Правильное устройство машины непрерывного литья заготовок
Номер патента: 7816
Опубликовано: 28.02.2006
Авторы: Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Гуляев Михаил Павлович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Пишикин Вадим Серафимович, Козак Наталья Владимировна, Веревкин Андрей Васильевич
Текст
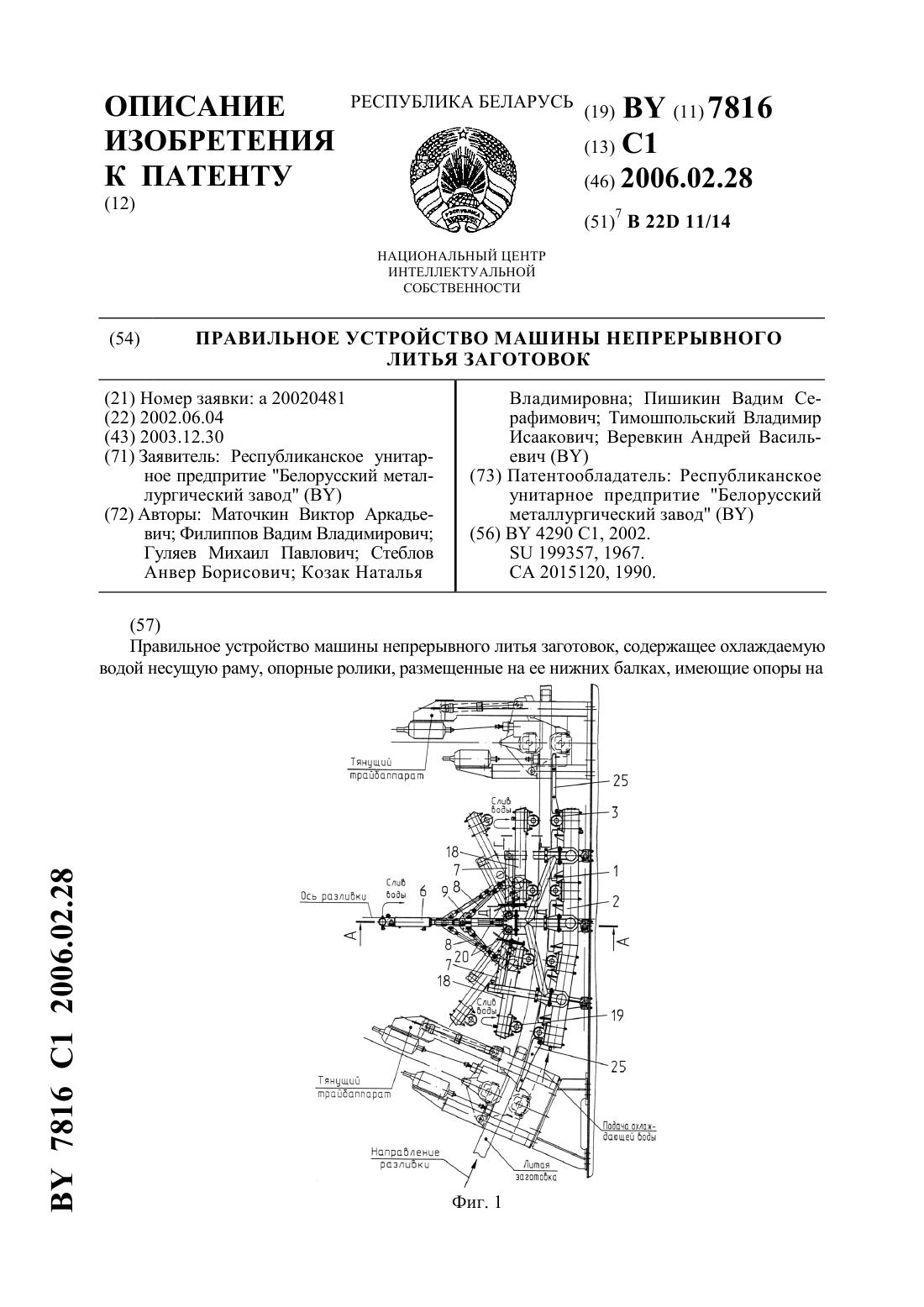
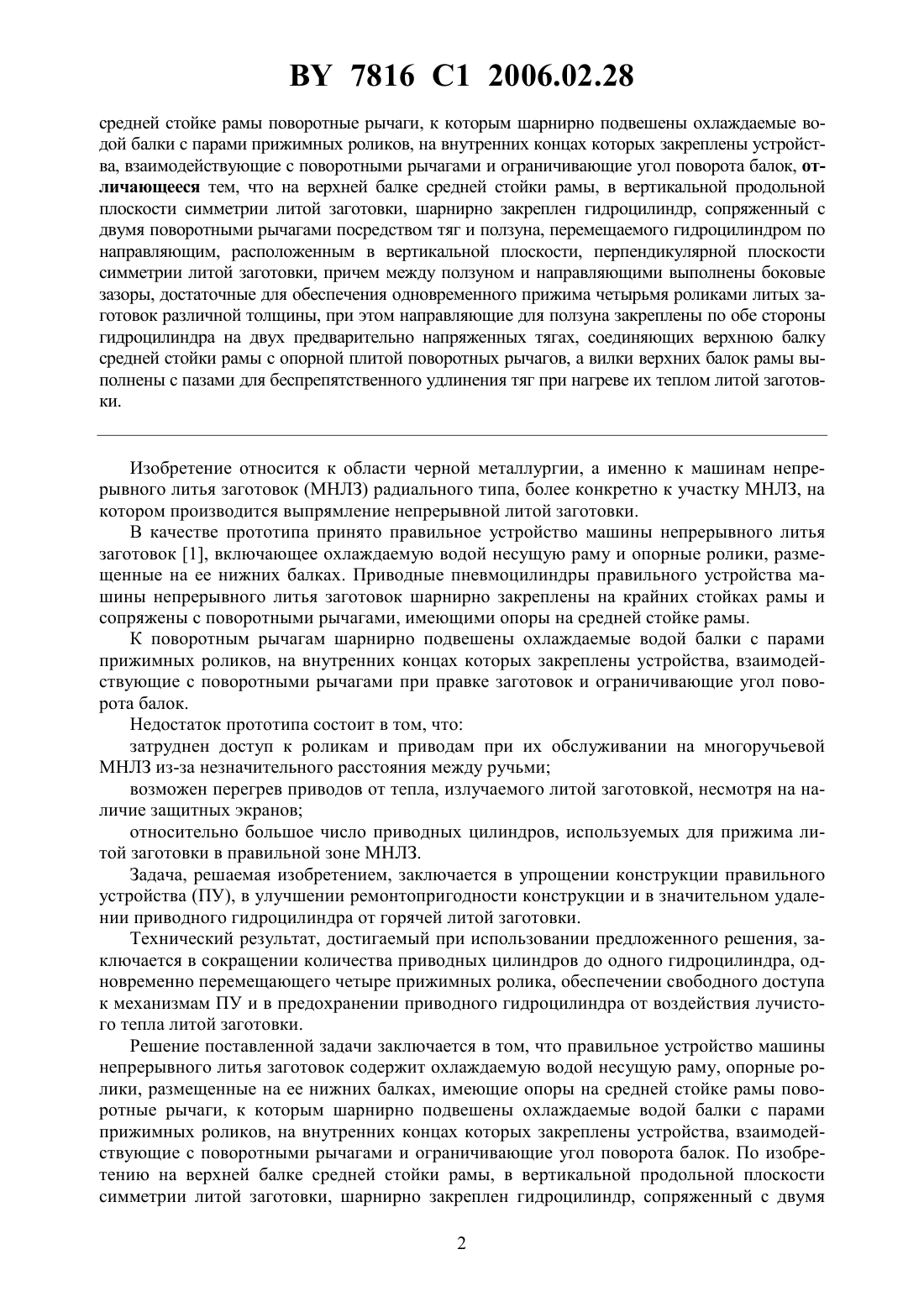
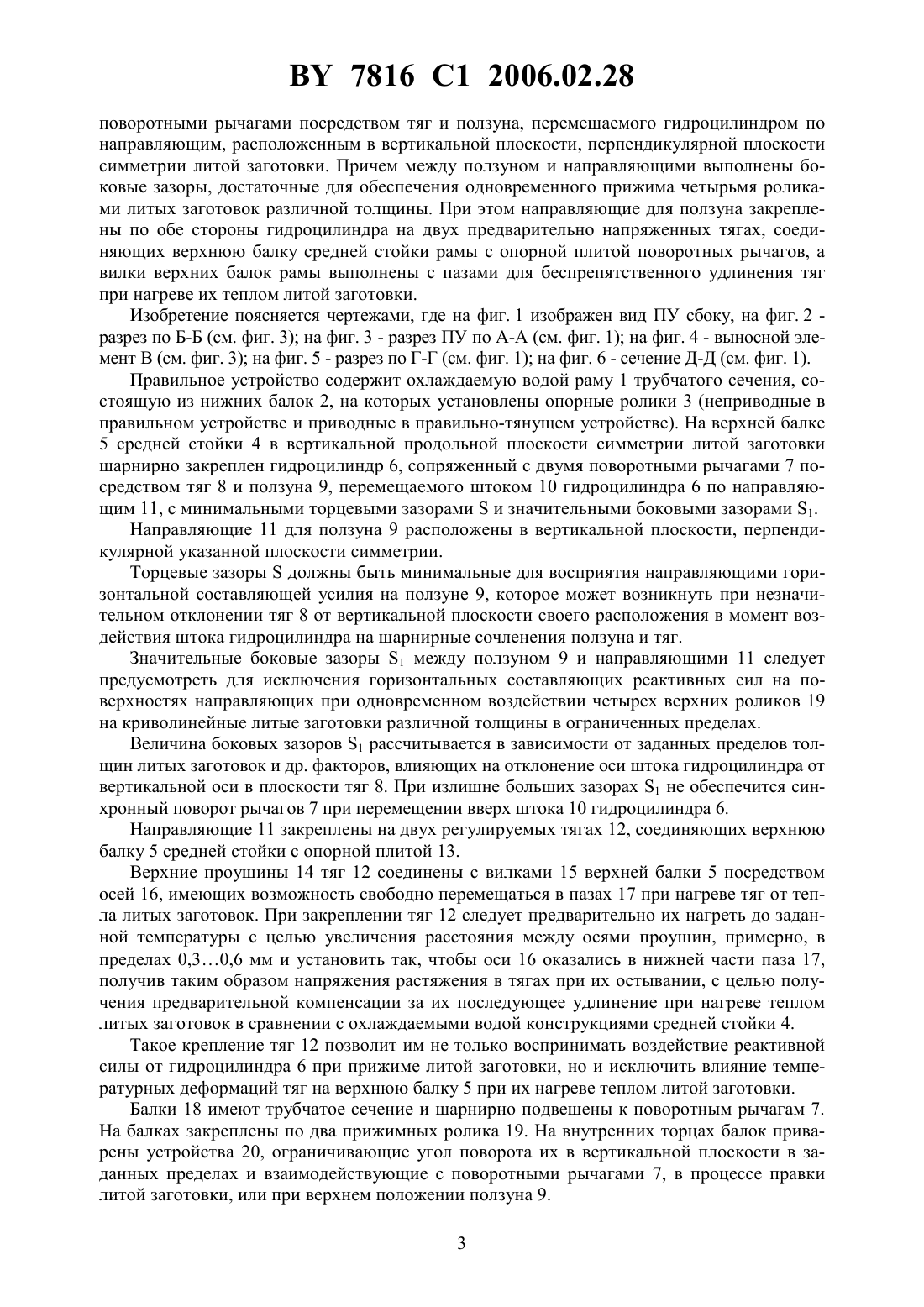
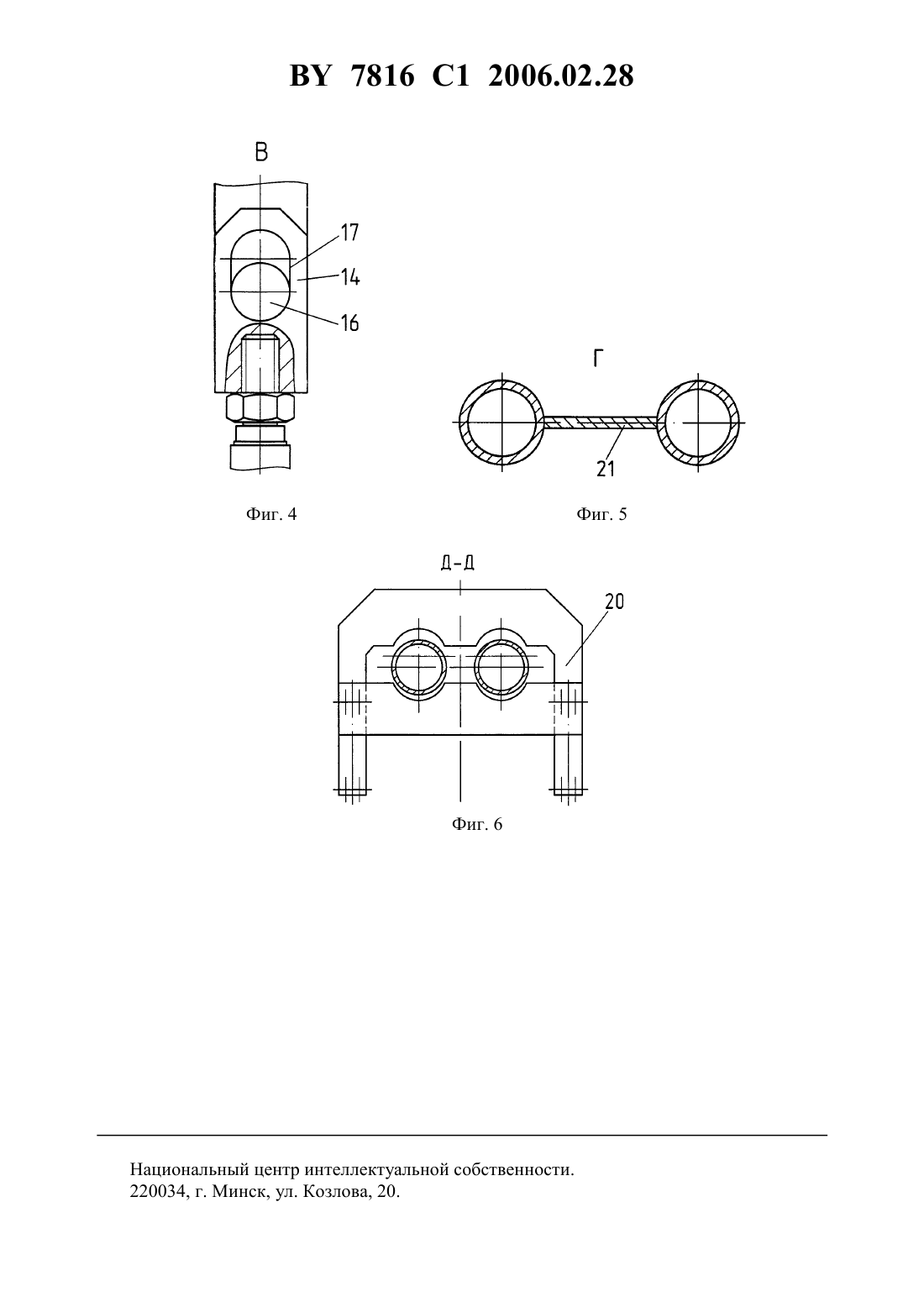
(51)22 11/14 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРАВИЛЬНОЕ УСТРОЙСТВО МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК(71) Заявитель Республиканское унитарное предпритие Белорусский металлургический завод(72) Авторы Маточкин Виктор Аркадьевич Филиппов Вадим Владимирович Гуляев Михаил Павлович Стеблов Анвер Борисович Козак Наталья Владимировна Пишикин Вадим Серафимович Тимошпольский Владимир Исаакович Веревкин Андрей Васильевич(73) Патентообладатель Республиканское унитарное предпритие Белорусский металлургический завод(57) Правильное устройство машины непрерывного литья заготовок, содержащее охлаждаемую водой несущую раму, опорные ролики, размещенные на ее нижних балках, имеющие опоры на 7816 1 2006.02.28 средней стойке рамы поворотные рычаги, к которым шарнирно подвешены охлаждаемые водой балки с парами прижимных роликов, на внутренних концах которых закреплены устройства, взаимодействующие с поворотными рычагами и ограничивающие угол поворота балок, отличающееся тем, что на верхней балке средней стойки рамы, в вертикальной продольной плоскости симметрии литой заготовки, шарнирно закреплен гидроцилиндр, сопряженный с двумя поворотными рычагами посредством тяг и ползуна, перемещаемого гидроцилиндром по направляющим, расположенным в вертикальной плоскости, перпендикулярной плоскости симметрии литой заготовки, причем между ползуном и направляющими выполнены боковые