Линия изготовления стального проката 80-150мм из подшипниковой стали
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович, Котов Игорь Валентинович, Мандель Николай Львович
Текст
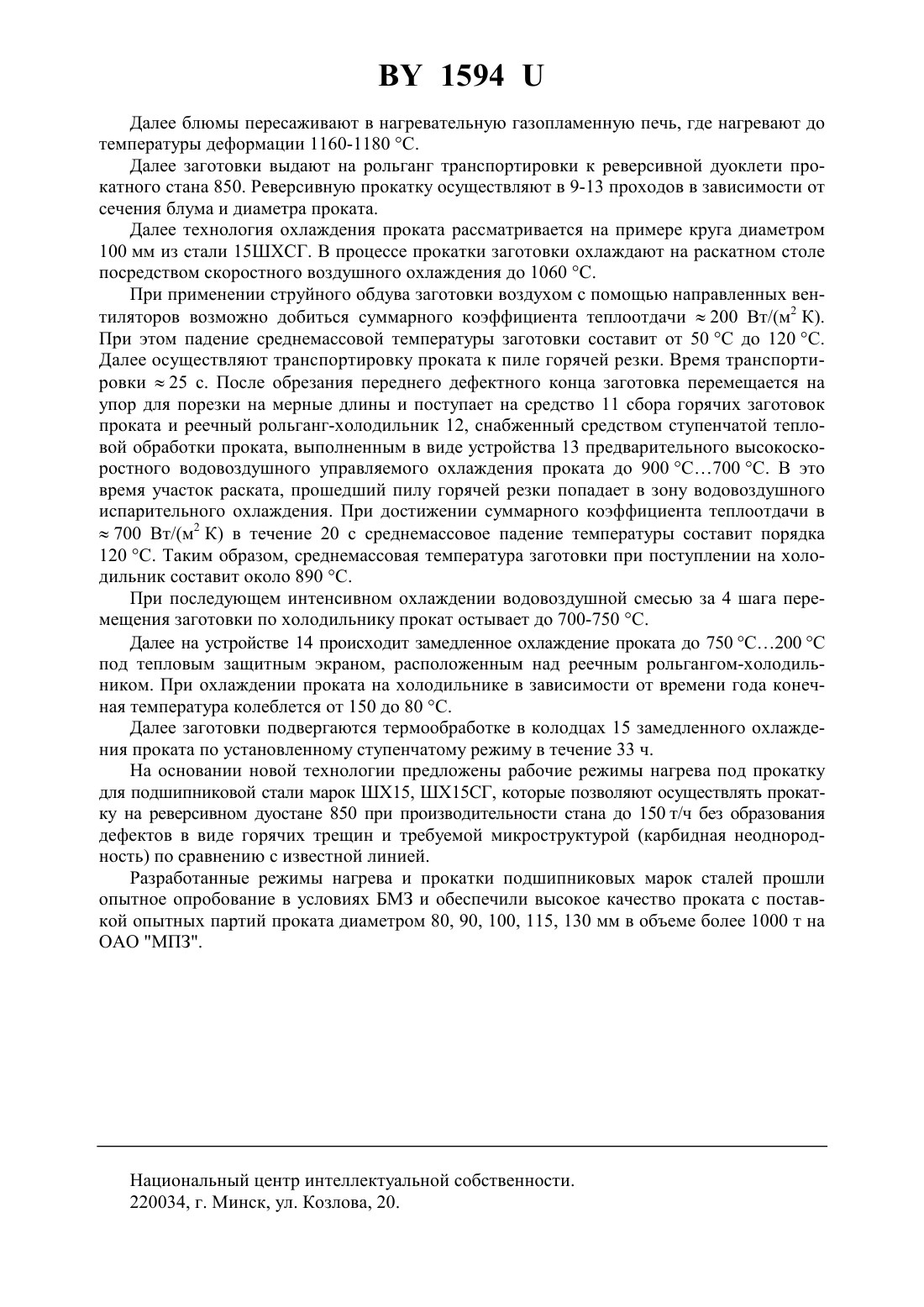
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ПРОКАТА 80-150 мм ИЗ ПОДШИПНИКОВОЙ СТАЛИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Андрианов Николай Викторович Стеблов Анвер Борисович Маточкин Виктор Аркадьевич Тимошпольский Владимир Исаакович Тищенко Владимир Андреевич Котов Игорь Валентинович Ленартович Дмитрий Владимирович Мандель Николай Львович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) Линия изготовления стального проката 80-150 мм из подшипниковой стали, включающая подогревательную газопламенную печь, нагревательную газопламенную печь для нагрева непрерывно-литой заготовки, средство удаления окалины, задающий рольганг реверсивного прокатного стана, реверсивный прокатный стан с раскатным столом и реечный рольганг-холодильник, отличающаяся тем, что раскатный стол реверсивного прокатного стана снабжен средством скоростного воздушного охлаждения проката, а реечный рольганг-холодильник снабжен средством ступенчатой тепловой обработки проката,выполненным в виде устройства предварительного высокоскоростного водовоздушного управляемого охлаждения проката до 900 С 700 С и устройства термостатирования проката до 700 С 200 С в виде экрана теплового потока, расположенного над рольгангом-холодильником.(56) 1. Егоров В.Д. и др. Выкатваемость дефектов при прокатке крупносортной стали // Сталь. -1. - 1995. - С. 23-24 2. Горбанев А.А., Жучков С.М., Филиппов В.В., Тимошпольский В.И., Стеблов А.Б. и др. Теоретические и технологические основы высокоскоростной прокатки катанки. - Мн. Высш. шк., 2003. -С. 19-20, 105-106, 226-228. Полезная модель относится к металлургии, к технологии изготовления сортового проката из непрерывно-литых заготовок подшипниковой стали, нагреваемых в печах с шагающим подом и последующей прокаткой на дуореверсивной клети прокатного стана. Известна линия изготовления сортового проката из подшипниковой стали из непрерывно-литых заготовок, получаемых на машинах криволинейного типа непрерывного литья (МНЛЗ), включающая накопитель мерных заготовок, систему задающих рольгангов,подогревательную печь, нагревательную печь и реверсивный прокатный стан 1. Известная линия производства изготовления сортового проката из подшипниковой стали на реверсивных станах реализует технологию нагрева заготовок перед прокаткой в нагревательной печи и горячую прокатку на реверсивном стане с заданными деформационно-скоростными условиями прокатки. На заводах