B22D 11/14 — установки для непрерывной разливки, например для вытягивания непрерывной заготовки вверх
Правильное устройство машины непрерывного литья заготовок
Номер патента: 7816
Опубликовано: 28.02.2006
Авторы: Стеблов Анвер Борисович, Козак Наталья Владимировна, Филиппов Вадим Владимирович, Тимошпольский Владимир Исаакович, Пишикин Вадим Серафимович, Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович, Веревкин Андрей Васильевич
МПК: B22D 11/14
Метки: машины, правильное, заготовок, непрерывного, литья, устройство
Текст:
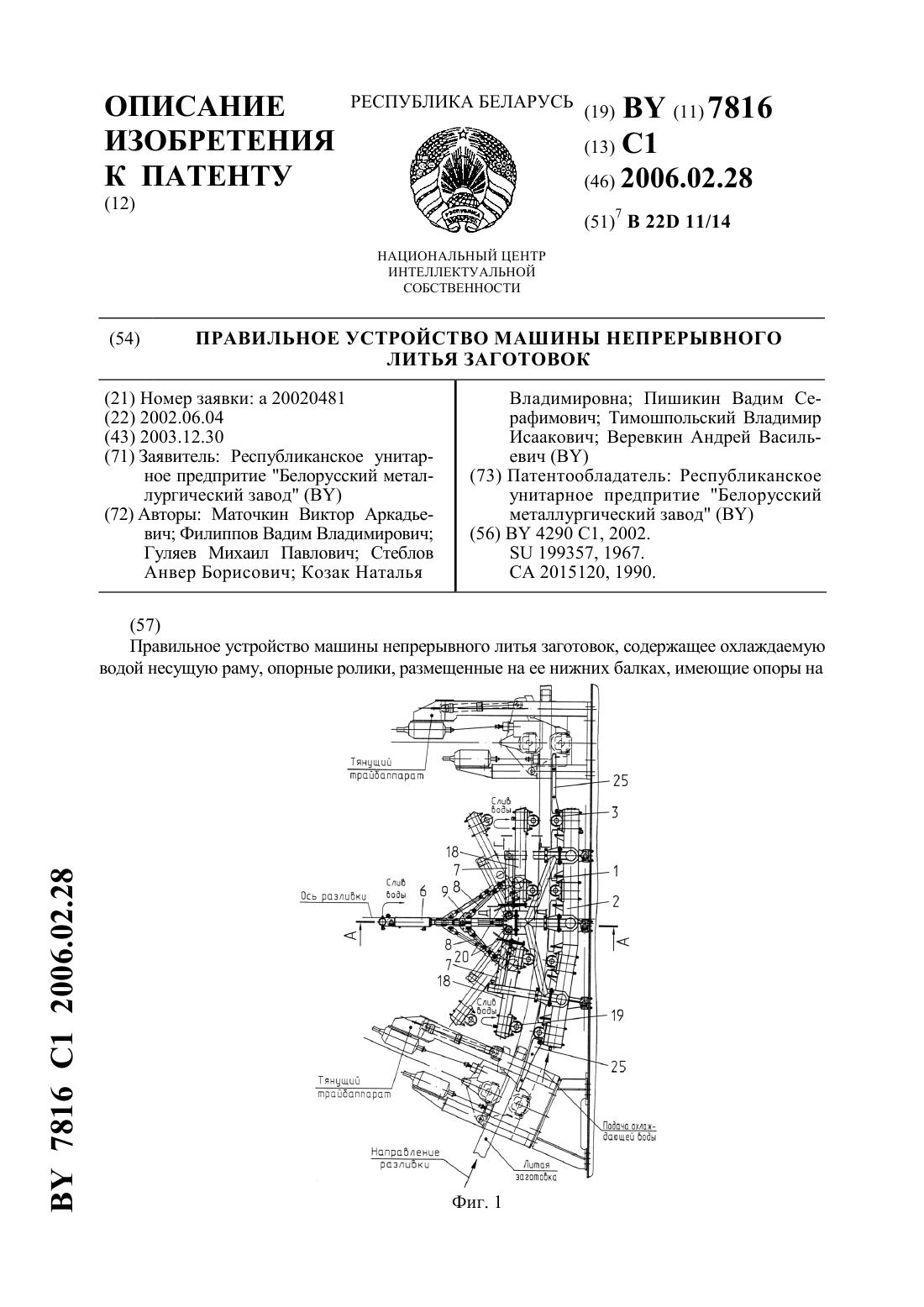
...рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку, на фиг. 2 разрез по Б-Б (см. фиг. 3) на фиг. 3 - разрез ПУ по А-А (см. фиг. 1) на фиг. 4 - выносной элемент В (см. фиг. 3) на фиг. 5 - разрез по Г-Г (см. фиг. 1) на фиг. 6 - сечение Д-Д (см. фиг. 1). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Волгина Евгения Васильевна, Маточкин Виктор Аркадьевич, Хесин Борис Яковлевич, Абитоцкий Владимир Григорьевич, Калинин Геннадий Петрович, Гуляев Михаил Павлович
МПК: B22D 11/14
Метки: устройство, заготовок, машины, правильное, литья, непрерывного
Текст:
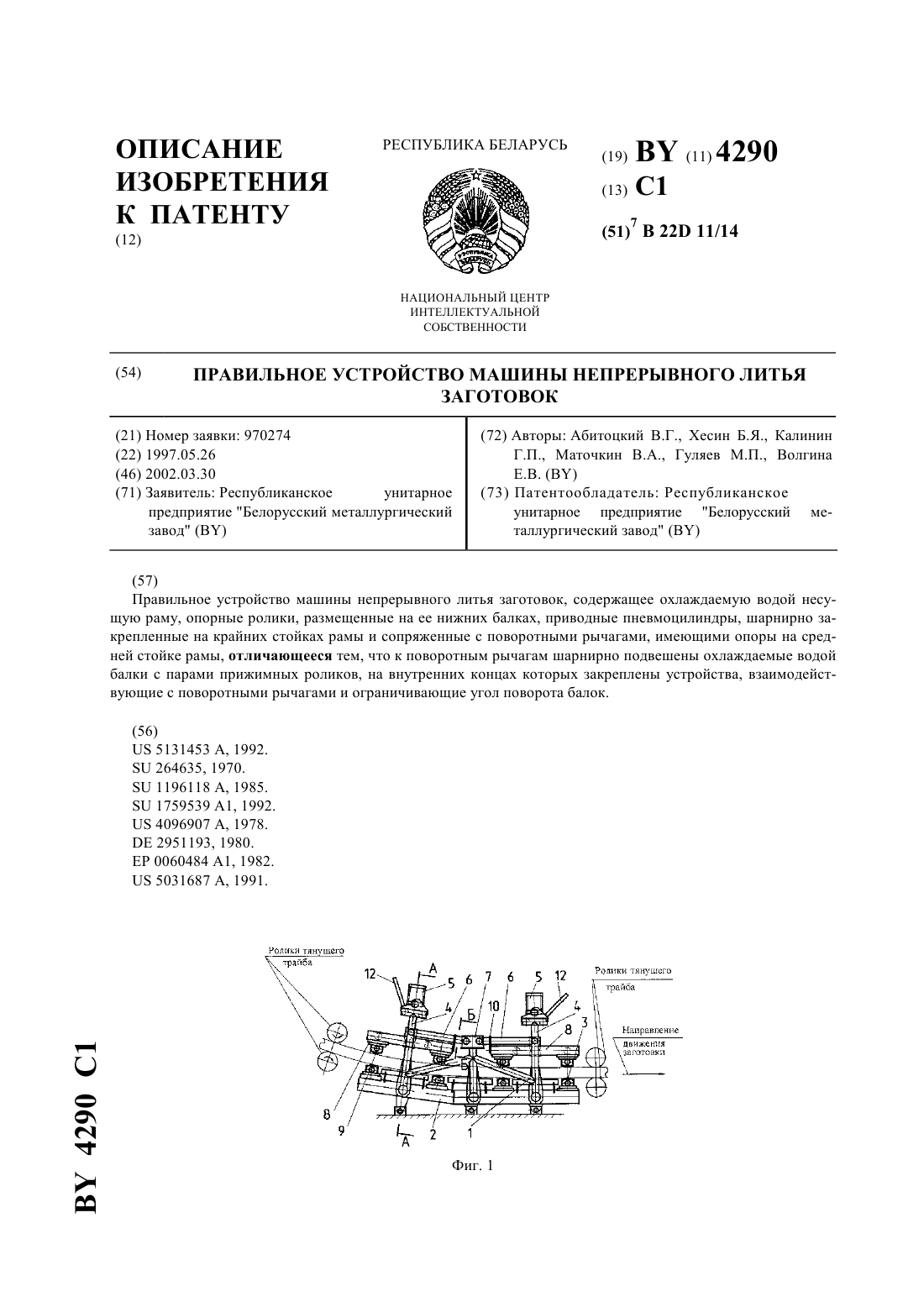
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Установка непрерывной разливки черновых профилей
Номер патента: 741