зазоры, достаточные для обеспечения одновременного прижима четырьмя роликами литых заготовок различной толщины, при этом направляющие для ползуна закреплены по обе стороны гидроцилиндра на двух предварительно напряженных тягах, соединяющих верхнюю балку средней стойки рамы с опорной плитой поворотных рычагов, а вилки верхних балок рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение относится к области черной металлургии, а именно к машинам непрерывного литья заготовок (МНЛЗ) радиального типа, более конкретно к участку МНЛЗ, на котором производится выпрямление непрерывной литой заготовки. В качестве прототипа принято правильное устройство машины непрерывного литья заготовок 1, включающее охлаждаемую водой несущую раму и опорные ролики, размещенные на ее нижних балках. Приводные пневмоцилиндры правильного устройства машины непрерывного литья заготовок шарнирно закреплены на крайних стойках рамы и сопряжены с поворотными рычагами, имеющими опоры на средней стойке рамы. К поворотным рычагам шарнирно подвешены охлаждаемые водой балки с парами прижимных роликов, на внутренних концах которых закреплены устройства, взаимодействующие с поворотными рычагами при правке заготовок и ограничивающие угол поворота балок. Недостаток прототипа состоит в том, что затруднен доступ к роликам и приводам при их обслуживании на многоручьевой МНЛЗ из-за незначительного расстояния между ручьми возможен перегрев приводов от тепла, излучаемого литой заготовкой, несмотря на наличие защитных экранов относительно большое число приводных цилиндров, используемых для прижима литой заготовки в правильной зоне МНЛЗ. Задача, решаемая изобретением, заключается в упрощении конструкции правильного устройства (ПУ), в улучшении ремонтопригодности конструкции и в значительном удалении приводного гидроцилиндра от горячей литой заготовки. Технический результат, достигаемый при использовании предложенного