Способ оценки качества поверхности металлической заготовки
Номер патента: 7308
Опубликовано: 30.09.2005
Авторы: Шевченко Александр Данилович, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Черняк Александр Михайлович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Мандель Николай Львович, Токарев Сергей Васильевич, Тимофеев Виктор Спиридонович, Филиппов Вадим Владимирович, Купреев Александр Васильевич
Текст
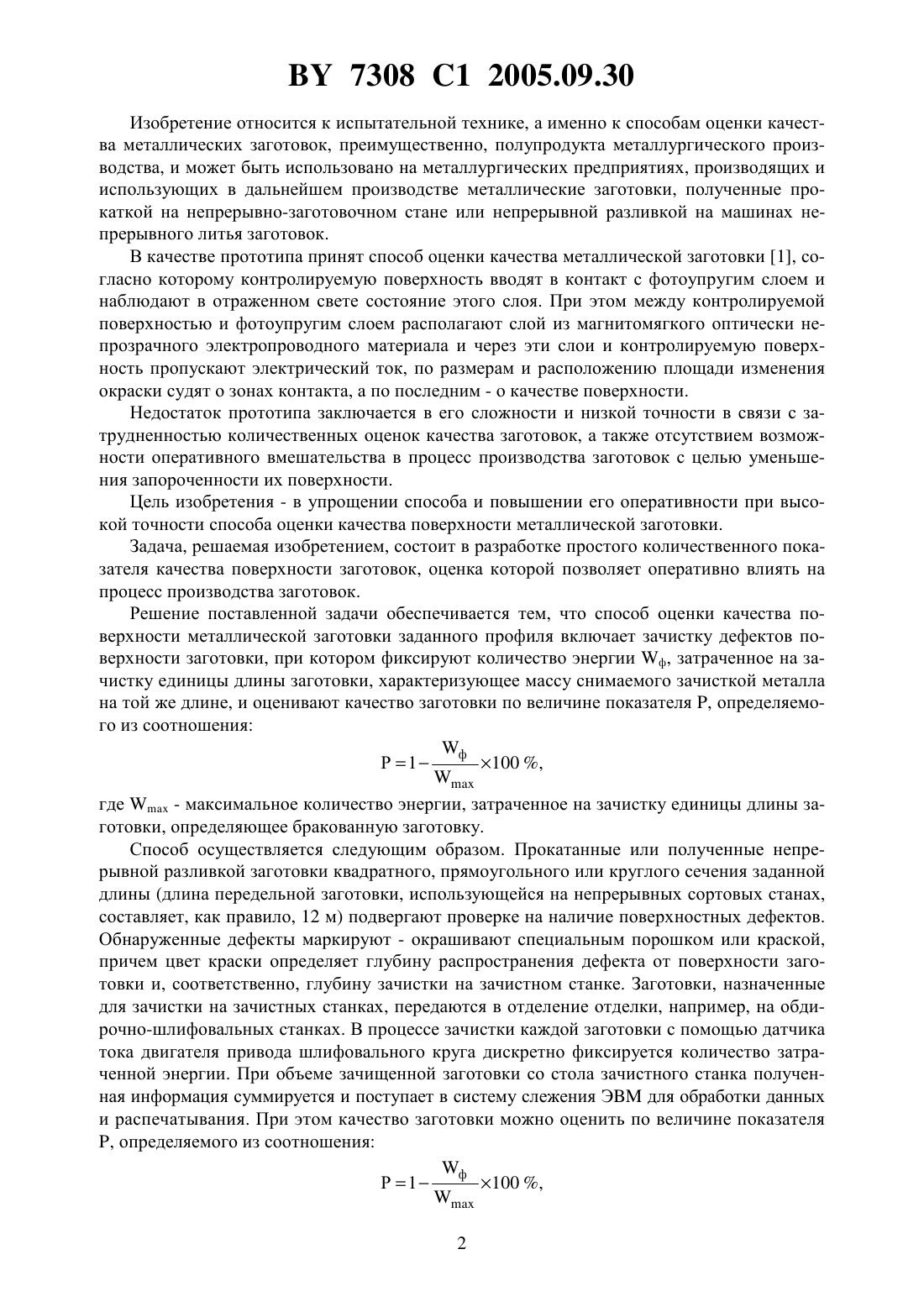
(51)01 19/06, 19/08 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОЦЕНКИ КАЧЕСТВА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Филиппов Вадим ВладимировичТищенко Владимир АндреевичТимошпольский Владимир ИсааковичСтеблов Анвер БорисовичШевченко Александр ДаниловичЖучков Сергей МихайловичМандель Николай ЛьвовичТокарев Сергей ВасильевичЧерняк Александр МихайловичТимофеев Виктор СпиридоновичКупреев Александр Васильевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Способ оценки качества поверхности металлической заготовки заданного профиля,отличающийся тем, что производят зачистку дефектов поверхности заготовки, фиксируют количество энергии ф, затраченное на зачистку единицы длины заготовки, характеризующее массу снимаемого зачисткой металла на той же длине заготовки, и оценивают качество заготовки по величине показателя Р, определяемой из соотношения ф 1 100 , где- максимальное количество энергии, затраченное на зачистку единицы длины заготовки, определяющее бракованную заготовку. 7308 1 2005.09.30 Изобретение относится к испытательной технике, а именно к способам оценки качества металлических заготовок, преимущественно, полупродукта металлургического производства, и может быть использовано на металлургических предприятиях, производящих и использующих в дальнейшем производстве металлические заготовки, полученные прокаткой на непрерывно-заготовочном стане или непрерывной разливкой на машинах непрерывного литья заготовок. В качестве прототипа принят способ оценки качества металлической заготовки 1, согласно которому контролируемую поверхность вводят в контакт с фотоупругим слоем и наблюдают в отраженном свете состояние этого слоя. При этом между контролируемой поверхностью и фотоупругим слоем располагают слой из магнитомягкого оптически непрозрачного электропроводного материала и через эти слои и контролируемую поверхность пропускают электрический ток, по размерам и расположению площади изменения окраски судят о зонах контакта, а по последним - о качестве поверхности. Недостаток прототипа заключается в его сложности и низкой точности в связи с затрудненностью количественных оценок качества заготовок, а также отсутствием возможности оперативного вмешательства в процесс производства заготовок с целью уменьшения запороченности их поверхности. Цель изобретения - в упрощении способа и повышении его оперативности при высокой точности способа оценки качества поверхности металлической заготовки. Задача, решаемая изобретением, состоит в разработке простого количественного показателя качества поверхности заготовок, оценка которой позволяет оперативно влиять на процесс производства заготовок. Решение поставленной задачи обеспечивается тем, что способ оценки качества поверхности металлической заготовки заданного профиля включает зачистку дефектов поверхности заготовки, при котором фиксируют количество энергии ф, затраченное на зачистку единицы длины заготовки, характеризующее массу снимаемого зачисткой металла на той же длине, и оценивают качество заготовки по величине показателя , определяемого из соотношения ф Р 1 100 , где- максимальное количество энергии, затраченное на зачистку единицы длины заготовки, определяющее бракованную заготовку. Способ осуществляется следующим образом. Прокатанные или полученные непрерывной разливкой заготовки квадратного, прямоугольного или круглого сечения заданной длины (длина передельной заготовки, использующейся на непрерывных сортовых станах,составляет, как правило, 12 м) подвергают проверке на наличие поверхностных дефектов. Обнаруженные дефекты маркируют - окрашивают специальным порошком или краской,причем цвет краски определяет глубину распространения дефекта от поверхности заготовки и, соответственно, глубину зачистки на зачистном станке. Заготовки, назначенные для зачистки на зачистных станках, передаются в отделение отделки, например, на обдирочно-шлифовальных станках. В процессе зачистки каждой заготовки с помощью датчика тока двигателя привода шлифовального круга дискретно фиксируется количество затраченной энергии. При объеме зачищенной заготовки со стола зачистного станка полученная информация суммируется и поступает в систему слежения Э для обработки данных и распечатывания. При этом качество заготовки можно оценить по величине показателя, определяемого из соотношения ф Р 1 100 , 2 7308 1 2005.09.30 где ф - фактическое количество энергии, расходуемой на зачистку дефектов, в условных единицах- максимальное количество энергии, затраченное на зачистку единицы длины заготовки, определяющее бракованную заготовку. Превышениепри зачистке говорит о том, что указанная заготовка не подлежит последующей переработке и является браком. При хорошем качестве поверхности заготовки ф - стремится к нулю,- к единице. При снижении качества заготовки ф - увеличивается,- уменьшается. В случае бракованной заготовки по качеству поверхности ф, а Р 0. Масса снимаемого при зачистке металла определяется из соотношенияф,где- масса снимаемого зачисткой металла, кг- коэффициент пропорциональности, характеризующий конструктивные особенности зачистных средств и определяемый экспериментально (для условий БМЗ К 0,33) ф - количество энергии в условных единицах, затраченное на зачистку. Изобретение поясняется чертежом, на котором представлен экспериментально полученный график зависимости количества расходуемой энергии от массы снимаемого зачисткой металла на зачистных станках стана 800 сортопрокатного цеха Белорусского металлургического завода. Информация о количестве энергии, затраченной на зачистку, характеризующая массу снятого при зачистке металла при отделке заготовки заданного профиля и длины, является количественной оценкой качества поверхности заготовок, с использованием которой можно также определить массу снятого при зачистке металла. Реализация предлагаемого способа позволяет объективно, в количественных показателях, оценить качество непрерывнолитой или катаной заготовки, определить количество снятого при зачистке металла по количеству затраченной на зачистку энергии. Это позволит, с одной стороны, оперативно внести соответствующие коррективы в процесс производства заготовок, а с другой стороны, определить косвенным путем потери металла при зачистке заготовок. Таким образом, обеспечивается повышение точности и достоверности оценки качества поверхности заготовок. Предлагаемый способ опробован на Республиканском унитарном предприятии Белорусский металлургический завод в процессе проведения экспериментальных исследований по контролю качества поверхности заготовок, основанного на простых, достоверных количественных критериях. Эксперименты проводились при производстве заготовок квадратного