Кольцераскатный стан для изготовления колец с торцевыми выступами на внешней поверхности
Номер патента: U 9945
Опубликовано: 28.02.2014
Авторы: Левкович Виктор Владимирович, Михлюк Анатолий Игнатьевич, Вегера Иван Иванович, Томило Вячеслав Анатольевич, Замыслов Александр Сергеевич

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОЛЬЦЕРАСКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ С ТОРЦЕВЫМИ ВЫСТУПАМИ НА ВНЕШНЕЙ ПОВЕРХНОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Томило Вячеслав Анатольевич Левкович Виктор Владимирович Вегера Иван Иванович Михлюк Анатолий Игнатьевич Замыслов Александр Сергеевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Кольцераскатный стан для изготовления колец с торцевыми выступами на внешней поверхности, содержащий неприводной дорн, имеющий возможность перемещения в радиальном направлении с помощью гидроцилиндра, и приводной радиально-обжимной валок с выступом в центральной части, приводимый в движение электродвигателем,отличающийся тем, что оснащен дополнительно гидроцилиндром, обеспечивающим осевое перемещение дорна, причем дорн дополнительно оснащен фланцами на торцах. 99452014.02.28 Полезная модель относится к области обработки металлов давлением и может быть использована для изготовления колец со сложным профилем на внешней поверхности. Данные кольцевые детали могут применяться при производстве газотурбинных двигателей и в иных отраслях машиностроительной промышленности. Известны кольцераскатные станы для производства профилированных колец, имеющие в своем составе валки, рабочие поверхности которых выполнены согласно необходимому профилю изготавливаемой кольцевой заготовки 1. При использовании данных станов при прокатке колец со сложным профилем возможно незаполнение ручья валка, что ведет к браку. Наиболее близким к заявляемому техническому решению является раскатный стан,содержащий неприводной дорн в виде цилиндра, имеющий возможность перемещения в радиальном направлении с помощью гидроцилиндра, и приводной радиально-обжимной валок с выступом в центральной части, приводимый в движение электродвигателем 2. Недостатком данного стана является невозможность получения заготовок с выступами на торцах внешней поверхности, имеющими высоту выступания с коэффициентом кратности к толщине более единицы, в особенности в заготовках с асимметричным сечением. Это приводит к значительным объемам механической обработки и повышению металлоемкости и трудоемкости производства. Задачей настоящей полезной модели является повышение коэффициента использования металла. Поставленная задача решается тем, что кольцераскатный стан для изготовления колец с торцевыми выступами на внешней поверхности, содержащий неприводной дорн, имеющий возможность перемещения в радиальном направлении с помощью гидроцилиндра, и приводной радиально-обжимной валок с выступом в центральной части, приводимый в движение электродвигателем, оснащен дополнительно гидроцилиндром, обеспечивающим осевое перемещение дорна, причем дорн дополнительно оснащен фланцами на торцах. Сущность заявляемого