Ротационные ножницы для обрезки переднего конца проката мелкосортного стана
Номер патента: U 1181
Опубликовано: 30.12.2003
Авторы: Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Стеблов Анвер Борисович, Бондаренко Александр Николаевич

Текст
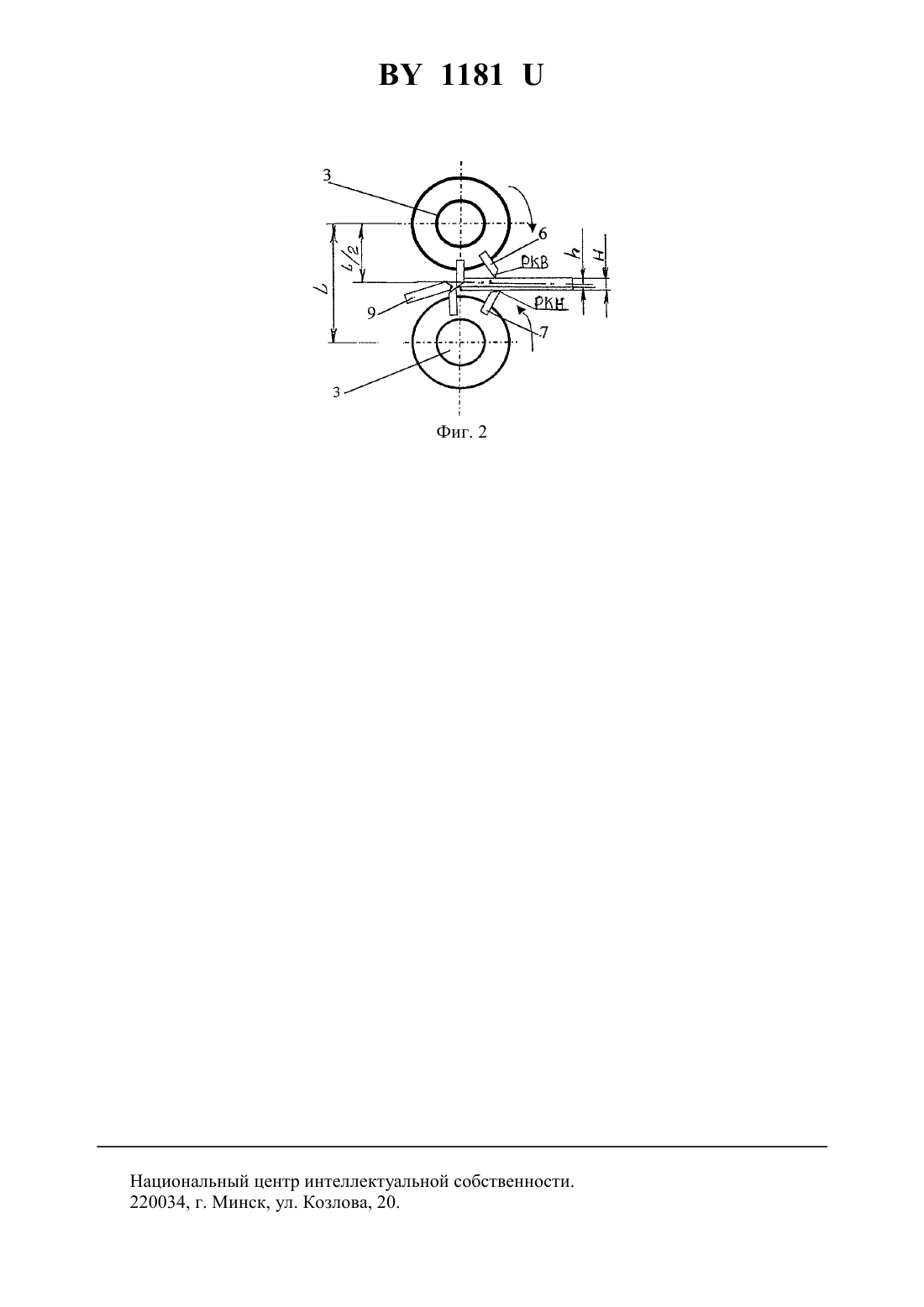
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РОТАЦИОННЫЕ НОЖНИЦЫ ДЛЯ ОБРЕЗКИ ПЕРЕДНЕГО КОНЦА ПРОКАТА МЕЛКОСОРТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Бондаренко Александр Николаевич Тимошпольский Владимир Исаакович Стеблов Анвер Борисович Маточкин Виктор Аркадьевич Тищенко Владимир Андреевич Курбатов Геннадий Александрович Анелькин Николай Иванович Бобренок Геннадий Людвигович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) Ротационные ножницы для обрезки переднего конца проката мелкосортного стана,содержащие станину, инструментальный блок в виде консольных приводных валков с барабанными планшайбами, в направляющих пазах которых размещены верхний и нижний режущие ножи, отличающиеся тем, что режущая кромка лезвия верхнего ножа размещена ниже плоскости разъема верхнего и нижнего ножей размещена ниже половины линейного размера межцентрового расстояния консольных валков на величину в пределах 1545 половины толщины разрезаемого сечения.(56) 1. Патент 95004, МПК В 23 В 25/12, 1951. 2. Энциклопедический словарь по металлургии / Под ред. Н.