сечения размерами 125125 мм и круглого сечения диаметром 80-140 мм широкого марочного сортамента. При проведении экспериментов проверялись и фиксировались величина затраченной на зачистку энергии, величина массы снимаемого при зачистке металла (по разности массы заготовки до и после зачистки), мощность шлифования,скорость вращения и усилие прижима шлифовального круга, геометрические размеры заготовки до и после зачистки. Количество электроэнергии, затраченной на зачистку (съем) металла, определялось датчиком тока двигателя привода шлифовального круга. При этом принималось, что для съема 30 г металла при зачистке соответствует приращение значения тока двигателя привода шлифовального круга, равно одной условной единице электроэнергии. На основании результатов экспериментов получена зависимость затраченной на зачистку энергии от массы снимаемого металла для различных групп марок стали и разработана методика количественной оценки качества поверхности заготовок, позволяющая оперативно контролировать процесс их производства. Точность определения потери массы металла при зачистке по сравнению с прототипом повышается. При этом исключается случайная составляющая ошибки измерения массы заготовки при установлении зависимости,построенной по данным большого числа измерений. 3 7308 1 2005.09.30 С использованием средств вычислительной техники (управляющей ЭВМ) разработанная в условиях БМЗ система контроля качества поверхности заготовок позволяет оформить результаты зачистки заготовки и количество затраченной энергии. По окончании зачистки всей плавки формируется итоговый протокол с указанием общего количества зачищенных заготовок, времени зачистки, суммарных затрат электроэнергии и результат сортировки заготовок по запороченности, в котором учитывается профиль сечения заготовки и его размер и длина заготовки. Таким образом, использование предлагаемого способа позволяет в количественных показателях оценить качество поверхности заготовок, что существенно повышает точность и достоверность способа. Кроме того, обеспечивается возможность оперативного внесения коррективов в процесс производства заготовок с целью уменьшения запороченности поверхности заготовок с снижения, тем самым, расходного коэффициента использования металла. Источники информации 1. Производство проката на непрерывном мелкосортном стане 250-6 СПЦ-3, Технологическая инструкция. ТИ 228-ПСЗ-01-84. - Кривой Рог, 1986. - С. 13-21. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 19/06, G01N 19/08
Метки: металлической, поверхности, качества, оценки, способ, заготовки
Код ссылки
<a href="https://by.patents.su/4-7308-sposob-ocenki-kachestva-poverhnosti-metallicheskojj-zagotovki.html" rel="bookmark" title="База патентов Беларуси">Способ оценки качества поверхности металлической заготовки</a>
Способ оценки качества эмбрионов свиней
Номер патента: 1872
Опубликовано: 30.12.1997
Авторы: Зубова Татьяна Владимировна, Горин Владимир Вячеславович, Минина Наталья Генриховна, Горбунов Юрий Анатольевич, Линкевич Елена Ивановна
МПК: A61D 19/04
Метки: оценки, эмбрионов, качества, способ, свиней
Текст:
...интерферометрии и при значении показателя светового преломления 0,257-0,578 судят о соответствии эмбриона полноценным биологическим качествам трансплантируемых эмбрионов, причем вымывание эмбрионов из среды их обитания производят раствором Дюльбекко в количестве 15 мл. Способ осуществляют следующим образом. Извлечение эмбрионов 2-3-х дневного возраста из яйцеводов свиноматки-донора производят общепринятым методом лапаротомии с использованием...
