Способ изготовления заготовок с нарезами и устройство для его осуществления
Текст
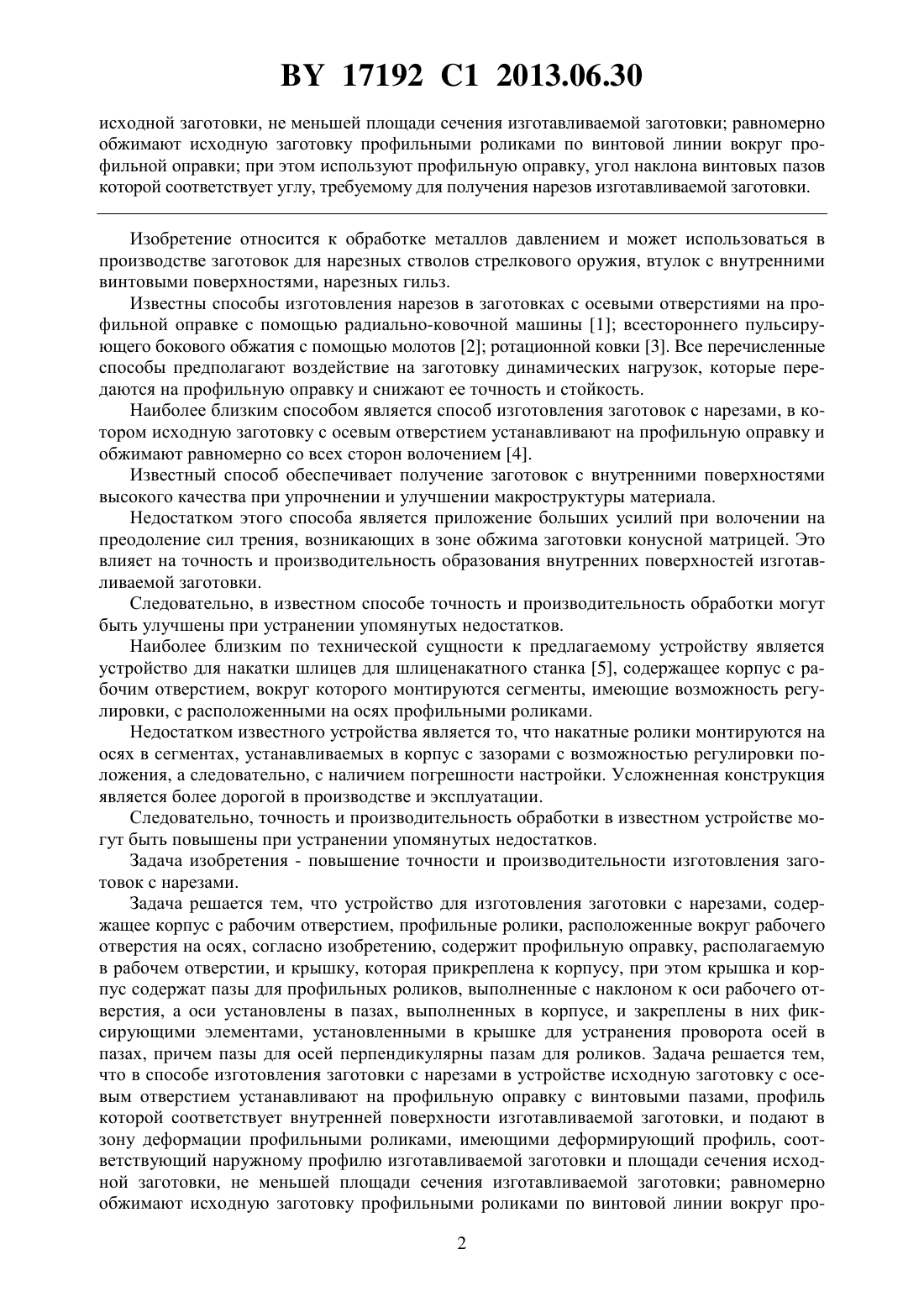
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С НАРЕЗАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(72) Автор Щербаков Сергей Александрович(73) Патентообладатель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(57) 1. Устройство для изготовления заготовки с нарезами, содержащее корпус с рабочим отверстием, профильные ролики, расположенные вокруг рабочего отверстия на осях, отличающееся тем, что содержит профильную оправку, располагаемую в рабочем отверстии, и крышку, которая прикреплена к корпусу, при этом крышка и корпус содержат пазы (5) для профильных роликов, выполненные с наклоном к оси (6) рабочего отверстия,а оси (4) установлены в пазах (7), выполненных в корпусе, и закреплены в них фиксирующими элементами, установленными в крышке для устранения проворота осей (4) в пазах(7), причем пазы (7) для осей перпендикулярны пазам (5) для роликов. 2. Способ изготовления заготовки с нарезами в устройстве по п. 1, при котором исходную заготовку с осевым отверстием устанавливают на профильную оправку с винтовыми пазами, профиль которой соответствует внутренней поверхности изготавливаемой заготовки, и подают в зону деформации профильными роликами, имеющими деформирующий профиль,соответствующий наружному профилю изготавливаемой заготовки и площади сечения 17192 1 2013.06.30 исходной заготовки, не меньшей площади сечения изготавливаемой заготовки равномерно обжимают исходную заготовку профильными роликами по винтовой линии вокруг профильной оправки при этом используют профильную оправку, угол наклона винтовых пазов которой соответствует углу, требуемому для получения нарезов изготавливаемой заготовки. Изобретение относится к обработке металлов давлением и может использоваться в производстве заготовок для нарезных стволов стрелкового оружия, втулок с внутренними винтовыми поверхностями, нарезных гильз. Известны способы изготовления нарезов в заготовках с осевыми отверстиями на профильной оправке с помощью радиально-ковочной машины 1 всестороннего пульсирующего бокового обжатия с помощью молотов 2 ротационной ковки 3. Все перечисленные способы предполагают воздействие на заготовку динамических нагрузок, которые передаются на профильную оправку и снижают ее точность и стойкость. Наиболее близким способом является способ изготовления заготовок с нарезами, в котором исходную заготовку с осевым отверстием устанавливают на профильную оправку и обжимают равномерно со всех сторон волочением 4. Известный способ обеспечивает получение заготовок с внутренними поверхностями высокого качества при упрочнении и улучшении макроструктуры материала. Недостатком этого способа является приложение больших усилий при волочении на преодоление сил трения, возникающих в зоне обжима заготовки конусной матрицей. Это влияет на точность и производительность образования внутренних поверхностей