Способ изготовления втулки скольжения
Номер патента: 16219
Опубликовано: 30.08.2012
Авторы: Ласковнев Александр Петрович, Изобелло Александр Юрьевич
Текст
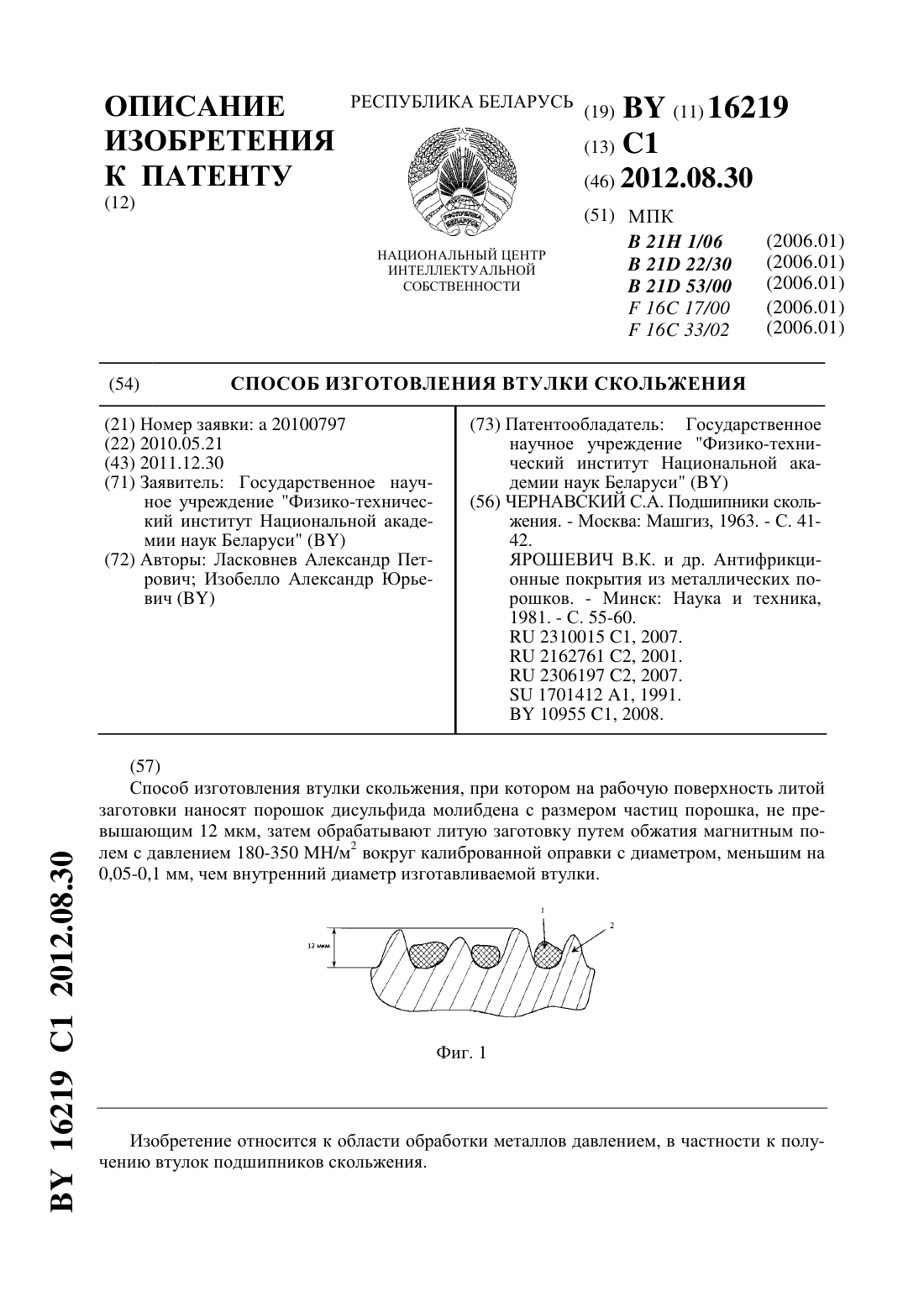
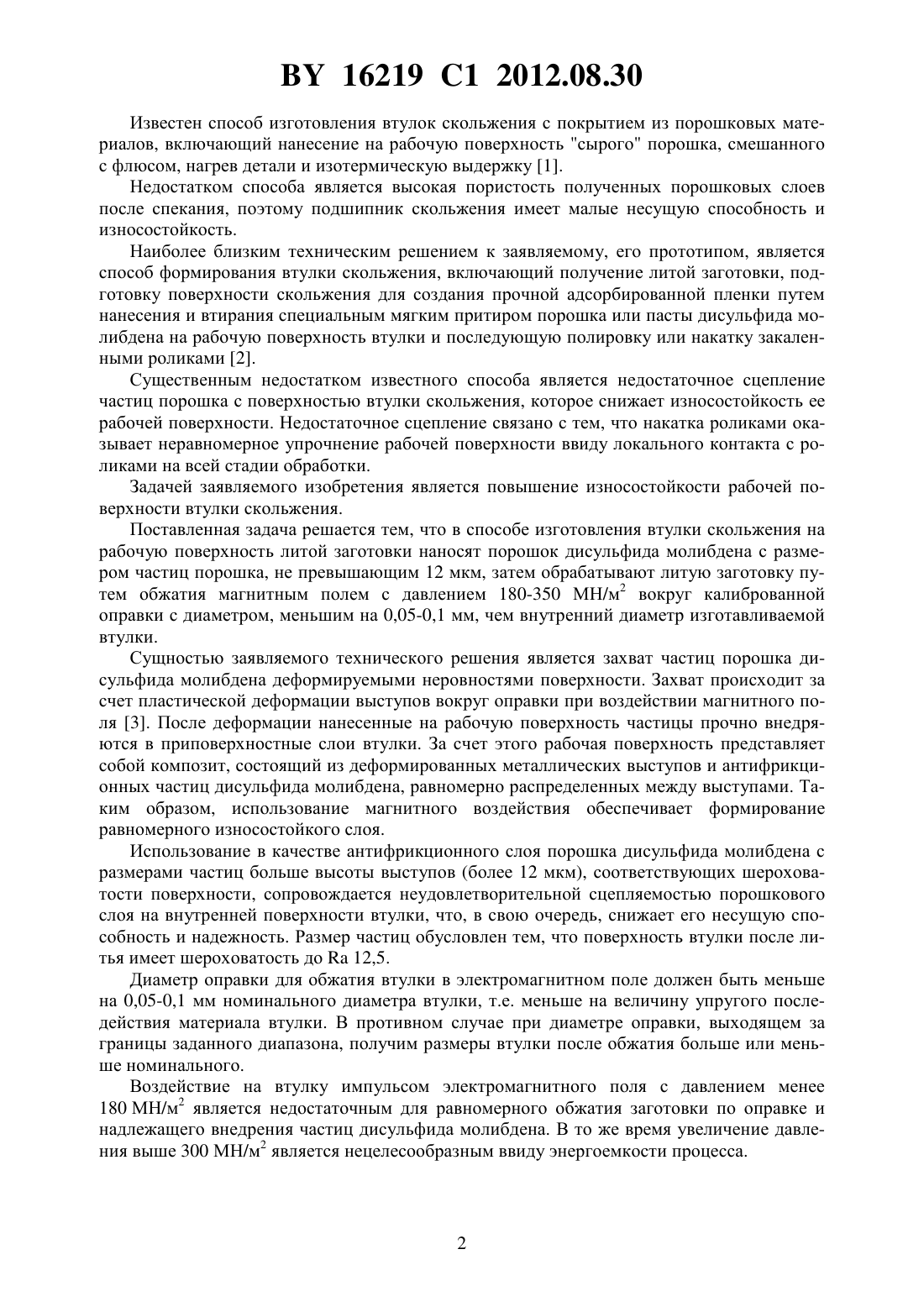
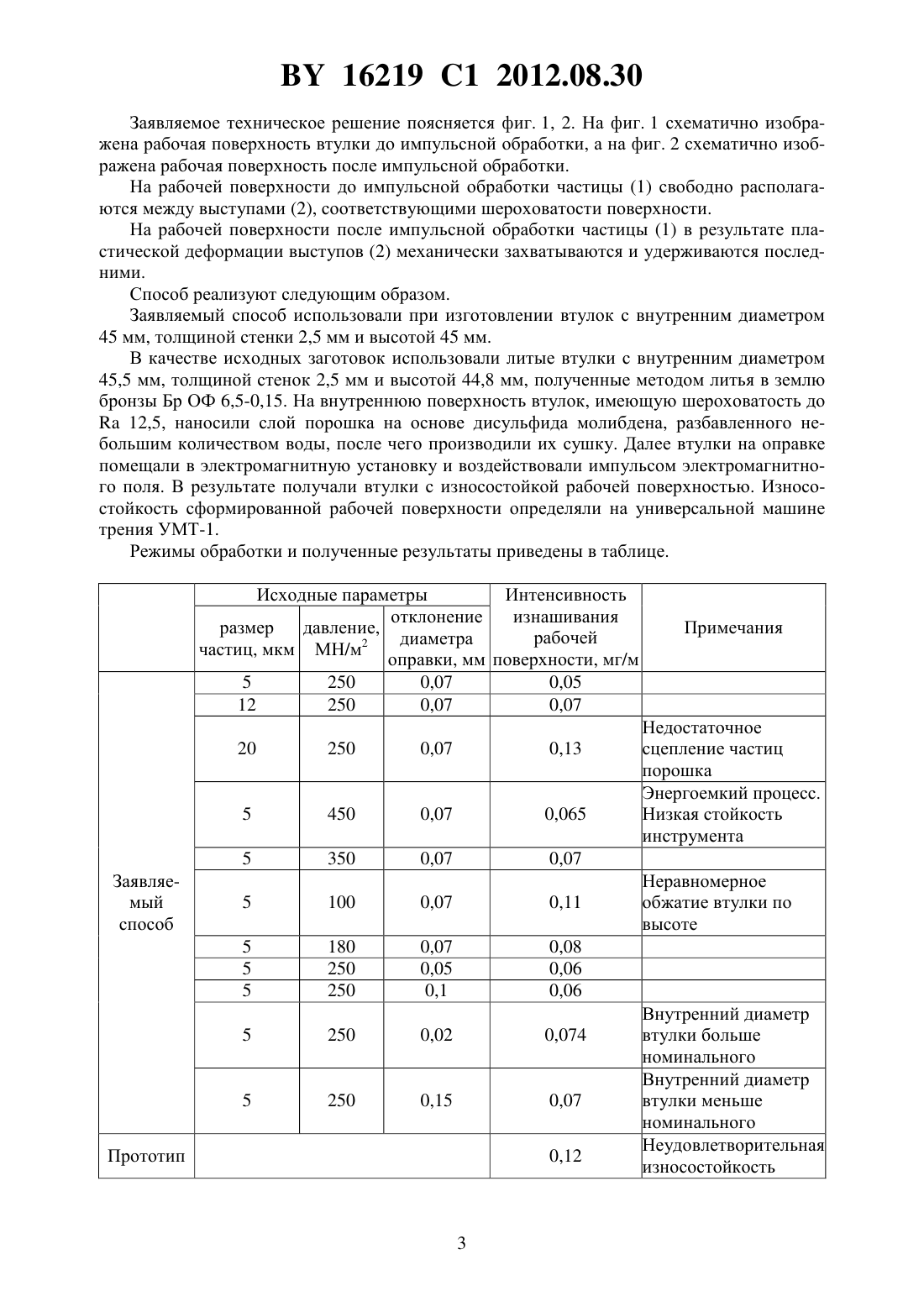
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ СКОЛЬЖЕНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Ласковнев Александр Петрович Изобелло Александр Юрьевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(56) ЧЕРНАВСКИЙ С.А. Подшипники скольжения. - Москва Машгиз, 1963. - С. 4142. ЯРОШЕВИЧ В.К. и др. Антифрикционные покрытия из металлических порошков. - Минск Наука и техника,1981. - С. 55-60.2310015 1, 2007.2162761 2, 2001.2306197 2, 2007.1701412 1, 1991.10955 1, 2008.(57) Способ изготовления втулки скольжения, при котором на рабочую поверхность литой заготовки наносят порошок дисульфида молибдена с размером частиц порошка, не превышающим 12 мкм, затем обрабатывают литую заготовку путем обжатия магнитным полем с давлением 180-350 МН/м 2 вокруг калиброванной оправки с диаметром, меньшим на 0,05-0,1 мм, чем внутренний диаметр изготавливаемой втулки. Изобретение относится к области обработки металлов давлением, в частности к получению втулок подшипников скольжения. 