П. Ляпишева. - М. Интермет Инжиниринг. - С. 358, 2000. Полезная модель относится к обработке металлов давлением, а именно, к летучим барабанным ножницам для обрезки концов движущегося проката, предпочтительно катанки небольшого диаметра. Известны летучие барабанные ножницы для обрезки концов движущегося проката,содержащие корпус с консольно установленными на нем с возможностью вращения верхним и нижним барабанами с ножами, привод, вводную проводку, выполненную в виде поворотной трубы, направляющей части и поводкового элемента, соединенного с поворотной трубой посредством промежуточного звена и установленного с возможностью взаимодействия с направляющей частью, при этом поводковый элемент неподвижно смонтирован на промежуточном звене, шарнирно соединенным с приводом и установленным с возможностью поворота относительно поворотной трубы, а также выводную проводку и ходовой ролик, установленный с возможностью перемещения по ходовой дорожке 1. Недостаток известных летучих ножниц заключается в их невысокой надежности, так как при выполнении реза проката должно производиться ускорение редуктора, рычажного механизма и нижнего барабана с ножами после резания необходимо торможение путем согласования эпюр моментов резания верхнего и нижнего ножа, что не исключает попадание переднего конца обрези в желоб следующей клети. Ближайшим техническим решением, принятым за прототип является конструкция ротационных ножниц для обрезки переднего конца проката мелкосортного стана, содержащих, смонтированные в станине инструментальный блок в виде приводных от шестеренной клети консольных приводных валков с барабанными планшайбами, в направляющих пазах которых размещены верхний и нижний режущие ножи. Известные ножницы являются разновидностью летучих ножниц для разрезания проката во время его движения по переделам с достаточно большой