Способ изготовления ступенчатых валов поперечно-клиновой прокаткой
Текст
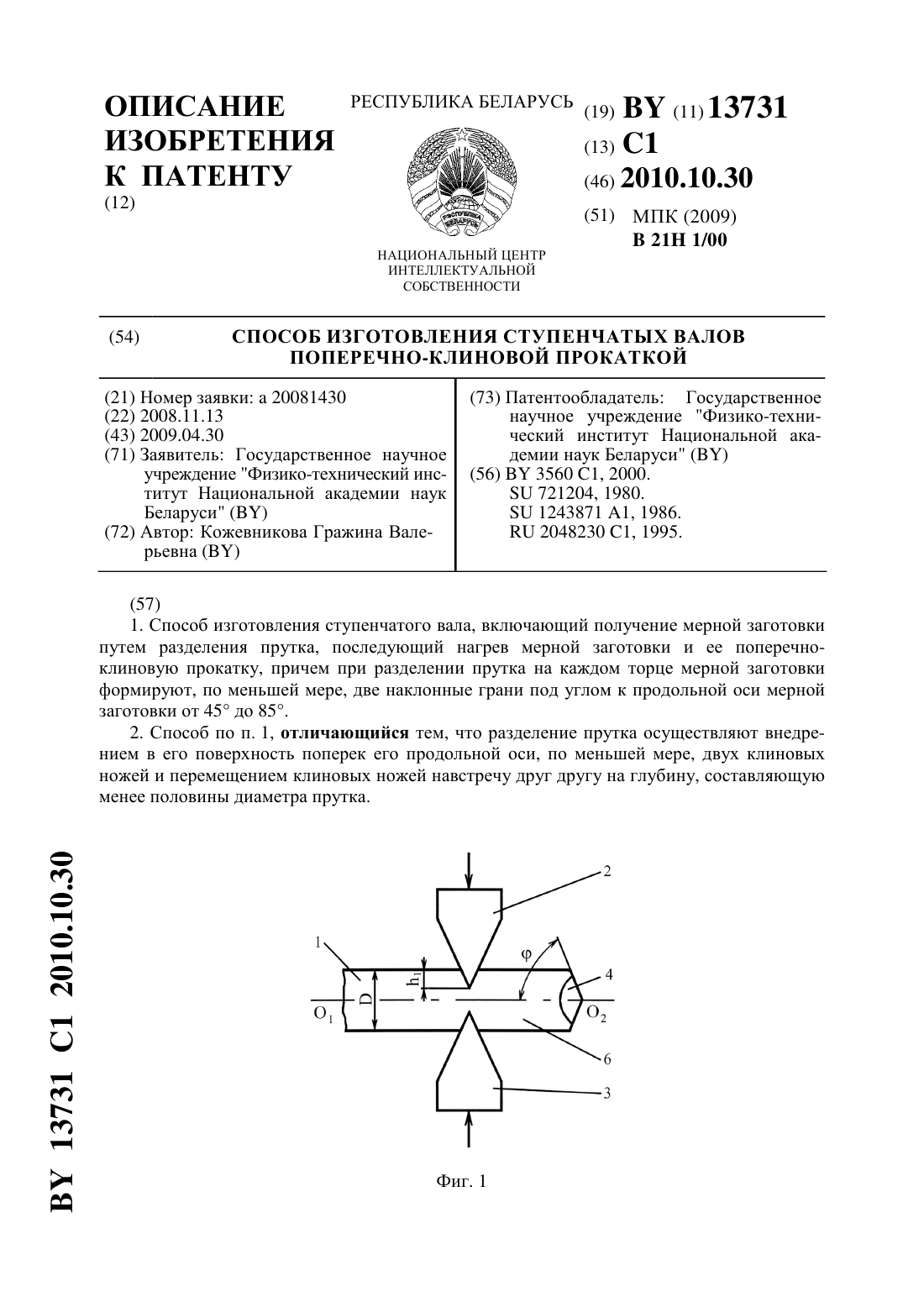
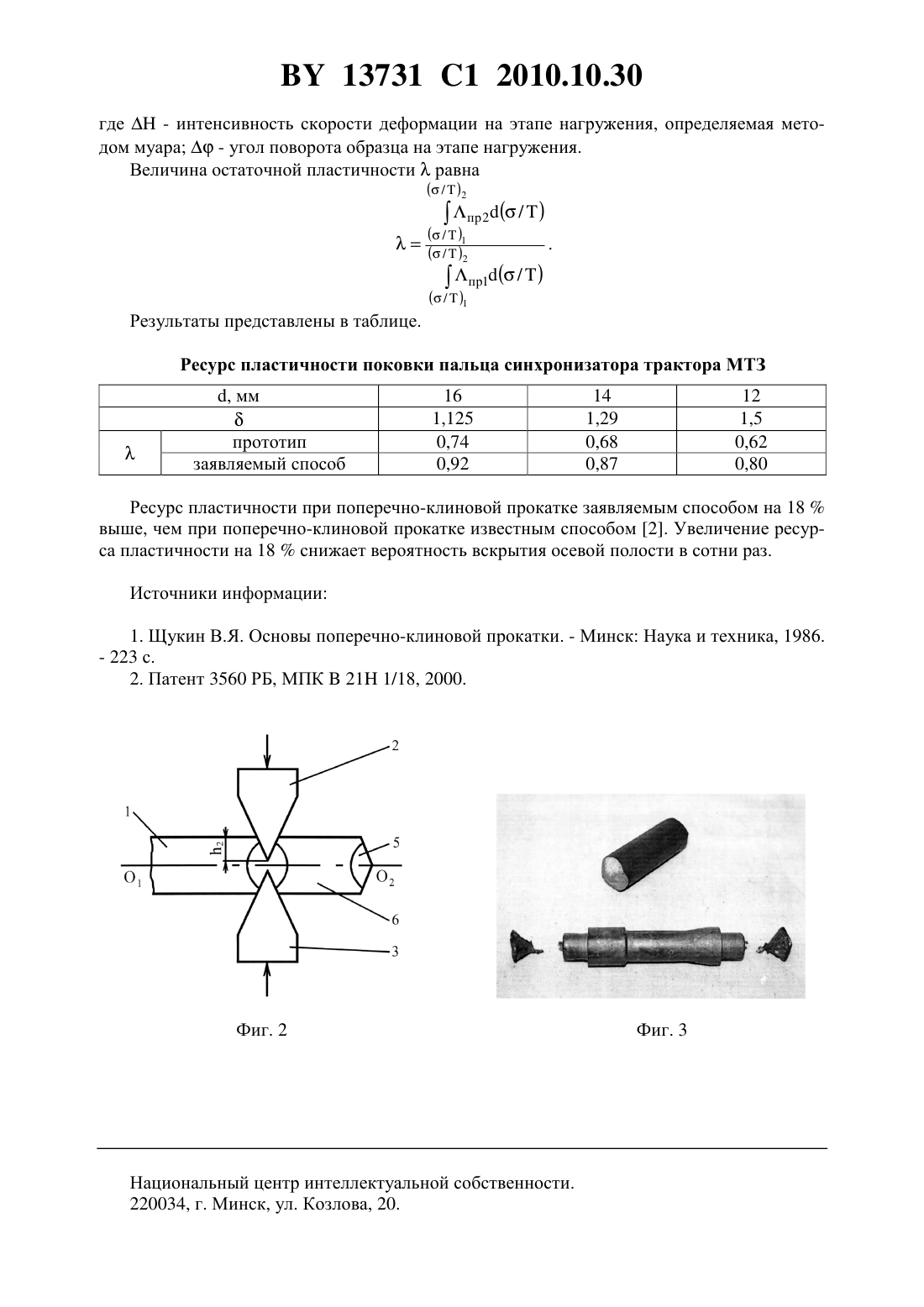
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ВАЛОВ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Кожевникова Гражина Валерьевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) 1. Способ изготовления ступенчатого вала, включающий получение мерной заготовки путем разделения прутка, последующий нагрев мерной заготовки и ее поперечноклиновую прокатку, причем при разделении прутка на каждом торце мерной заготовки формируют, по меньшей мере, две наклонные грани под углом к продольной оси мерной заготовки от 45 до 85. 2. Способ по п. 1, отличающийся тем, что разделение прутка осуществляют внедрением в его поверхность поперек его продольной оси, по меньшей мере, двух клиновых ножей и перемещением клиновых ножей навстречу друг другу на глубину, составляющую менее половины диаметра прутка. 13731 1 2010.10.30 3. Способ по п. 2, отличающийся тем, что внедрение каждого клинового ножа осуществляют многократно, при этом перед каждым внедрением пруток поворачивают на угол от 3 до 90. 4. Способ по п. 3, отличающийся тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением. Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно ступенчатых валов, методом поперечноклиновой прокатки. Известен способ изготовления ступенчатого вала поперечно-клиновой прокаткой, заключающийся в том, что пруток разрезают на мерные заготовки, например, рубкой прутка во втулочном штампе пресса с образованием торцов, перпендикулярных оси прутка. Затем мерные заготовки поочередно нагревают и прокатывают, по меньшей мере, двумя клиновыми инструментами 1. Недостатком этого способа является наличие больших концевых отходов. При выходе очага деформации на торец в нем образуется углубление (утяжина), которая не допускается в готовом изделии. Поэтому от прокатанной заготовки на заключительной стадии деформации ножами отрезают концевые отходы на длину более глубины утяжины. Из-за этого повышается расход металла и ухудшается экономичность использования технологии поперечно-клиновой прокатки. Коэффициент использования металла при этом способе находится в пределах 0,7-0,8. Наиболее близким техническим решением к заявляемому, его прототипом, является способ изготовления ступенчатого вала поперечно-клиновой прокаткой, при котором пруток нагревают, производят отрезку уже нагретой заготовки от нагретого прутка с одновременной формовкой ее концов путем внедрения в пруток режущих ножей и деформирующих