решения, заключается в сокращении количества приводных цилиндров до одного гидроцилиндра, одновременно перемещающего четыре прижимных ролика, обеспечении свободного доступа к механизмам ПУ и в предохранении приводного гидроцилиндра от воздействия лучистого тепла литой заготовки. Решение поставленной задачи заключается в том, что правильное устройство машины непрерывного литья заготовок содержит охлаждаемую водой несущую раму, опорные ролики, размещенные на ее нижних балках, имеющие опоры на средней стойке рамы поворотные рычаги, к которым шарнирно подвешены охлаждаемые водой балки с парами прижимных роликов, на внутренних концах которых закреплены устройства, взаимодействующие с поворотными рычагами и ограничивающие угол поворота балок. По изобретению на верхней балке средней стойки рамы, в вертикальной продольной плоскости симметрии литой заготовки, шарнирно закреплен гидроцилиндр, сопряженный с двумя 2 7816 1 2006.02.28 поворотными рычагами посредством тяг и ползуна, перемещаемого гидроцилиндром по направляющим, расположенным в вертикальной плоскости, перпендикулярной плоскости симметрии литой заготовки. Причем между ползуном и направляющими выполнены боковые зазоры, достаточные для обеспечения одновременного прижима четырьмя роликами литых заготовок различной толщины. При этом направляющие для ползуна закреплены по обе стороны гидроцилиндра на двух предварительно напряженных тягах, соединяющих верхнюю балку средней стойки рамы с опорной плитой поворотных рычагов, а вилки верхних балок рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку, на фиг. 2 разрез по Б-Б (см. фиг. 3) на фиг. 3 - разрез ПУ по А-А (см. фиг. 1) на фиг. 4 - выносной элемент В (см. фиг. 3) на фиг. 5 - разрез по Г-Г (см. фиг. 1) на фиг. 6 - сечение Д-Д (см. фиг. 1). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно-тянущем устройстве). На верхней балке 5 средней стойки 4 в вертикальной продольной плоскости симметрии литой заготовки шарнирно закреплен гидроцилиндр 6, сопряженный с двумя поворотными рычагами 7 посредством тяг 8 и ползуна 9, перемещаемого штоком 10 гидроцилиндра 6 по направляющим 11, с минимальными торцевыми зазорамии значительными боковыми зазорами 1. Направляющие 11 для ползуна 9 расположены в вертикальной плоскости, перпендикулярной указанной плоскости симметрии. Торцевые зазорыдолжны быть минимальные для восприятия направляющими горизонтальной составляющей усилия на ползуне 9, которое может возникнуть при незначительном отклонении тяг 8 от вертикальной плоскости своего расположения в момент воздействия штока гидроцилиндра на шарнирные сочленения ползуна и тяг. Значительные боковые зазоры 1 между ползуном 9 и направляющими 11 следует предусмотреть для исключения горизонтальных составляющих реактивных сил на поверхностях направляющих при одновременном воздействии четырех верхних роликов 19 на криволинейные литые заготовки различной толщины в ограниченных пределах. Величина боковых зазоров 1 рассчитывается в зависимости от заданных пределов толщин литых заготовок и др. факторов, влияющих на отклонение оси штока гидроцилиндра от вертикальной оси в плоскости тяг 8. При излишне больших зазорах 1 не обеспечится синхронный поворот рычагов 7 при перемещении вверх штока 10 гидроцилиндра 6. Направляющие 11 закреплены на двух регулируемых тягах 12, соединяющих верхнюю балку 5 средней стойки с опорной плитой 13. Верхние проушины 14 тяг 12 соединены с вилками 15 верхней балки 5 посредством осей 16, имеющих возможность свободно перемещаться в пазах 17 при нагреве тяг от тепла литых заготовок. При закреплении тяг 12 следует предварительно их нагреть до заданной температуры с целью увеличения расстояния между осями проушин, примерно, в пределах 0,30,6 мм и установить так, чтобы оси 16 оказались в нижней части паза 17,получив таким образом напряжения растяжения в тягах