Линия изготовления холоднодеформированной арматуры
Номер патента: U 1822
Опубликовано: 30.03.2005
Авторы: Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович, Стрижак Николай Михайлович, Дуброва Игорь Валентинович, Пинчук Виктор Александрович, Хлебцевич Всеволод Алексеевич, Самончик Виктор Георгиевич, Лешкевич Олег Николаевич
Текст
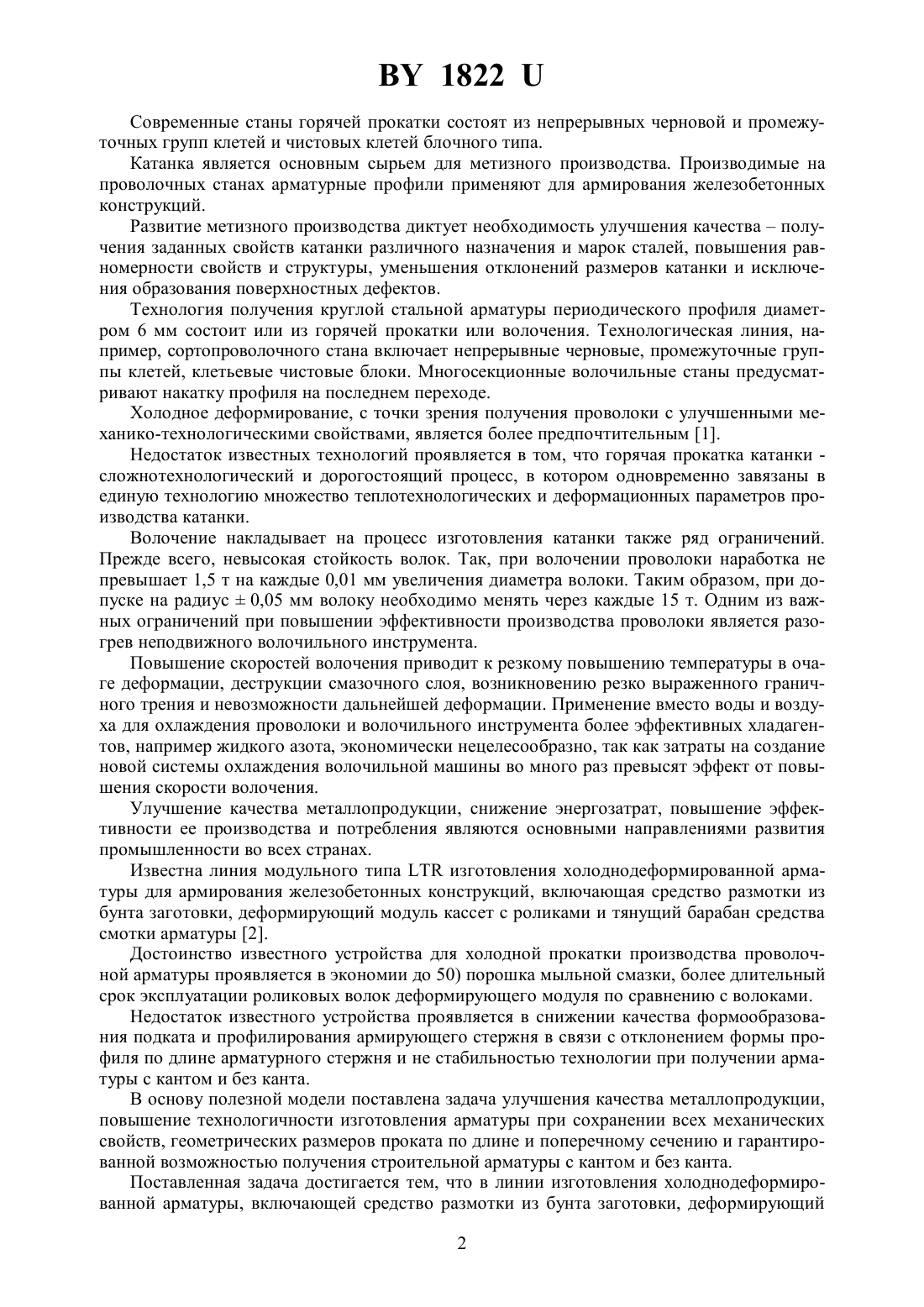
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИНИЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ(71) Заявитель Общество с ограниченной ответственностью СТРОИТЕЛЬНЫЕ РЕСУРСЫ(72) Авторы Дуброва Игорь Валентинович Стеблов Анвер Борисович Стрижак Николай Михайлович Пинчук Виктор Александрович Самончик Виктор Георгиевич Ленартович Дмитрий Владимирович Лешкевич Олег Николаевич Хлебцевич Всеволод Алексеевич(73) Патентообладатель Общество с ограниченной ответственностью СТРОИТЕЛЬНЫЕ РЕСУРСЫ(57) Линия изготовления холоднодеформированной арматуры, включающая средство размотки из бунта заготовки, деформирующий модуль и тянущий барабан средства смотки арматуры, отличающаяся тем, что деформирующий модуль выполнен в виде последовательно расположенных по ходу технологического процесса предпоследней секции волочильного стана с волокой, тянущего барабана, направляющего ролика, клети с формообразующими роликами первой операции проката, клети с профилеобразующими роликами второй операции проката, при этом первая клеть повернута относительно второй клети на 90.(56) 1. Производство арматурной проволоки холодным деформированием на высокоскоростных линиях // Прокатное производство. -5. - 2000. - С. 14-18. 2. ОАО Черметинформация // Черная металлургия. -4. - 2003. - С. 1-4. Полезная модель относится к металлургии, к технологии изготовления арматуры из круглых заготовок на линии изготовления холоднодеформированной арматуры. В мировой практике производства катанки работают современные проволочные и мелкосортно-проволочные станы. 1822 Современные станы горячей прокатки состоят из непрерывных черновой и промежуточных групп клетей и чистовых клетей блочного типа. Катанка является основным сырьем для метизного производства. Производимые на проволочных станах арматурные профили применяют для армирования железобетонных конструкций. Развитие метизного производства диктует необходимость улучшения качестваполучения заданных свойств катанки различного назначения и марок сталей, повышения равномерности свойств и структуры, уменьшения отклонений размеров катанки и исключения образования поверхностных дефектов. Технология получения круглой стальной арматуры периодического профиля диаметром 6 мм состоит или из горячей прокатки или волочения. Технологическая