Устройство для изготовления заготовки изделия с переменным по длине профилем
Номер патента: 14975
Опубликовано: 30.10.2011
Авторы: Король Владимир Андреевич, Сидоренко Михаил Иванович, Сидоренко Андрей Николаевич, Березнев Леонид Михайлович, Иваницкий Денис Михайлович, Исаевич Леонид Александрович, Костенко Глеб Владимирович
Текст
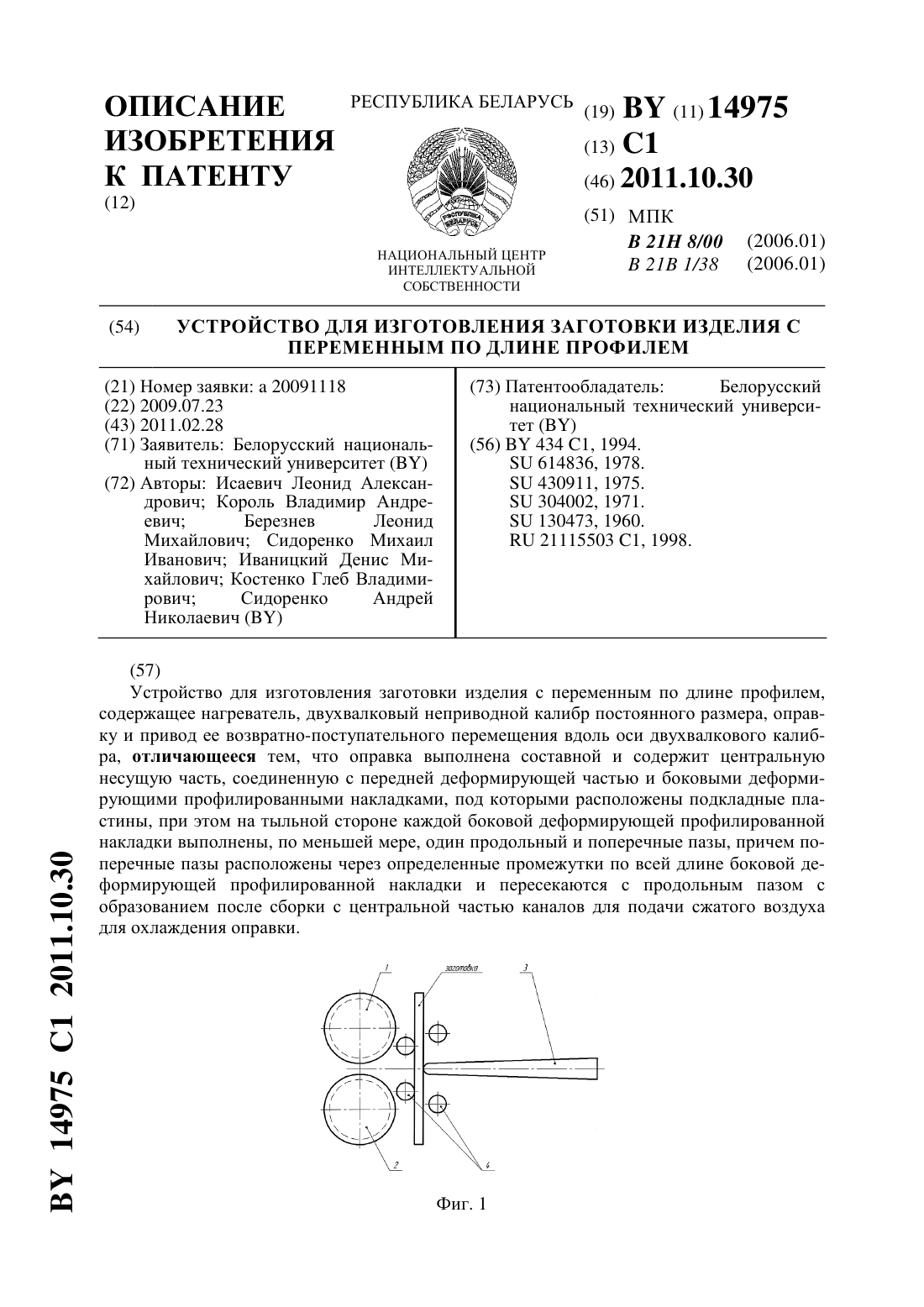
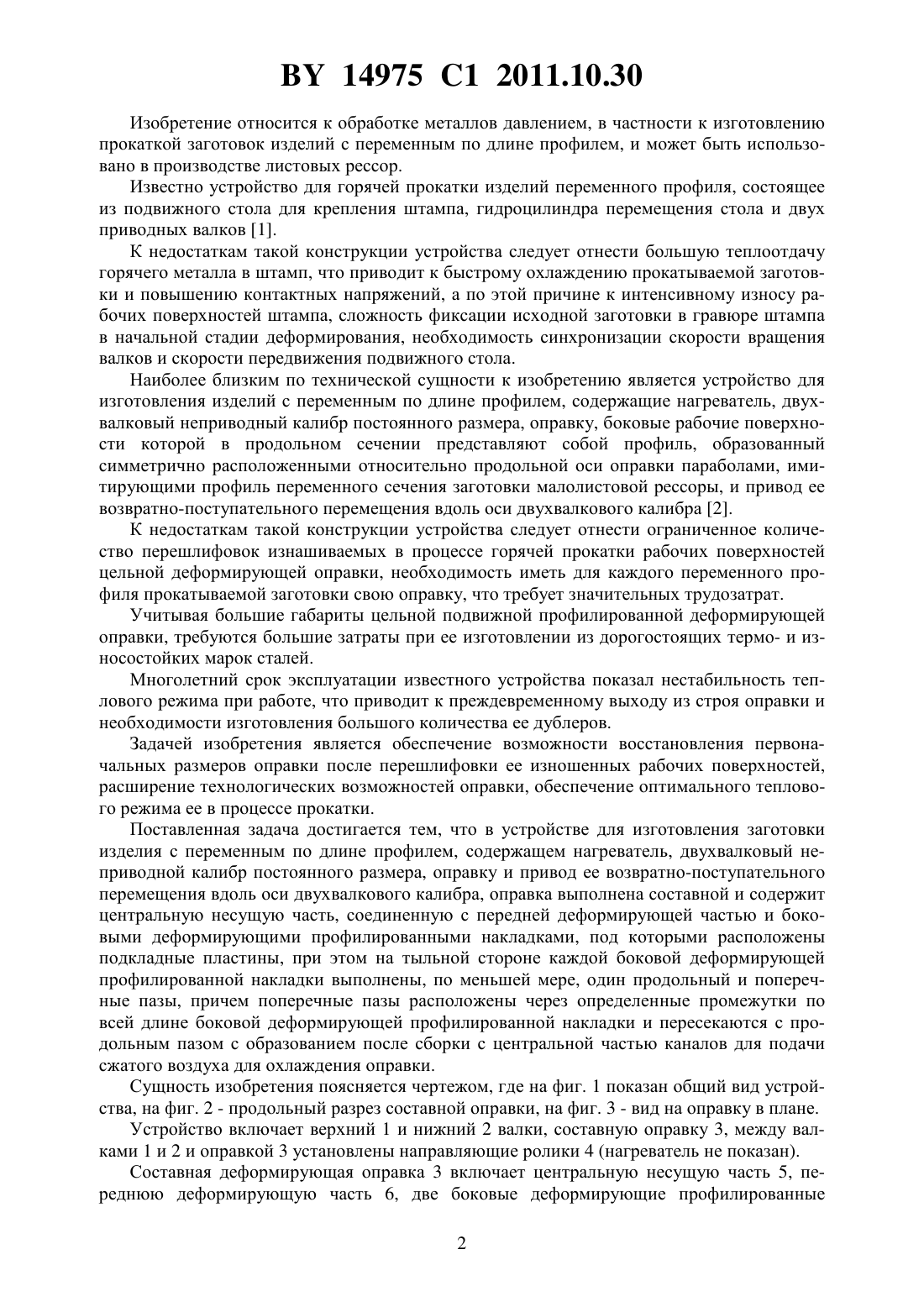
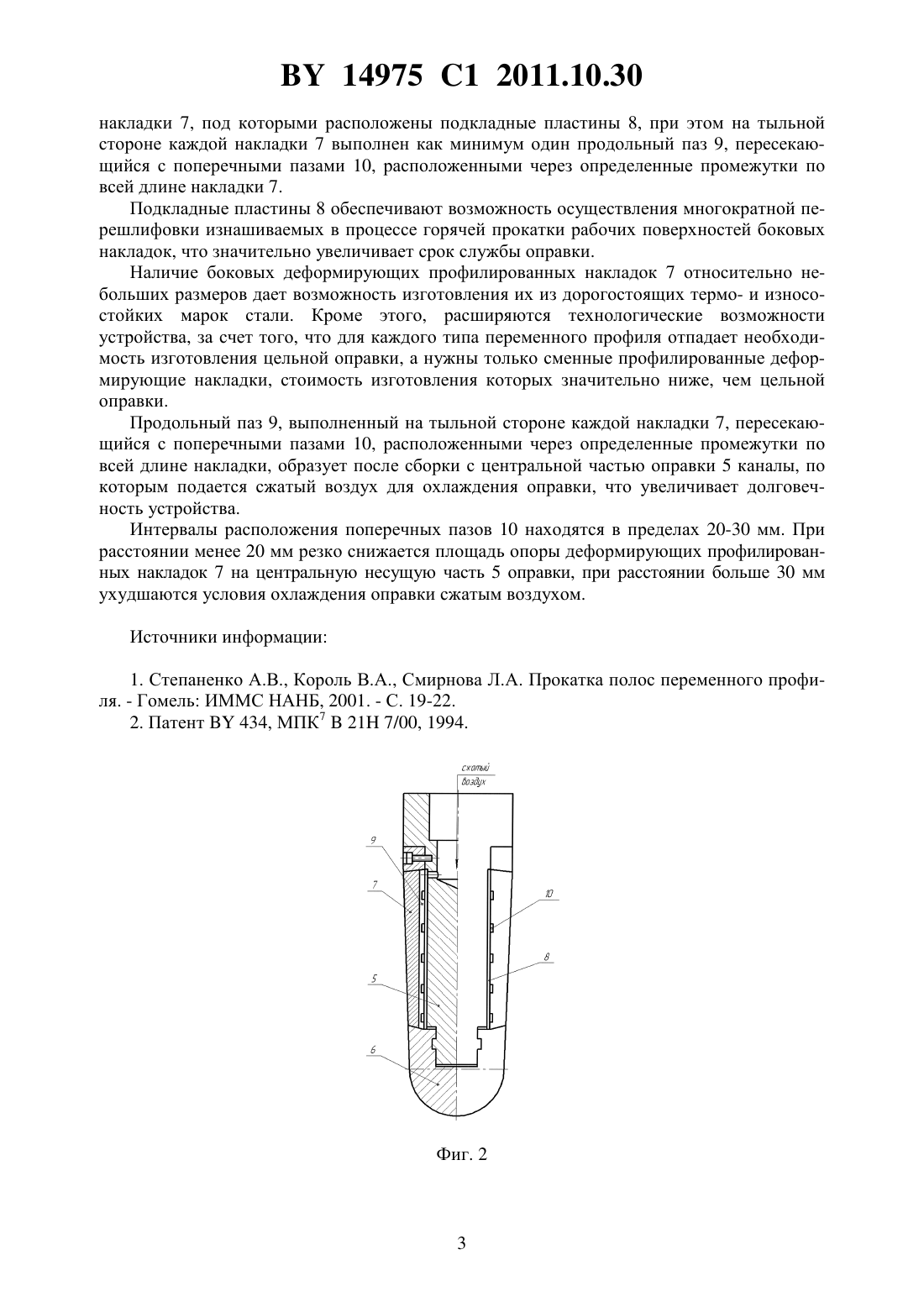
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗДЕЛИЯ С ПЕРЕМЕННЫМ ПО ДЛИНЕ ПРОФИЛЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Исаевич Леонид Александрович Король Владимир Андреевич Березнев Леонид Михайлович Сидоренко Михаил Иванович Иваницкий Денис Михайлович Костенко Глеб Владимирович Сидоренко Андрей Николаевич(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для изготовления заготовки изделия с переменным по длине профилем,содержащее нагреватель, двухвалковый неприводной калибр постоянного размера, оправку и привод ее возвратно-поступательного перемещения вдоль оси двухвалкового калибра, отличающееся тем, что оправка выполнена составной и содержит центральную несущую часть, соединенную с передней деформирующей частью и боковыми деформирующими профилированными накладками, под которыми расположены подкладные пластины, при этом на тыльной стороне каждой боковой деформирующей профилированной накладки выполнены, по меньшей мере, один продольный и поперечные пазы, причем поперечные пазы расположены через определенные промежутки по всей длине боковой деформирующей профилированной накладки и пересекаются с продольным пазом с образованием после сборки с центральной частью каналов для подачи сжатого воздуха для охлаждения оправки. 