при их остывании, с целью получения предварительной компенсации за их последующее удлинение при нагреве теплом литых заготовок в сравнении с охлаждаемыми водой конструкциями средней стойки 4. Такое крепление тяг 12 позволит им не только воспринимать воздействие реактивной силы от гидроцилиндра 6 при прижиме литой заготовки, но и исключить влияние температурных деформаций тяг на верхнюю балку 5 при их нагреве теплом литой заготовки. Балки 18 имеют трубчатое сечение и шарнирно подвешены к поворотным рычагам 7. На балках закреплены по два прижимных ролика 19. На внутренних торцах балок приварены устройства 20, ограничивающие угол поворота их в вертикальной плоскости в заданных пределах и взаимодействующие с поворотными рычагами 7, в процессе правки литой заготовки, или при верхнем положении ползуна 9. 3 7816 1 2006.02.28 Пространство между трубами балок 18 закрыто металлическим листом 21, предохраняющим гидроцилиндр 6 и тяги от теплового излучения непрерывной литой заготовки. Для фиксации ползуна 9 в нижнем и верхнем положениях при ремонте используются два фиксатора 22, переставляемые с нижних отверстий 23 в верхние отверстия 24 и наоборот. С тянущими трайбаппаратами ПУ соединяется тягами 25. Правильные устройства МНЛЗ работают следующим образом. Непрерывно литая заготовка перемещается тянущими трайбаппаратами по опорным роликам 3 при поднятых прижимных роликах 19 до тех пор, пока начало заготовки не попадает на трайбаппарат, установленный за ПУ по направлению разливки, после чего балки 18 с прижимными роликами 19 опускаются гидроцилиндром 6 на заготовку и прижимают ее к опорным роликам. Усилие прижима заготовки верхними роликами должно быть достаточным, чтобы обеспечить плотное ее прилегание к опорным роликам 3. Постоянный прижим заготовки при прохождении ее через ПУ обеспечивается устройствами 20, ограничивающими угол поворота балок 18. Предложенная конструкция правильного