линия, например, сортопроволочного стана включает непрерывные черновые, промежуточные группы клетей, клетьевые чистовые блоки. Многосекционные волочильные станы предусматривают накатку профиля на последнем переходе. Холодное деформирование, с точки зрения получения проволоки с улучшенными механико-технологическими свойствами, является более предпочтительным 1. Недостаток известных технологий проявляется в том, что горячая прокатка катанки сложнотехнологический и дорогостоящий процесс, в котором одновременно завязаны в единую технологию множество теплотехнологических и деформационных параметров производства катанки. Волочение накладывает на процесс изготовления катанки также ряд ограничений. Прежде всего, невысокая стойкость волок. Так, при волочении проволоки наработка не превышает 1,5 т на каждые 0,01 мм увеличения диаметра волоки. Таким образом, при допуске на радиус 0,05 мм волоку необходимо менять через каждые 15 т. Одним из важных ограничений при повышении эффективности производства проволоки является разогрев неподвижного волочильного инструмента. Повышение скоростей волочения приводит к резкому повышению температуры в очаге деформации, деструкции смазочного слоя, возникновению резко выраженного граничного трения и невозможности дальнейшей деформации. Применение вместо воды и воздуха для охлаждения проволоки и волочильного инструмента более эффективных хладагентов, например жидкого азота, экономически нецелесообразно, так как затраты на создание новой системы охлаждения волочильной машины во много раз превысят эффект от повышения скорости волочения. Улучшение качества металлопродукции, снижение энергозатрат, повышение эффективности ее производства и потребления являются основными направлениями развития промышленности во всех странах. Известна линия модульного типаизготовления холоднодеформированной арматуры для армирования железобетонных конструкций, включающая средство размотки из бунта заготовки, деформирующий модуль кассет с роликами и тянущий барабан средства смотки арматуры 2. Достоинство известного устройства для холодной прокатки производства проволочной арматуры проявляется в экономии до 50) порошка мыльной смазки, более длительный срок эксплуатации роликовых волок деформирующего модуля по сравнению с волоками. Недостаток известного устройства проявляется в снижении качества формообразования подката и профилирования армирующего стержня в связи с отклонением формы профиля по длине арматурного стержня и не стабильностью технологии при получении арматуры с кантом и без канта. В основу полезной модели поставлена задача улучшения качества металлопродукции,повышение технологичности изготовления арматуры при сохранении всех