14975 1 2011.10.30 Изобретение относится к обработке металлов давлением, в частности к изготовлению прокаткой заготовок изделий с переменным по длине профилем, и может быть использовано в производстве листовых рессор. Известно устройство для горячей прокатки изделий переменного профиля, состоящее из подвижного стола для крепления штампа, гидроцилиндра перемещения стола и двух приводных валков 1. К недостаткам такой конструкции устройства следует отнести большую теплоотдачу горячего металла в штамп, что приводит к быстрому охлаждению прокатываемой заготовки и повышению контактных напряжений, а по этой причине к интенсивному износу рабочих поверхностей штампа, сложность фиксации исходной заготовки в гравюре штампа в начальной стадии деформирования, необходимость синхронизации скорости вращения валков и скорости передвижения подвижного стола. Наиболее близким по технической сущности к изобретению является устройство для изготовления изделий с переменным по длине профилем, содержащие нагреватель, двухвалковый неприводный калибр постоянного размера, оправку, боковые рабочие поверхности которой в продольном сечении представляют собой профиль, образованный симметрично расположенными относительно продольной оси оправки параболами, имитирующими профиль переменного сечения заготовки малолистовой рессоры, и привод ее возвратно-поступательного перемещения вдоль оси двухвалкового калибра 2. К недостаткам такой конструкции устройства следует отнести ограниченное количество перешлифовок изнашиваемых в процессе горячей прокатки рабочих поверхностей цельной деформирующей оправки, необходимость иметь для каждого переменного профиля прокатываемой заготовки свою оправку, что требует значительных трудозатрат. Учитывая большие габариты цельной подвижной профилированной