Устройство для изготовления полос с переменным по длине профилем
Номер патента: U 5304
Опубликовано: 30.06.2009
Авторы: Березнев Леонид Михайлович, Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Король Владимир Андреевич, Малекиан Мохаммад Махди, Иваницкий Денис Михайлович
Текст
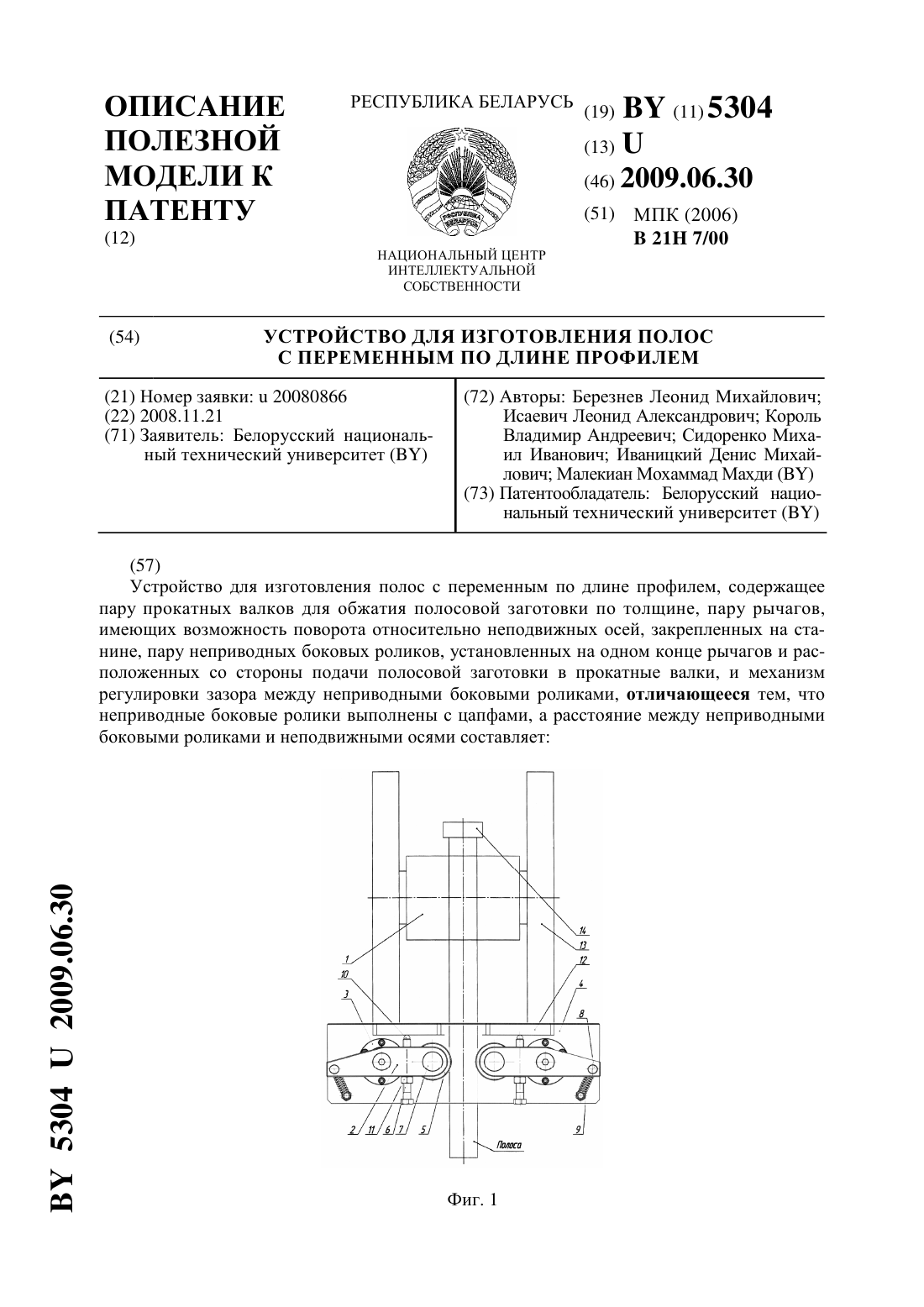
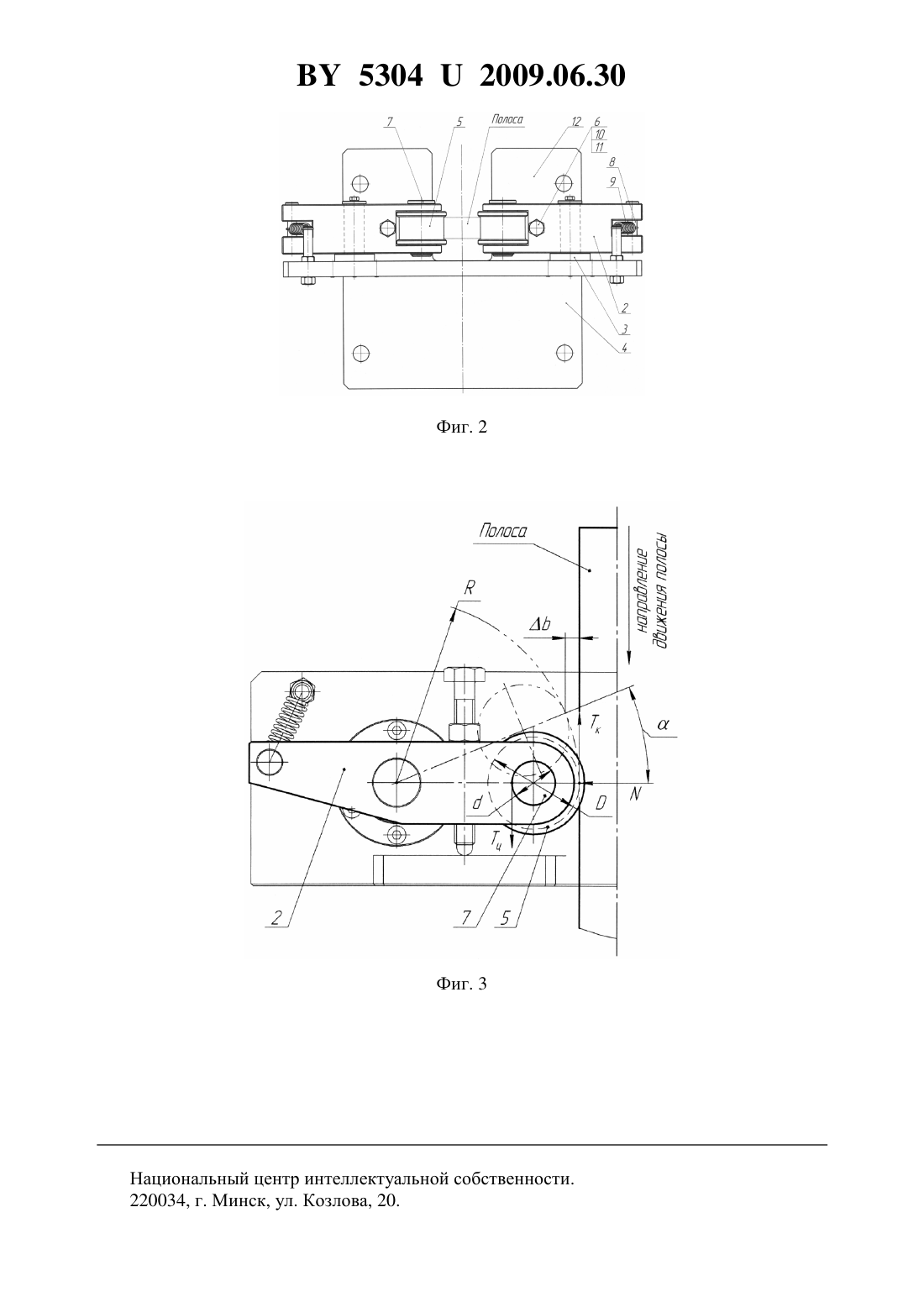
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОС С ПЕРЕМЕННЫМ ПО ДЛИНЕ ПРОФИЛЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Березнев Леонид Михайлович Исаевич Леонид Александрович Король Владимир Андреевич Сидоренко Михаил Иванович Иваницкий Денис Михайлович Малекиан Мохаммад Махди(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для изготовления полос с переменным по длине профилем, содержащее пару прокатных валков для обжатия полосовой заготовки по толщине, пару рычагов,имеющих возможность поворота относительно неподвижных осей, закрепленных на станине, пару неприводных боковых роликов, установленных на одном конце рычагов и расположенных со стороны подачи полосовой заготовки в прокатные валки, и механизм регулировки зазора между неприводными боковыми роликами, отличающееся тем, что неприводные боковые ролики выполнены с цапфами, а расстояние между неприводными боковыми роликами и неподвижными осями составляет где- одностороннее уширение полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов.(56) 1. Патент США 4 959 099, МПК 2 В 21 Н 7/00, 1990. 2. Патент Великобритании 1 380 691, МПК 2 В 21 В 37/14, 1975. 3. Целиков А.И., Никитин Г.С., Рокотян С.Е. Теория продольной прокатки. - М. Металлургия, 1980. - С. 47-50. 4. Анурьев В.И. Справочник конструктора-машиностроителя В 3 т. 5-е изд., перераб. и доп. - М. Машиностроение, 1980. Т. 1.- С. 98-99. Полезная модель относится к области металлургии, в частности к изготовлению прокаткой полос с переменным по длине профилем, и может быть использована в производстве заготовок малолистовых рессор для обеспечения постоянной ширины полосы по длине. Известно устройство для прокатки полос переменного профиля 1. Устройство включает пару прокатных валков для обжатия полосовой заготовки по толщине за несколько проходов, два рычага, имеющие возможность поворота относительно неподвижных осей,закрепленных на станине устройства, неприводные боковые ролики, установленные на одном конце рычагов и расположенные со стороны подачи полосы в прокатные валки, механизм