Днепроспецсталь и Челябинском металлургическом заводе используют ступенчатый нагрев непрерывно-литой заготовки из стали ШХ 15, который заключается в нагреве до 1300-1280 С в сварочной зоне нагревательной печи, а затем производят охлаждение заготовок перед выдачей из печи до температуры поверхности металла 1180 С. Ступенчатый нагрев перед прокаткой способствует получению однородного качества нагрева металла по сечению и обеспечению структурной полосчатости на не более 4-го балла по ГОСТ 801-78. Технология известной линии может быть реализована только с использованием нагревательной газопламенной печи, конструктивно спроектированной для обеспечения позонного нагрева, что не всегда приемлемо для изготовления технологий сортового проката из подшипниковой стали, реализующих печи сквозные прямоточные без пережимов между зонами нагрев. В условиях реверсивного прокатного стана, например, типа БМЗ 850 ступенчатый нагрев затруднителен, так как печь используется прямоточная без пережимов между зонами нагрева. В этом случае целесообразно отработать режим нагрева с интенсификацией нагрева в зонах 4 и 5 до максимально возможной по условиям эксплуатации печи и сократить расход газа в зонах выдачи 6-7 с соотношением расхода газ-воздух,обеспечивающим недожог газа в этих зонах, с дожиганием в зонах 4-5. Длительность нахождения металла в томильной зоне должна быть по возможности максимальной. Выданная из печи заготовка с минимальной длительностью охлаждения на воздухе передается к дуоклети реверсивного стана. В качестве прототипа принята линия для изготовления стального проката 80-150 мм из подшипниковой стали из непрерывно-литых заготовок, получаемых на машинах криволинейного типа непрерывного литья (МНЛЗ), включающая накопитель мерных заготовок,систему задающих рольгангов, подогревательную газопламенную печь, нагревательную газопламенную печь для нагрева непрерывно-литой заготовки, средство удаления окалины, задающий рольганг реверсивного прокатного стана, например, реверсивный прокатный стан 850 с раскатным столом и реечный рольганг-холодильник 2. Линия-прототип обладает теми же недостатками, что и известные аналоги. При ее высокой производительности технологический процесс газопламенного нагрева в печи не всегда может быть согласован с технологией реверсивной прокатки. При нагреве блюма в газопламенной нагревательной печи в зонах контакта блюма с водоохлаждаемыми балками наблюдается подстуживание блюма, вызывающее развитие неоднородного темпера 2 1594 турного поля по сечению и длине блюма, которое наследуется при прокатке и сопровождается неоднородностью деформируемости блюма и сопровождается изгибом раската при