участков валков при их синхронном вращении в одном направлении вокруг своих осей с последующей поперечно-клиновой прокаткой отрезанной заготовки с того же нагрева для получения готовой детали. После разделения прутка на мерные заготовки в дополнительной рабочей клети полученные заготовки имеют конические торцы, и при последующей поперечно-клиновой прокатке металл торцевых конусов заполняет объем утяжины, которая образовалась бы при традиционной прокатке заготовки с плоскими торцами. Таким образом, применение заготовок с концевыми торцами позволяет значительно снизить расход металла, коэффициент использования металла повышается до 0,9 2. Недостатком прототипа является необходимость осуществления процесса отрезки заготовок от нагретого прутка в дополнительной рабочей клети. Вследствие контакта с инструментом дополнительной рабочей клети и теплоизлучением температура заготовки снижается, что значительно снижает ресурс пластичности металла заготовки. Это при последующей поперечно-клиновой прокатке приводит к браку на оси детали в виде вскрытия полости. Задачей изобретения является увеличение ресурса пластичности ступенчатых валов при одновременном сохранении уменьшенного расхода металла. Поставленная задача решается тем, что в способе изготовления ступенчатого вала,включающем получение мерной заготовки путем разделения прутка, последующий нагрев мерной заготовки и ее поперечно-клиновую прокатку, при разделении прутка на каждом торце мерной заготовки формируют, по меньшей мере, две наклонные грани под углом к продольной оси мерной заготовки от 45 до 85,а также тем, что разделение прутка осуществляют внедрением в его поверхность поперек его продольной оси, по меньшей мере, двух клиновых ножей и перемещением клиновых ножей навстречу друг другу на глубину, составляющую менее половины диаметра прутка,2 13731 1 2010.10.30 а также тем, что внедрение каждого клинового ножа осуществляют многократно, при этом перед каждым внедрением пруток поворачивают на угол от 3 до 90,а также тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением. Сущность заявляемого технического решения заключается в обеспечении высокого уровня ресурса пластичности ступенчатых валов при отказе от дополнительной рабочей клети с гарантированным получением концевых торцев заготовки. За счет наклонных граней клиновых ножей в процессе разделения прутка на контакте клиновой нож - заготовка возникают контактные напряжения, которые создают в очаге деформации растягивающие напряжения, при помощи которых происходит отрыв мерной заготовки от прутка. Величина угла