Способ изготовления проката
Номер патента: 6848
Опубликовано: 30.03.2005
Авторы: Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Шевченко Александр Данилович, Горбанев Аркадий Алексеевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
Текст
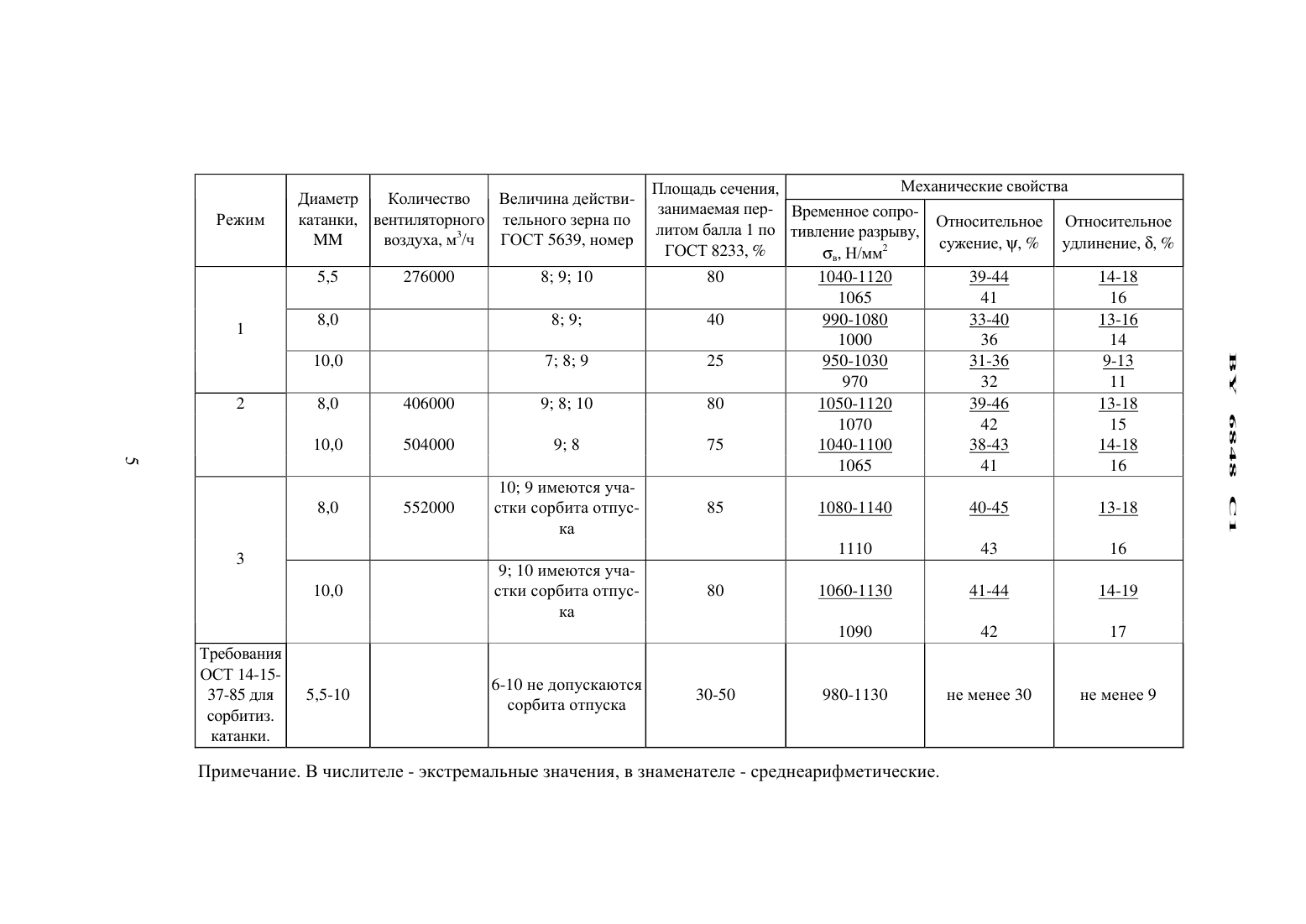
В качестве прототипа принят способ изготовления проката, включающий горячую прокатку при температуре 900-1100 С, циклическое охлаждение водой до температуры 750-950 С и последующее охлаждение вентиляторным воздухом 1.Недостатком прототипа являются существенные различия в структуре и механических свойствах катанки и бунтового проката одной марки стали и одного назначения обусловленные тем, что при определении количества подаваемого на охлаждение витков вентиляторного воздуха не учитывались геометрические параметры (диаметр) катанки.Различие свойств катанки различных диаметров затрудняет ее переработку в сталепроволочном производстве, приводит к различию свойств готовой проволоки и повь 1 шенной обрывности при волочении. В ряде случаев для достижения заданной прочности проволоки производят ее дополнительную термообработку в процессе волочения. Указанные обстоятельства снижают технико-экономические показатели работы стана при производстве катанки вследствие повышенной неоднородности свойств и структуры проката одной марки стали и одного назначения различных диаметров.Задача, решаемая изобретением, состоит в разработке способа изготовления проката, в частности, катанки, обеспечивающего повышение технико-экономических показателей работы стана при ее производстве и обеспечении высоких потребительских свойств катанки, производимой в условиях конкретных производств.Технический результат, достигаемый в результате реализации предлагаемого технического решения, состоит в повышении однородности свойств и структуры проката одной марки стали, одного назначения различных диаметров.Решение поставленной задачи обеспечивается тем, что способ производства проката,преимущественно катанки для перетяжки и бунтового проката, включает предварительную подготовку производства с регулировкой расхода воздуха для воздушного охлаждения, горячую прокатку партий проката различного диаметра при температуре 900-1100 С,циклическое охлаждение водой до температуры 750-950 С и последующее охлаждение витков проката вентиляторным воздухом на транспортере, в процессе предварительной подготовки производства устанавливают расход воздуха, используемый для