регулировки зазора между неприводными боковыми роликами, включающий гидравлический цилиндр двойного действия, к штоку которого одним концом шарнирно прикреплена кулиса, имеющая возможность поворота относительно неподвижной оси, закрепленной на станине, и на другом конце которой располагается клин, который разводит задние концы рычагов, стянутых цилиндрической пружиной растяжения. Несмотря на целый ряд преимуществ, устройство имеет следующие недостатки необходимость использования гидравлического цилиндра для регулирования зазора между боковыми роликами и, следовательно, применение системы управления. Наиболее близким к заявляемому является устройство для изготовления полос с переменным по длине профилем 2. Устройство включает пару прокатных валков для обжатия полосовой заготовки по толщине за несколько проходов, два Г-образных рычага, имеющие возможность поворота относительно неподвижных осей, закрепленных на станине устройства, неприводные боковые ролики, установленные на одном конце рычагов и расположенные со стороны подачи полосовой заготовки в прокатные валки, механизм регулировки зазора между неприводными боковыми роликами, включающий два гидравлических цилиндра двойного действия, штоки которых соединены с другими концами Г-образных рычагов, и два регулируемых упора в виде винтов, установленных на Г-образных рычагах. Недостатком данного устройства является сложность конструкции, т.к. для регулирования зазора между боковыми роликами используется гидравлический цилиндр, что требует применения системы управления. Задача полезной модели - упрощение конструкции. Поставленная задача достигается тем, что в устройстве для изготовления полос с переменным по длине профилем, содержащем пару прокатных валков для обжатия полосовой заготовки по толщине, пару рычагов, имеющих возможность поворота относительно 2 53042009.06.30 неподвижных осей, закрепленных на станине, пару неприводных боковых роликов, установленных на одном конце рычагов и расположенных со стороны подачи полосовой заготовки в прокатные валки, и механизм регулировки зазора между неприводными боковыми роликами, неприводные боковые ролики выполнены с цапфами, а расстояние между неприводными боковыми роликами и неподвижными осями составляет, где- одностороннее уширение полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов. Сущность полезной модели поясняется чертежами, где изображена конструктивная схема