прокатке, что затрудняет задачу раската в калибр. В основу заявленного технического решения поставлена задача, компенсации температурного градиента, образующегося после печного нагрева перед задачей блюма в первую клеть стана, что направлено на повышение качества проката и снижение энергозатрат. Технический результат, получаемый при решении поставленной задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур между внутренними слоями и наружными слоями заготовки. Поставленная задача достигается тем, что в линии изготовления стального проката 80150 мм из подшипниковой стали, включающей подогревательную газопламенную печь,нагревательную газопламенную печь для нагрева непрерывно-литой заготовки, средство удаления окалины, задающий рольганг реверсивного прокатного стана, реверсивный прокатный стан с раскатным столом и реечный рольганг-холодильник, согласно полезной модели, раскатный стол реверсивного прокатного стана снабжен средством скоростного воздушного охлаждения проката, а реечный рольганг-холодильник снабжен средством ступенчатой тепловой обработки проката, выполненным в виде устройства предварительного высокоскоростного водовоздушного управляемого охлаждения проката до 900 С 700 С и устройства термостатирования проката до 700 С 200 С в виде экрана теплового потока,расположенного над рольгангом-холодильником. Для лучшего понимания полезная модель поясняется чертежом, где фигура - технологическая схема линии изготовления сортового проката. Непрерывно-литая заготовка-блюм, получаемая на машинах криволинейного типа непрерывного литья-МНЛЗ, задается в линию реверсивного прокатного стана непосредственно с печного нагрева. Линия изготовления сортового стального проката 80-150 мм из подшипниковой стали включает технологически взаимосвязанные между собой автоматической системой управления газопламенную подогревательную печь 1, загрузочный рольганг 2 для газопламенной нагревательной печи 3, рольганг выдачи 4, рольганг возврата 5,средство 6 удаления с блюма окалины путем гидросбива, раскатный стол 7 реверсивного прокатного стана 8, снабженный средством 9 воздушного охлаждения проката, пилу 10 горячей резки для получения заданного мерного сортового проката, средство 11 сбора горячих заготовок проката, реечный рольганг-холодильник 12, снабженный средством ступенчатой тепловой обработки проката, выполненным в виде устройства 13 предварительного высокоскоростного водовоздушного управляемого охлаждения проката до 900 С 700 С и устройства 14 термостатирования проката до 700 С 200 С в виде экрана теплового потока, расположенного над реечным рольгангом-холодильником и колодцы 15 замедленного охлаждения