16219 1 2012.08.30 Известен способ изготовления втулок скольжения с покрытием из порошковых материалов, включающий нанесение на рабочую поверхность сырого порошка, смешанного с флюсом, нагрев детали и изотермическую выдержку 1. Недостатком способа является высокая пористость полученных порошковых слоев после спекания, поэтому подшипник скольжения имеет малые несущую способность и износостойкость. Наиболее близким техническим решением к заявляемому, его прототипом, является способ формирования втулки скольжения, включающий получение литой заготовки, подготовку поверхности скольжения для создания прочной адсорбированной пленки путем нанесения и втирания специальным мягким притиром порошка или пасты дисульфида молибдена на рабочую поверхность втулки и последующую полировку или накатку закаленными роликами 2. Существенным недостатком известного способа является недостаточное сцепление частиц порошка с поверхностью втулки скольжения, которое снижает износостойкость ее рабочей поверхности. Недостаточное сцепление связано с тем, что накатка роликами оказывает неравномерное упрочнение рабочей поверхности ввиду локального контакта с роликами на всей стадии обработки. Задачей заявляемого изобретения является повышение износостойкости рабочей поверхности втулки скольжения. Поставленная задача решается тем, что в способе изготовления втулки скольжения на рабочую поверхность литой заготовки наносят порошок дисульфида молибдена с размером частиц порошка, не превышающим 12 мкм, затем обрабатывают литую заготовку путем обжатия магнитным полем с давлением 180-350 МН/м 2 вокруг калиброванной оправки с диаметром, меньшим