Опубликовано: 30.06.1995
Авторы: Хуго Фельдманн, Ханс Штройбель, Георг Энгель
МПК: B22D 11/14
Метки: профилей, разливки, черновых, непрерывной, установка
Текст:
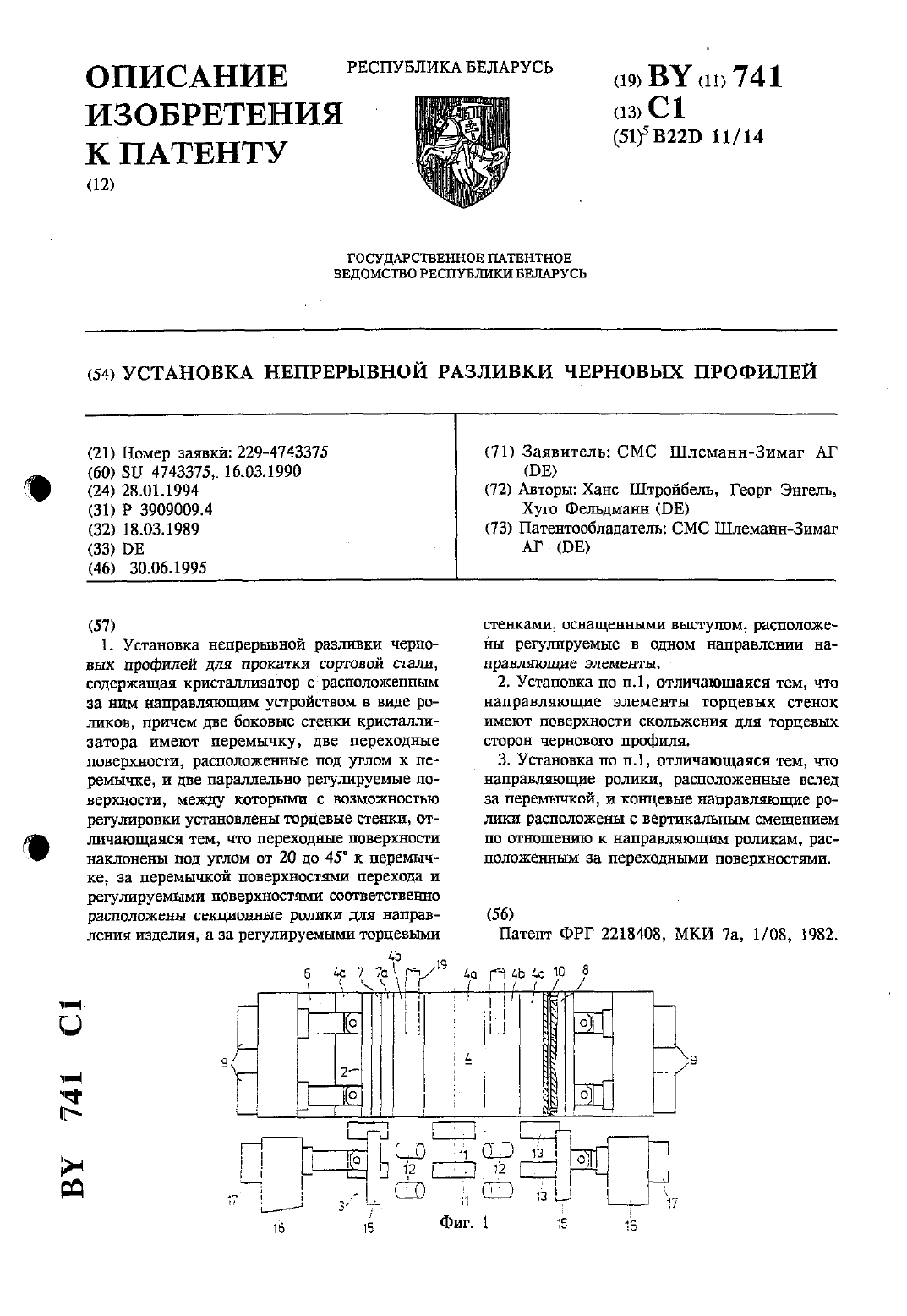
...регулироваться в процессе разливное с цельо изменения профиля утолщенпйт. Благодаря этомд можно последовательно отллть несколько различных заказов.В отлетом профиле для проката сортовой столп перемычкаЗ. переходит под утаим от 40 до 900 в боковые утолщения. Торцевые стороны утолщении имеют углубление. Существенное преимущество ташго профиля в том. что центрирование задается уже в первом проходе.С Целью использования тепла разливки отлитый...