механических свойств, геометрических размеров проката по длине и поперечному сечению и гарантированной возможностью получения строительной арматуры с кантом и без канта. Поставленная задача достигается тем, что в линии изготовления холоднодеформированной арматуры, включающей средство размотки из бунта заготовки, деформирующий 2 1822 модуль и тянущий барабан средства смотки арматуры, согласно полезной модели, деформирующий модуль выполнен в виде последовательно расположенных по ходу технологического процесса предпоследней секции волочильного стана с волокой, тянущего барабана, направляющего ролика, клети с формообразующими роликами первой операции проката, клети с профилеобразующими роликами второй операции проката, при этом первая клеть повернута относительно второй клети на 90. Технический результат, получаемый в результате решения поставленной задачи, состоит в повышении точности формообразования первой операции проката и профилеобразования на второй операции проката за счет исключения депланации профиля. Сравнение с прототипом показывает, что заявляемое устройство существенно изменяет технологию воздействия внешних сил на катаемую заготовку, следовательно, полезная модель соответствует критерию изобретательская новизна. Использование известных технических решений не обеспечивает решения поставленной в полезной модели технической задачи, поэтому заявляемое техническое решение соответствует критерию изобретательный уровень. Линия поясняется чертежом, где на фигуре - общий вид линии. Линия изготовления холоднодеформированной арматуры содержит средство 1 размотки из бунта заготовки, деформирующий модуль (2-7) и тянущий барабан 8 средства смотки арматуры. Деформирующий модуль выполнен в виде последовательно расположенных по ходу технологического процесса предпоследней секции волочильного стана с волокой 2, тянущего барабана 3, направляющего ролика 4, клети 5 с формообразующими роликами первой операции проката, клети 6 с профилеобразующими роликами второй операции проката, из которой арматура вытягивается вторым тянущим барабаном 7 и сматывается в бунт на тянущий барабан 8 средства смотки арматуры. Первая клеть 5 повернута относительно второй клети 6 на 90 за счет поворотного приспособления, на чертеже условно не указанного. Полученная арматура наматывается в бунты и далее складируется на складе. Пример изготовления холоднодеформированной арматуры, поперечное сечение которой состоит из двух полуовалов с серповидными винтовыми ребрами на одной стороне поверхности и серповидными винтовым ребрами на другой стороне, предусматривает операции волочения и двухстадийного проката арматуры в валковых клетях. Ручьи валков выполнены