на 0,05-0,1 мм, чем внутренний диаметр изготавливаемой втулки. Сущностью заявляемого технического решения является захват частиц порошка дисульфида молибдена деформируемыми неровностями поверхности. Захват происходит за счет пластической деформации выступов вокруг оправки при воздействии магнитного поля 3. После деформации нанесенные на рабочую поверхность частицы прочно внедряются в приповерхностные слои втулки. За счет этого рабочая поверхность представляет собой композит, состоящий из деформированных металлических выступов и антифрикционных частиц дисульфида молибдена, равномерно распределенных между выступами. Таким образом, использование магнитного воздействия обеспечивает формирование равномерного износостойкого слоя. Использование в качестве антифрикционного слоя порошка дисульфида молибдена с размерами частиц больше высоты выступов (более 12 мкм), соответствующих шероховатости поверхности, сопровождается неудовлетворительной сцепляемостью порошкового слоя на внутренней поверхности втулки, что, в свою очередь, снижает его несущую способность и надежность. Размер частиц обусловлен тем, что поверхность втулки после литья имеет шероховатость до 12,5. Диаметр оправки для обжатия втулки в электромагнитном поле должен быть меньше на 0,05-0,1 мм номинального диаметра втулки, т.е. меньше на величину упругого последействия материала втулки. В противном случае при диаметре оправки, выходящем за границы заданного диапазона, получим размеры втулки после обжатия больше или меньше номинального. Воздействие на втулку импульсом электромагнитного поля с давлением менее 180 МН/м 2 является недостаточным для равномерного обжатия заготовки по оправке и надлежащего внедрения частиц дисульфида молибдена. В то же время увеличение давления выше 300 МН/м 2 является нецелесообразным ввиду энергоемкости процесса. 16219 1 2012.08.30 Заявляемое техническое решение поясняется фиг. 1, 2. На фиг. 1 схематично изображена рабочая поверхность втулки до импульсной обработки, а на фиг. 2 схематично изображена рабочая поверхность после импульсной обработки. На рабочей поверхности до импульсной обработки частицы (1) свободно располагаются между выступами (2), соответствующими шероховатости поверхности. На рабочей поверхности после импульсной обработки частицы (1) в результате пластической деформации выступов (2) механически захватываются и удерживаются последними. Способ реализуют следующим образом. Заявляемый способ использовали при изготовлении втулок с внутренним диаметром 45 мм, толщиной стенки 2,5 мм и высотой 45 мм. В качестве исходных заготовок использовали литые втулки с внутренним диаметром 45,5 мм, толщиной стенок 2,5 мм и высотой 44,8 мм, полученные методом литья в землю бронзы Бр ОФ 6,5-0,15. На внутреннюю поверхность втулок, имеющую шероховатость до 12,5, наносили слой порошка на основе дисульфида молибдена, разбавленного небольшим количеством воды, после чего производили