технического решения заключается в расширении технических возможностей стана за счет увеличения степеней свободы инструмента. Заявляемое техническое решение предусматривает использование в качестве заготовки кольца объемом, равным объему готовой детали с учетом припусков на шероховатость и допусков на размеры. Кольцевую деталь раскатывают до необходимых диаметра и толщины стенки, при этом часть металла вытесняется в область, образованную поверхностями радиально-обжимного валка и дорна с фланцами на торцах. Не останавливая вращения, дорн с помощью гидроцилиндра совершает осевое перемещение, при котором один из его фланцев уменьшает высоту вышеупомянутой области, что приводит к формированию торцевого выступа на внешней поверхности. Затем аналогичным образом происходит формирование второго выступа. Заявляемое техническое решение поясняется фигурой, на которой приведена принципиальная схема кольцераскатного стана. Как видно на фигуре, стан состоит из электродвигателя 1, который передает вращение радиально-обжимному валку 2, и дорна 3 с накинутой на него кольцевой заготовкой 4, который может перемещаться в радиальном направлении при помощи гидроцилиндра 5 и в осевом направлении при помощи гидроцилиндра 6. Стан работает следующим образом. К радиально-обжимному валку 2, который приводится в движение от электродвигателя 1, подводится дорн 3 с накинутой на него кольцевой заготовкой 4. Радиальное движение дорна осуществляется с помощью гидроцилиндра 5. При достижении заготовкой необходимых диаметра и толщины стенки гидроцилиндр 6 вызывает аксиальное перемещение дорна для формирования торцевых выступов на внешней поверхности кольцевой заготовки 4. Испытания заявляемого технического решения осуществлялись следующим образом. 99452014.02.28 В качестве базы был выбран кольцераскатный стан КПС-300, который был модернизирован методом замены дорна и установки дополнительного гидроцилиндра. В качестве заготовок использовались кольца со следующими размерами внешний диаметр - 250 мм внутренний диаметр - 165 мм высота - 42 мм. Данная кольцевая заготовка была раскатана на модернизированном кольцераскатном стане КПС-300 до диаметра 320 мм и толщины стенки в центральной части 15 мм. Высота дорна между торцевыми фланцами составляет 50 мм, высота выступа на радиальнообжимном валке равна 24 мм. В результате раскатки высота кольца ограничена фланцевыми поверхностями дорна и составляет 50 мм. Часть металла вытесняется в область, образованную поверхностями дорна и радиально-обжимного валка. Затем дорн под действием гидроцилиндра совершает аксиальное перемещение и уменьшает высоту кольца с 50 до 40 мм (по 5 мм на каждом торце). Металл продолжает заполнение области, образованной поверхностями дорна и радиально-обжимного валка. Толщина кольца в области торцевых выступов составляет 26 мм при высоте выступов 8 мм. Завершение изготовления детали производят на токарном станке. Коэффициент использования металла (КИМ) определялся по отношению объема готовой детали к объему заготовки. Вследствие высокого соответствия формы и размеров раскатанной заготовки форме и размерам детали КИМ при использовании заявляемого технического решения составляет 0,88. В случае использования прототипа КИМ равен 0,52. Таким образом, использование заявляемого технического решения позволяет повысить коэффициент использования металла при изготовлении колец с выступами на торцах внешней поверхности, имеющих высоту выступания больше толщины. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21H 1/06
