Устройство для продольного разделения раската
Номер патента: 7305
Опубликовано: 30.09.2005
Авторы: Стеблов Анвер Борисович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Шевченко Александр Данилович, Киселев Александр Павлович
Текст
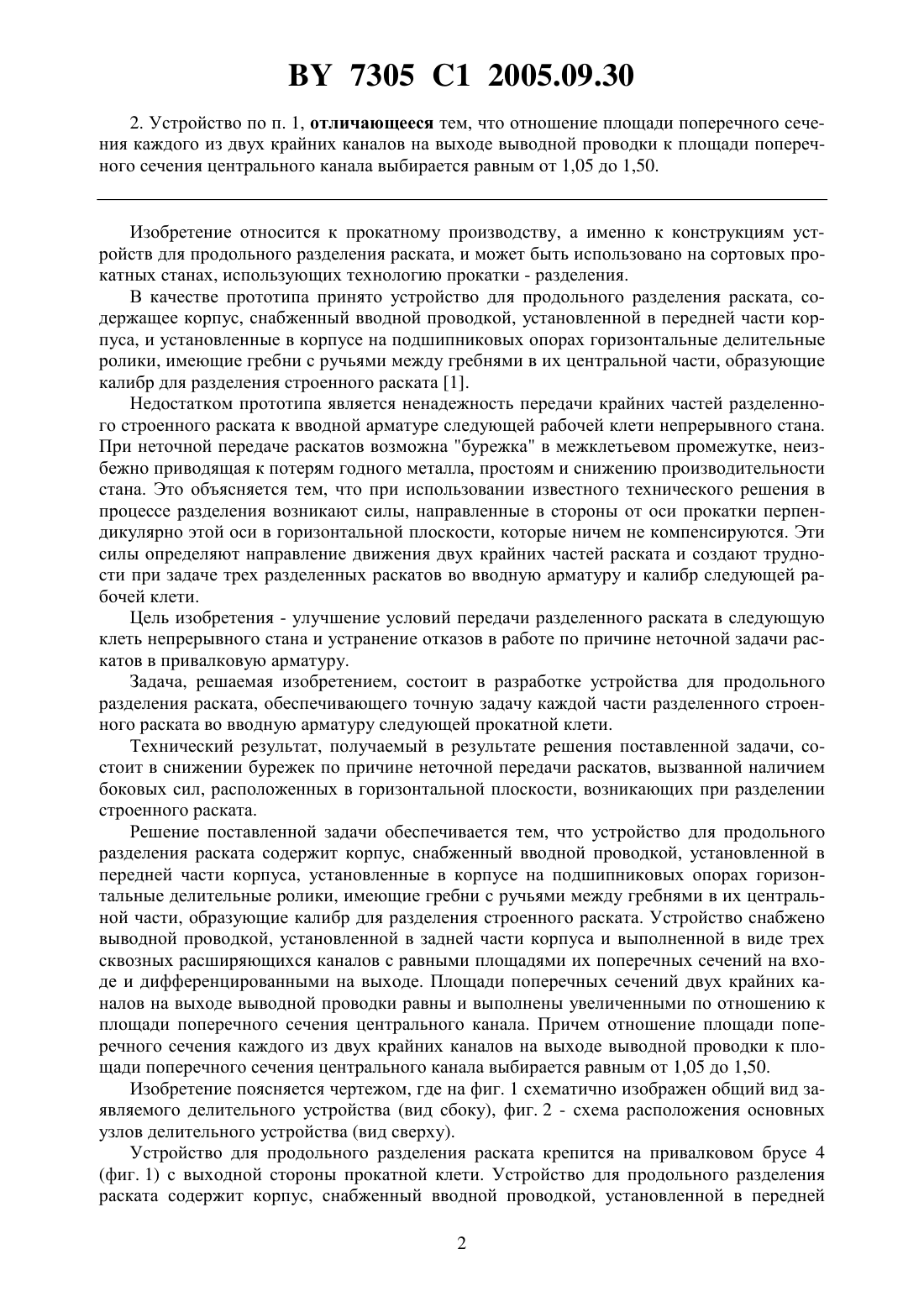
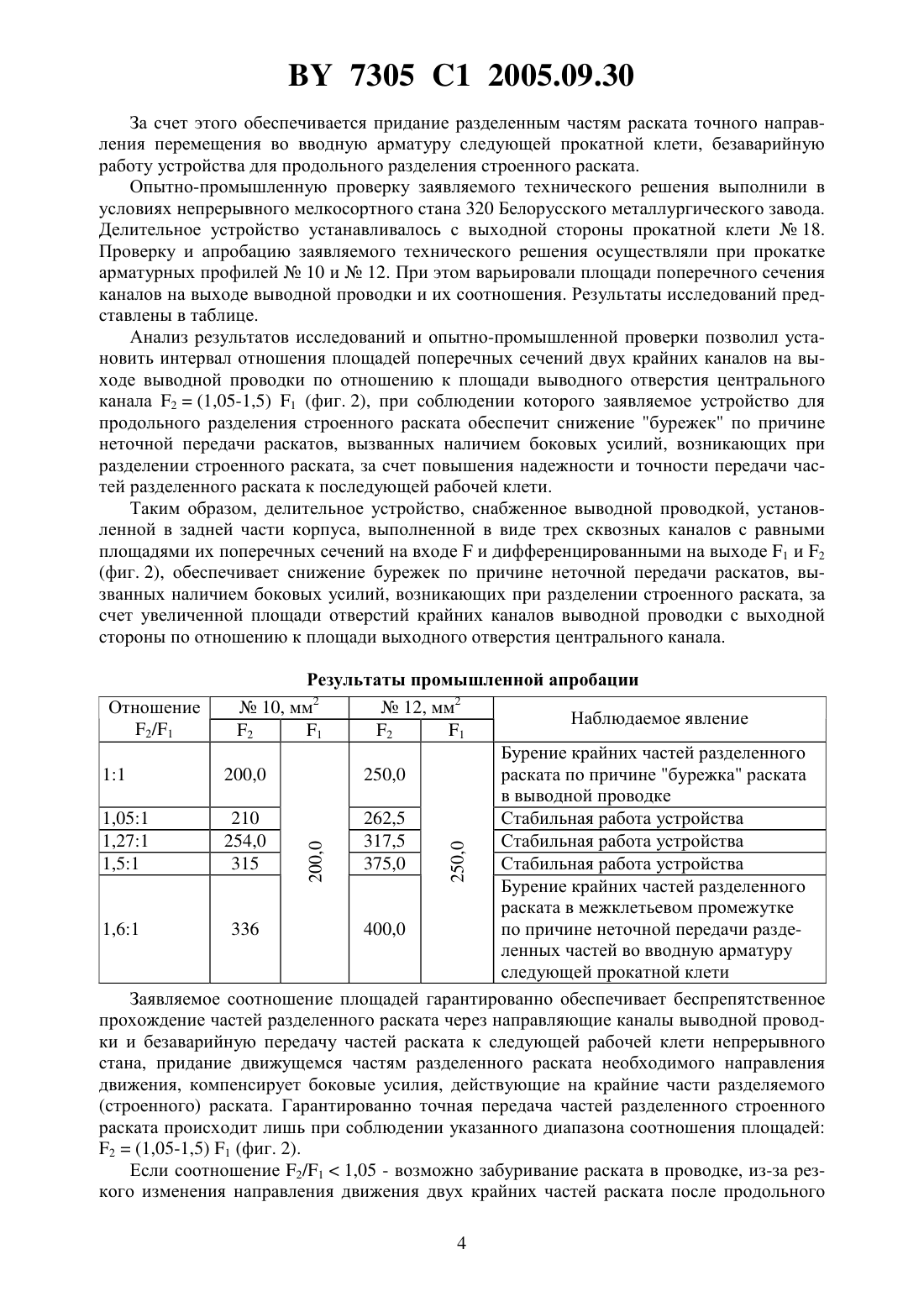
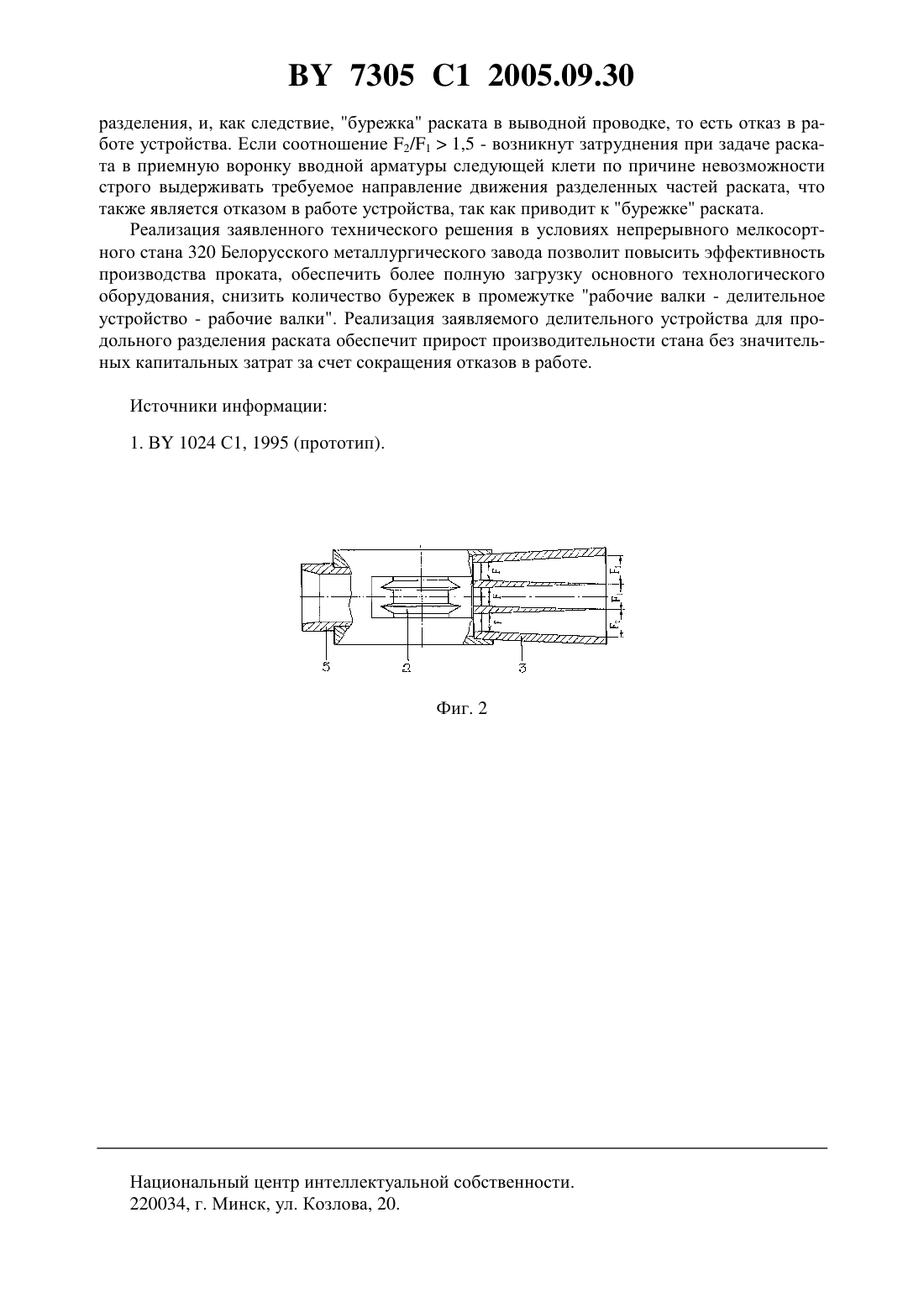
(51)21 1/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ РАСКАТА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова НАН Украины(72) Авторы Жучков Сергей МихайловичКиселев Александр ПавловичФилиппов Вадим ВладимировичТимошпольский Владимир ИсааковичБондаренко Александр НиколаевичТищенко Владимир АндреевичСтеблов Анвер БорисовичШевченко Александр Данилович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова НАН Украины(57) 1. Устройство для продольного разделения раската, содержащее корпус, снабженный вводной проводкой, установленной в передней части корпуса, установленные в корпусе на подшипниковых опорах горизонтальные делительные ролики, имеющие гребни с ручьями между гребнями в их центральной части, образующие калибр для разделения строенного раската, отличающееся тем, что снабжено выводной проводкой, установленной в задней части корпуса и выполненной в виде трех сквозных расширяющихся каналов с равными площадями их поперечных сечений на входе и дифференцированными на выходе, причем площади поперечных сечений двух крайних каналов на выходе выводной проводки равны и выполнены увеличенными по отношению к площади поперечного сечения центрального канала. 7305 1 2005.09.30 2. Устройство по п. 1, отличающееся тем, что отношение площади поперечного сечения каждого из двух крайних каналов на выходе выводной проводки к площади поперечного сечения центрального канала выбирается равным от 1,05 до 1,50. Изобретение относится к прокатному производству, а именно к конструкциям устройств для продольного разделения раската, и может быть использовано на сортовых прокатных станах, использующих технологию прокатки - разделения. В качестве прототипа принято устройство для продольного разделения раската, содержащее корпус, снабженный вводной проводкой, установленной в передней части корпуса, и установленные в корпусе на подшипниковых опорах горизонтальные делительные ролики, имеющие гребни с ручьями между гребнями в их центральной части, образующие калибр для разделения строенного раската 1. Недостатком прототипа является ненадежность передачи крайних частей разделенного строенного раската к вводной арматуре следующей рабочей клети непрерывного стана. При неточной передаче раскатов возможна