скоростью на лету. Основным условием резания является равенство горизонтальной составляющей вектора скорости верхнего и нижнего ножей и вектора скорости движущегося проката или превышение вектора скорости верхнего и нижнего ножей для исключения деформации проката и получения плоскости резания перпендикулярной поверхности проката 2. Недостаток известных ножниц заключается в равенстве векторов линейных скоростей резания верхнего и нижнего ножа, что не исключает попадание переднего конца обрези в желоб следующей клети и, как следствие, приводит к повышению брака и снижению производительности. В основу полезной модели поставлена задача безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения для повышения качества мелкосортной прокатки путем исключения попадания переднего конца обрези в желоб следующей клети. Поставленная задача достигается тем, что в ротационных ножницах для обрезки переднего конца проката мелкосортного стана, содержащих станину, инструментальный блок в виде консольных, приводных от шестеренной клети, валков с барабанными планшайбами, в направляющих пазах которых размещены верхний и нижний режущие ножи,согласно полезной модели, режущая кромка верхнего ножа размещена ниже половины величины линейного размера межцентрового расстояния консольных валков на величину в пределах 1545 половины толщины разрезаемого сечения. Полезная модель поясняется чертежом. 2 1181 На фиг. 1 изображены летучие барабанные ножницы для обрезки концов движущегося проката, общий вид на фиг. 2 - схема резания проката. Ротационные ножницы для обрезки переднего конца проката мелкосортного стана,содержат станину 1, инструментальный блок 2 в виде консольных приводных валков 3 с барабанными планшайбами 4, в направляющих пазах 5 которых размещены верхний 6 и нижний режущие ножи 7, проводка 8 служит для подачи проката 9 в зону резания. Режущая кромка лезвия верхнего ножа 6 размещена ниже половины линейного размера /2 межцентрового расстоянияконсольных валков 3 на величинув пределах 1545 половины толщины Н разрезаемого сечения или в некоторых случаях ниже оси прокатки. В стане сортовой прокатки работу ротационных ножниц осуществляют по следующей технологии. Заготовки сечением 125125 мм длиной 12000 мм после нагрева последовательно проходят 20 прокатных клетей и на выходе получают арматуру диаметром 10-40 мм. Интервалы времени между заготовками 10-15 с. В процессе прокатки клети стана испытывают значительные по величине динамические нагрузки во время входа переднего конца заготовки в каждую из прокатных клетей. При использовании известных ножниц наблюдаются частые застревания обрези переднего конца проката 9 в калибре одной из последующих клетей, в связи с чем останавливается стан, горячий бракованый раскат вырезают из линии стана, стан не катает, металл уходит в брак. Также наблюдается повышенная обрезь переднего и заднего конца раската при раскрое на мерные длины. Предлагаемое решение основано на соотношении величины усилия момента резания верхнего ножа к величине усилия момента резания нижнего ножа. Общеизвестно, что резание сопровождается гибкой (эпюры усилий резания). Прокат 9 через проводку 8 попадает в зону обрезки переднего конца проката 9 - зону вращения навстречу