устройства для изготовления полос с переменным по длине профилем фиг. 1 - вид сверху фиг. 2 - фронтальный вид фиг. 3 - схема определения условия самозаклинивания механизма обжатия полосовой заготовки по ширине. Устройство для изготовления полос с переменным по длине профилем содержит пару прокатных валков 1 для обжатия полосовой заготовки по толщине, пару рычагов 2, имеющих возможность поворота относительно неподвижных осей 3, закрепленных на станине 4, пару неприводных боковых роликов 5, установленных на одном конце рычагов 2 и расположенных со стороны подачи полосовой заготовки в прокатные валки 1, и механизм регулировки зазора 6 между неприводными боковыми роликами 5. Пара неприводных боковых роликов 5 установлена на цапфах 7 в рычагах 2. На противоположных от неприводных боковых роликов 5 концах рычагов 2 на штифтах 8 установлены возвратные пружины 9, поворачивающие рычаги 2 до двух регулируемых упоров 10,выполненных в виде болтов с контргайками 11, которые соприкасаются с пластинами 12 станины 4. Станина 4 устройства установлена на прокатной клети 13 прокатного стана со стороны подачи полосовой заготовки в прокатные валки 1, в которых осуществляется ее обжатие по толщине за несколько проходов. Условие самозаклинивания механизма обжатия полосовой заготовки по ширине поясняется фиг. 3. Поворот рычага 2 произойдет тогда, когда момент сил трения в точке контакта прокатываемой полосовой заготовки и неприводного бокового ролика 5 МК будет равен или больше момента сил трения в цапфе 7 неприводного бокового ролика 5 МЦ. Момент сил трения в точке контакта прокатываемой полосовой заготовки и неприводного бокового ролика 5 рассчитываем по выражению где- диаметр неприводных боковых роликов- предельно возможный коэффициент контактного трения в точке контакта прокатываемой полосовой заготовки и неприводного бокового ролика. Момент сил трения в цапфе неприводного бокового ролика определяем из выраженияЦЦ где- диаметр цапф неприводных боковых роликов Ц - коэффициент контактного трения в цапфах неприводных боковых роликов. После приравнивания выражений и последующих преобразований получаем Минимальное значение смещения цапф неприводных боковых роликов от осей поворота рычагов определяется соотношением 3 Ц где- одностороннее уширение полосовой заготовки за один проход. Выражение для определения угла трения имеет вид 3,откуда находим. Таким образом, минимальное значение смещения цапф