Метки: изготовления, стан, внешней, торцевыми, поверхности, колец, кольцераскатный, выступами
Код ссылки
<a href="https://by.patents.su/3-u9945-kolceraskatnyjj-stan-dlya-izgotovleniya-kolec-s-torcevymi-vystupami-na-vneshnejj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Кольцераскатный стан для изготовления колец с торцевыми выступами на внешней поверхности</a>
Стан для изготовления изделия с заостренными лезвиями продольно-поперечной прокаткой

Номер патента: 17977
Опубликовано: 28.02.2014
Авторы: Давидович Александр Николаевич, Киселев Дмитрий Александрович, Давидович Людмила Михайловна, Анищик Владимир Михайлович
МПК: B21B 1/08
Метки: изготовления, заостренными, продольно-поперечной, изделия, лезвиями, стан, прокаткой
Текст:
...заготовки. Заявляемое техническое решение предусматривает формообразование затылованной части лезвия, которая дает возможность производить перезаточку лезвий при эксплуатации деталей, кроме того, образование затылованной части на лезвиях ножей кормоуборочной техники позволит повысить качество среза кормовой массы и снизить энергоемкость процесса среза. Заявляемое техническое решение поясняется фигурами, где на фиг. 1 показан общий вид стана на...
Штамп последовательного действия для изготовления стопорных колец
Номер патента: U 3833
Опубликовано: 30.08.2007
Автор: Лебедевич Владимир Иосифович
МПК: B26F 1/00
Метки: стопорных, штамп, колец, действия, изготовления, последовательного
Текст:
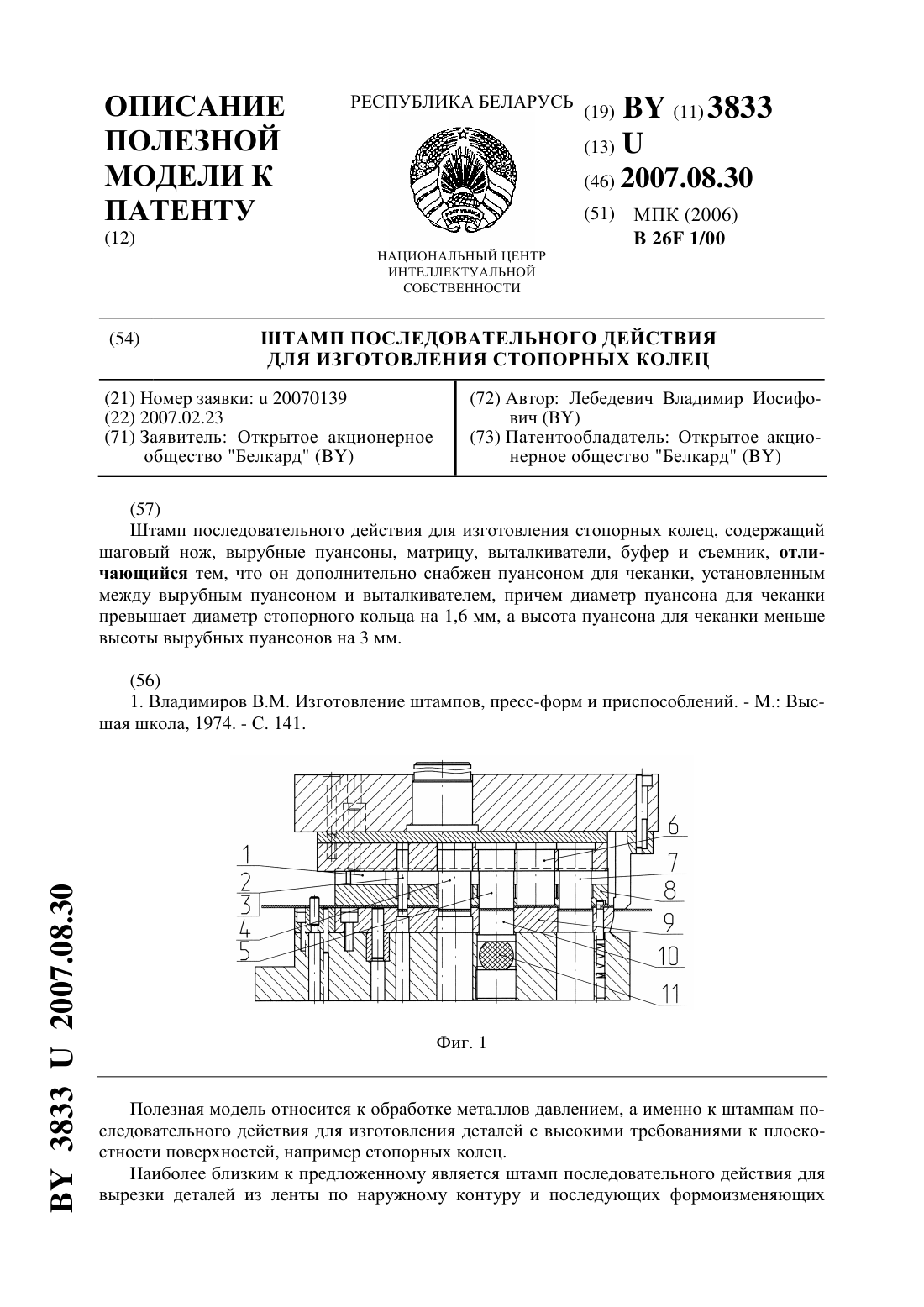
...и съемник, дополнительно снабжен пуансоном для чеканки, установленным между вырубным пуансоном и выталкивателем, причем диаметр пуансона для чеканки превышает диаметр стопорного кольца на 1,6 мм, а высота пуансона для чеканки меньше высоты вырубных пуансонов на 3 мм. Существенность отличий полезной модели заключается в том, что штамп снабжен пуансоном для чеканки, установленным между вырубным пуансоном и выталкивателем, с диаметром,...
Способ изготовления поршневых колец
Номер патента: 4741
Опубликовано: 30.12.2002
Авторы: Дудецкая Лариса Романовна, Покровский Артур Игоревич, Данильчик Игорь Константинович
Метки: колец, поршневых, изготовления, способ
Текст:
...не изменяется, зато происходит уменьшение пористости и других внутренних дефектов. При этом также возрастают упругие характеристики кольца и несколько повышается прочность. По мере увеличения степени деформации от 0,2 до 0,6 включения графита в направлении параллельном деформации вытягиваются, приобретая веретенообразную форму, а в перпендикулярном направлении утоняются, сохраняя округлую форму, имеющую меньший диаметр, чем у литой...