друг другу консольных приводных валков 3 с барабанными планшайбами 4. В связи с тем, что режущая кромка лезвия верхнего ножа 6 размещена ниже половины линейного размера /2 межцентрового расстоянияконсольных валков 3. Плоскость разъема верхнего и нижнего ножей проходит по /2-половине межцентрового расстоянияконсольных валков 3. Абсолютная величина вектора линейной скорости режущей кромки РКВ верхнего ножа 6 будет превышать абсолютную величину вектора линейной скорости режущей кромки РКН нижнего ножа 7, следовательно, верхний нож 6 усилие резания-изгиба прилагает к прокату 9 в более ранний момент времени по отношению к нижнему ножу 7, что способствует возникновению крутящего момента сил в зоне резания, направление которого задано ниже оси прокатки. При использовании такой схемы резания обрезь проката 9 под действием крутящего момента сил отгибается вниз и, гарантировано, падает в контейнер для отходов, что исключает ее попадание в последующую прокатную клеть стана. Величина- размещение режущей кромки РКВ верхнего ножа выявлена в пределах 1545 половины толщины Н разрезаемого сечения проката 9 экспериментально и в некоторых случаях величинарасполагается ниже оси прокатки. Заявленные ножницы проходят промышленное освоение в условиях РУПБМЗ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23B 27/12
Метки: ротационные, переднего, обрезки, ножницы, конца, мелкосортного, стана, проката
Код ссылки
<a href="https://by.patents.su/4-u1181-rotacionnye-nozhnicy-dlya-obrezki-perednego-konca-prokata-melkosortnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Ротационные ножницы для обрезки переднего конца проката мелкосортного стана</a>