бурежка в межклетьевом промежутке, неизбежно приводящая к потерям годного металла, простоям и снижению производительности стана. Это объясняется тем, что при использовании известного технического решения в процессе разделения возникают силы, направленные в стороны от оси прокатки перпендикулярно этой оси в горизонтальной плоскости, которые ничем не компенсируются. Эти силы определяют направление движения двух крайних частей раската и создают трудности при задаче трех разделенных раскатов во вводную арматуру и калибр следующей рабочей клети. Цель изобретения - улучшение условий передачи разделенного раската в следующую клеть непрерывного стана и устранение отказов в работе по причине неточной задачи раскатов в привалковую арматуру. Задача, решаемая изобретением, состоит в разработке устройства для продольного разделения раската, обеспечивающего точную задачу каждой части разделенного строенного раската во вводную арматуру следующей прокатной клети. Технический результат, получаемый в результате решения поставленной задачи, состоит в снижении бурежек по причине неточной передачи раскатов, вызванной наличием боковых сил, расположенных в горизонтальной плоскости, возникающих при разделении строенного раската. Решение поставленной задачи обеспечивается тем, что устройство для продольного разделения раската содержит корпус, снабженный вводной проводкой, установленной в передней части корпуса, установленные в корпусе на подшипниковых опорах горизонтальные делительные ролики, имеющие гребни с ручьями между гребнями в их центральной части, образующие калибр для разделения строенного раската. Устройство снабжено выводной проводкой, установленной в задней части корпуса и выполненной в виде трех сквозных расширяющихся каналов с равными площадями их поперечных сечений на входе и дифференцированными на выходе. Площади поперечных сечений двух крайних каналов на выходе выводной проводки равны и выполнены увеличенными по отношению к площади поперечного сечения центрального канала. Причем отношение площади поперечного сечения каждого из двух крайних каналов на выходе выводной проводки к площади поперечного сечения центрального канала выбирается равным от 1,05 до 1,50. Изобретение поясняется чертежом, где на фиг. 1 схематично изображен общий вид заявляемого делительного устройства (вид сбоку), фиг. 2 - схема расположения основных узлов делительного устройства (вид сверху). Устройство для продольного разделения раската крепится на привалковом брусе 4(фиг. 1) с выходной стороны прокатной клети. Устройство для продольного разделения раската содержит корпус, снабженный