наклонных граней к продольной оси мерных заготовокнаходится в пределах от 45 до 85. При 45 величина концевых отходов возрастает до уровня отходов в известном способе. При 85 на торце мерной заготовки образуется утяжина, как в известном способе 1, что также увеличивает концевой отход. Осуществление разделения прутка внедрением в его поверхность поперек продольной оси прутка, по меньшей мере, двух клиновых ножей позволяет после нагрева сразу подавать мерную заготовку в стан поперечно-клиновой прокатки, исключается уменьшение ее температуры от контакта с инструментом в дополнительной рабочей клети, как в известном способе 2. Так как не тратится время на обработку мерной заготовки в дополнительной рабочей клети 2, снижение температуры заготовки от излучения тепла в окружающую среду также уменьшается. Поскольку заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, а пластичность материала напрямую связана с температурой нагрева,увеличивается ресурс пластичности изготовленных ступенчатых валов. Перемещение клиновых ножей навстречу друг другу при разделении прутка на заготовки осуществляется на глубину менее половины диаметра прутка для гарантированного отделения мерной заготовки от прутка. Дальнейшее отделение заготовки от прутка происходит за счет растягивающих напряжения в очаге деформации, созданных наклонными гранями клиновых ножей. Внедрение ножей осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90. При повороте прутка на угол 45 на торцах мерной заготовки образуют за четыре внедрения клиновых ножей восьмигранную пирамиду, что позволяет в большей степени сократить расход металла. При угле поворота 3 торцевая поверхность приближается к конической, при этом коэффициент использования металла практически не уменьшается, однако снижается производительность процесса рубки мерной заготовки, т.е. при 3 процесс рубки нецелесообразен. При угле поворота 90 осуществляется схема известного способа 1. Возможно получение мерной заготовки с двумя наклонными гранями за одно внедрение клиновых ножей, что увеличивает производительность рубки мерных заготовок, но несколько снижает коэффициент использования металла. Увеличение глубины внедрения клиновых ножей в пруток за каждое последующее внедрение исключает отрыв мерной заготовки на первых этапах деформации. Глубина внедрения на последнем этапе рубки прутка выбирается таким образом, чтобы обеспечить гарантированное отделение мерной заготовки от прутка. Сущность заявляемого изобретения поясняется чертежами фиг. 1-3, где на фиг. 1 показана схема осуществления заявляемого