устройства опробована на Республиканском унитарном предприятии Белорусский металлургический завод и может работать как совместно с тянущими трайбаппаратами, расположенными перед и после ПУ, так и автономно как правильно-тянущее устройство при наличии ведущих роликов. Эффект от использования изобретения заключается в упрощении конструкции ПУ за счет снижения количества приводных цилиндров до одного гидроцилиндра для прижима литой заготовки четырьмя роликами одновременно, в обеспечении свободного доступа обслуживающего персонала ко всем механизмам ПУ при ремонте и в предохранении приводного гидроцилиндра от перегрева за счет значительного его удаления от горячей литой заготовки. Источники информации 1.4290 С 1, 2002 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 11/14
Метки: правильное, заготовок, литья, непрерывного, машины, устройство
Код ссылки
<a href="https://by.patents.su/5-7816-pravilnoe-ustrojjstvo-mashiny-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Правильное устройство машины непрерывного литья заготовок</a>
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Абитоцкий Владимир Григорьевич, Гуляев Михаил Павлович, Волгина Евгения Васильевна, Маточкин Виктор Аркадьевич, Калинин Геннадий Петрович, Хесин Борис Яковлевич
МПК: B22D 11/14
Метки: устройство, непрерывного, литья, машины, правильное, заготовок
Текст:
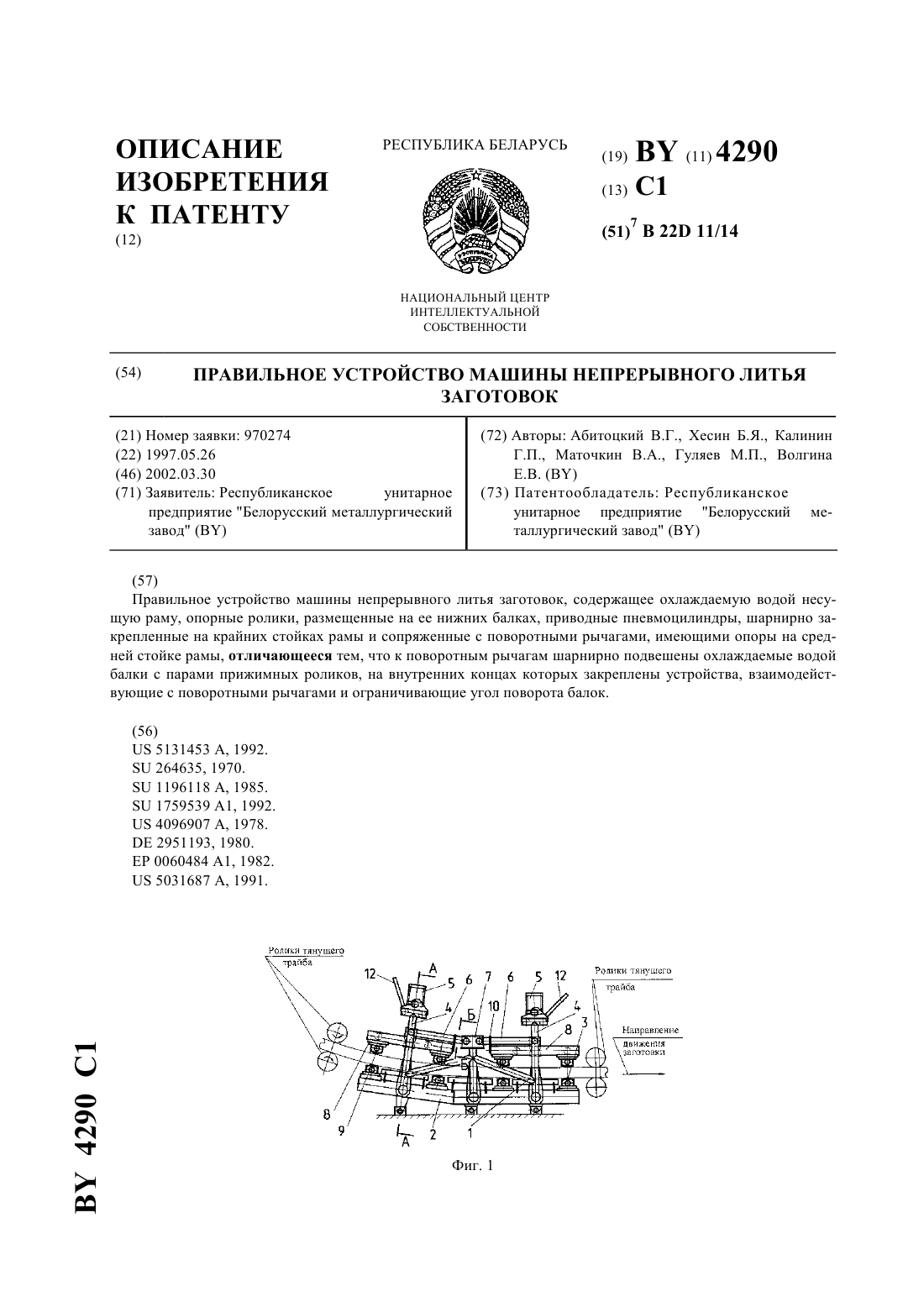
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Правильное устройство машины непрерывного литья заготовок
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Маточкин Виктор Аркадьевич, Томшин Михаил Александрович, Козак Наталья Владимировна, Пишикин Вадим Серафимович, Абитоцкий Владимир Григорьевич
МПК: B22D 11/44
Метки: правильное, заготовок, литья, устройство, непрерывного, машины
Текст:
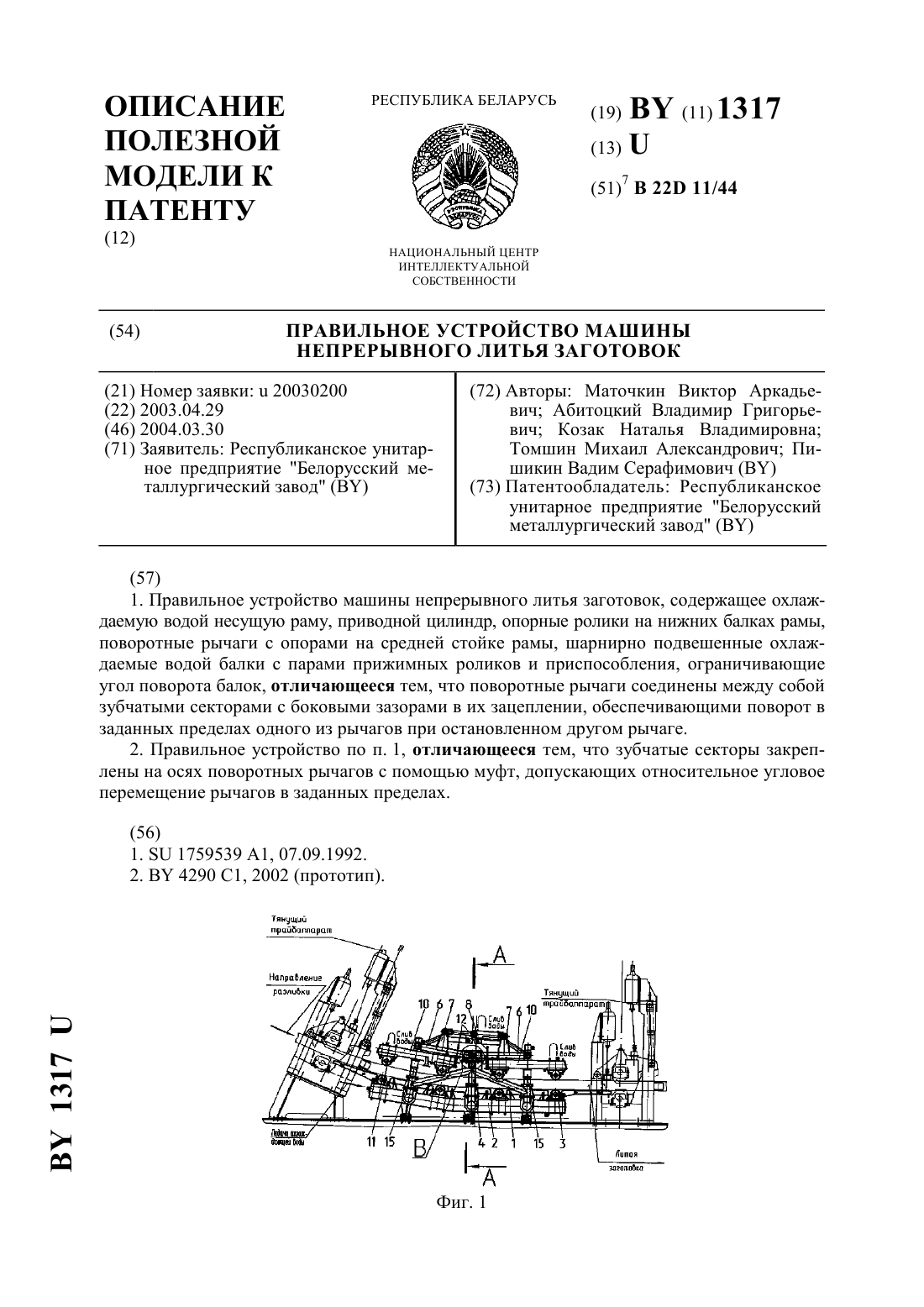
...зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные...