вводной проводкой, установленной в передней 2 7305 1 2005.09.30 части корпуса, в корпусе на подшипниковых опорах установлены два горизонтальных делительных ролика 2 (фиг. 1 и фиг. 2), выполненных в виде тел вращения, имеющие гребни с ручьями между гребнями в их центральной части, образующие калибр для разделения строенного раската. Ручьи делительных роликов с гребнями образуют делительный калибр, где и происходит продольное деление строенного раската на три части. Разделенные части раската по ходу движения поступают в соответствующие сквозные каналы выводной проводки 3 (фиг. 1 и фиг. 2) с равными площадями их поперечных сечений на входе и дифференцированными на выходе. Сквозные каналы выводной проводки 3 (фиг. 2) имеют равные площади их поперечных сечений на входе(фиг. 2), и дифференцированные на выходе 1 и 2 (фиг. 2). Сечения двух крайних каналов на выходе выводной проводки 2 (фиг. 2) выполнены увеличенными по отношению к площади поперечного сечения центрального канала. Эти площади относятся как 2(1,05-1,5) 1 (фиг. 2). Передние и задние концы раската, прокатываемые без натяжения, имеющие большую ширину за счет свободного уширения, после разделения получают направление в стороны от центральной части раската, оказывая дополнительное усилие на боковые стенки выводной проводки. Расширяющийся участок выводной проводки заявляемого устройства компенсирует динамические нагрузки, возникающие при перемещении каждой из разделенных ниток после деления строенного раската. Расширяющиеся каналы выводной проводки выполнены с различными соотношениями площади поперечного сечения выходных отверстий. Площади поперечных сечений двух крайних каналов на выходе выводной проводки выполнены увеличенными по отношению к площади поперечного сечения центрального канала 2(1,05-1,5) 1 (фиг. 2). Указанные соотношения гарантированно обеспечивают беспрепятственное прохождение частей раската через направляющие каналы выводной проводки и безаварийную передачу разделенных частей раската к следующей рабочей клети непрерывного стана,обеспечивают придание движущемуся раскату правильного направления, компенсируют боковые усилия, действующие на крайние части разделяемого (строенного) раската. Работает заявляемое устройство следующим образом. При производстве проката на непрерывном стане с применением технологии прокатки - разделения предварительно получают подкат в виде строенного круга с намеченными местами разделения. Такой подкат задается в рабочий калибр прокатной клети, где производится подготовка раската к продольному разделению. Выходящий из рабочих валков прокатной