охлаждения проката минимального диаметра. В процессе охлаждения витков вентиляторным воздухом на транспортере расход воздуха изменяют в зависимости от расхода воздуха для охлаждения проката минимального диаметра и фактического диаметра прокатываемой катанки. При охлаждении витков вентиляторным воздухом расход воздуха О устанавливают по выражениюо оды 0,182 (а-аол, МЗ/Ч,где (20 - расход воздуха, используемый для охлаждения проката минимального диаметра размерного сортамента стана, м 3/ч(10 - минимальный диаметр проката размерного сортамента стана, мм.Способ осуществляется следующим образом.Из исходной заготовки в системе калибров клетей проволочного стана формируют катанку заданного диаметра. Прокатку ведут при температуре 900-1100 С. После прокатки осуществляют циклическое охлаждение водой до температуры 750-950 С, после чего производят охлаждение витков вентиляторным воздухом на транспортере. Скорость охлаждения витков на воздухе прямо пропорциональна отношению длины окружности проката к его площади поперечного сечения, чем больше это отношение, тем выше скорость охлаждения. При одинаковом расходе воздуха с увеличением диаметра скорость охлаждения уменьшается, в результате изменяются структура и свойства проката. Для получения одинаковых свойств и структуры проката одной марки стали и одного назначения, но различных диаметров, количество подаваемого воздуха должно изменяться пропорционально отношению длины окружности проката к его площади поперечного сечения. Поэтому для реализации способа перед прокаткой осуществляют предварительную подготовку произ ВУ 6848 Сводства, в процессе которой осуществляют регулировку расхода воздуха для воздушного охлаждения в зависимости от диаметра прокатываемой катанки. В качестве базовых значений расхода воздуха используют установленный расход воздуха для охлаждения катанки минимального диаметра. В процессе охлаждения витков вентиляторным воздухом на транспортере расход воздуха изменяют в зависимости от расхода воздуха для охлаждения катанки минимального диаметра и фактического диаметра прокатываемой катанки.На основании статистической обработки результатов экспериментальных исследований, выполненных на проволочном стане 150 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ) при разработке заявляемого способа,получено выражение для определения расхода воздуха при охлаждении катанки различных диаметров(10 и (20 - минимальный диаметр проката размерного сортамента стана, мм и расход воздуха, используемый для его охлаждения, мз/ч.