способа при первом внедрении клиновых ножей в пруток на фиг. 2 показана схема осуществления заявляемого способа после поворота прутка на 90 на фиг. 3 показаны заготовка под прокатку и прокатанная деталь пальца синхронизатора трактора МТЗ с концевыми отходами, полученные по заявляемому способу. Способ осуществляется следующим образом. В пруток 1 (фиг. 1) перпендикулярно его продольной оси 12 внедряют на глубину 1, по меньшей мере, два клиновых ножа 2 и 3,3 13731 1 2010.10.30 которые формируют две наклонные грани 4 с угломк продольной оси прутка. Затем клиновые ножи 2 и 3 отводят в исходное положение, пруток 1 поворачивают на 90 (фиг. 2) и ножи 2 и 3 вновь внедряют в пруток 1 на глубину 2, которая больше глубины 1. Глубина внедрения 2 на последнем этапе рубки прутка выбирается таким образом, чтобы обеспечить гарантированное отделение мерной заготовки 6 от прутка 1. При этом на прутке формируют две дополнительные наклонные грани 5. На наклонных гранях клиновых ножей возникают контактные напряжения, которые создают в очаге деформации растягивающие напряжения, при помощи которых отрывают мерную заготовку 6 от прутка 1. Далее мерную заготовку 6 нагревают до ковочной температуры и известным методом поперечно-клиновой прокатки 1 изготавливают ступенчатый вал. Вследствие того, что торец мерной заготовки выполнен в виде четырехгранной пирамиды, уменьшается или полностью ликвидируется утяжина на торце заготовки, в итоге уменьшаются концевые отходы. Поскольку в ходе осуществления способа исключается уменьшение температуры заготовки и заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, увеличивается ресурс пластичности изготовленных ступенчатых валов. Вероятность возникновения осевых полостей значительно уменьшается. Заявляемый способ осуществлен в ГНУ ФТИ НАН Беларуси при изготовлении пальца синхронизатора трактора МТЗ. Из прутка стали 45 диаметром 18 мм нарезали мерные заготовки с углом наклона 60 (фиг. 3). Разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка двух клиновых ножей, которые перемещали навстречу друг другу на глубину 7 мм. Далее пруток поворачивали на 90,клиновые ножи вновь внедряют в пруток на глубину 8 мм. В результате торец мерной заготовки выполнен в виде четырехгранной пирамиды. Заготовку нагревали до температуры 1473 К и прокатывали на стане поперечноклиновой прокатки с плоским клиновым инструментом по известному способу со скоростью прокатки 0,5 м/с. Масса концевых отходов при прокатке пальца синхронизатора трактора МТЗ по заявляемому способу составляет 8,5 г при массе поковки 90,8 г (фиг. 3). Коэффициент