клети 1 (фиг. 1) раскат в виде строенного профиля, соединенного перемычками, направляется вводной проводкой делительного устройства 5 (фиг. 1) в делительный калибр заявляемого устройства для продольного разделения раската. Проталкивание строенного раската через делительное устройство осуществляется прокатной клетью 1 (фиг. 1). Рабочие поверхности роликов 2 и гребней выполнены таким образом, чтоб при прохождении сформированного прокатной клетью подката через делительный калибр заявляемого устройства происходил разрыв смежных перемычек строенного профиля с одновременным отводом в стороны двух крайних частей строенного подката. Разделенные части раската по ходу движения поступают в соответствующие сквозные каналы выводной проводки 3 (фиг. 1 и 2). При этом крайние части разделенного раската под действием бокового усилия от делительного ролика изменяют направление своего первоначального движения - расходятся в стороны от центральной части разделенного раската, попадают в соответствующие отверстия выводной проводки. При этом центральная часть разделенного раската не изменяет своего первоначального (прямолинейного) направления движения. Увеличенные площади поперечных сечений двух крайних каналов на выходе выводной проводки компенсируют боковые усилия, предупреждают неуправляемое изменение направления движения крайних частей разделенного раската и придают необходимое направление движения. 3 7305 1 2005.09.30 За счет этого обеспечивается придание разделенным частям раската точного направления перемещения во вводную арматуру следующей прокатной клети, безаварийную работу устройства для продольного разделения строенного раската. Опытно-промышленную проверку заявляемого технического решения выполнили в условиях непрерывного мелкосортного стана 320 Белорусского металлургического завода. Делительное устройство устанавливалось с выходной стороны прокатной клети 18. Проверку и апробацию заявляемого технического решения осуществляли при прокатке арматурных профилей 10 и 12. При этом варьировали площади поперечного сечения каналов на выходе выводной проводки и их соотношения. Результаты исследований представлены в таблице. Анализ результатов исследований и опытно-промышленной проверки позволил установить интервал отношения площадей поперечных сечений двух крайних каналов на выходе выводной проводки по отношению к площади выводного отверстия центрального канала 2(1,05-1,5) 1 (фиг. 2), при соблюдении которого заявляемое устройство для продольного разделения строенного раската обеспечит снижение бурежек по причине неточной передачи раскатов, вызванных наличием