их сушку. Далее втулки на оправке помещали в электромагнитную установку и воздействовали импульсом электромагнитного поля. В результате получали втулки с износостойкой рабочей поверхностью. Износостойкость сформированной рабочей поверхности определяли на универсальной машине трения УМТ-1. Режимы обработки и полученные результаты приведены в таблице. Исходные параметры Интенсивность изнашивания отклонение размер давление,рабочей диаметра частиц, мкм МН/м 2 оправки, мм поверхности, мг/м 5 250 0,07 0,05 12 250 0,07 0,07 20 Недостаточное сцепление частиц порошка Энергоемкий процесс. Низкая стойкость инструмента Неравномерное обжатие втулки по высоте Внутренний диаметр втулки больше номинального Внутренний диаметр втулки меньше номинального Неудовлетворительная износостойкость 16219 1 2012.08.30 Из приведенных данных видно, что при изготовлении втулки по заявляемому способу интенсивность изнашивания рабочей поверхности уменьшается в 1,5-2 раза. Таким образом, износостойкость рабочей поверхности увеличивается за счет уменьшения интенсивности изнашивания. Источники информации 1. Ярошевич В.К., Белоцерковский Н.А. Антифрикционные покрытия из металлических порошков. - Минск Наука и техника, 1981. - С. 55-60. 2. Чернавский С.А. Подшипники скольжения. - Москва МАШГИЗ, 1963. - С. 41-42 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21H 1/06, B21D 22/30, B21D 53/00, F16C 33/02, F16C 17/00
Метки: втулки, способ, изготовления, скольжения