изготавливаемой заготовки. Следовательно, в известном способе точность и производительность обработки могут быть улучшены при устранении упомянутых недостатков. Наиболее близким по технической сущности к предлагаемому устройству является устройство для накатки шлицев для шлиценакатного станка 5, содержащее корпус с рабочим отверстием, вокруг которого монтируются сегменты, имеющие возможность регулировки, с расположенными на осях профильными роликами. Недостатком известного устройства является то, что накатные ролики монтируются на осях в сегментах, устанавливаемых в корпус с зазорами с возможностью регулировки положения, а следовательно, с наличием погрешности настройки. Усложненная конструкция является более дорогой в производстве и эксплуатации. Следовательно, точность и производительность обработки в известном устройстве могут быть повышены при устранении упомянутых недостатков. Задача изобретения - повышение точности и производительности изготовления заготовок с нарезами. Задача решается тем, что устройство для изготовления заготовки с нарезами, содержащее корпус с рабочим отверстием, профильные ролики, расположенные вокруг рабочего отверстия на осях, согласно изобретению, содержит профильную оправку, располагаемую в рабочем отверстии, и крышку, которая прикреплена к корпусу, при этом крышка и корпус содержат пазы для профильных роликов, выполненные с наклоном к оси рабочего отверстия, а оси установлены в пазах, выполненных в корпусе, и закреплены в них фиксирующими элементами, установленными в крышке для устранения проворота осей в пазах, причем пазы для осей перпендикулярны пазам для роликов. Задача решается тем,что в способе изготовления заготовки с нарезами в устройстве исходную заготовку с осевым отверстием устанавливают на профильную оправку с винтовыми пазами, профиль которой соответствует внутренней поверхности изготавливаемой заготовки, и подают в зону деформации профильными роликами, имеющими деформирующий профиль, соответствующий наружному профилю изготавливаемой заготовки и площади сечения исходной заготовки, не меньшей площади сечения изготавливаемой заготовки равномерно обжимают исходную заготовку профильными роликами по винтовой линии вокруг про 2 17192 1 2013.06.30 фильной оправки при этом используют профильную оправку, угол наклона винтовых пазов которой соответствует углу нарезов изготавливаемой заготовки. Замена трения скольжения при волочении на трение качения в зоне обжима в предлагаемом устройстве позволяет не только в десятки раз уменьшить рабочее усилие и деформации, но и позволяет значительно повысить скорость обработки без задиров трущихся поверхностей. Таким образом, предлагаемый способ и устройство повышают точность и производительность изготовления заготовок с нарезами. На эскизе приведена схема, иллюстрирующая предложенный способ и устройство для его осуществления. Устройство содержит профильную оправку 1 корпус 2 профильные ролики 3 оси 4 пазы 5 для профильных