Стан для пластической обработки металла
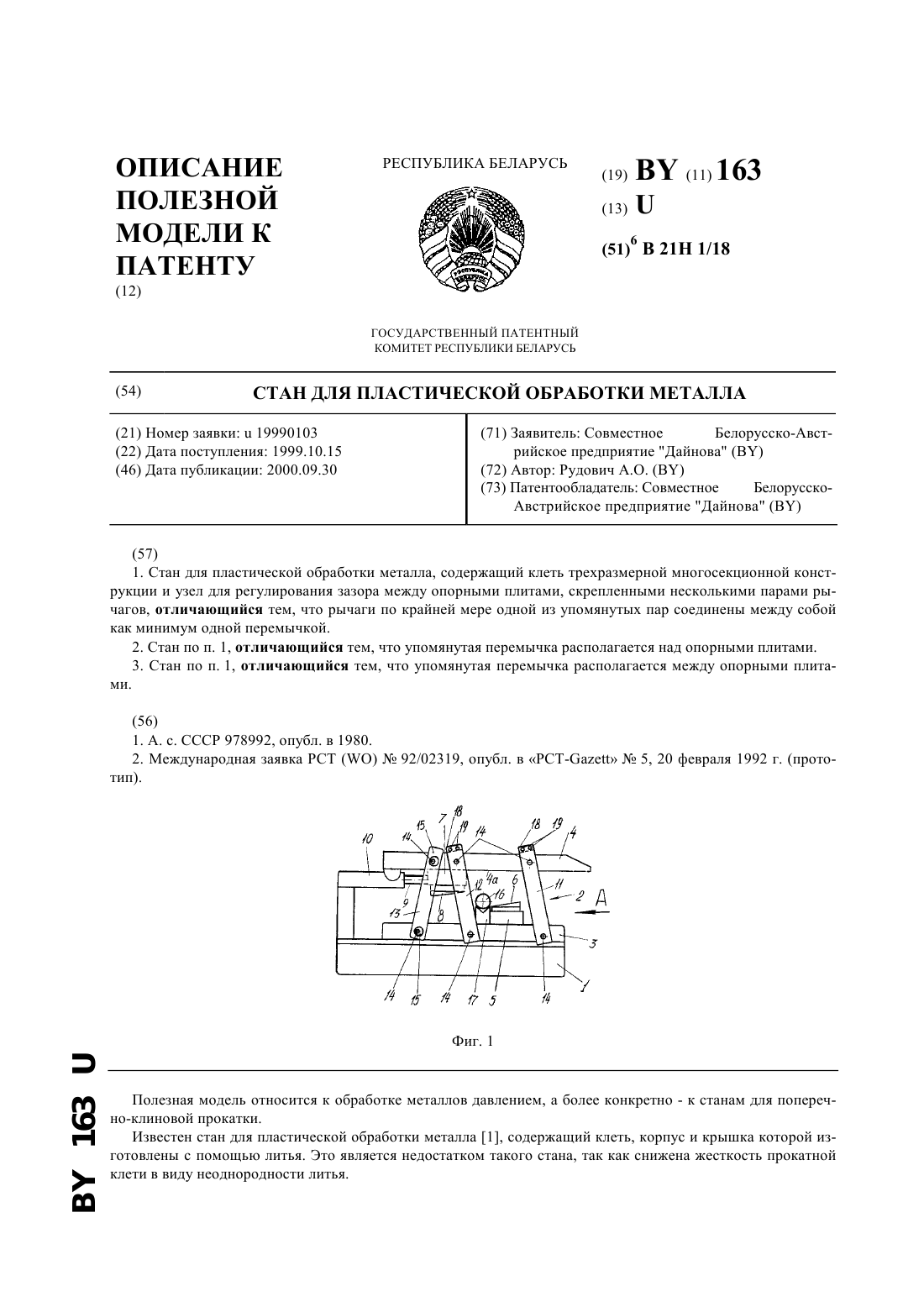
Номер патента: U 163
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: обработки, стан, пластической, металла
Текст:
...выдерживать большие нагрузки. Это, в конечном итоге, повысит надежность и универсальность использования стана для пластической обработки металла. Сущность полезной модели поясняется иллюстрациями. На фиг. 1 показан общий вид стана. На фиг. 2 его вид сбоку, по стрелке А на фиг. 1. Стан для пластической обработки металла содержит основание 1, на котором смонтирована клеть 2 с опорными плитами 3 и 4. На нижней неподвижной опорной плите 3...