деформирующей оправки, требуются большие затраты при ее изготовлении из дорогостоящих термо- и износостойких марок сталей. Многолетний срок эксплуатации известного устройства показал нестабильность теплового режима при работе, что приводит к преждевременному выходу из строя оправки и необходимости изготовления большого количества ее дублеров. Задачей изобретения является обеспечение возможности восстановления первоначальных размеров оправки после перешлифовки ее изношенных рабочих поверхностей,расширение технологических возможностей оправки, обеспечение оптимального теплового режима ее в процессе прокатки. Поставленная задача достигается тем, что в устройстве для изготовления заготовки изделия с переменным по длине профилем, содержащем нагреватель, двухвалковый неприводной калибр постоянного размера, оправку и привод ее возвратно-поступательного перемещения вдоль оси двухвалкового калибра, оправка выполнена составной и содержит центральную несущую часть, соединенную с передней деформирующей частью и боковыми деформирующими профилированными накладками, под которыми расположены подкладные пластины, при этом на тыльной стороне каждой боковой деформирующей профилированной накладки выполнены, по меньшей мере, один продольный и поперечные пазы, причем поперечные пазы расположены через определенные промежутки по всей длине боковой деформирующей профилированной накладки и пересекаются с продольным пазом с образованием после сборки с центральной частью каналов для подачи сжатого воздуха для охлаждения оправки. Сущность изобретения поясняется чертежом, где на фиг. 1 показан общий вид устройства, на фиг. 2 - продольный разрез составной оправки, на фиг. 3 - вид на оправку в плане. Устройство включает верхний 1 и нижний 2 валки, составную