использования металла по заявляемому способу равен 0,91, что соответствует прототипу. Ресурс пластичности поковки пальца синхронизатора трактора МТЗ определялся известным экспериментальным методом поперечной прокатки 1, стр. 125. Определяли величину относительной пластичности/исх,где исх - параметр ресурса пластичности исходного материала, прошедшего термическую обработку. То есть определяли величину остаточной пластичности- тот запас пластичности, который остался в заготовке, подвергнутой какому-то процессу обработки давлением. Из ступени деталей, полученных поперечно-клиновой прокаткой по прототипу и заявляемым способом, и исходного металла вытачивались дискообразные образцы. Образцы прокатывали поперечной прокаткой между плитами до вскрытия осевой полости, при этом фиксировали количество циклов нагружения образца . Критерий разрушения запишется в виде( /)2( /)0 ,( /)1 где пределы интегрирования ( /) 1 и ( /) 2 определяются методом поперечных сечений. Критическая степень интенсивности сдвига пр рассчитывается по формуле пр(180/),4 13731 1 2010.10.30 где- интенсивность скорости деформации на этапе нагружения, определяемая методом муара- угол поворота образца на этапе нагружения. Величина остаточной пластичностиравна( /)1 Результаты представлены в таблице. Ресурс пластичности поковки пальца синхронизатора трактора МТЗ Ресурс пластичности при поперечно-клиновой прокатке заявляемым способом на 18 выше, чем при поперечно-клиновой прокатке известным способом 2. Увеличение ресурса пластичности на 18 снижает вероятность вскрытия осевой полости в сотни раз. Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21H 1/00
Метки: ступенчатых, изготовления, способ, поперечно-клиновой, валов, прокаткой
Код ссылки
<a href="https://by.patents.su/5-13731-sposob-izgotovleniya-stupenchatyh-valov-poperechno-klinovojj-prokatkojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления ступенчатых валов поперечно-клиновой прокаткой</a>
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12236
Опубликовано: 30.08.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: прокаткой, способ, изготовления, вала, поперечно-клиновой, ступенчатого
Текст:
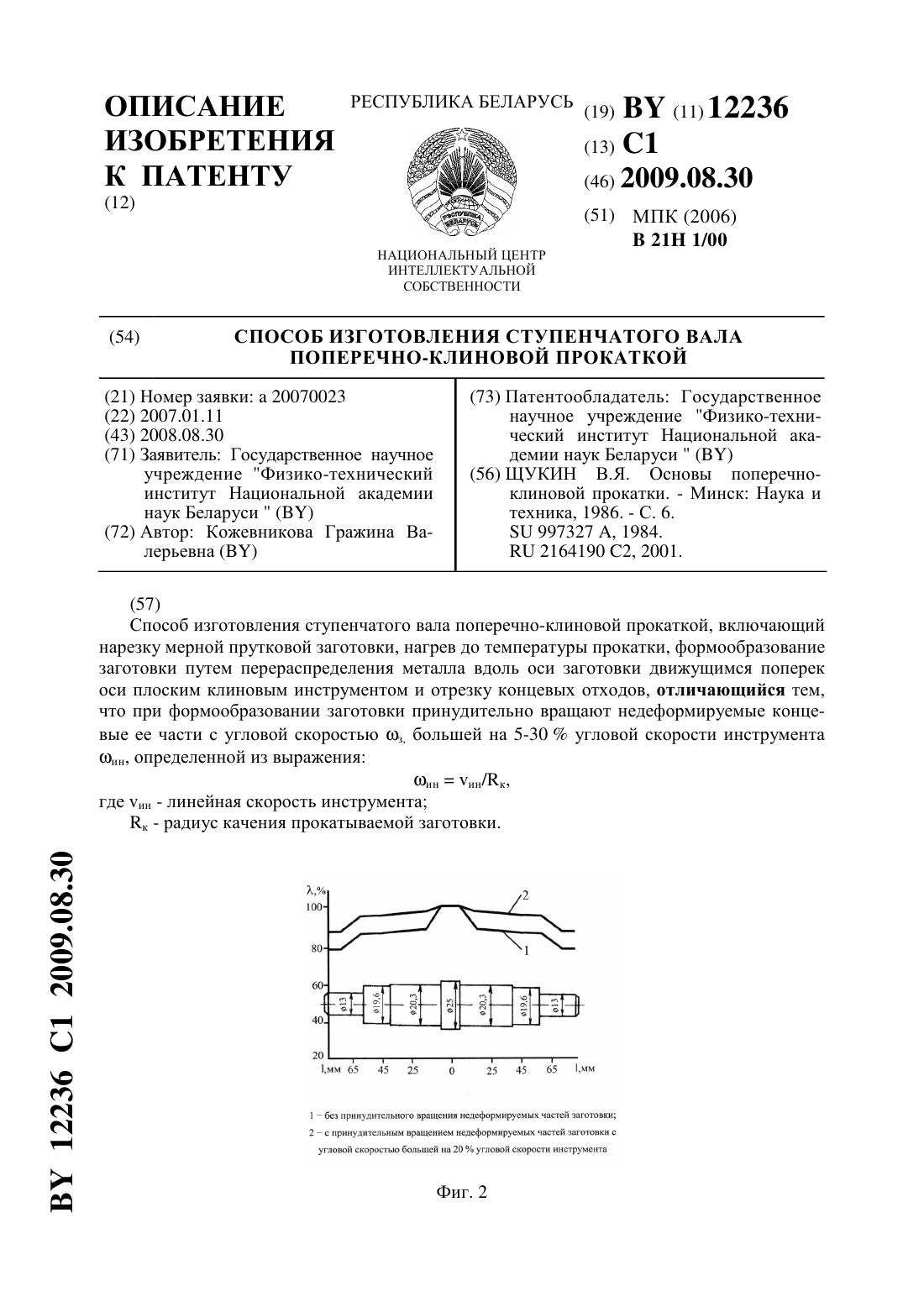
...изобретения поясняется фигурами, где на фиг. 1 показано распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформаций при поперечной прокатке со степенью обжатия 1,10, на фиг. 2 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 - без принудительного вращения недеформируемых частей заготовки и с принудительным вращением недеформируемых...