в виде полуовалов, а канавки в ручьях имеют серповидную винтовую форму. Канавки нижнего валка являются отражением верхнего ролика. В процессе наладки подбирают волоку, обеспечивающую исходную заготовку проката, устанавливают формообразующие и профильные валки так, чтобы обеспечить геометрические размеры арматуры, а высоту ребер арматуры и геометрические размеры канта регулируют за счет размера квадрата на первой клети. В процессе волочения-прокатки достигаются все заданные геометрические размеры поперечного сечения арматуры. На первой клети прокатывается квадрат с закругленными углами в двух валках, имеющих угловой профиль ручьев, что исключает депланацию профиля по последующую прокатку. По известному способу изготовление арматуры происходит в следующем порядке прокат - исходная заготовка (круг) - прокат арматуры в профильных роликах. Недостатки трудно получить арматуру без канта и исключить депланацию профиля, а при получении геометрических размеров арматуры с кантом требуется точный расчет исходной заготовки, но не исключается депланация профиля, так как диаметр исходной заготовки зависит от механических свойств материала. Основными преимуществами новой линии холодного волочения-прокатки арматуры являются возможность работы на высоких скоростях и получение больших партий арматуры со стабильными геометрическими размерами в пределах допуска на диаметр. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23Q 41/00
Метки: арматуры, холоднодеформированной, линия, изготовления
Код ссылки
<a href="https://by.patents.su/3-u1822-liniya-izgotovleniya-holodnodeformirovannojj-armatury.html" rel="bookmark" title="База патентов Беларуси">Линия изготовления холоднодеформированной арматуры</a>
Чистовой калибр для холоднодеформированной арматуры
Номер патента: U 1183
Опубликовано: 30.12.2003
Авторы: Ленартович Дмитрий Владимирович, Бабков Петр Александрович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Дуброва Игорь Валентинович, Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Степаненко Александр Васильевич, Стеблов Анвер Борисович, Король Владимир Александрович
МПК: B21B 1/02
Метки: холоднодеформированной, арматуры, калибр, чистовой
Текст:
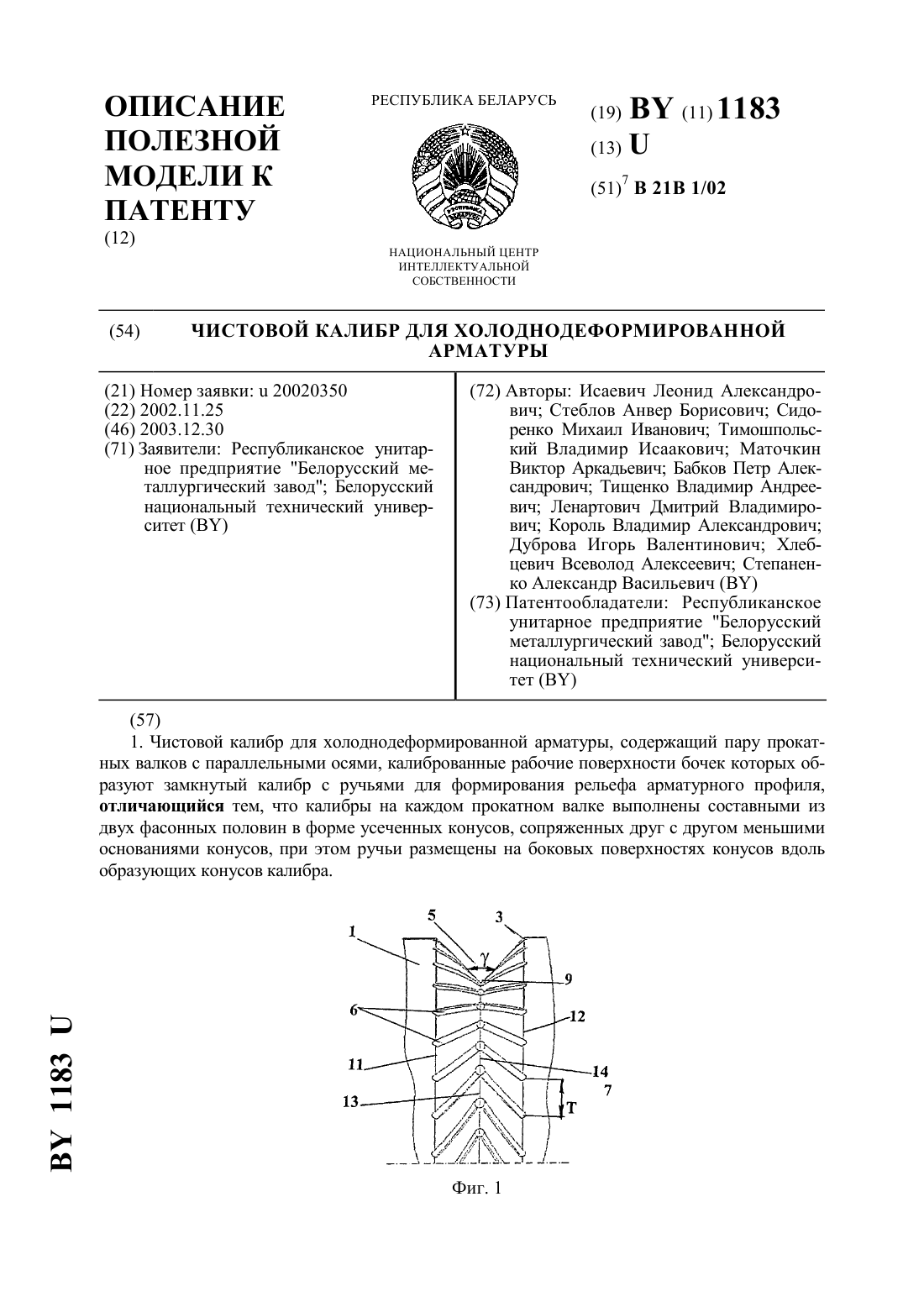
...на ее поверхности. 2 1183 Недостатком известного чистового является ограниченные технологические возможности, в связи с невозможностью получения в одном калибре арматуры с различным рельефом профиля на наружной поверхности. В основу полезной модели положена задача упрощения технологии изготовления чистового калибра, расширение технологических возможностей получения арматуры с различным профилем и рельефом и повышение качества арматуры...