боковых усилий, возникающих при разделении строенного раската, за счет повышения надежности и точности передачи частей разделенного раската к последующей рабочей клети. Таким образом, делительное устройство, снабженное выводной проводкой, установленной в задней части корпуса, выполненной в виде трех сквозных каналов с равными площадями их поперечных сечений на входеи дифференцированными на выходе 1 и 2(фиг. 2), обеспечивает снижение бурежек по причине неточной передачи раскатов, вызванных наличием боковых усилий, возникающих при разделении строенного раската, за счет увеличенной площади отверстий крайних каналов выводной проводки с выходной стороны по отношению к площади выходного отверстия центрального канала. Результаты промышленной апробации Отношение 10, мм 212, мм 2 Наблюдаемое явление 2/1 2 1 2 1 Бурение крайних частей разделенного 11 200,0 250,0 раската по причине бурежка раската в выводной проводке 1,051 210 262,5 Стабильная работа устройства 1,271 254,0 317,5 Стабильная работа устройства 1,51 315 375,0 Стабильная работа устройства Бурение крайних частей разделенного раската в межклетьевом промежутке 1,61 336 400,0 по причине неточной передачи разделенных частей во вводную арматуру следующей прокатной клети Заявляемое соотношение площадей гарантированно обеспечивает беспрепятственное прохождение частей разделенного раската через направляющие каналы выводной проводки и безаварийную передачу частей раската к следующей рабочей клети непрерывного стана, придание движущемся частям разделенного раската необходимого направления движения, компенсирует боковые усилия, действующие на крайние части разделяемого(строенного) раската. Гарантированно точная передача частей разделенного строенного раската происходит лишь при соблюдении указанного диапазона соотношения площадей 2(1,05-1,5) 1 (фиг. 2). Если соотношение 2/11,05 - возможно забуривание раската в проводке, из-за резкого изменения направления движения двух крайних частей раската после продольного 4 7305 1 2005.09.30 разделения, и, как следствие, бурежка раската в выводной проводке, то есть отказ в работе устройства. Если соотношение 2/11,5 - возникнут затруднения при задаче раската в приемную воронку вводной арматуры следующей клети по причине невозможности строго выдерживать требуемое направление движения разделенных частей раската, что также является отказом в работе устройства, так как приводит к бурежке раската. Реализация заявленного технического решения в условиях непрерывного мелкосортного стана 320 Белорусского металлургического завода позволит повысить эффективность производства