Код ссылки
<a href="https://by.patents.su/4-16219-sposob-izgotovleniya-vtulki-skolzheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления втулки скольжения</a>
Сферический подшипник скольжения и способ изготовления сферического подшипника скольжения
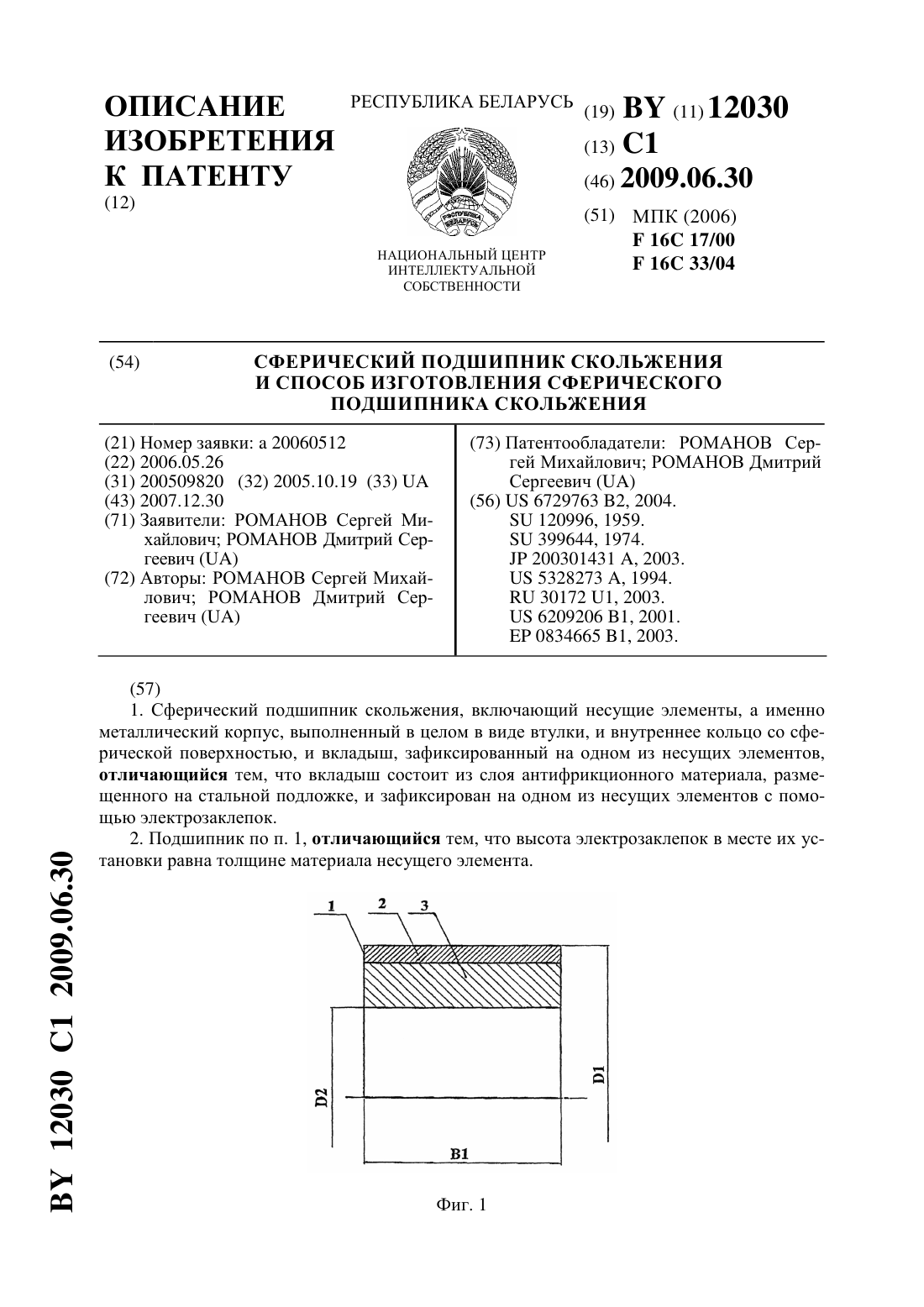
Номер патента: 12030
Опубликовано: 30.06.2009
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: F16C 17/00, F16C 33/04
Метки: подшипника, скольжения, сферического, подшипник, способ, изготовления, сферический
Текст:
...или накатыванием слоя антифрикционного материала на стальную подложку с последующим спеканием, или методом литья. Полученные пластины нарезают и формуют методом штамповки. На внутренней поверхности вкладыша, которая представляет собой слой антифрикционного материала, со стороны одного из торцов могут быть выполнены два симметричных паза. Пазы могут иметь пло 4 12030 1 2009.06.30 скую или скругленную поверхность. Пазы на внутренней...
Вкладыш подшипника скольжения и способ изготовления вкладыша подшипника скольжения
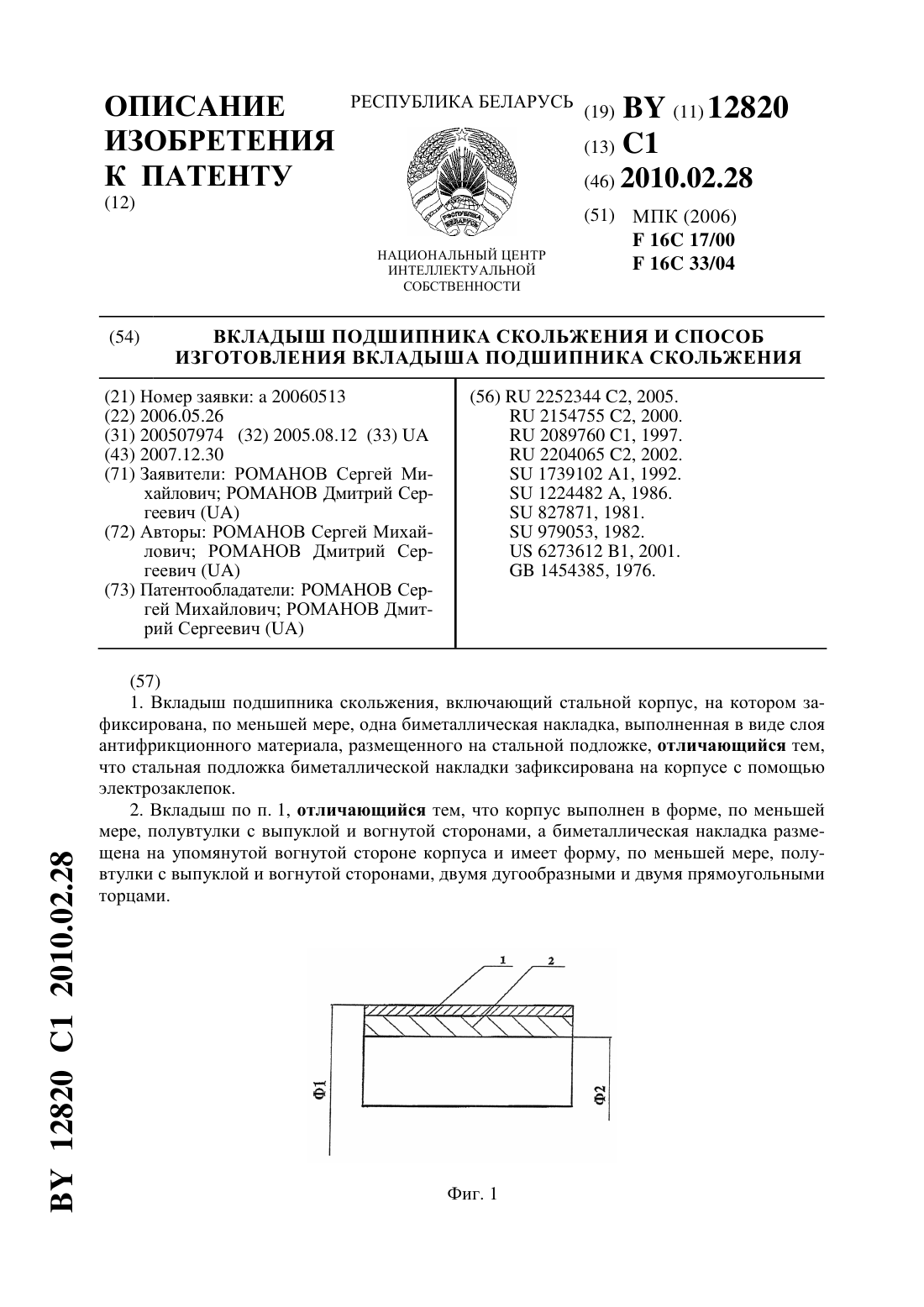
Номер патента: 12820
Опубликовано: 28.02.2010
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: F16C 33/04, F16C 17/00
Метки: вкладыш, изготовления, вкладыша, способ, скольжения, подшипника
Текст:
...на стальную подложку. Полученные пластины нарезают и формуют методом штамповки. В стальном корпусе вкладыша подшипника по торцу фланца и по диаметру стального вкладыша подшипника сверлятся отверстия под электрозаклепки. Затем под давлением вставляются биметаллические накладки и фиксируются электрозаклепками. Торцы стальных подложек биметаллических накладок приваривают к корпусу вкладыша. Соприкасающиеся торцы стальных подложек сваривают друг...
Тяжелонагруженная опора скольжения и способ ее изготовления
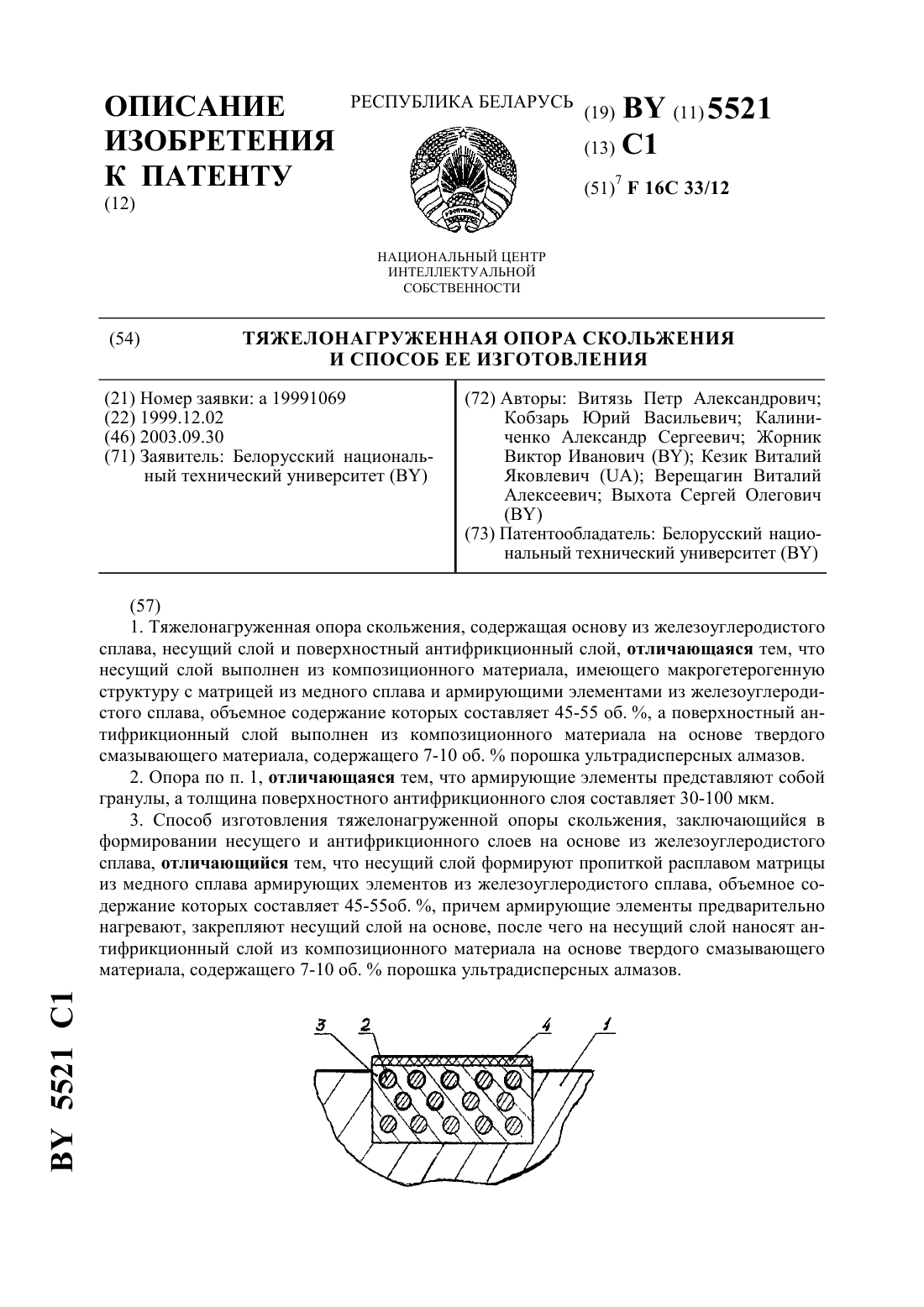
Номер патента: 5521
Опубликовано: 30.09.2003
Авторы: Кезик Виталий Яковлевич, Калиниченко Александр Сергеевич, Выхота Сергей Олегович, Жорник Виктор Иванович, Кобзарь Юрий Васильевич, Верещагин Виталий Алексеевич, Витязь Петр Александрович
МПК: F16C 33/12
Метки: тяжелонагруженная, способ, скольжения, изготовления, опора
Текст:
...исходя из следующих соображений. Эффективное повышение несущей способности макрогетерогенного материала наблюдается при содержании армирующих элементов более 40 . Это определило нижнюю границу содержания гранул 45 об. . При введении в композит более 57 об.армирующих элементов начинается падение теплопроводности композиционного материала. Поэтому верхняя граница армирования композита устанавливается 55 об.сферических гранул. При таком...
Способ изготовления крупногабаритного подшипника скольжения
Номер патента: 10474
Опубликовано: 30.04.2008
Авторы: Врублевская Валентина Ивановна, Невзорова Алла Брониславовна, Макеев Вячеслав Валерьевич, Врублевский Владислав Брониславович
МПК: F16C 33/02, F16C 27/00