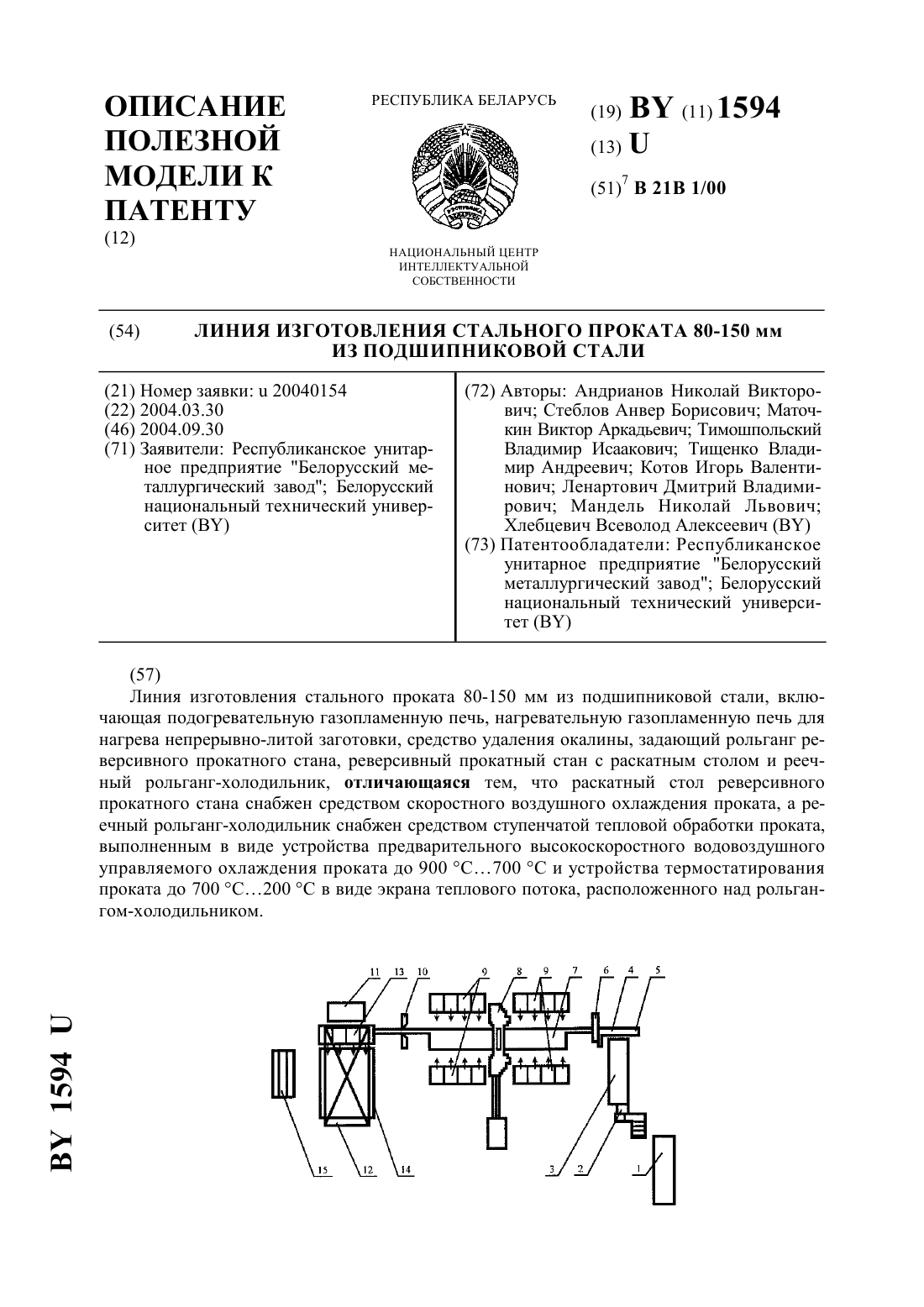
Линия изготовления стального проката 80-150мм из подшипниковой стали
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Мандель Николай Львович, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Котов Игорь Валентинович, Андрианов Николай Викторович, Ленартович Дмитрий Владимирович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович
МПК: B21B 1/00
Метки: подшипниковой, изготовления, стали, линия, 80-150мм, проката, стального
Текст:
...задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур...