оправку 3, между валками 1 и 2 и оправкой 3 установлены направляющие ролики 4 (нагреватель не показан). Составная деформирующая оправка 3 включает центральную несущую часть 5, переднюю деформирующую часть 6, две боковые деформирующие профилированные 2 14975 1 2011.10.30 накладки 7, под которыми расположены подкладные пластины 8, при этом на тыльной стороне каждой накладки 7 выполнен как минимум один продольный паз 9, пересекающийся с поперечными пазами 10, расположенными через определенные промежутки по всей длине накладки 7. Подкладные пластины 8 обеспечивают возможность осуществления многократной перешлифовки изнашиваемых в процессе горячей прокатки рабочих поверхностей боковых накладок, что значительно увеличивает срок службы оправки. Наличие боковых деформирующих профилированных накладок 7 относительно небольших размеров дает возможность изготовления их из дорогостоящих термо- и износостойких марок стали. Кроме этого, расширяются технологические возможности устройства, за счет того, что для каждого типа переменного профиля отпадает необходимость изготовления цельной оправки, а нужны только сменные профилированные деформирующие накладки, стоимость изготовления которых значительно ниже, чем цельной оправки. Продольный паз 9, выполненный на тыльной стороне каждой накладки 7, пересекающийся с поперечными пазами 10, расположенными через определенные промежутки по всей длине накладки, образует после сборки с центральной частью оправки 5 каналы, по которым подается сжатый воздух для охлаждения оправки, что увеличивает долговечность устройства. Интервалы расположения поперечных пазов 10 находятся в пределах 20-30 мм. При расстоянии менее 20 мм резко снижается площадь опоры деформирующих профилированных накладок 7 на центральную несущую часть 5 оправки, при расстоянии больше 30 мм ухудшаются условия охлаждения оправки сжатым воздухом. Источники информации 1. Степаненко А.