роликов в корпусе 2, выполненные с наклоном к оси 6 рабочего отверстия устройства пазы 7 для осей 4, перпендикулярные к пазам 5 корпуса 2 и пазам 8 в крышке 9 элементы, фиксирующие оси 4 в пазах 7, расположенные в крышке 9 - стопорные винты 10 с контргайками 11 элементы, закрепляющие крышку 9 на корпусе 2 -винты 12. Исходную заготовку 13 устанавливают на профильную оправку 1 и через рабочее отверстие в крышке 9 и корпусе 2 подают в зону деформации роликами 3, которые одновременно со всех сторон равномерно обжимают исходную заготовку 13 вокруг оправки 1 с образованием изготавливаемой заготовки 14 с нарезами 15. Изготавливаемая заготовка 14 вместе с оправкой 1 получают кроме прямолинейного и вращательное движение, соответствующее винтовой линии нарезов. Способ осуществляется следующим образом исходную заготовку 13 устанавливают на профильную оправку 1 привод перемещает исходную заготовку 13 с оправкой 1 и создает со стороны роликов 3 равномерное и всестороннее обжатие. Внутренняя поверхность изготавливаемой заготовки 14 образуется профилем оправки 1 в зоне деформации наружной поверхности исходной заготовки 13 профильными роликами 3, вращающимися на осях 4, которые расположены в пазах 7 корпуса 2 перпендикулярно пазам 5 для профильных роликов 3. Ролики 3 вращаются в пазах 5 корпуса 2 и пазах 8 крышки 9 за счет сил трения, касательных к наружной поверхности изготавливаемой заготовки 14. При этом зона деформации прокатывается по винтовой линии вдоль геометрической оси заготовки 14 с углом наклона пазов на оправке 1, который задается техническими требованиями к изготавливаемой заготовке 14 с нарезами 15. Расположение роликов 3 вокруг исходной заготовки 13 создает уравновешенную относительно оси симметрии 6 заготовки и устройства систему обжимных сил, обеспечивающих копирование внутренних поверхностей заготовки 14 с наружных поверхностей профильной оправки 1 за счет пластической деформации материала исходной заготовки 13. Деформирующий профиль роликов 3 должен соответствовать наружному профилю изготавливаемой заготовки 14 и площади поперечного сечения исходной заготовки 13, не меньшей площади поперечного сечения изготавливаемой заготовки 14. Таким образом, предложенный способ и устройство для его осуществления позволяют повысить точность и производительность изготовления заготовок с нарезами. Источники информации 1.2074784 1, 1997. 2.2211108 1, 2003. 3.2353461 2, 2009. 4.2183145 2, 2002. 5. Егоров М.Е. и др. Технология машиностроения. - М Высшая школа, 1976. - С. 342343, фиг. 188. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: осуществления, изготовления, заготовок, устройство, способ, нарезами
Код ссылки
<a href="https://by.patents.su/3-17192-sposob-izgotovleniya-zagotovok-s-narezami-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления заготовок с нарезами и устройство для его осуществления</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Степаненко А. В., Исаевич Г. А., Король В. А.