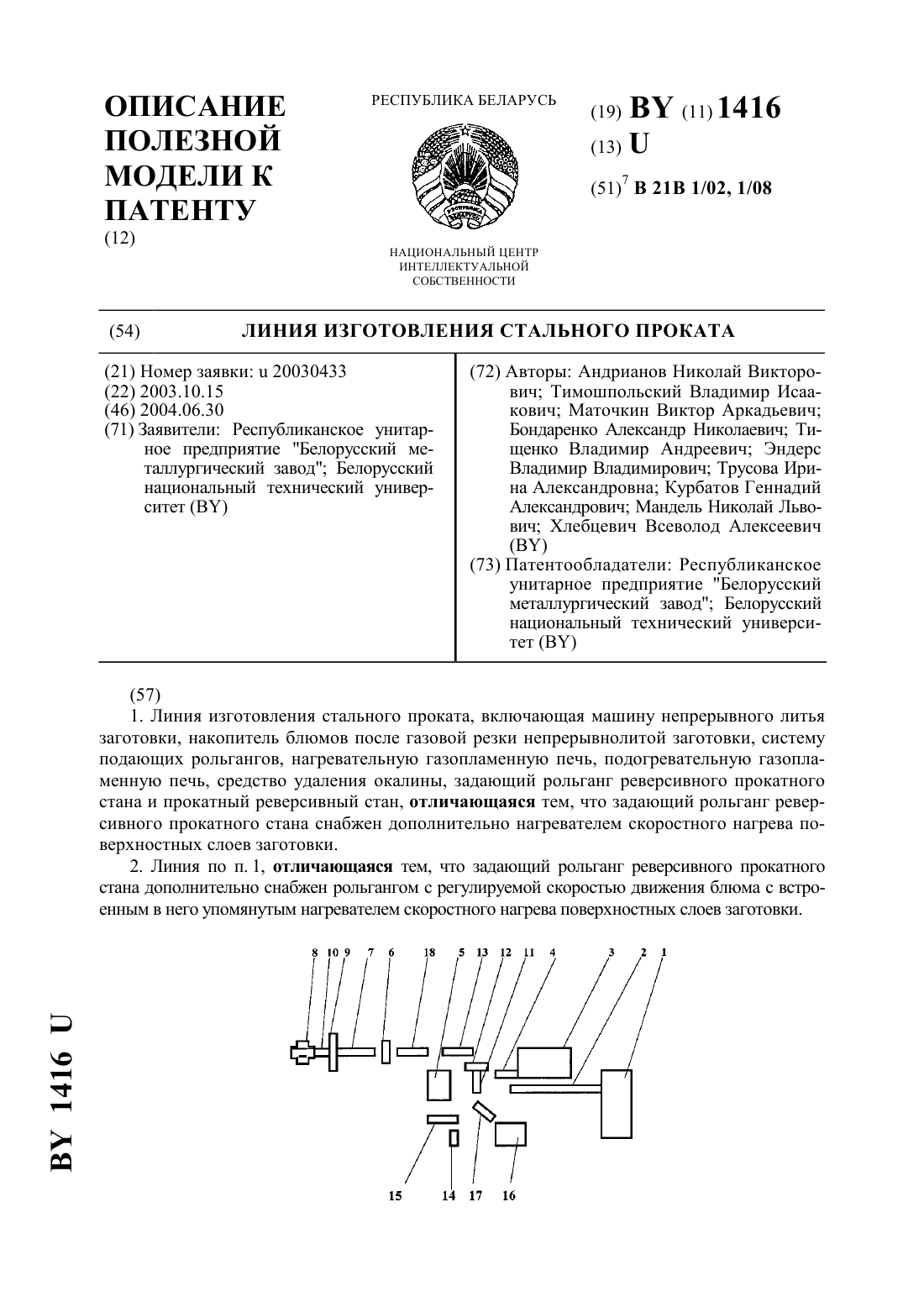
Линия изготовления стального проката
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Тимошпольский Владимир Исаакович, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Андрианов Николай Викторович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич
Метки: стального, изготовления, линия, проката
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