Способ эксплуатации прокатного стана для производства проката
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Герд Байземанн, Хорст Гэртнер, Хуго Фельдманн, Фридрих Холльманн
МПК: B21B 13/14
Метки: проката, способ, эксплуатации, стана, производства, прокатного
Текст:
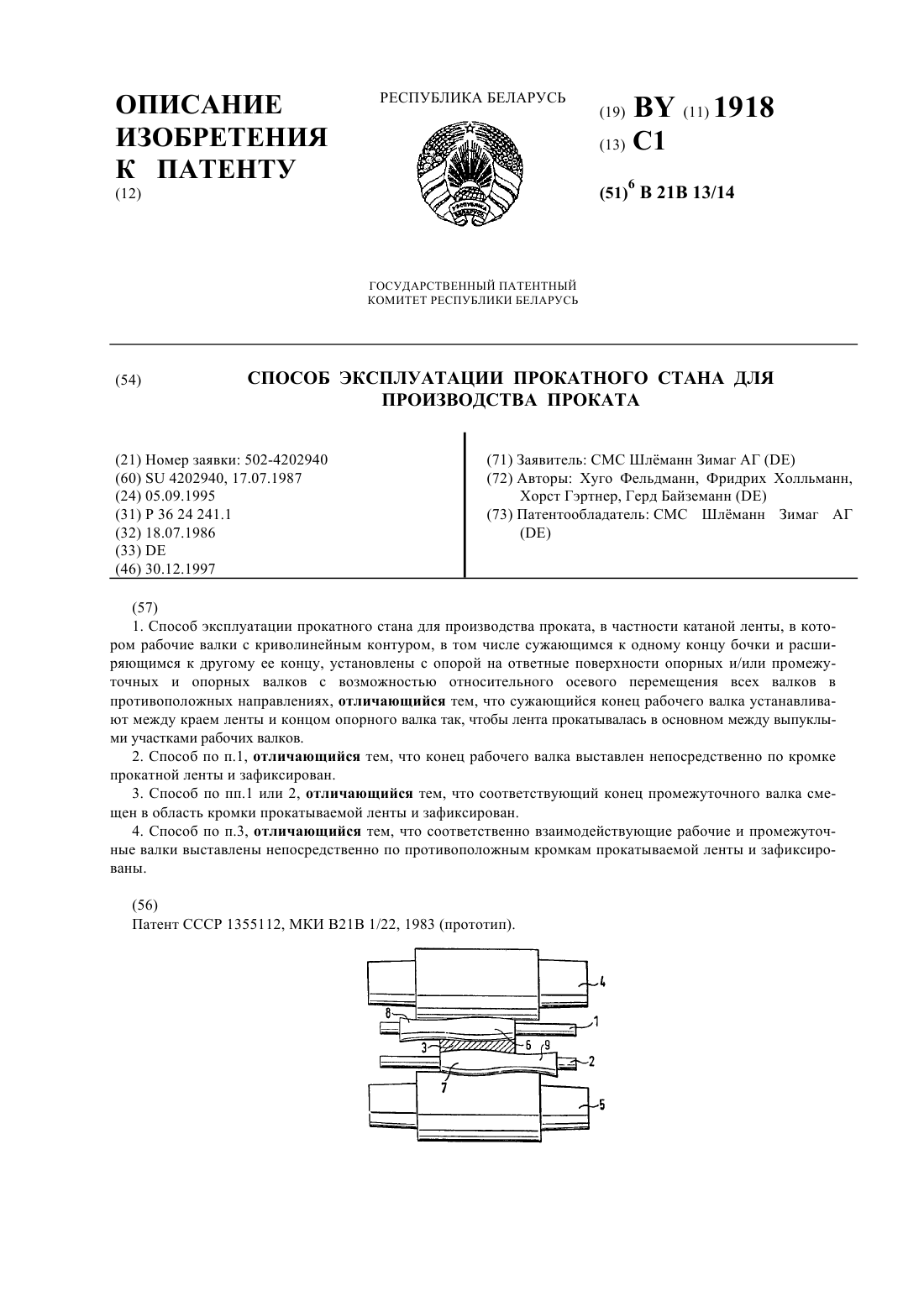
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Сокиркин Сергей Николаевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович, Токмаков Вадим Анатольевич
МПК: B21B 45/02
Метки: проволочного, линии, участок, стана, охлаждающий
Текст:
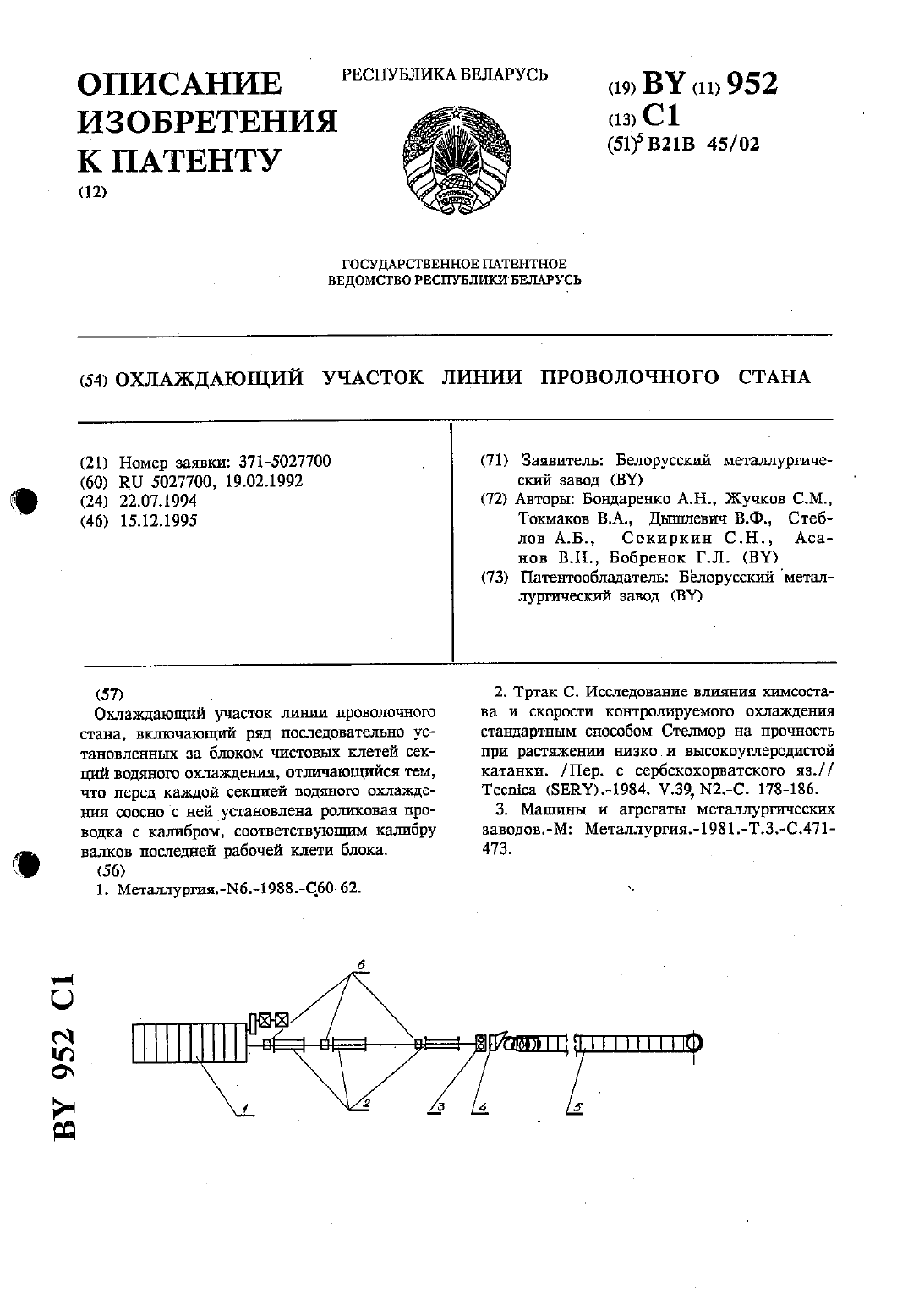
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Горбанев Аркадий Алексеевич
МПК: B21B 1/02
Метки: непрерывного, система, калибровки, прокатного, сортового, стана, валков
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Ручные ножницы для резки профильных материалов (варианты)
Номер патента: U 143
Опубликовано: 30.06.2000
Автор: Аглушевич Сергей Фадеевич
МПК: B23D 29/00, B23D 23/00
Метки: материалов, профильных, ножницы, резки, ручные, варианты
Текст:
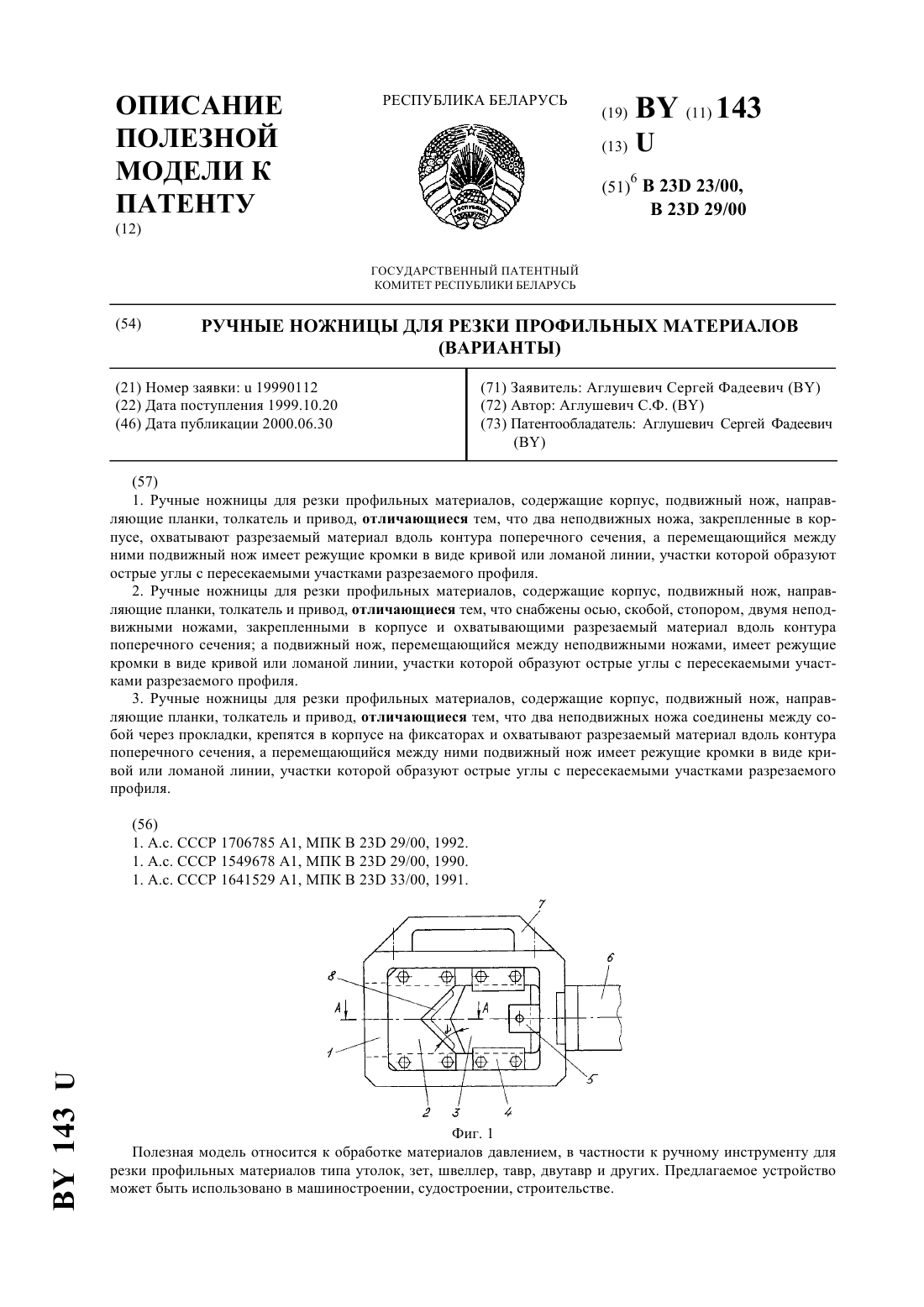
...гидроцилиндра или электрической машины дополнительно имеют два неподвижных ножа, закрепленных в корпусе, которые охватывают разрезаемый материал вдоль контура поперечного сечения. Подвижный нож, перемещающийся между неподвижными ножами, имеет режущие кромки в виде кривой или ломаной линии, участки которой образуют острые углыс пересекаемыми участками разрезаемого профиля. Предлагаются ручные ножницы для резки профильных материалов (вариант...