Гибкая бесшарнирная затравка машины непрерывного литья заготовок
Номер патента: 7484
Опубликовано: 30.12.2005
Авторы: Кушнарев Николай Николаевич, Смоляков Анатолий Соломонович, Шифрин Игорь Николаевич, Годинский Николай Анатольевич, Целиков Андрей Александрович, Каньшин Сергей Александрович, Пишикин Вадим Серафимович, Сумский Сергей Николаевич, Иванов Эдуард Владимирович
МПК: B22D 11/08
Метки: заготовок, затравка, гибкая, машины, непрерывного, бесшарнирная, литья
Текст:
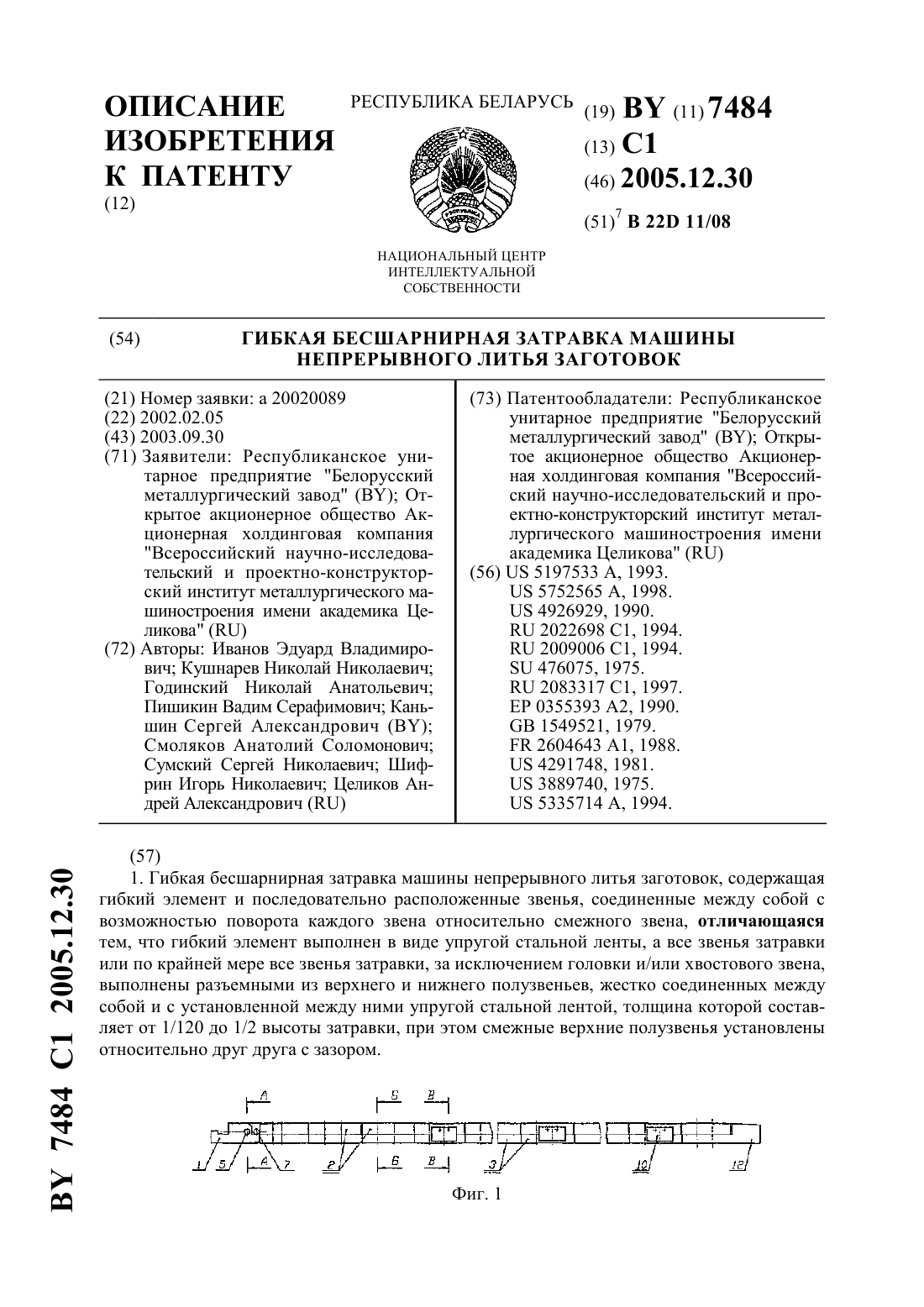
...по сравнению с существующими затравками. Точно такая же или подобная затравка может быть использована для криволинейной МНЛЗ, у которой радиус кривизны(переменный радиус) вдоль технологической оси машины на разных участках может изменяться и практически быть равным любой величине от 2 до 30 метров на радиальных участках, а на прямых вертикальных участках, например в прямом кристаллизаторе и на небольшом роликовом участке под ним, а также...