проката, обеспечить более полную загрузку основного технологического оборудования, снизить количество бурежек в промежутке рабочие валки - делительное устройство - рабочие валки. Реализация заявляемого делительного устройства для продольного разделения раската обеспечит прирост производительности стана без значительных капитальных затрат за счет сокращения отказов в работе. Источники информации 1. В 1024 С 1, 1995 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/02
Метки: разделения, устройство, продольного, раската
Код ссылки
<a href="https://by.patents.su/5-7305-ustrojjstvo-dlya-prodolnogo-razdeleniya-raskata.html" rel="bookmark" title="База патентов Беларуси">Устройство для продольного разделения раската</a>
Устройство для продольного разделения раската при многоручьевой прокатке
Номер патента: U 2228
Опубликовано: 30.09.2005
Авторы: Бобков Петр Александрович, Роговцов Александр Валерьевич, Белобородов Александр Витальевич, Маточкин Виктор Аркадьевич, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Андрианов Николай Викторович, Кириленко Олег Михайлович, Санок Эдуард Альбинович, Анелькин Николай Иванович, Муриков Максим Анатольевич
МПК: B21H 1/02
Метки: устройство, разделения, продольного, раската, многоручьевой, прокатке
Текст:
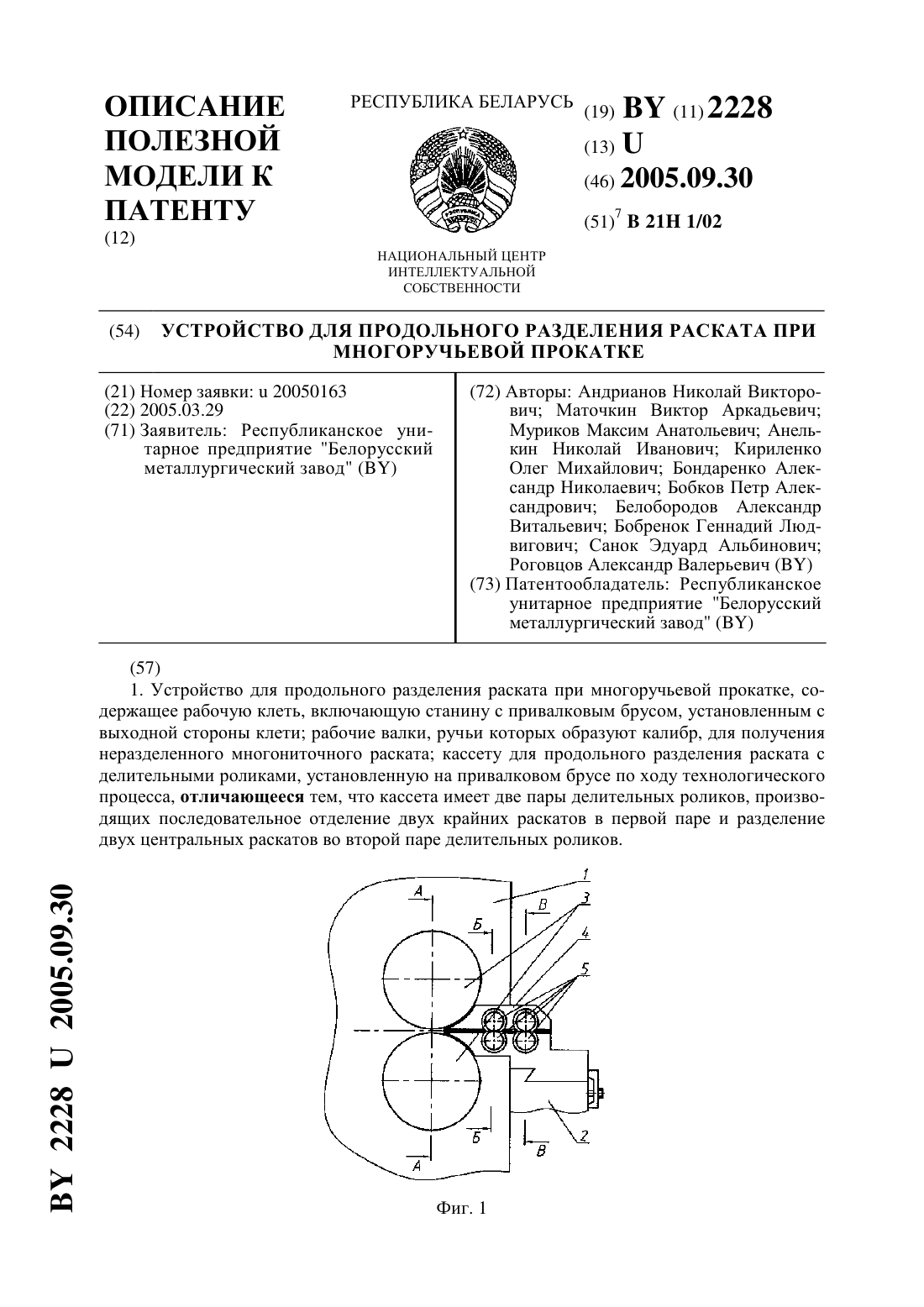
...качества поверхности готового профиля двух центральных раскатов. Решение поставленной задачи обеспечивается тем, что устройство для продольного разделения раската при многоручьевой прокатке содержит рабочую клеть, включающую станину с привалковым брусом, установленным с выходной стороны клети рабочие валки,ручьи которых образуют калибр, для получения неразделенного многониточного раската кассету для продольного разделения раската с...
Кассета для продольного разделения горячего раската
Номер патента: 437
Опубликовано: 30.03.1995
Авторы: Жучков С. М., Сивак Э. В., Кузьмичев М. В., Васильев Е. М., Бондаренко А. Н., Кулаков Л. В., Лохматов А. П., Лепешкин В. И., Богданов Н. А., Нашиванько В. Д., Дышлевич В. Ф.
МПК: B21B 1/02
Метки: продольного, кассета, раската, горячего, разделения
Текст:
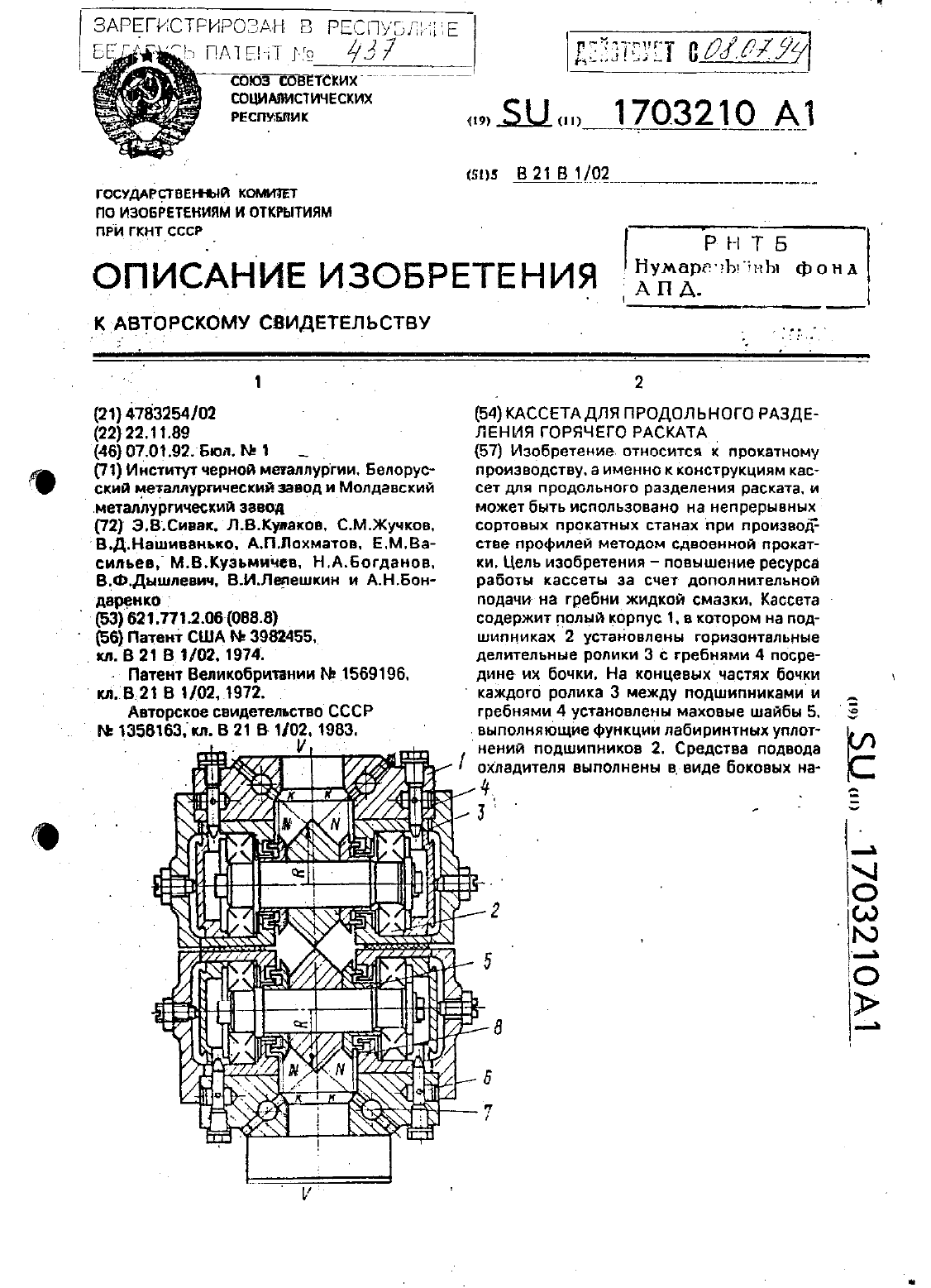
...поверхности которых обращены к подшипникам 2 Центры выходных отверстий каналов 7. расположенных по одну сторону от гребней 4. лежат в общей вертикальной плоскости. Торцовые отбойные поверхности реборд 8 маховых шайб 5 лежат в той же ПЛОСКОСТИ.Кассета работает следующим образом.При производстве профилей. например. арматурной стали сдвоенный прокатесдвоенного профиля. соединенного пере мычкой тол шиной порядка 0.75 мм. поступает в кассету....