неприводных боковых роликов от осей поворота рычагов, при котором наступит самозаклинивание механизма обжатия полосовой заготовки по ширине, находим из выражения Как видно из данного выражения, минимальное значение смещения цапф неприводных боковых роликов от осей поворота рычагов, позволяющее самозаклинивание механизма обжатия полосовой заготовки по ширине, зависит от коэффициента контактного трения в цапфах неприводных боковых роликов, одностороннего уширения полосовой заготовки и отношения диаметра цапфы неприводного бокового ролика к диаметру неприводного бокового ролика. Работа устройства осуществляется следующим образом. Нагретую до температуры прокатки исходную полосовую заготовку подают в зазор между прокатными валками 1 до упора 14. При этом она разводит в стороны неприводные боковые ролики 5, поворачивая рычаги 2 относительно неподвижных осей 3. Затем в процессе прокатки полосовая заготовка прокатными валками 1 перемещается в противоположном направлении и за счет сил контактного трения, действующих между неприводными боковыми роликами 5 и полосовой заготовкой, поворачивает рычаги 2 до регулируемых упоров 10 с обеспечением при этом заданного зазора между неприводными боковыми роликами 5. Пример. Исходные размеры полосовой заготовки ширина - 80 мм, толщина - 44 мм, материал сталь 50 ХГСА. Из данной полосовой заготовки необходимо получить малолистовую рессору шириной 80 мм с перепадом по толщине от 44 мм в средней части до 16 мм на ее концах с минимальным уширением концевых частей полосовой заготовки. Полосовую заготовку нагревали в установке ТВЧ до температуры 950 С, диаметр неприводных боковых роликов 150 мм, диаметр цапф неприводных боковых роликов 120 мм, коэффициент контактного трения в цапфах неприводных боковых роликов(сталь по чугуну со смазкой) Ц 0,15 4. Прокатку осуществляли за несколько проходов, причем обжатие в каждом проходе не превышало 5 мм. Уширение полосовой заготовки после каждого прохода 2 не превышало 4 мм. Принимая во внимание вышеуказанное значение уширения, определим минимальное значение смещения цапф неприводных боковых роликов от осей поворота рычагов 280 мм, позволяющее самозаклинивание механизма обжатия полосовой заготовки по ширине. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21H 7/00
Метки: профилем, переменным, полос, устройство, длине, изготовления
Код ссылки