проката. Пример. На МНЛЗ-3 производили непрерывную разливку непрерывно-литых заготовок со скоростью 0,6 м/мин различного типоразмера. После газорезки непрерывно-литой заготовки получали блюмы, 25030025005000 и 30040030005000 из стали ШХ 15, ШХ 15 СГ. С МНЛЗ непрерывно-литые заготовки, далее блюмы с температурой 600800 С укладывают в штабель, укрывают теплоизолирующим колпаком и охлаждают не менее 36 ч. Посад заготовок осуществляют в подогревательную 4-х зонную печь, в которой за 1,52,5 ч нагрева они нагреваются до температуры 700-850 С. 3 1594 Далее блюмы пересаживают в нагревательную газопламенную печь, где нагревают до температуры деформации 1160-1180 С. Далее заготовки выдают на рольганг транспортировки к реверсивной дуоклети прокатного стана 850. Реверсивную прокатку осуществляют в 9-13 проходов в зависимости от сечения блума и диаметра проката. Далее технология охлаждения проката рассматривается на примере круга диаметром 100 мм из стали 15 ШХСГ. В процессе прокатки заготовки охлаждают на раскатном столе посредством скоростного воздушного охлаждения до 1060 С. При применении струйного обдува заготовки воздухом с помощью направленных вентиляторов возможно добиться суммарного коэффициента теплоотдачи 200 Вт/(м 2 К). При этом падение среднемассовой температуры заготовки составит от 50 С до 120 С. Далее осуществляют транспортировку проката к пиле горячей резки. Время транспортировки 25 с. После обрезания переднего дефектного конца заготовка перемещается на упор для порезки на мерные длины и поступает на средство 11 сбора горячих заготовок проката и реечный рольганг-холодильник 12, снабженный средством ступенчатой тепловой обработки проката, выполненным в виде устройства 13 предварительного высокоскоростного водовоздушного управляемого охлаждения проката до 900 С 700 С. В это время участок раската, прошедший пилу горячей резки попадает в зону водовоздушного испарительного охлаждения. При достижении суммарного коэффициента теплоотдачи в 700 Вт/(м 2 К) в течение 20 с среднемассовое падение температуры составит порядка 120 С. Таким образом, среднемассовая температура заготовки при поступлении на холодильник составит около 890 С. При последующем интенсивном охлаждении водовоздушной смесью за 4 шага перемещения заготовки по холодильнику прокат остывает до 700-750 С. Далее на устройстве 14 происходит замедленное охлаждение проката до 750 С 200 С под тепловым защитным экраном, расположенным над реечным рольгангом-холодильником. При охлаждении проката на холодильнике в зависимости от времени года конечная температура колеблется от 150 до 80 С. Далее заготовки подвергаются термообработке в колодцах 15 