Устройство для продольного разделения проката
Номер патента: 953
Опубликовано: 15.12.1995
Авторы: Рогачев Владимир Иванович, Карцев Юрий Иванович, Иванов Геннадий Нариманович
МПК: B21B 1/02
Метки: устройство, разделения, проката, продольного
Текст:
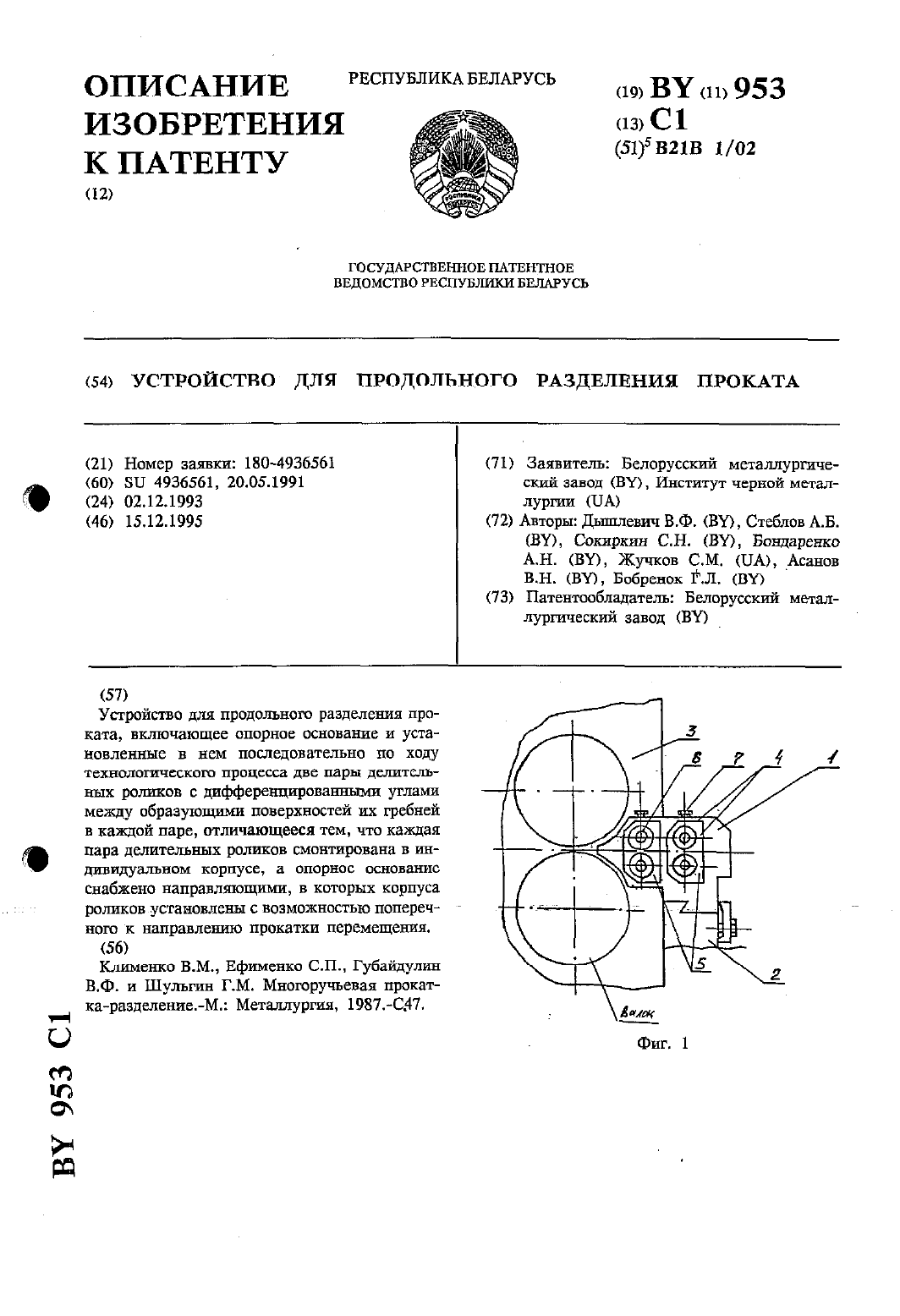
...пар делительных роликов,ЧТО также сокращает время На ЗЗМСНУ ДЕЛИ ТСЛЬНЫХ РОЛИКОВ И ПОВЬППЗСТ ПРОИЗВОДИТЕЛЬНОСТЬ СТННЗ.Идентичность корпусов каждой пары делительных роликов, позволяющая устанавливать в них любую пару делительных роликов, а также устанавливать собственно корпуса в любом окне опорного основания сокращает их количество, необходимое для стабильной работы на стане корпусов, обеспечивая, кроме прочего, следующее преимущество. В...