В., Король В.А., Смирнова Л.А. Прокатка полос переменного профиля. - Гомель ИММС НАНБ, 2001. - С. 19-22. 2. Патент 434, МПК 721 7/00, 1994. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: длине, переменным, устройство, заготовки, изготовления, изделия, профилем
Код ссылки
<a href="https://by.patents.su/4-14975-ustrojjstvo-dlya-izgotovleniya-zagotovki-izdeliya-s-peremennym-po-dline-profilem.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления заготовки изделия с переменным по длине профилем</a>
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Крупко Михаил Николаевич, Сидоренко Михаил Иванович, Исаевич Леонид Александрович, Герасимова Алина Георгиевна, Березнев Леонид Михайлович
Метки: длине, устройство, заготовки, способ, профилем, изготовления, осуществления, изделий, переменным
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Исаевич Г. А., Степаненко А. В., Король В. А.
МПК: B21H 7/00
Метки: устройство, изготовления, осуществления, заготовок, профилем, способ, изделий, переменным, длине
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Исаевич Леонид Александрович, Герасимова Алина Георгиевна, Березнев Леонид Михайлович, Сидоренко Михаил Иванович
МПК: B21H 7/00
Метки: переменным, изготовления, устройство, длине, изделий, заготовок, профилем
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Устройство для изготовления полос с переменным по длине профилем
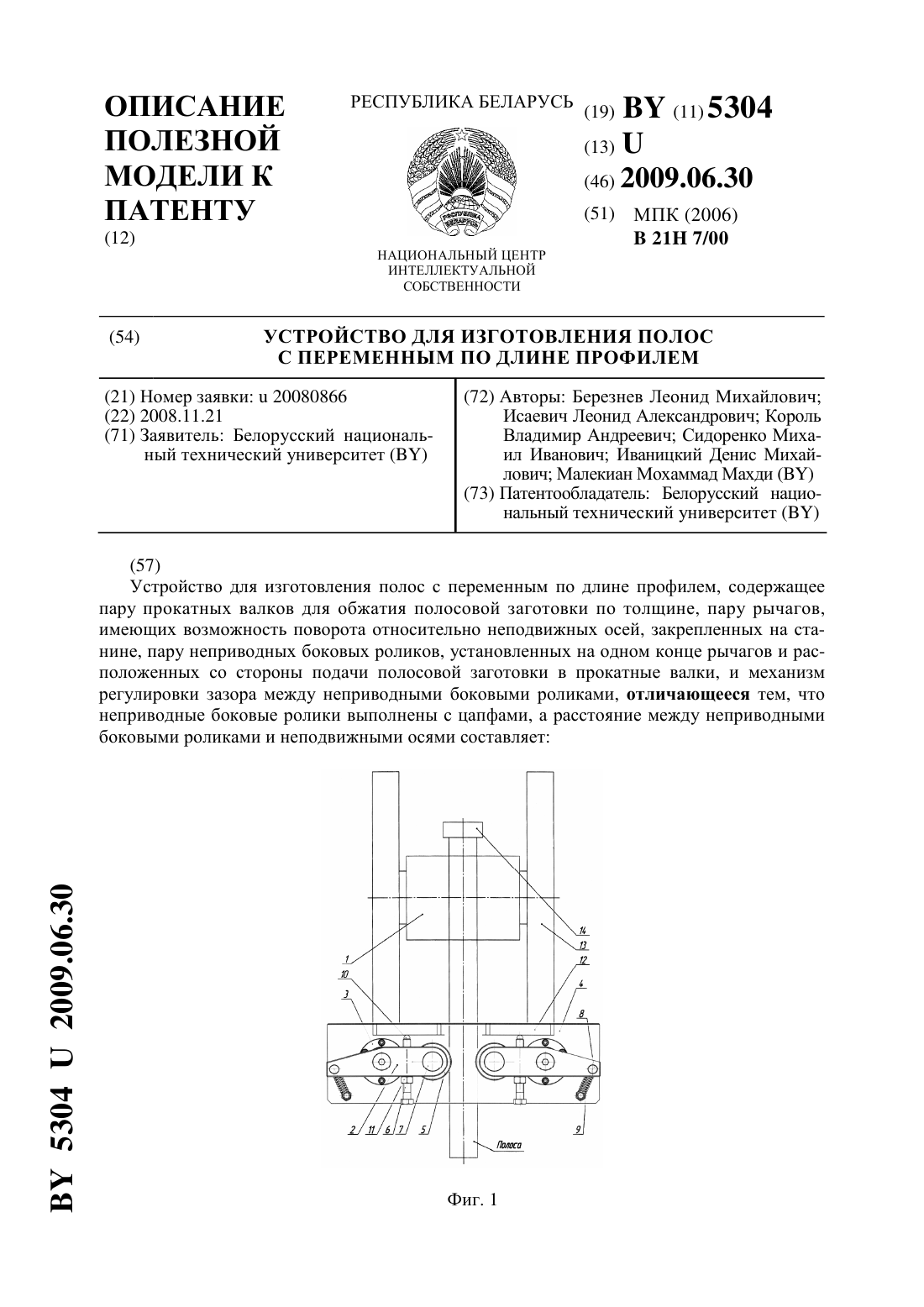
Номер патента: U 5304
Опубликовано: 30.06.2009
Авторы: Иваницкий Денис Михайлович, Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Березнев Леонид Михайлович, Малекиан Мохаммад Махди, Король Владимир Андреевич