замедленного охлаждения проката по установленному ступенчатому режиму в течение 33 ч. На основании новой технологии предложены рабочие режимы нагрева под прокатку для подшипниковой стали марок ШХ 15, ШХ 15 СГ, которые позволяют осуществлять прокатку на реверсивном дуостане 850 при производительности стана до 150 т/ч без образования дефектов в виде горячих трещин и требуемой микроструктурой (карбидная неоднородность) по сравнению с известной линией. Разработанные режимы нагрева и прокатки подшипниковых марок сталей прошли опытное опробование в условиях БМЗ и обеспечили высокое качество проката с поставкой опытных партий проката диаметром 80, 90, 100, 115, 130 мм в объеме более 1000 т на ОАО МПЗ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/00
Метки: подшипниковой, стали, линия, 80-150мм, проката, стального, изготовления
Код ссылки
<a href="https://by.patents.su/4-u1594-liniya-izgotovleniya-stalnogo-prokata-80-150mm-iz-podshipnikovojj-stali.html" rel="bookmark" title="База патентов Беларуси">Линия изготовления стального проката 80-150мм из подшипниковой стали</a>
Линия изготовления стального проката
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Трусова Ирина Александровна, Бондаренко Александр Николаевич, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Курбатов Геннадий Александрович, Андрианов Николай Викторович, Мандель Николай Львович, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович
Метки: линия, стального, проката, изготовления
Текст:
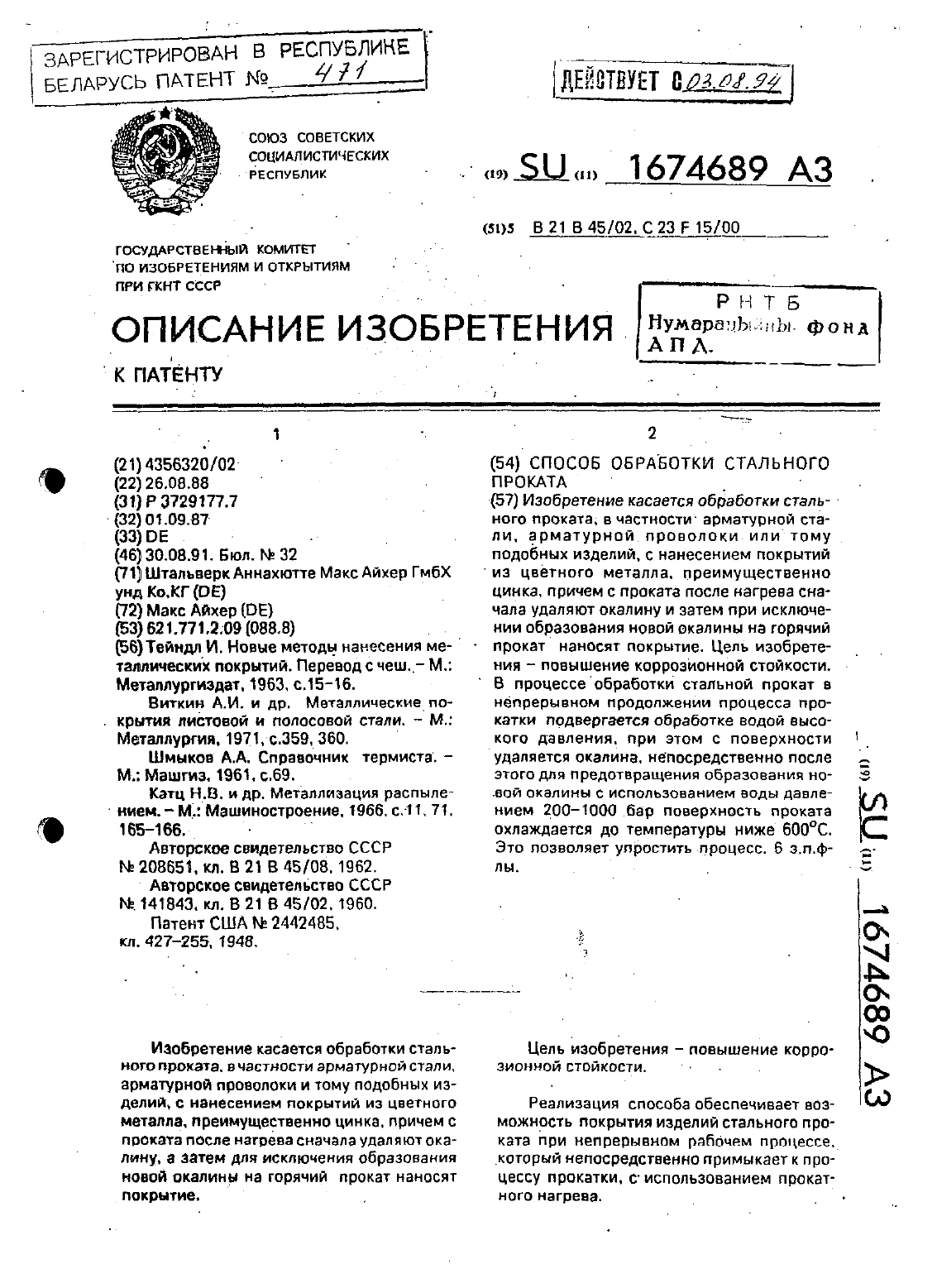
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Способ обработки стального проката
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Метки: стального, способ, обработки, проката
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Луценко В. А., Дышлевич В. Ф., Фетисов В. П., Олейник В. А., Парусов В. В., Жук О. А., Стеблов А. Б.
Метки: способ, изготовления, проката
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Способ изготовления проката
Номер патента: 828
Опубликовано: 15.08.1995
Авторы: Пичугин В. В., Сивак А. И., Луценко В. А., Бондаренко А. Н., Фетисов В. П., Стеблов А. Б., Дышлевич В. Ф., Парусов В. В.
Метки: изготовления, проката, способ
Текст:
...Ткатанка, сорбитиаированная из высокочистой стали для металдюкорда.Выдержка в течение времени большею 1532 пр не целесообразна ввиду того, что структура и обезуглероженность, достигнув оптимальных показателей, нормируемых ТУ 14-1-4752-89,далее практически не меняются, а производительность технологического процесса начинает снижаться.Темп прокатки Величина дей Таким образом, при изготовлении проката по предлагаемому способу возможно...