Способ и устройство для продольного разделения проката
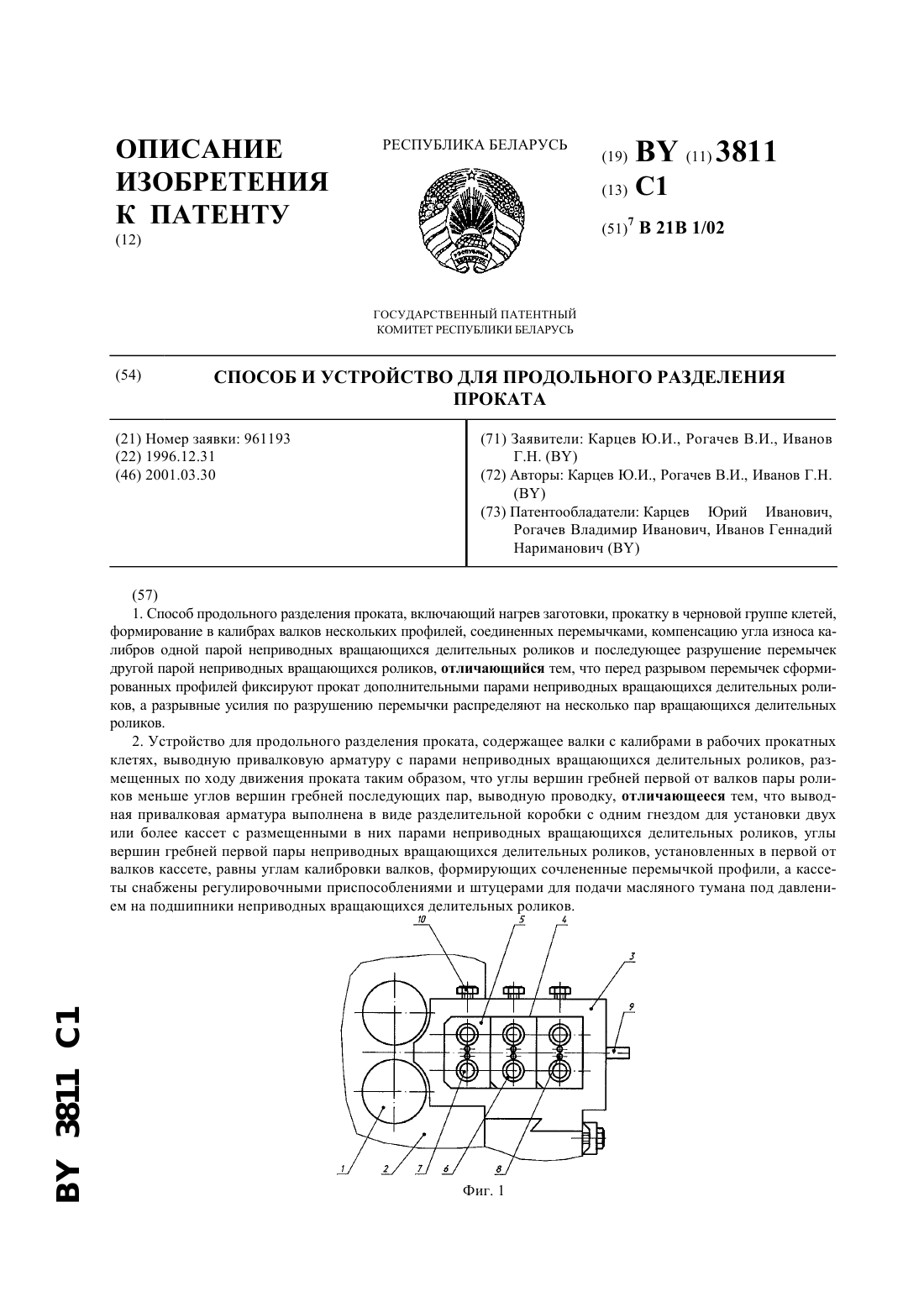
Номер патента: 3811
Опубликовано: 30.03.2001
Авторы: Карцев Юрий Иванович, Иванов Геннадий Нариманович, Рогачев Владимир Иванович
МПК: B21B 1/02
Метки: устройство, продольного, способ, проката, разделения
Текст:
...разделения сдвоенного профиля с перемычкой двумя кассетами с неприводными вращающимися делительными роликами, на фиг. 3 показан разрез кассеты (5). Способ реализуется с помощью устройства. Устройство состоит из прокатной клети, калибры валков (1) которой формируют сочлененные перемычкой профили, привалкового бруса (2), разрезной коробки (привалковой арматуры) (3) с гнездом (4) для установки двух или более кассет (5) с парами неприводных...
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Сокиркин Сергей Николаевич, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: прокатки-разделения, способ
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Предыдущий патент: Бортоснастка для формования плоских изделий
Следующий патент: Стент
Случайный патент: Атмосферный патрубок тормозного пневматического аппарата