МПК: B21H 7/00
Метки: длине, переменным, профилем, изготовления, полос, устройство
Текст:
...полосовой заготовки после предыдущего прохода Ц - коэффициент контактного трения в цапфах неприводных боковых роликов- диаметр цапф неприводных боковых роликов- диаметр неприводных боковых роликов. Сущность полезной модели поясняется чертежами, где изображена конструктивная схема устройства для изготовления полос с переменным по длине профилем фиг. 1 - вид сверху фиг. 2 - фронтальный вид фиг. 3 - схема определения условия самозаклинивания...
Устройство для горячего пластического формообразования пружинных изделий с переменным сечением по длине

Номер патента: U 5142
Опубликовано: 30.04.2009
Авторы: Способ Анатолий Иванович, Давидович Александр Николаевич, Давидович Людмила Михайловна, Мельник Владимир Иванович, Поплавский Станислав Станиславович, Буель Александр Евгеньевич
МПК: B21D 5/00
Метки: пластического, устройство, изделий, формообразования, пружинных, переменным, горячего, длине, сечением
Текст:
...емкость 1, в которой установлена инструментальная плита 2. На инструментальной плите 2 размещен механизм навивки 3 и механизм формообразования, выполненный в виде матрицы 4 и пуансона 5, на направляющих 6 которого установлен резец 7. Устройство снабжено механизмом плющения 8 и-образной полуматрицей 9 с валком 10. В закалочной емкости 1 установлен поплавок 11. Для управления процессом формообразования устройство снабжено пультом управления...
Предыдущий патент: Болт (варианты)
Следующий патент: Способ иммунокоррекции при повышенном уровне специфических противотуберкулёзных антител и гамма-интерферона
Случайный патент: Способ выявления нарушения проходимости маточной трубы