Использование полученного выражения при производстве катанки одного назначения различных диаметров из одной и той же марки стали позволило повысить однородность структуры катанки, а следовательно, и механических свойств металла, что обеспечило вь 1 сокие потребительские свойства катанки в условиях проволочного стана 150 РУП БМ 3. При расходе воздуха менее Оо 1 0,182(1-1 о) не достигается в достаточной мере измельчение аустенитного зерна и повышения дисперсности перлита (площадь, занимаемая перлитом балла 1), в результате временное сопротивление разрыву и пластичность катанки больших диаметров меньше, чем при производстве катанки малых диаметров. При расходе воздуха более ООН 0,182(1-1 о) изменение структуры (измельчение зерна и повь 1 шение дисперсности перлита) приводит к увеличению временного сопротивления разрыву за пределы требований стандарта. Возможно появление участков сорбита отпуска, что не допускается стандартом.Таким образом, реализация предлагаемого способа позволяет повысить однородность структуры и свойств катанки одного назначения различных диаметров из одной и той же марки стали, а следовательно, и улучшить технико-экономические показатели работы стана при ее производстве за счет обеспечения высоких потребительских свойств катанки.В потоке проволочного стана 150 БМЗ изготавливали канатную катанку диаметром 5,5 8,0 и 10 мм из стали 70 следуюшего химического состава (0,69-0,73) С (0,560,65) Мп (0,27-0,29) 51 (0,01-0,015) 5 (0,01-0,015) Р (0,03-0,05) Сг (0,040,05) 1 Н (0,03-0,05) С 11. Скорость прокатки катанки диаметром 5,5 мм была равна 90 м/с, диаметром 8,0 мм - 65 м/с и диаметром 10,0 мм - 55 м/с. Температура катанки на виткоукладчике составляла 830-860 С, скорость перемешения витков катанки на транспортере была в пределах 0,6-0,7 м/с. Охлаждение катанки вентиляторным воздухом производилось при открытых теплоизолирующих крышках, количество воздуха варьировали в пределах (276-552) 103 м 3/ч за счет изменения частоты врашения приводом вентиляторов в пределах 50-100 и количества включенных вентиляторов.В режиме 1 количество подаваемого на охлаждение воздуха было одинаковым для катанки диаметром 5,5 8,0 и 10 мм. В режиме 2 количество воздуха изменяли в зависимости от диаметра катанки по предлагаемому способу, в режиме 3 количество подаваемого воздуха в 1,1-1,36 раза превышало количество воздуха по предлагаемому способу. Результаты исследования механических свойств и микроструктуры катанки представлены в таблиЦе.