<a href="https://by.patents.su/5-u5304-ustrojjstvo-dlya-izgotovleniya-polos-s-peremennym-po-dline-profilem.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления полос с переменным по длине профилем</a>
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Сидоренко Михаил Иванович, Герасимова Алина Георгиевна, Березнев Леонид Михайлович, Исаевич Леонид Александрович
МПК: B21H 7/00
Метки: изделий, переменным, заготовок, профилем, изготовления, устройство, длине
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Березнев Леонид Михайлович, Герасимова Алина Георгиевна, Исаевич Леонид Александрович, Крупко Михаил Николаевич, Сидоренко Михаил Иванович
Метки: длине, профилем, изделий, заготовки, устройство, изготовления, осуществления, способ, переменным
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Степаненко А. В., Король В. А., Исаевич Г. А.
МПК: B21H 7/00
Метки: способ, заготовок, устройство, профилем, осуществления, изделий, длине, изготовления, переменным
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство для горячего пластического формообразования пружинных изделий с переменным сечением по длине

Номер патента: U 5142
Опубликовано: 30.04.2009
Авторы: Поплавский Станислав Станиславович, Способ Анатолий Иванович, Давидович Александр Николаевич, Буель Александр Евгеньевич, Давидович Людмила Михайловна, Мельник Владимир Иванович
МПК: B21D 5/00
Метки: горячего, формообразования, пластического, пружинных, устройство, переменным, сечением, длине, изделий
Текст:
...емкость 1, в которой установлена инструментальная плита 2. На инструментальной плите 2 размещен механизм навивки 3 и механизм формообразования, выполненный в виде матрицы 4 и пуансона 5, на направляющих 6 которого установлен резец 7. Устройство снабжено механизмом плющения 8 и-образной полуматрицей 9 с валком 10. В закалочной емкости 1 установлен поплавок 11. Для управления процессом формообразования устройство снабжено пультом управления...
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Степаненко Александр Васильевич, Король Владимир Андреевич, Исаевич Георгий Александрович
МПК: B21H 8/00
Метки: переменного, длине, изделий, изготовления, способ, профиля
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Предыдущий патент: Устройство контроля потребляемой мощности в сетях переменного тока
Следующий патент: Комбинированное почвообрабатывающее орудие
Случайный патент: Способ моделирования очагового деструктивного острого панкреатита у крысы в эксперименте