Способ оценки качества спермы
Номер патента: 5946
Опубликовано: 30.03.2004
Авторы: Горбунов Юрий Анатольевич, Шейко Иван Павлович, Жаркин Владимир Васильевич, Мордань Геннадий Генрикович
МПК: A61D 19/00
Метки: спермы, оценки, качества, способ
Текст:
...Поставленная задача решается способом оценки качества спермы, включающим смешивание спермы с питательной средой и последующий анализ поврежденных акросом сперматозоидов под микроскопом, причем анализ осуществляют под микроскопом с темнопольным конденсором, в качестве питательной среды используют жидкую фракцию куриного яйца с коэффициентом рефракции 1,3568-1,3590, смешивают сперму с питательной средой в соотношении 13, подсчитывают число...
Способ оценки качества ооцитов крупного рогатого скота
Номер патента: 5700
Опубликовано: 30.12.2003
Авторы: Голубец Леонид Викторович, Будевич Иван Иванович, Шпаковская Ольга Анатольевна
МПК: A61D 19/04
Метки: способ, крупного, скота, качества, рогатого, ооцитов, оценки
Текст:
...Однако данный способ оценки довольно субъективный, зависит от квалификации оценщика, сложен и дорог в исполнении. Задача изобретения - повышение точности оценки качества ооцитов крупного рогатого скота. Сущность изобретения заключается в том, что оценка качества ооцитов крупного рогатого скота осуществляется по величине внутриклеточного потенциала (ВКП), измеряемого перед поставкой ооцитов на созревание, при этом к отличному качеству (5...
Способ очистки металлической поверхности от солевых отложений
Номер патента: 6247
Опубликовано: 30.06.2004
Авторы: Каравосов Виктор Тимофеевич, Пашин Александр Дмитриевич, Каравосов Александр Викторович
МПК: C23G 1/24, C23G 1/20, C23G 5/00...
Метки: способ, солевых, поверхности, очистки, металлической, отложений
Текст:
...заключается в снижении коррозийности растворителя солевых отложений и повышении степени очистки свинцовой поверхности. Поставленная задача достигается тем, что в способе очистки свинцовой поверхности от солевых отложений, включающем двухстадийную обработку 35-43 раствором едкого натра и растворителем солевых отложений, в качестве растворителя солевых отложений используют насыщенный раствор нитрата аммония. Использование щелочи...