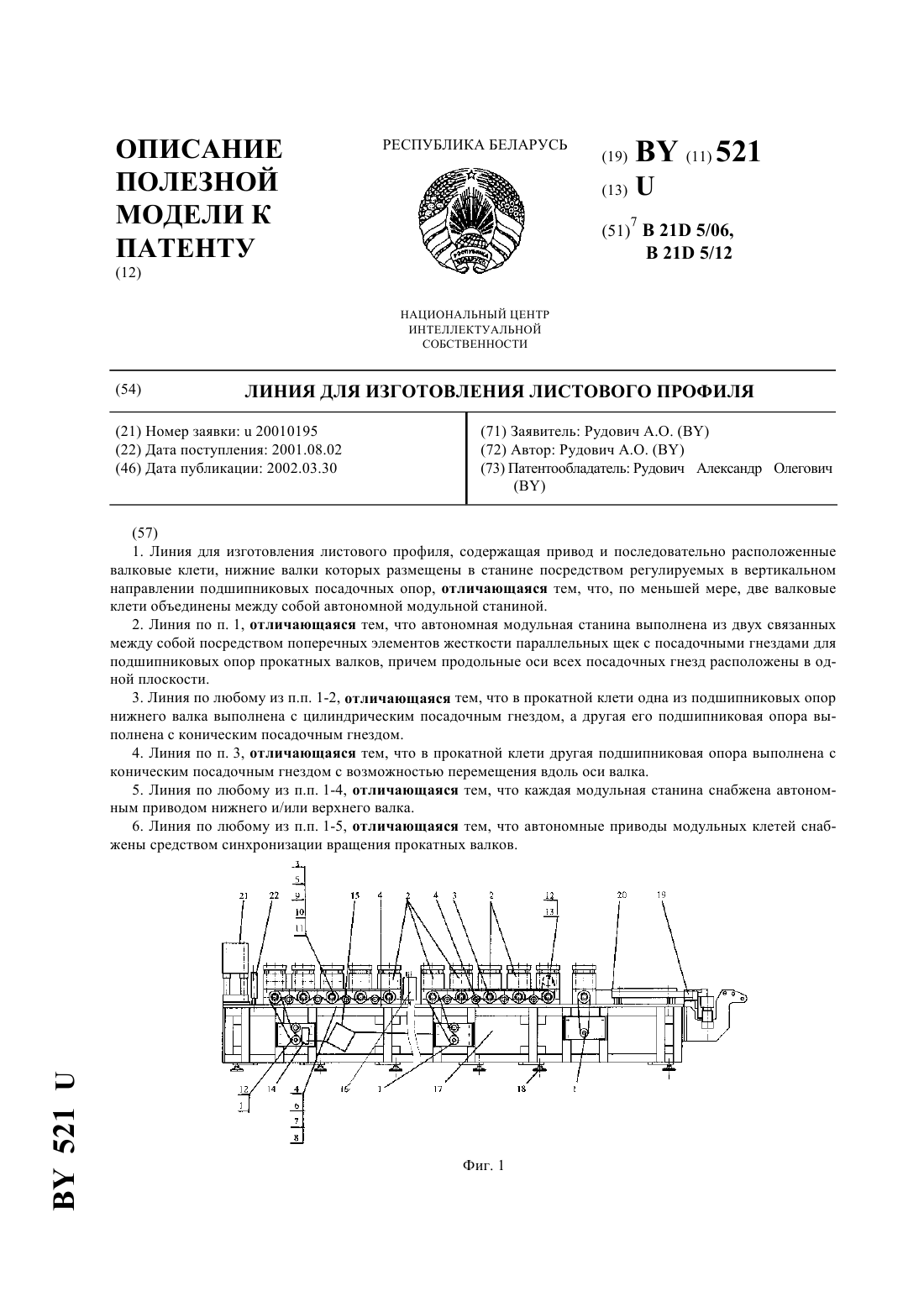
Линия для изготовления листового профиля
Номер патента: U 521
Опубликовано: 30.03.2002
Автор: Рудович Александр Олегович
Метки: линия, профиля, листового, изготовления
Текст:
...Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на повышение качества, производительности, но и на расширение технологических возможностей изготовления...