При охлаждении катанки по режиму 1 при одинаковом расходе воздуха механические свойства и микроструктура различны для разных диаметров катанки.При производстве катанки по предложенному способу, предусматривающему изменение подачи воздуха в зависимости от диаметра катанки, механические свойства и структура катанки одинаковы (катанки диаметром 8,0 и 10,0 мм по режиму 2 и катанка диаметром 5,5 мм по режиму 1). Сравнение среднеарифметических значений механических свойств и их дисперсий по критериям Стьюдента и Бартлета показало, что их различие для разных диаметров статистически незначимо. Свойства и структура полностью соответствуют требованиям ОСТ 14-15-37-85 для сорбитизированной катанки.При количестве воздуха меньшем, чем предусмотрено предлагаемым способом (режим 1, диаметры 8,0 и 10,0 мм) механические свойства ниже, чем для катанки диаметром 5,5 мм (режим 1) и для катанки тех же диаметров, произведенной по режиму 2, это различие возрастает при увеличении диаметра. С увеличением диаметра катанки временное сопротивление разрыву, относительные сужение и удлинение уменьшаются, снижается также количество сорбитообразного перлита и увеличивается размер действительного зерна. При этом катанка диаметром 10,0 мм по содержанию перлита балла 1 не удовлетворяет требованиям стандарта, имеются также выпады по временному сопротивлению разрыву.При количестве воздуха большем, чем определено предлагаемым способом (режим 3),не обеспечиваются одинаковые свойства и структура катанки различных диаметров (5,5 мм по режиму 1 и 8,0 и 10,0 по режиму 3).При этом в сечении появляются участки подкалки (отпущенный мартенсит), что не допускается стандартом, имеются также выпады по максимальным значениям временного сопротивления разрыву (катанка 8,0 мм, режим 3).Таким образом, при прочих равных условиях прокатки и охлаждения изменение количества подаваемого воздуха в соответствии с предлагаемым способом позволяет стабилизировать свойства и структуру при производстве проката одной марки стали и одного назначения различных диаметров, а также получать прокат, полностью соответствующий требованиям стандарта по структуре и свойствам. Указанные обстоятельства свидетельствуют о достижении поставленной в настояшем техническом решении Цели и решении поставленной технической задачи - повышения технико-экономических показателей работы стана за счет повышения однородности свойств и структуры катанки одной марки стали и одного назначения различных диаметров что обеспечило высокие потребительские свойства катанки.