Способ контроля качества поверхности изделий
Номер патента: 6374
Опубликовано: 30.09.2004
Авторы: Зеленин Виктор Алексеевич, Сенько Сергей Федорович
МПК: H01L 21/66
Метки: изделий, качества, способ, поверхности, контроля
Текст:
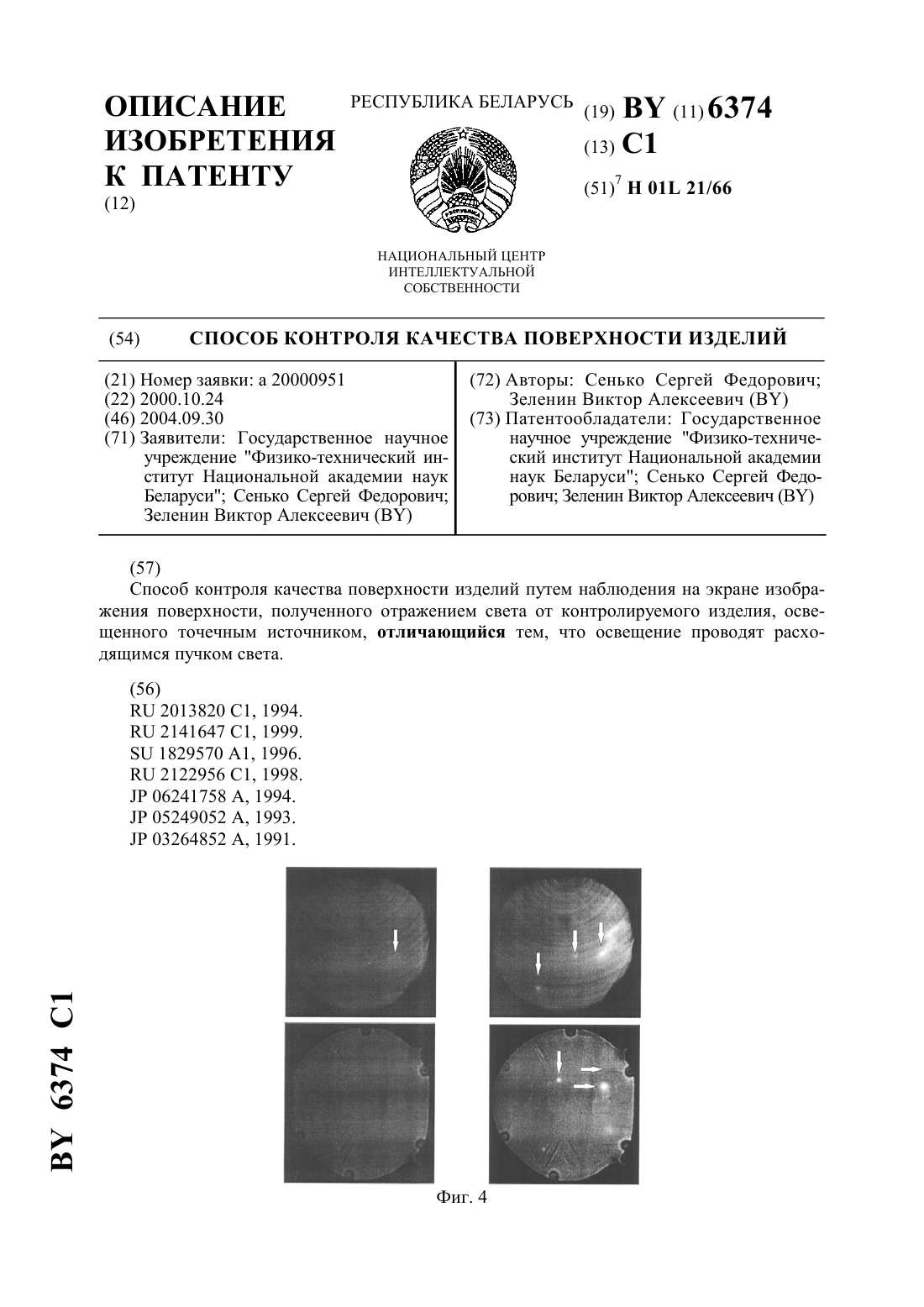
...разрешающей способности, глубины резкости, размеров и яркости изображения. 3 6374 1 Поставленная задача решается тем, что в способе контроля качества поверхности изделий путем наблюдения на экране изображения поверхности, полученного отражением света от контролируемого изделия, освещенного точечным источником, освещение проводят расходящимся пучком света. Сущность заявляемого способа заключается в формировании изображения контролируемой...
Предыдущий патент: Способ И. М. Сквиры лечения алкогольной зависимости
Следующий патент: Полимерная фрикционная композиция
Случайный патент: Способ коррекции вторичного иммунодефицита у спортсмена