Способ изготовления изделия типа ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 12414
Опубликовано: 30.10.2009
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: изделия, поперечно-клиновой, способ, изготовления, типа, ступенчатого, прокаткой, вала
Текст:
...приведет к лучшей проработке структуры и повышению механических свойств получаемого изделия. Одновременно с этим прокатываемый стержень за счет подстуженного до температуры 7731073 К наружного слоя на глубину от 0,1 до 0,4 диаметра стержня обладает большей до 1,51,7 раза прочностью на разрыв. Контактные напряжения при прокатке такого подстуженного стержня возрастают только на 30 , так как очаг деформации в большем расположен в осевой...
Способ изготовления ступенчатого вала поперечно-клиновой прокаткой
Номер патента: 13362
Опубликовано: 30.06.2010
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: вала, ступенчатого, изготовления, способ, поперечно-клиновой, прокаткой
Текст:
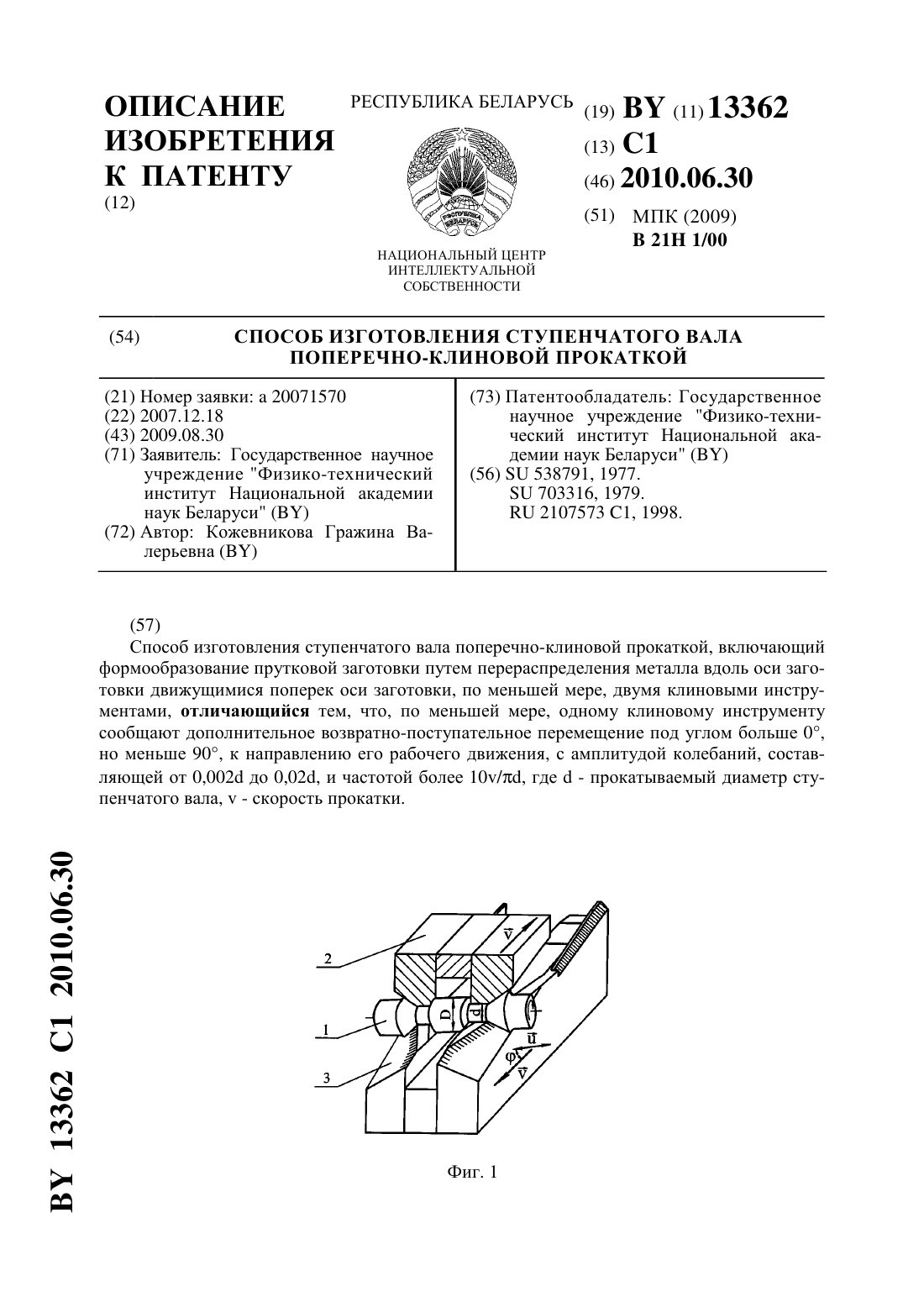
...движение с преобладанием перемещения по ходу прокатки. При 90 рабочее движениепостоянно и нижний клиновой инструмент совершает колебательные движе 2 13362 1 2010.06.30 ния перпендикулярно направлению прокатки. В диапазоне 090 имеют место оба выше перечисленных перемещений нижнего клинового инструмента 3. Наложение колебательного движенияпод углом 090 к направлению его рабочего движенияна один из клиновых инструментов обеспечивает...