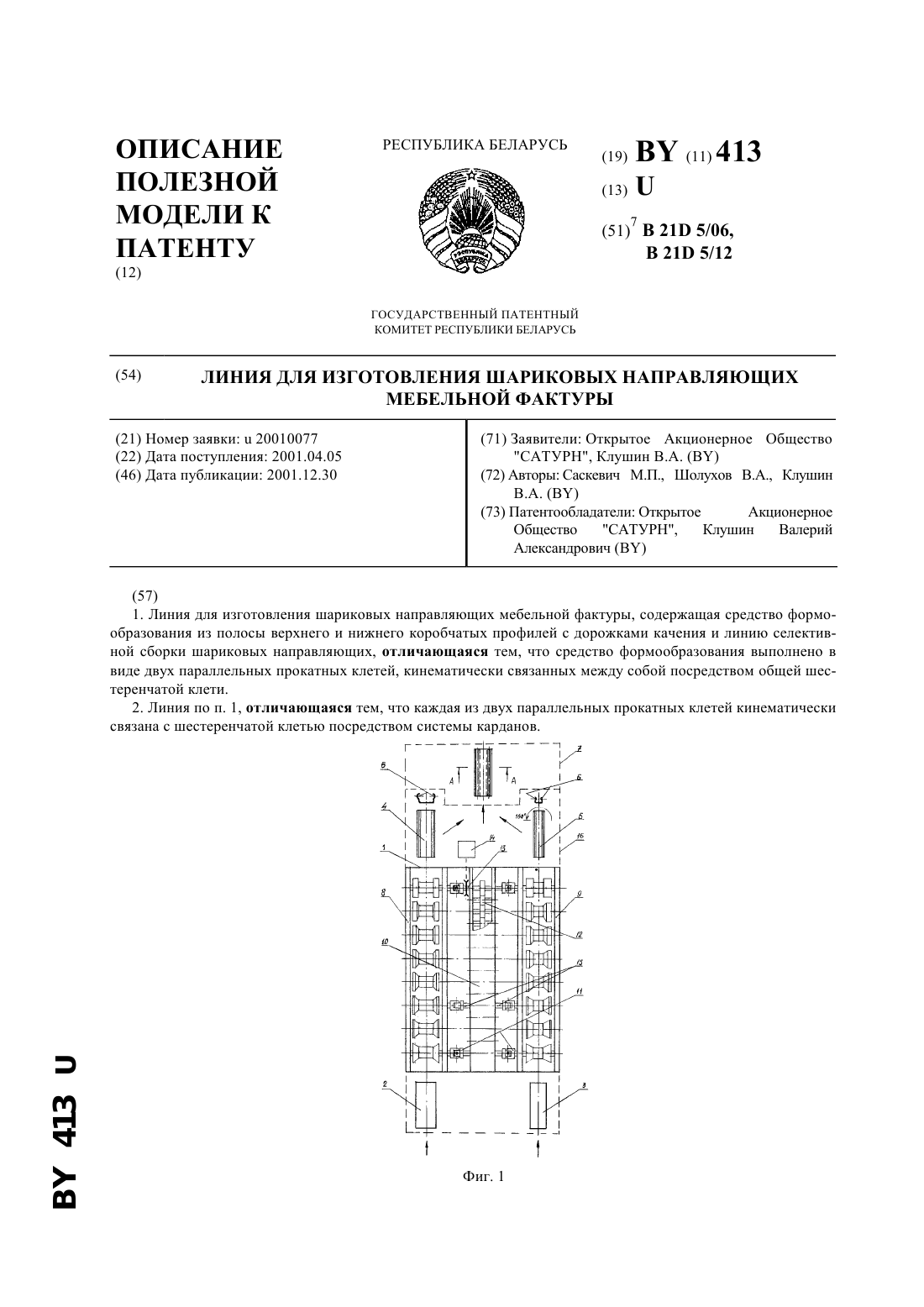
Линия для изготовления шариковых направляющих мебельной фактуры
Номер патента: U 413
Опубликовано: 30.12.2001
Авторы: Клушин Валерий Александрович, Шолухов Виктор Анатольевич, Саскевич Михаил Петрович
Метки: фактуры, шариковых, направляющих, изготовления, линия, мебельной
Текст:
...техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Между отличительными признаками заявленной полезной модели и техническим результатом имеется причинно-следственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. 413 Между отличительными признаками и техническим результатом имеется...
Предыдущий патент: Установка для послойного лазерного спекания порошковых материалов
Следующий патент: Установка для определения силовой неоднородности шин
Случайный патент: Спиральная мельница