П лошадь сечения, Механические свойства Диаметр Количество Величина деиствиРСЖИМ КЗТЗНКИ, ВСНТИЛЯТОрНОГ О ТСЛЬНОГ О зерна ПО Занимаемая Пер- Временное сопро- Относительное Относительное ММ воздуха, мз/ч ГОСТ 5639, номер литом балла 1 По Тивление разрыву с ение Мнение 5 гост 8233, (т н/ММ 2 УЖ Ч, Уд
МПК / Метки
МПК: B21B 1/16
Метки: способ, изготовления, проката
Код ссылки
<a href="https://by.patents.su/6-6848-sposob-izgotovleniya-prokata.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления проката</a>
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Парусов В. В., Луценко В. А., Олейник В. А., Фетисов В. П., Жук О. А., Дышлевич В. Ф., Стеблов А. Б.
Метки: способ, проката, изготовления
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Способ изготовления проката
Номер патента: 828
Опубликовано: 15.08.1995
Авторы: Сивак А. И., Бондаренко А. Н., Луценко В. А., Стеблов А. Б., Дышлевич В. Ф., Фетисов В. П., Пичугин В. В., Парусов В. В.
Метки: способ, проката, изготовления
Текст:
...Ткатанка, сорбитиаированная из высокочистой стали для металдюкорда.Выдержка в течение времени большею 1532 пр не целесообразна ввиду того, что структура и обезуглероженность, достигнув оптимальных показателей, нормируемых ТУ 14-1-4752-89,далее практически не меняются, а производительность технологического процесса начинает снижаться.Темп прокатки Величина дей Таким образом, при изготовлении проката по предлагаемому способу возможно...
Способ изготовления проката
Номер патента: 6689
Опубликовано: 30.12.2004
Авторы: Курбатов Геннадий Александрович, Шевченко Александр Данилович, Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Парусов Владимир Васильевич, Луценко Владислав Анатольевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич
Метки: изготовления, способ, проката
Текст:
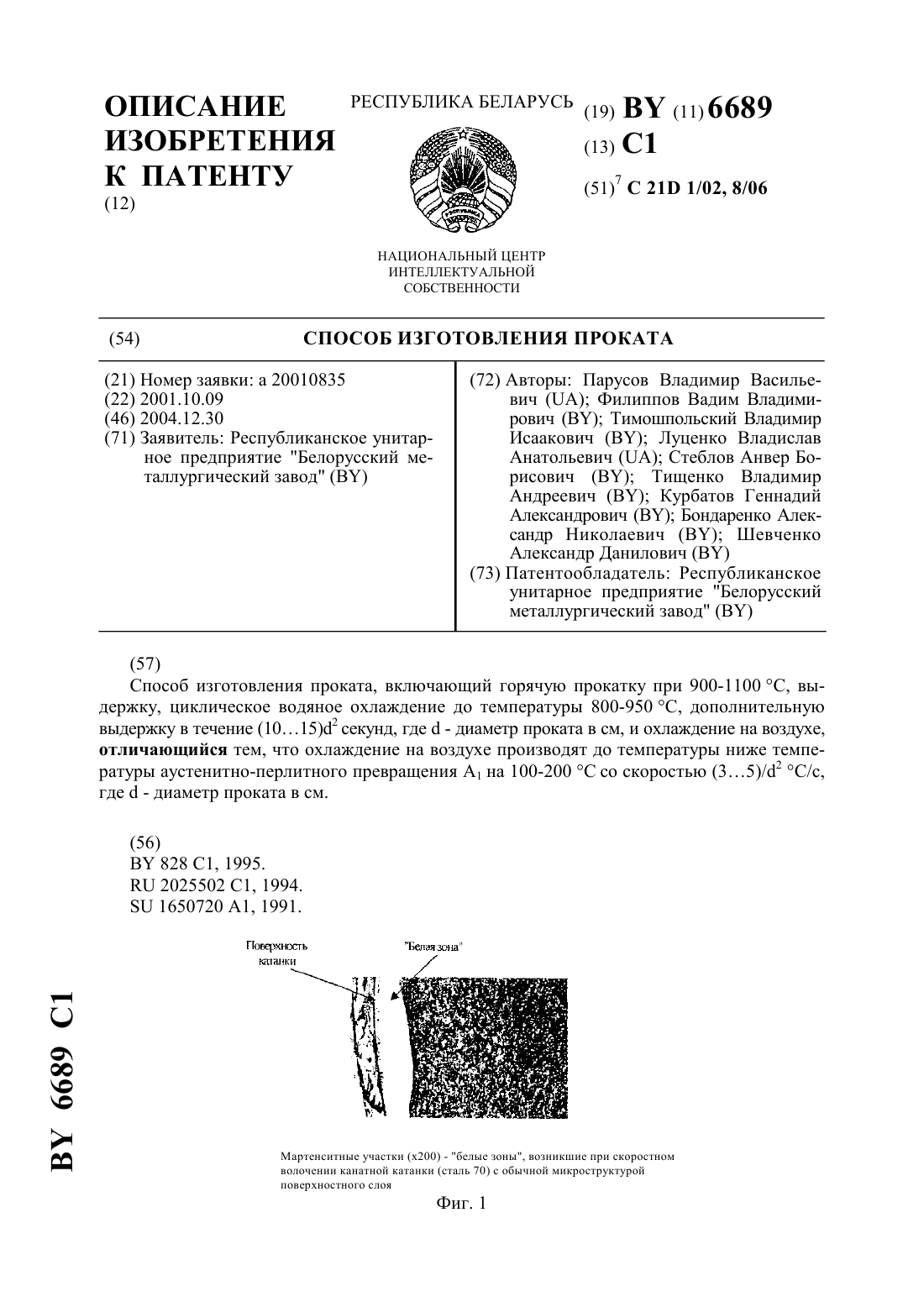
...котором указаны белые зоны, обладающие пониженной пластичностью. Наличие белых зон под поверхностным слоем катанки при последующем волочении приводит к образованию суб- и микротрещин, развитие которых сопровождается обрывами. Охлаждение катанки на воздухе со скоростью менее 3/2 приводит к дальнейшему растворению в аустените исходных глобулей цементита (при температурах выше 1), что обусловливает превращение аустенита как по нормальному, так и...