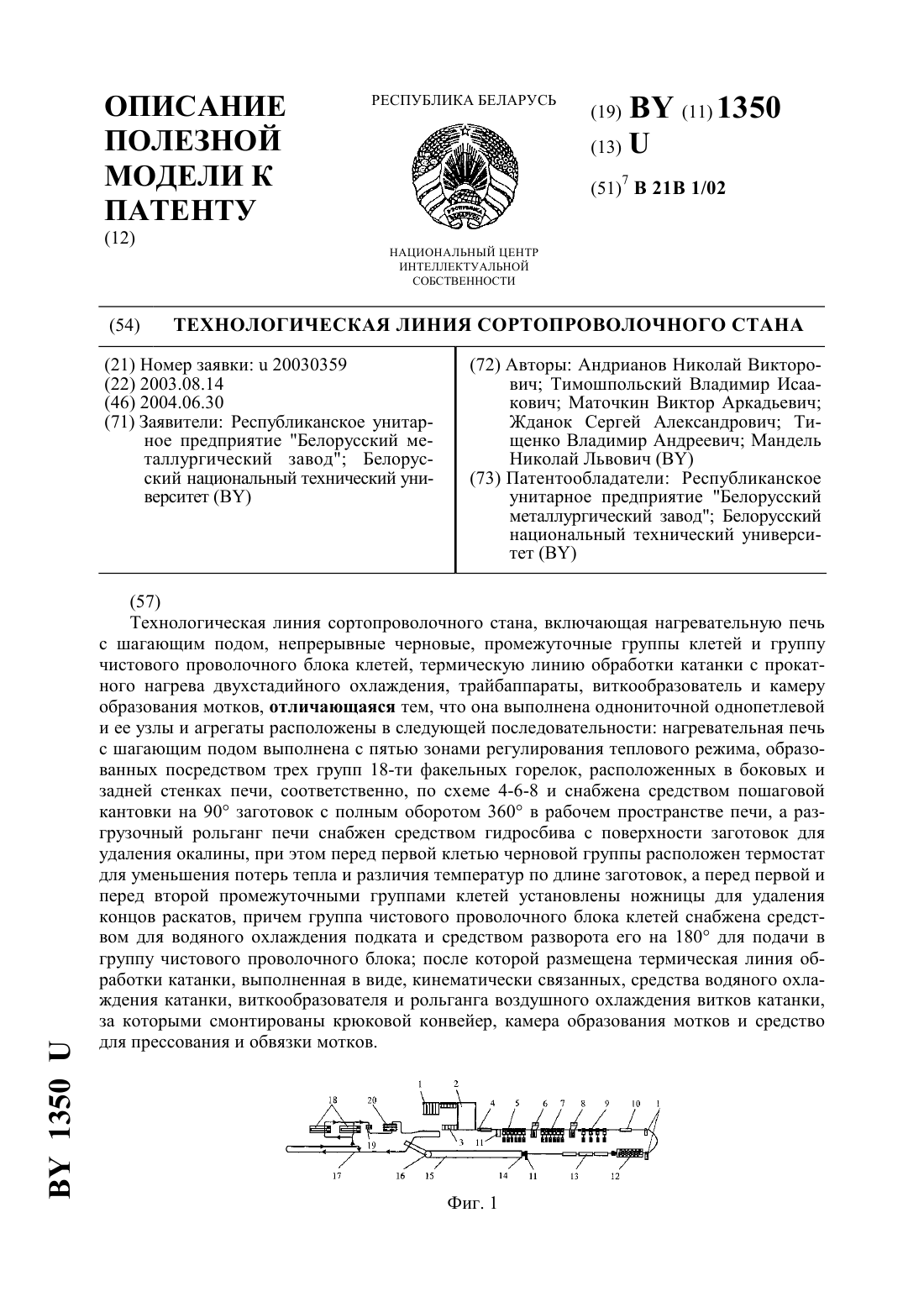
Технологическая линия сортопроволочного стана
Номер патента: U 1350
Опубликовано: 30.06.2004
Авторы: Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Жданок Сергей Александрович, Андрианов Николай Викторович, Мандель Николай Львович
МПК: B21B 1/02
Метки: сортопроволочного, стана, линия, технологическая
Текст:
...подачи в группу чистового проволочного блока после которой размещена термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 схематично изображен общий...
Предыдущий патент: Транспортное средство санитарно-гигиенического назначения
Следующий патент: Круглофакельная форсунка
Случайный патент: Установка для помола и классификации