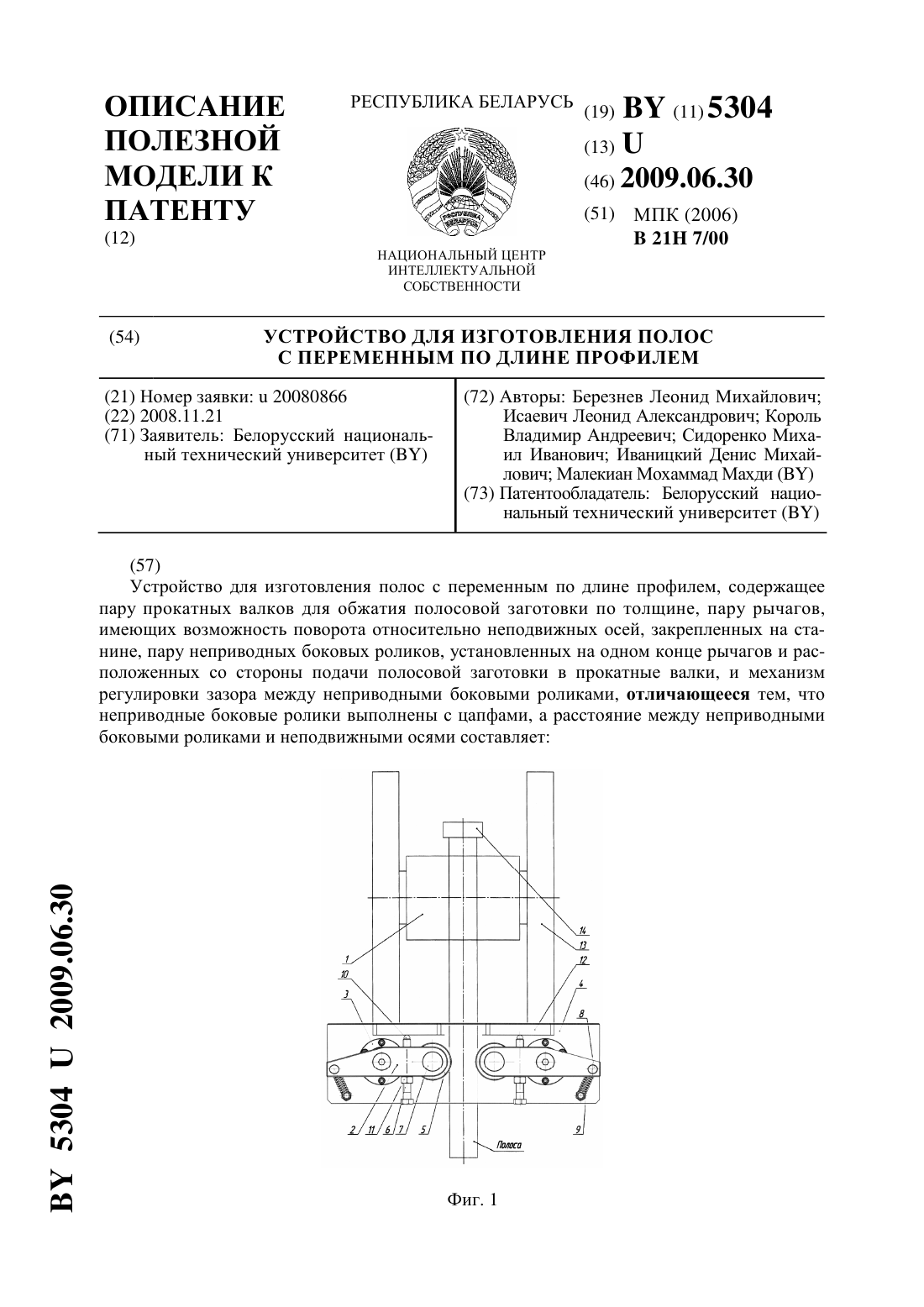
Номер патента: U 5304
Опубликовано: 30.06.2009
Авторы: Малекиан Мохаммад Махди, Король Владимир Андреевич, Сидоренко Михаил Иванович, Березнев Леонид Михайлович, Исаевич Леонид Александрович, Иваницкий Денис Михайлович
МПК: B21H 7/00
Метки: профилем, устройство, переменным, полос, изготовления, длине
Текст:
...полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов. Сущность полезной модели поясняется чертежами, где изображена конструктивная схема устройства для изготовления полос с переменным по длине профилем фиг. 1 - вид сверху фиг. 2 - фронтальный вид фиг. 3 - схема определения условия самозаклинивания...
Предыдущий патент: Способ прогнозирования риска рецидива злокачественной опухоли
Следующий патент: Способ крепления детали на магнитном столе
Случайный патент: Способ получения углеродного наноматериала