Линия изготовления стального проката 80-150мм из подшипниковой стали
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Андрианов Николай Викторович, Тищенко Владимир Андреевич, Котов Игорь Валентинович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Ленартович Дмитрий Владимирович
МПК: B21B 1/00
Метки: проката, подшипниковой, 80-150мм, линия, изготовления, стального, стали
Текст:
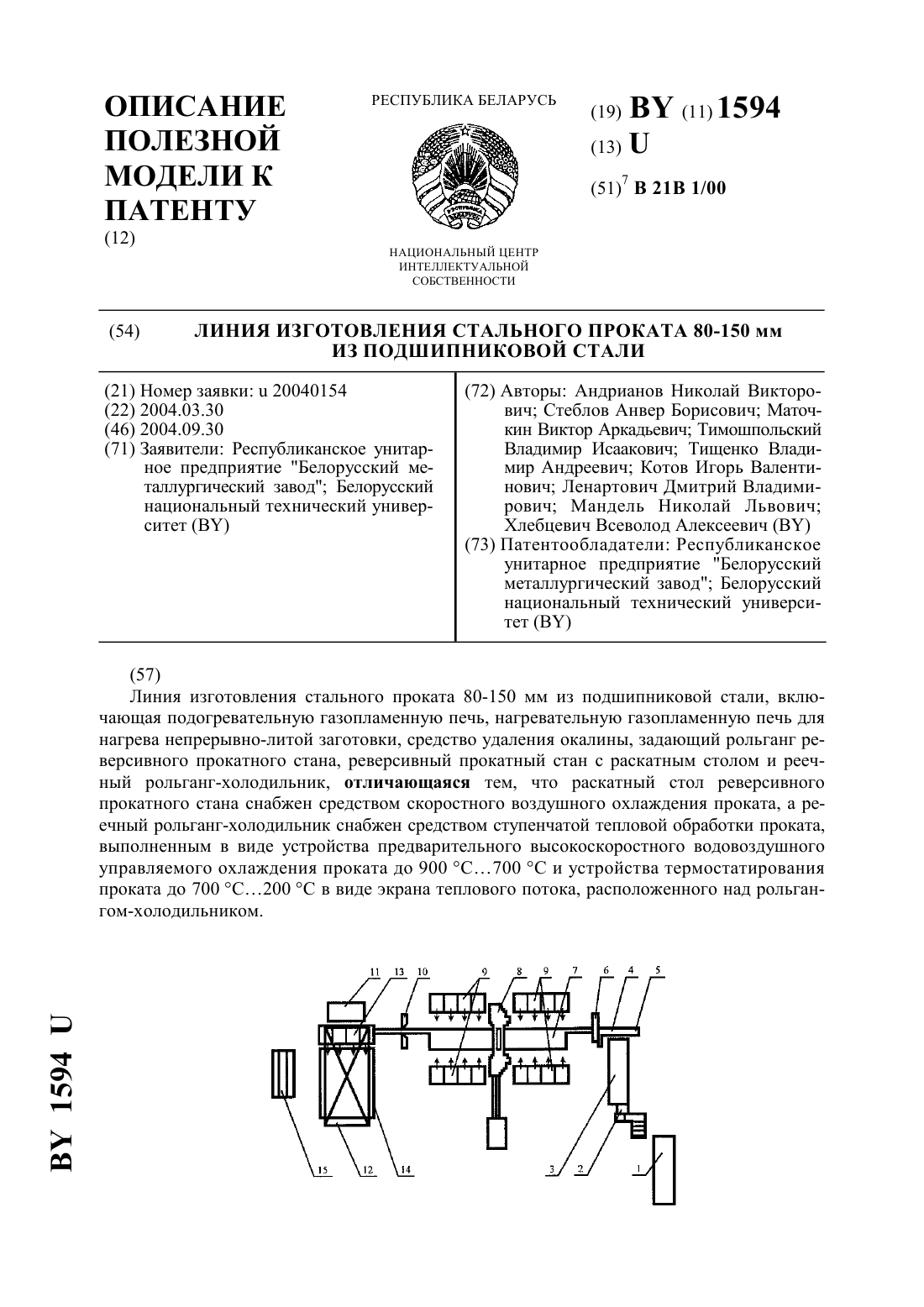
...задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур...
Способ термической обработки проката
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Тимофеев Виктор Спиридонович, Жучков Сергей Михайлович, Шевченко Александр Данилович, Горбанев Аркадий Алексеевич, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович
Метки: способ, термической, проката, обработки
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
Предыдущий патент: Способ термической обработки проката
Следующий патент: Бетонная смесь
Случайный патент: Аппарат внешней фиксации длинных трубчатых костей