Метки: изготовления, способ, подшипника, скольжения, крупногабаритного
Текст:
...по внутреннему диаметру до требуемого размера 3. Недостатком способа является высокая трудоемкость изготовления крупногабаритного подшипника скольжения за счет установки нескольких компенсаторов между древесными элементами, составляющими вкладыш, осуществления операции торцовопрессового деформирования в несколько приемов, низкого процента использования деловой древесины из-за присутствующих в ней пороков (сучки, гнили, раны). Высокая...
Способ изготовления подшипника скольжения
Номер патента: 11223
Опубликовано: 30.10.2008
Авторы: Врублевский Владислав Брониславович, Врублевская Валентина Ивановна, Макеев Вячеслав Валерьевич, Невзорова Алла Брониславовна
МПК: F16C 33/04
Метки: изготовления, подшипника, способ, скольжения
Текст:
...в стыке сторон древесного вкладыша. Задачей изобретения является повышение качества подшипника скольжения на основе древесины торцово-прессового деформирования, снижение трудоемкости его производства. Поставленная задача решается за счет того, что формирование втулки производится в три этапа. На первом этапе производится торцово-прессовое деформирование древесной заготовки в цилиндрическую оболочку. На втором этапе ее перепрессовывают...
Предыдущий патент: Устройство для очистки сортировального решета
Следующий патент: Устройство для улавливания ленты конвейера в случае ее обрыва
Случайный патент: Электрод для электрохимических процессов