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Гуненков Валентин Юрьевич, Пишикин Вадим Серафимович, Андрианов Дмитрий Николаевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович
МПК: B22D 11/00
Метки: непрерывного, заготовок, машина, литья
Текст:
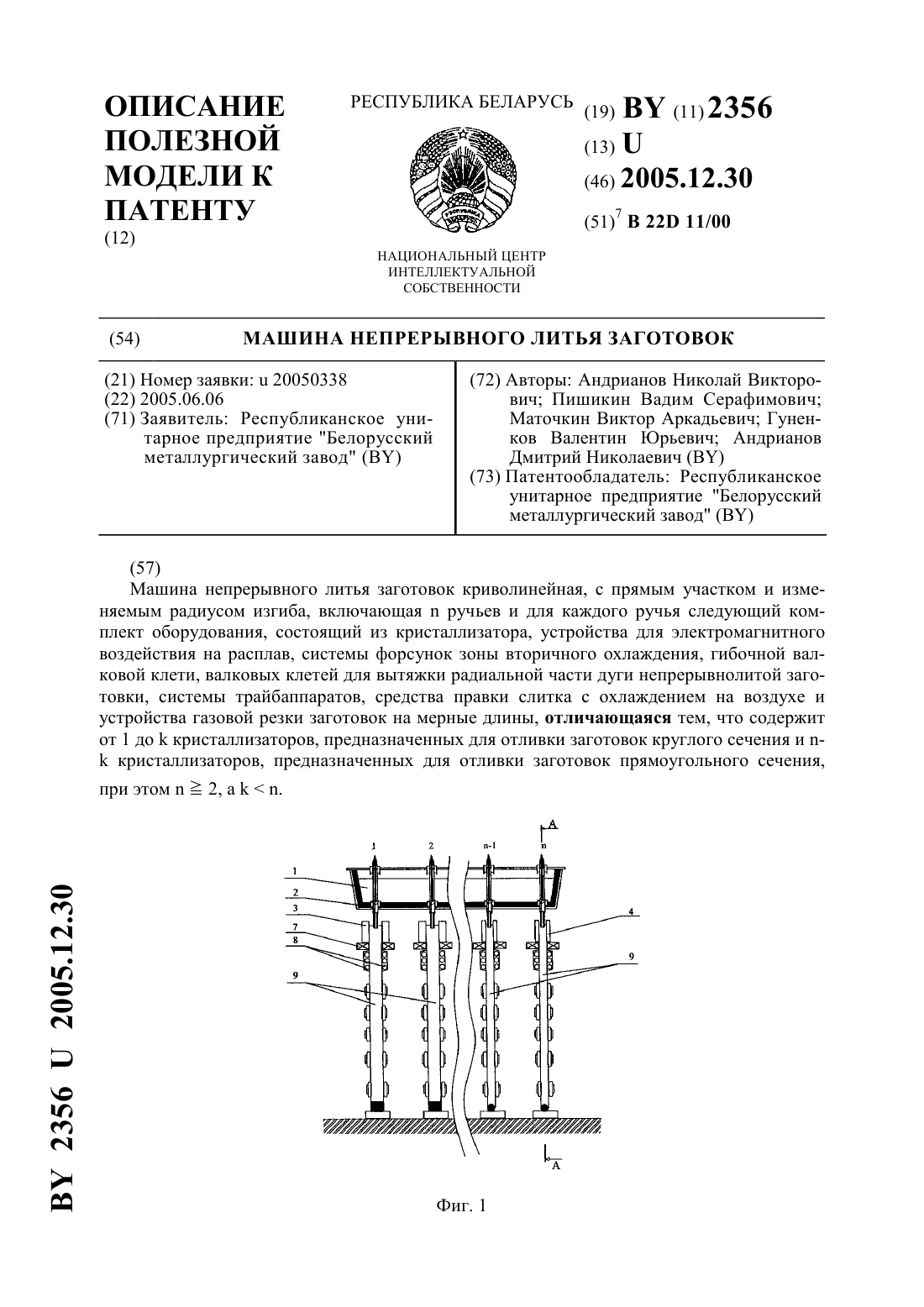
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Машина непрерывного литья заготовок
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Мандель Николай Львович, Эндерс Владимир Владимирович, Гуляев Михаил Павлович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Бондаренко Александр Николаевич
МПК: B22D 11/00
Метки: заготовок, непрерывного, литья, машина
Текст:
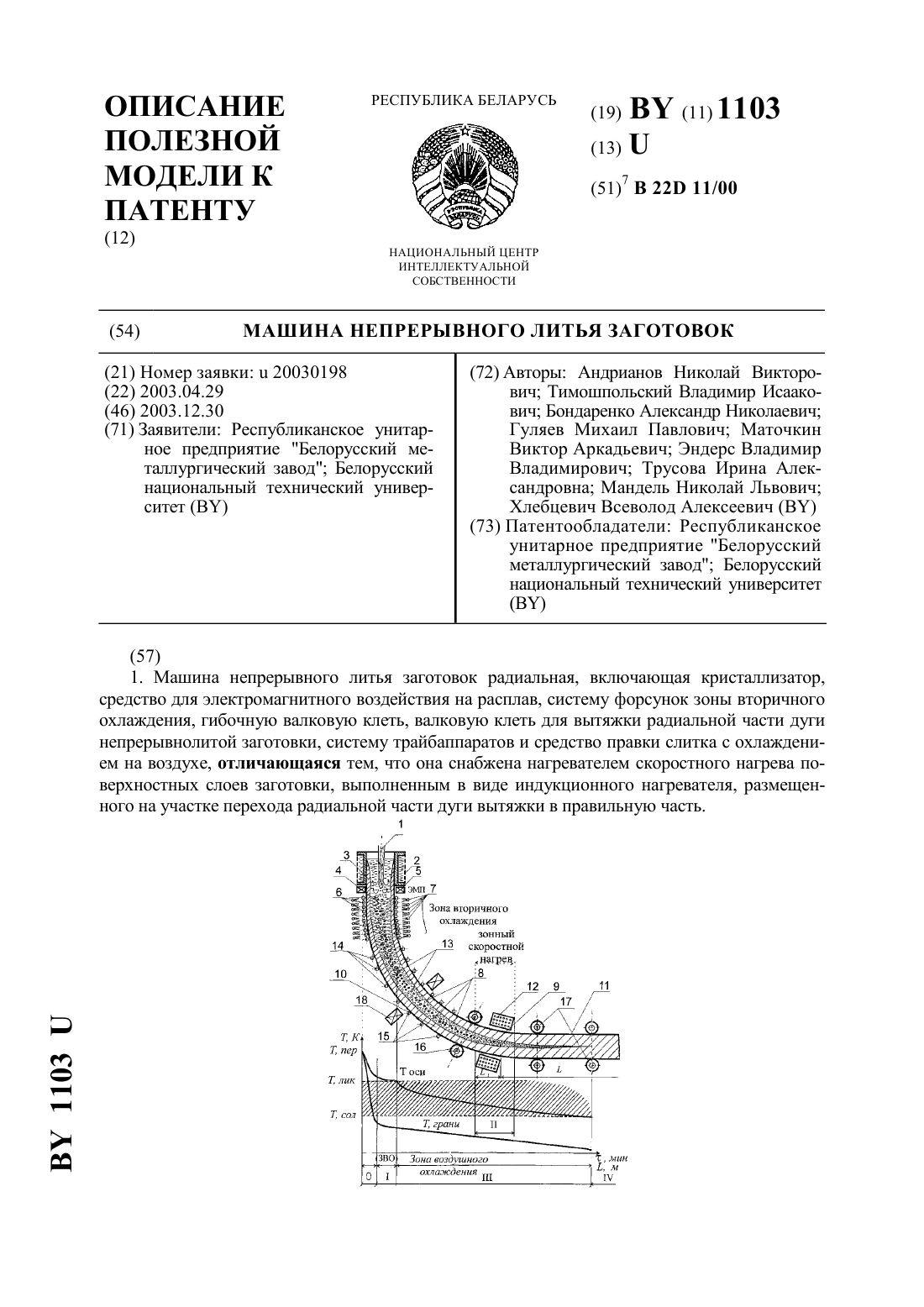
...с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб...
Предыдущий патент: Устройство для отделения нематод от субстрата
Следующий патент: Установка для осушки сжатого воздуха пневмосистемы транспортного средства
Случайный патент: Подрельсовая прокладка