МПК: B21H 7/00
Метки: длине, изделий, переменным, профилем, изготовления, осуществления, устройство, способ, заготовок
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Исаевич Леонид Александрович, Березнев Леонид Михайлович, Крупко Михаил Николаевич, Герасимова Алина Георгиевна, Сидоренко Михаил Иванович
Метки: устройство, переменным, способ, профилем, длине, изготовления, изделий, заготовки, осуществления
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Исаевич Леонид Александрович, Герасимова Алина Георгиевна, Сидоренко Михаил Иванович, Березнев Леонид Михайлович
МПК: B21H 7/00
Метки: профилем, устройство, изготовления, длине, переменным, заготовок, изделий
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7667
Опубликовано: 28.02.2006
Авторы: Безмен Олег Вадимович, Никончук Иван Николаевич, Никончук Андрей Николаевич
МПК: B29D 29/08
Метки: зубчатых, способ, осуществления, изготовления, ремней, устройство
Текст:
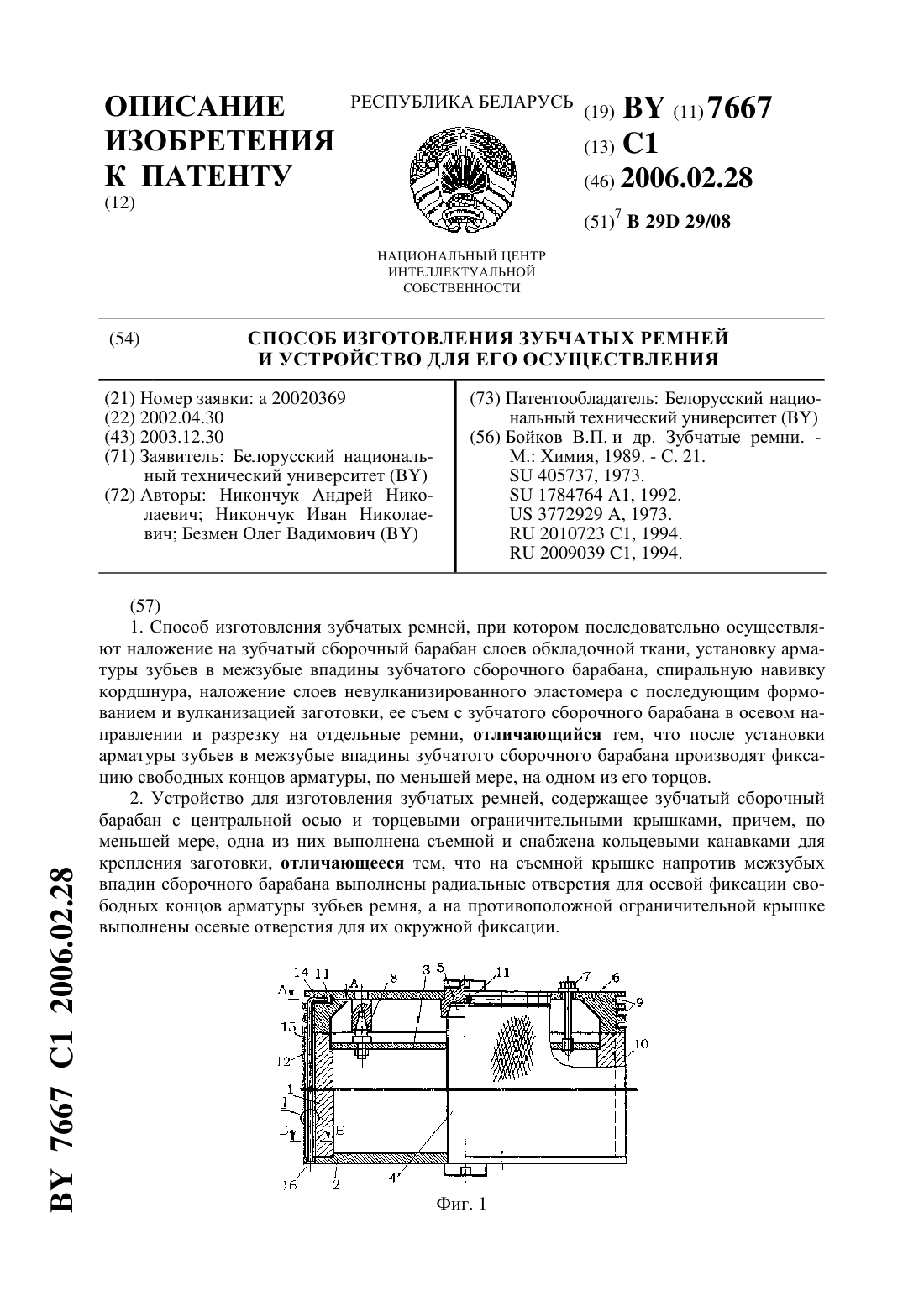
...спиральную навивку кордшнура, наложение слоев невулканизированного эластомера с последующим формованием и вулканизацией заготовки, ее съем с зубчатого сборочного барабана в осевом направлении и разрезку на отдельные ремни, после установки арматуры зубьев в межзубые впадины зубчатого сборочного барабана производят фиксацию свободных концов арматуры, по меньшей мере, на одном из его торцов. В устройстве для осуществления этого способа,...