Ножницы
Номер патента: 7
Опубликовано: 30.05.1994
Автор: Усов Владлен Иванович
МПК: B23D 17/08
Метки: ножницы
Текст:
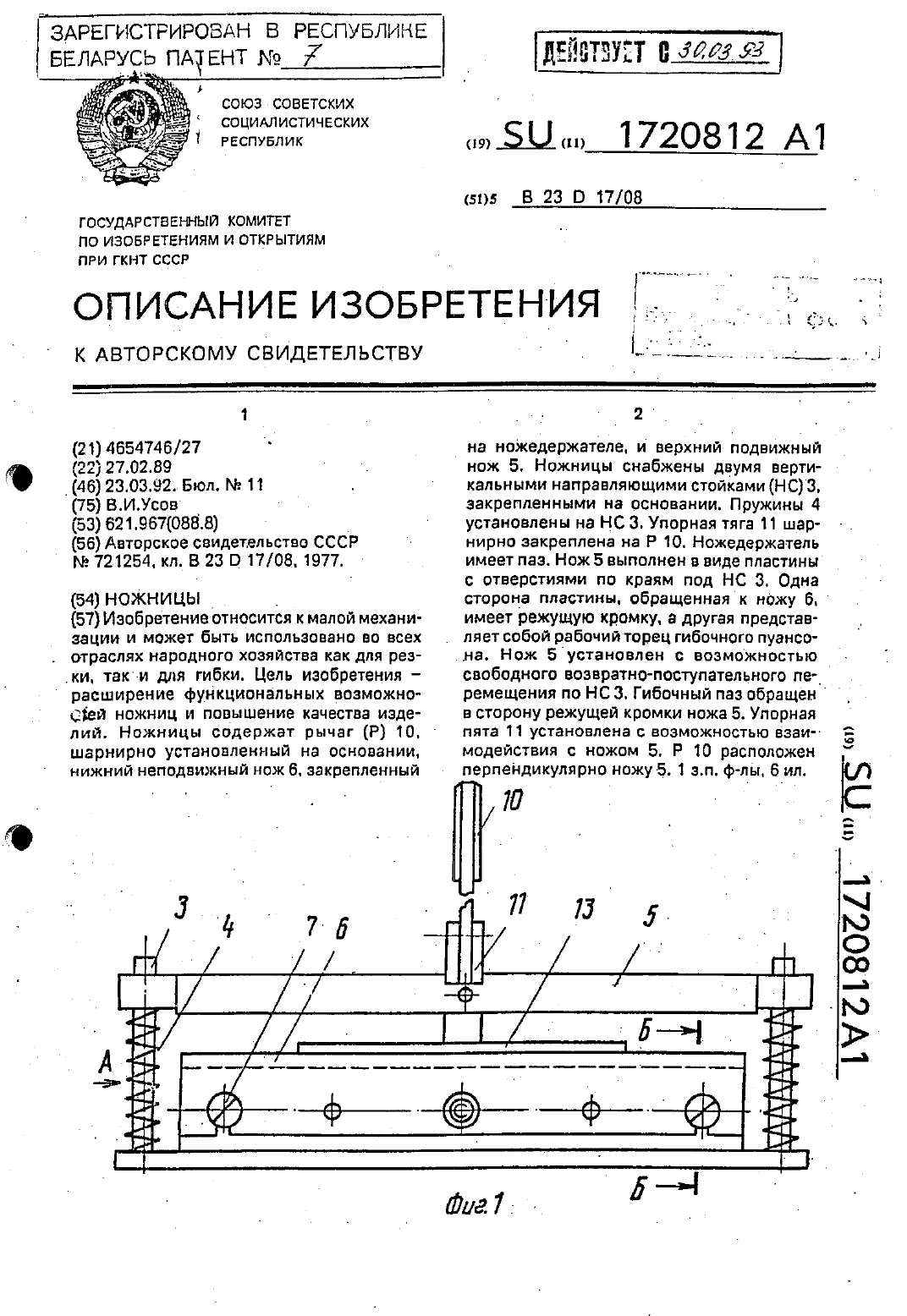
...время переналаживания ножниц с одной технологической операции на другую за счет отсутствия прикрепления рычага к верхнему подвижному ножу и за счет свободного воздействия упорной пятой на верхний подвижный нож.Способствует сокращению времени перенапаживания ножниц с одной операции на другую и выполнение другой стороны пластины верхнего подвижного ножа в виде рабочего торца гибочного пуансона и свободно одетого на направляющие стоек. за...
Предыдущий патент: Компрессорный агрегат
Следующий патент: Универсальная инвалидная коляска
Случайный патент: Вводная роликовая коробка