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
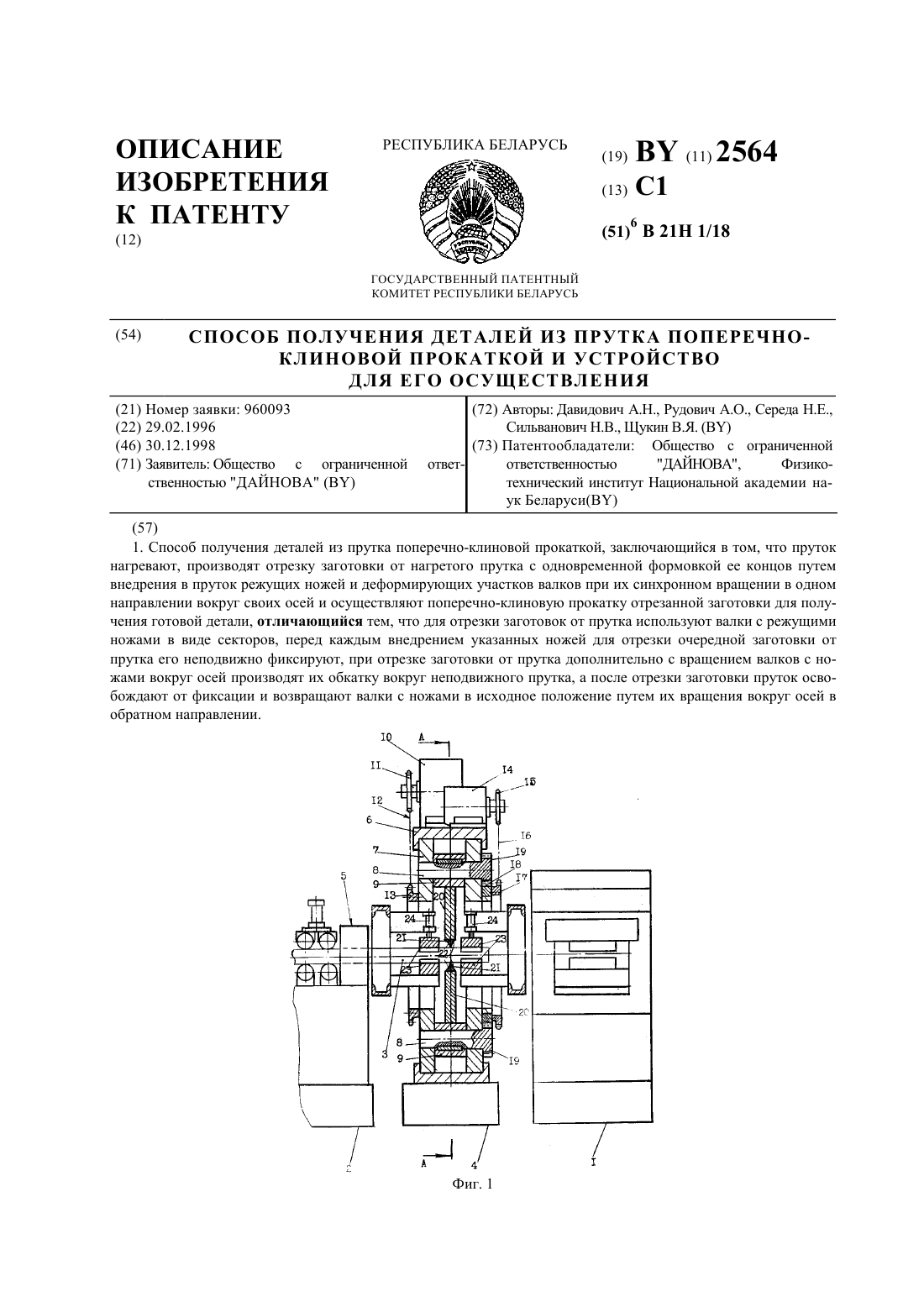
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Щукин Валерий Яковлевич, Давидович Александр Николаевич, Рудович Александр Олегович, Середа Николай Ефимович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: прокатки, способ, этого, способа, получения, прутка, поперечно-клиновой, путем, деталей, устройство, осуществления
Текст:
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
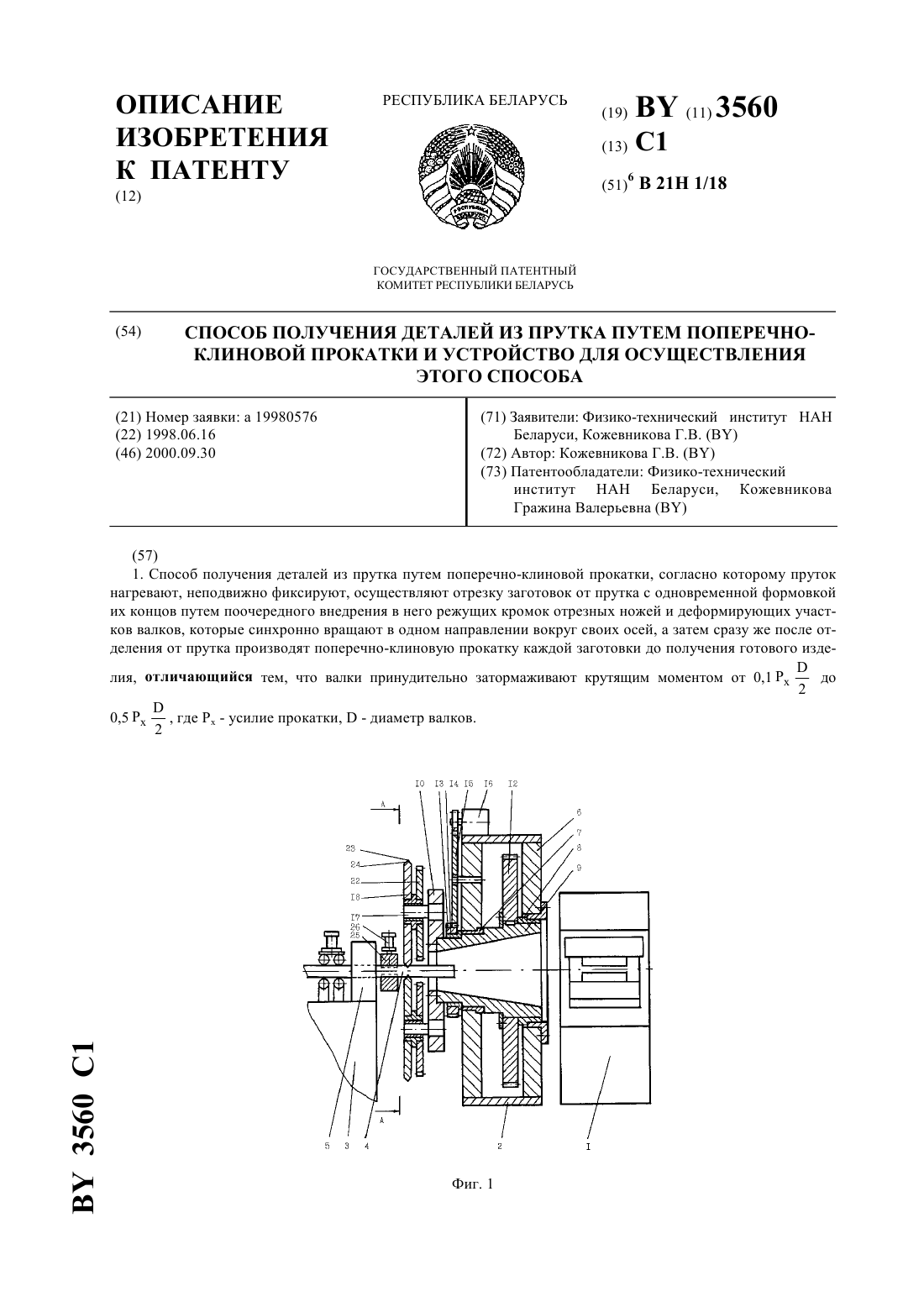
Номер патента: 3560
Опубликовано: 30.09.2000
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/18
Метки: прокатки, способ, устройство, этого, путем, поперечно-клиновой, способа, прутка, осуществления, получения, деталей
Текст:
...прутка, основную рабочую клеть и расположенную между ними дополнительную рабочую клеть, включающую проводку для прутка, выполненную в виде силового зажима, связанный с приводом вращения ротор и смонтированные в роторе с возможностью вращения на соосных валах валки,снабженные отрезными ножами и деформирующими участками и приводом их синхронного вращения,включающем закрепленные на валах шестерни, входящие в зацепление с паразитным...
Предыдущий патент: Пероксидно-солевой раствор для ухода за контактными линзами
Следующий патент: Способ получения углеродного наноматериала
Случайный патент: Способ радиоактивного мечения 90Y антитела, конъюгированного с хелатирующим агентом