Способ изготовления разрезных колец из полимерного материала
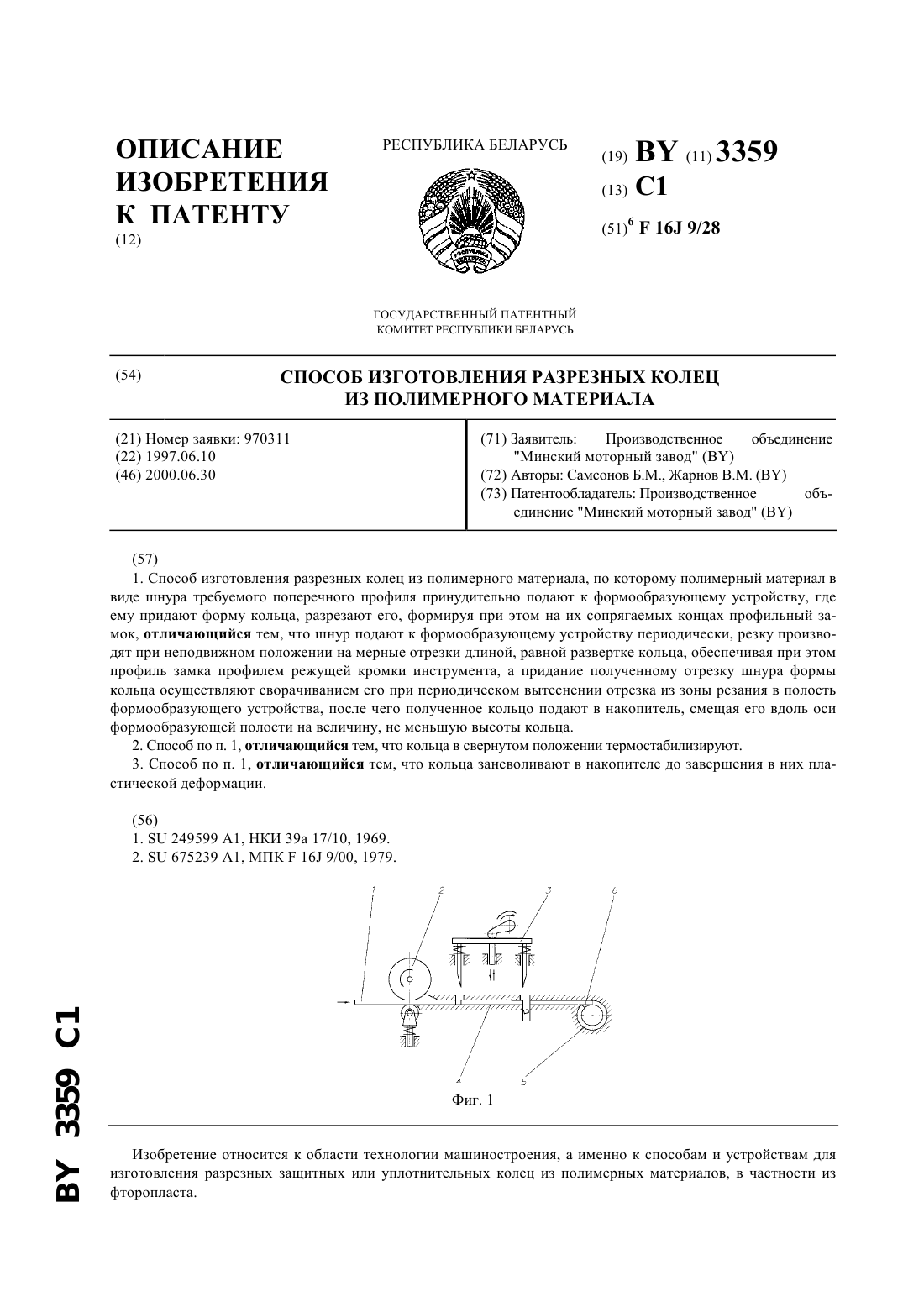
Номер патента: 3359
Опубликовано: 30.06.2000
Авторы: Жарнов Виктор Михайлович, Самсонов Борис Михайлович
МПК: F16J 9/28
Метки: материала, способ, изготовления, полимерного, колец, разрезных
Текст:
...точности изготовления разрезных колец из полимерных материалов. Поставленная задача достигается тем, что в известном способе изготовления разрезных колец из полимерного материала, по которому полимерный материал в виде шнура требуемого поперечного профиля принудительно подают к формообразующему устройству, где ему придают форму кольца, разрезают его, формируя при этом на их сопрягаемых концах профильный замок, согласно изобретению, шнур...
Предыдущий патент: Установка для поверхностной закалки конусных деталей с нагревом токами высокой частоты
Следующий патент: Пружинный блок
Случайный патент: Огнепреградитель