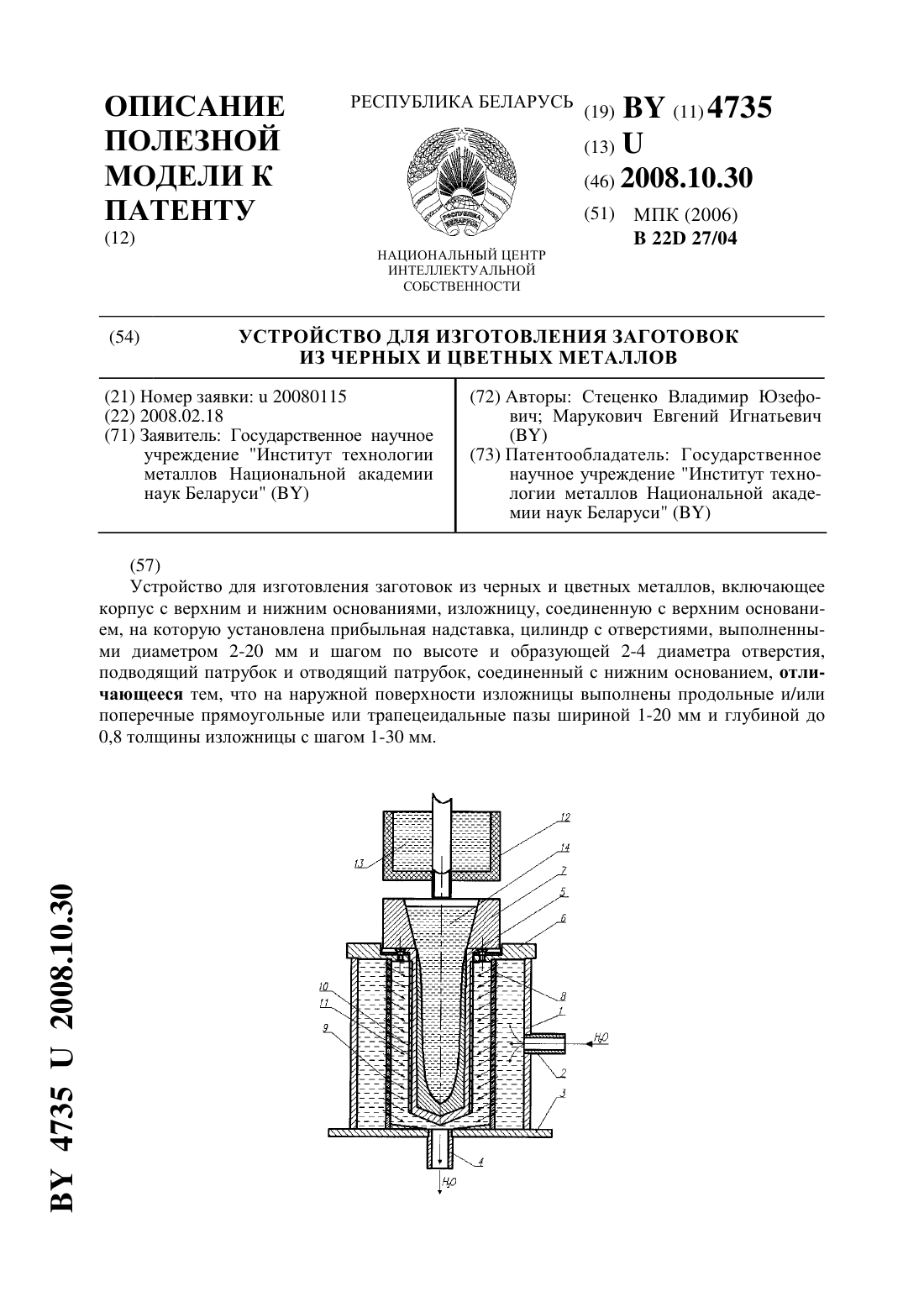
Устройство для изготовления заготовок из черных и цветных металлов
Номер патента: U 4735
Опубликовано: 30.10.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 27/04
Метки: заготовок, изготовления, металлов, цветных, устройство, черных
Текст:
...модель,является увеличение интенсивности охлаждения изложницы. Технический результат заключается в повышении производительности процесса изготовления заготовок. Поставленная задача достигается тем, что в заявляемом устройстве для изготовления заготовок из черных и цветных металлов, включающем корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями,...